
Lab-Scale Twin-Screw Micro-Compounders as a New Rubber-Mixing Tool: ‘A Comparison on EPDM/Carbon Black and EPDM/Silica Composites’


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
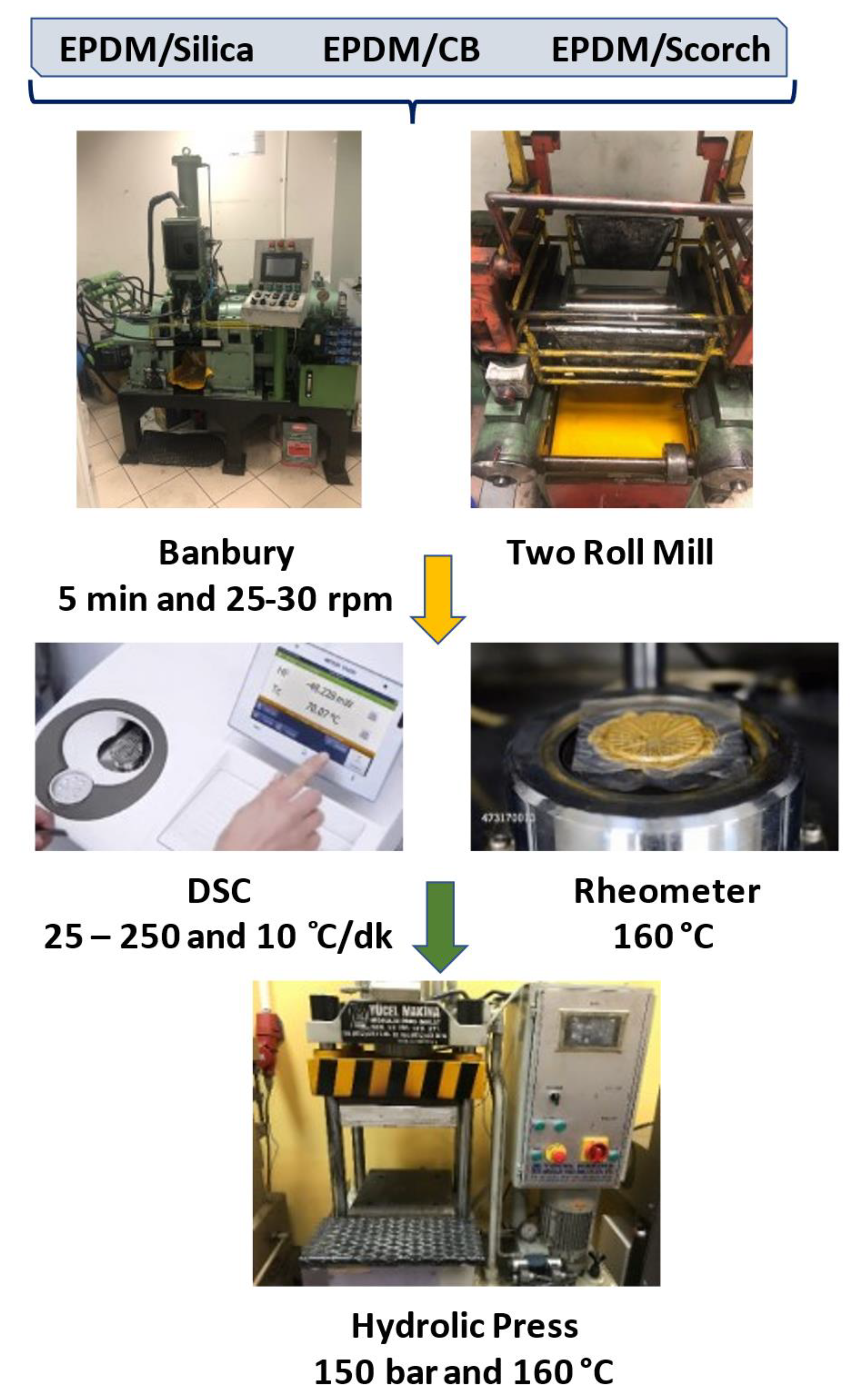
2.2. Processing
Compounding by Banbury Mixer Followed by Two-Roll Milling
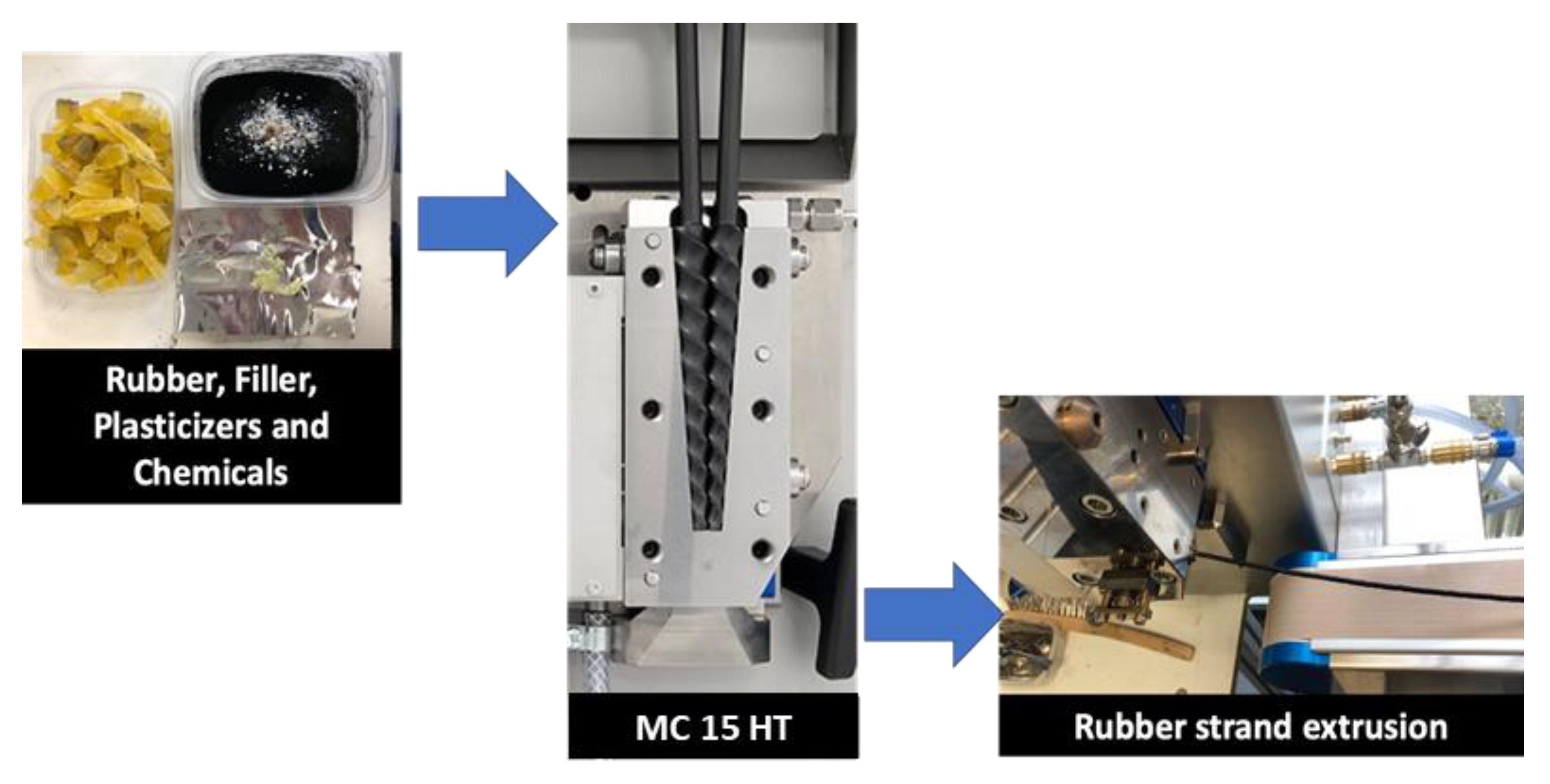
2.3. Compounding Using MC 15 HT
2.4. Characterization
3. Results and Discussions
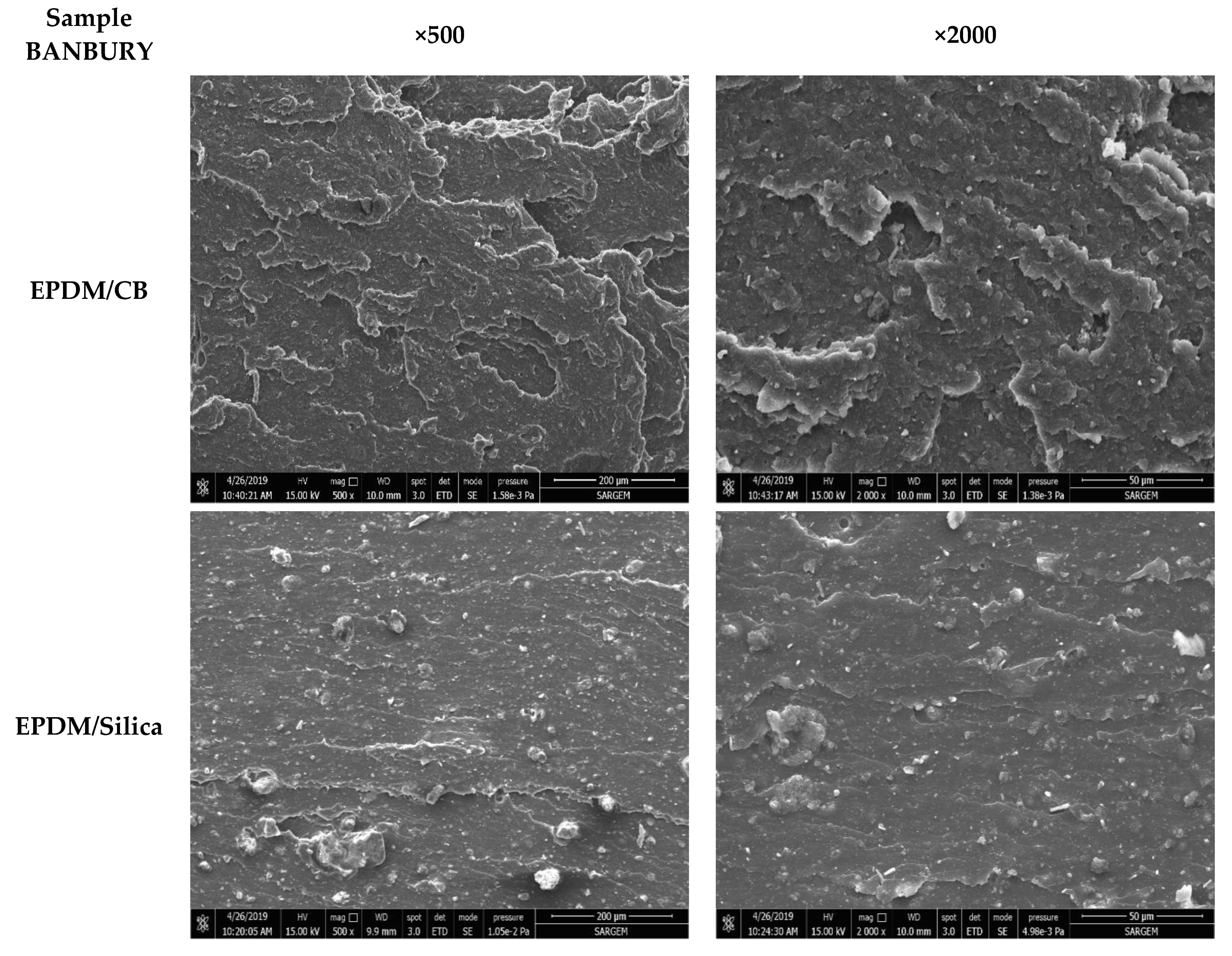
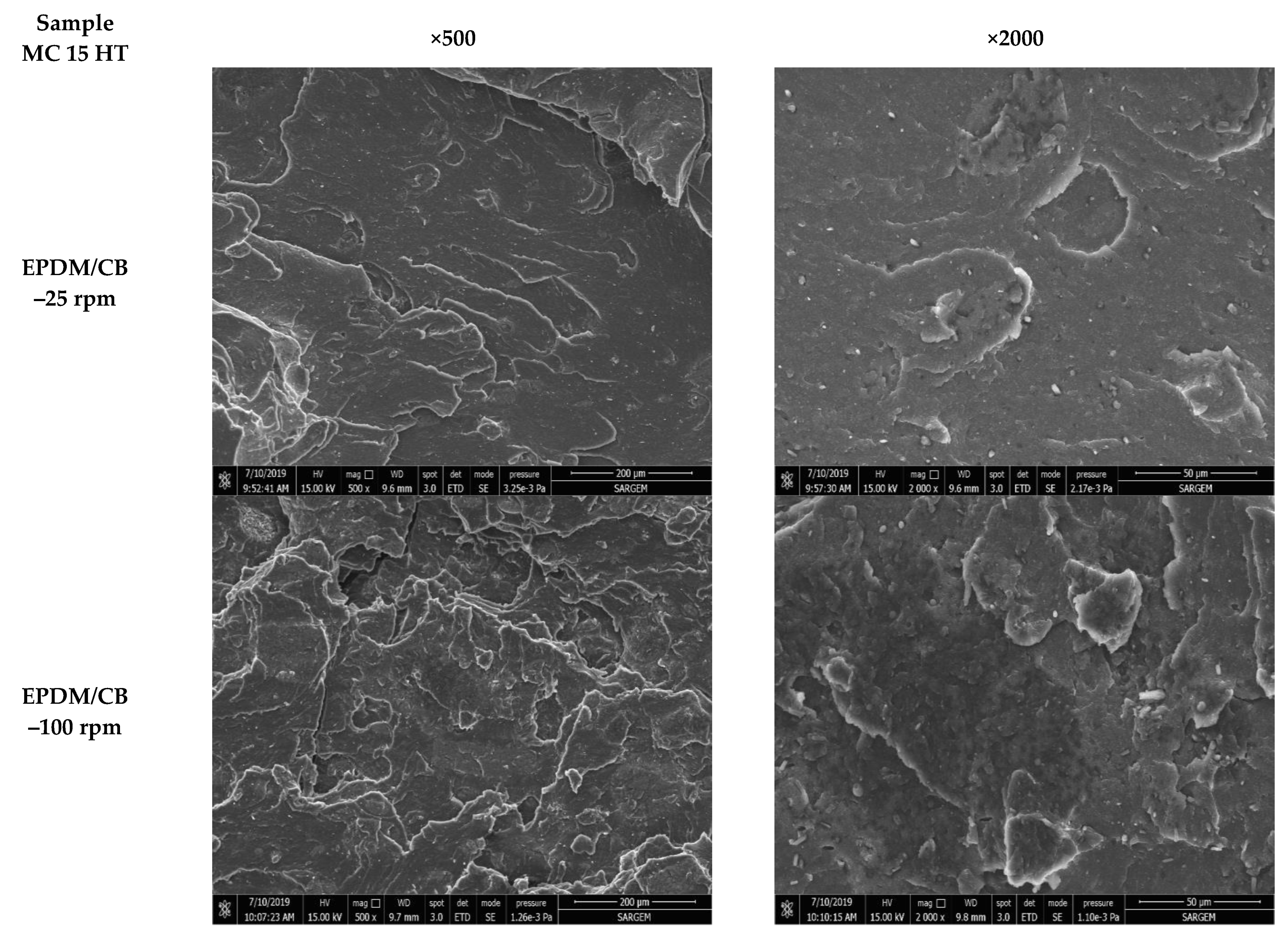
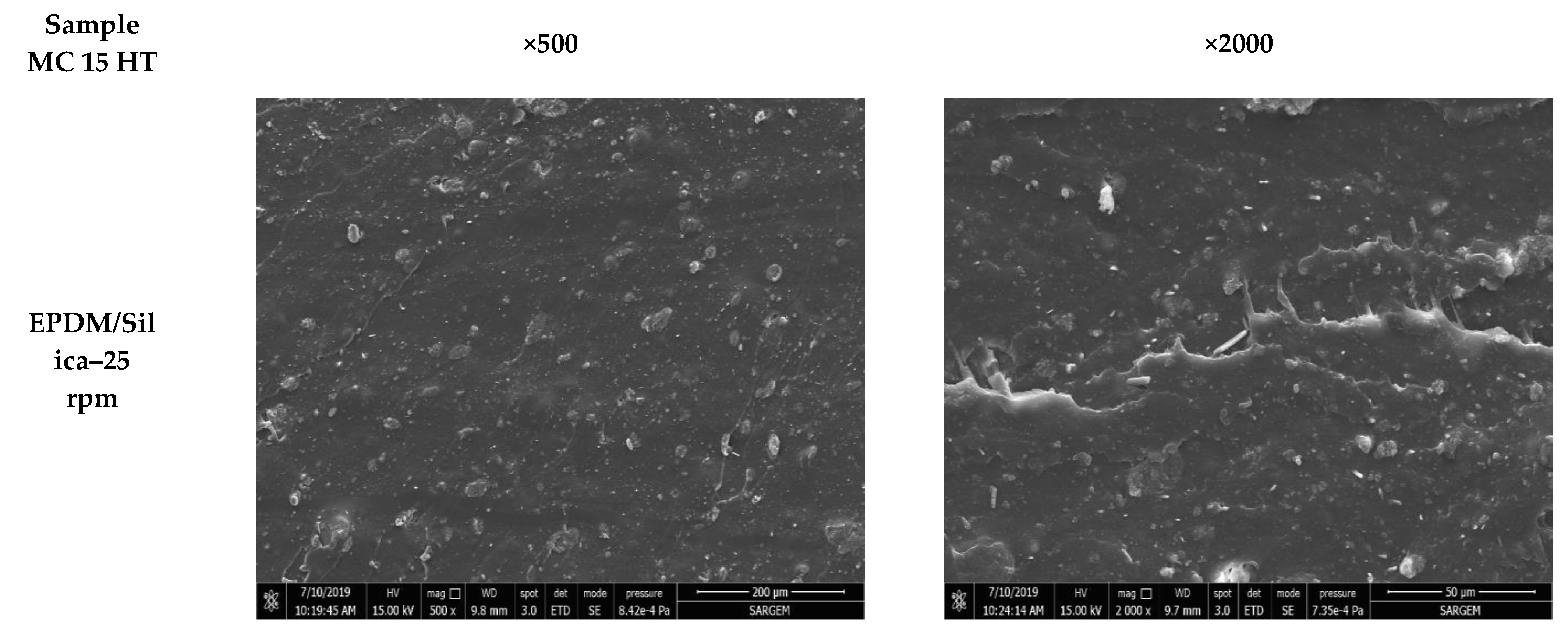
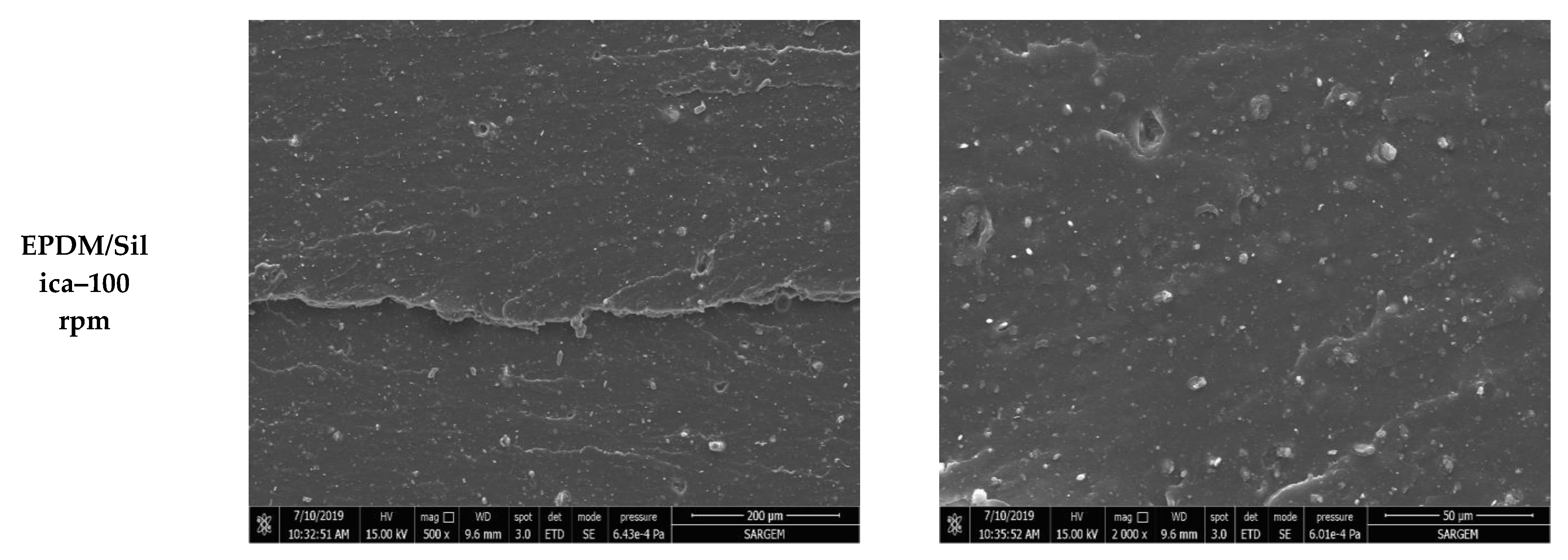
3.1. Scanning Electron Microscopy (SEM) Test Results
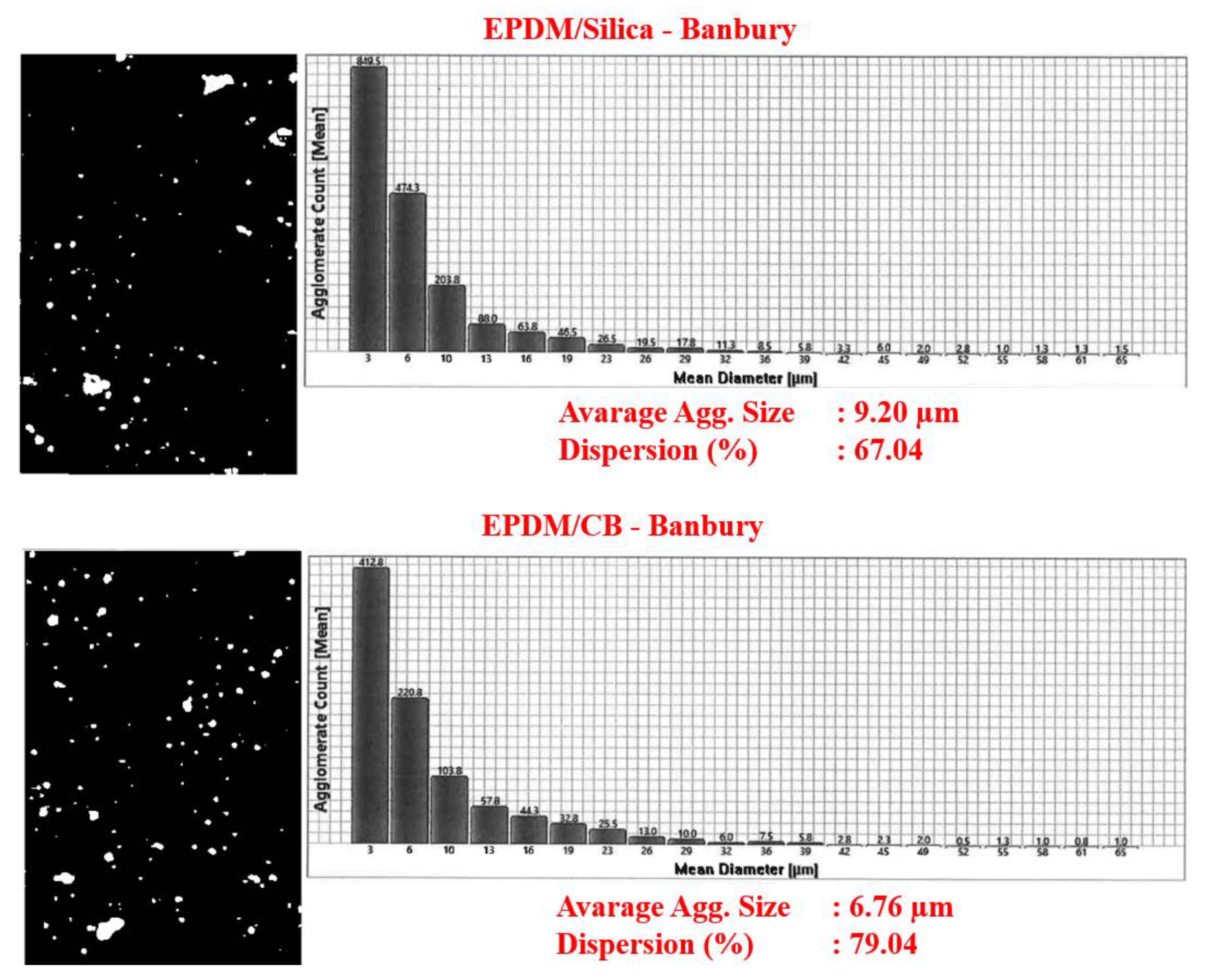
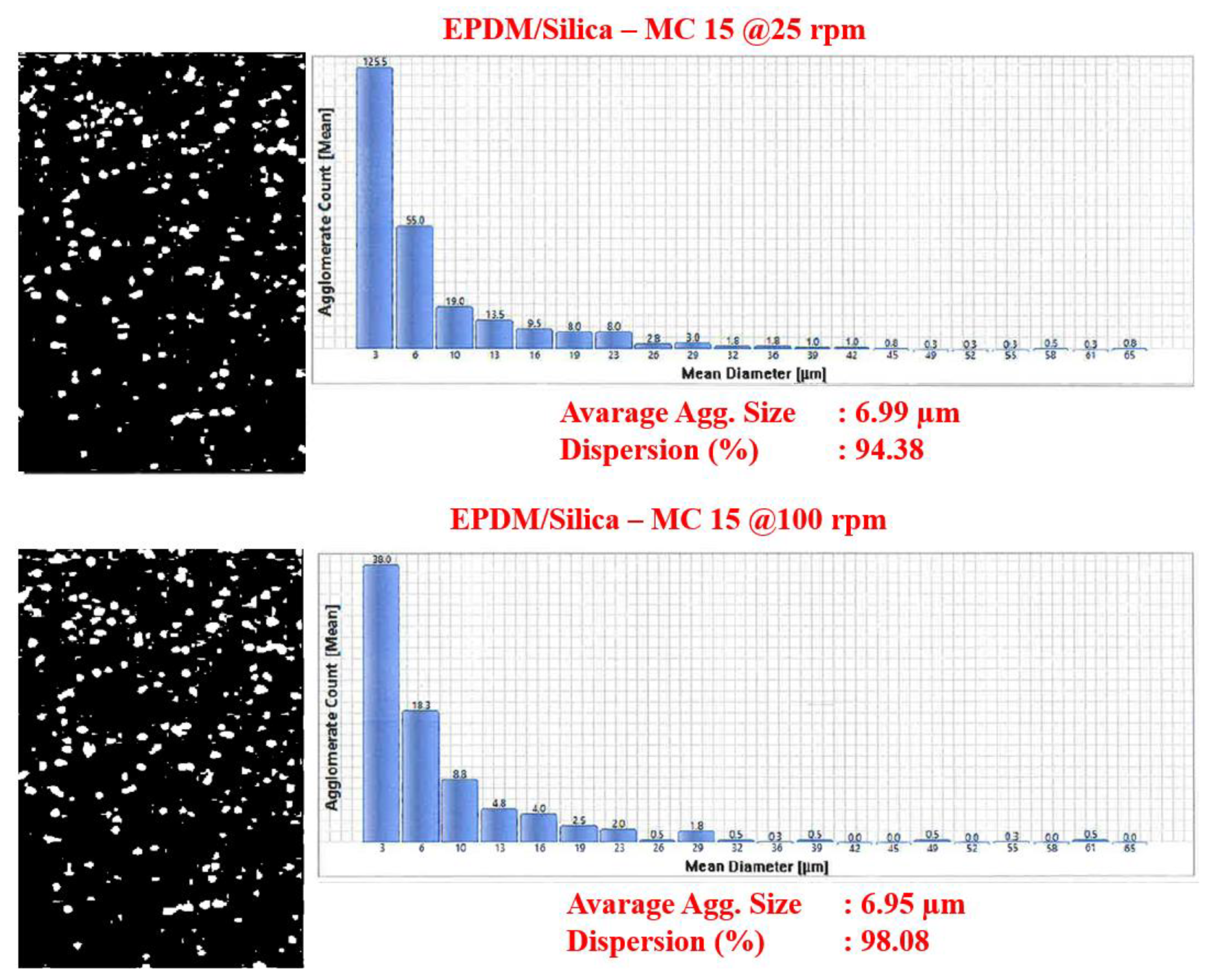
3.2. DisperGrader Test Results
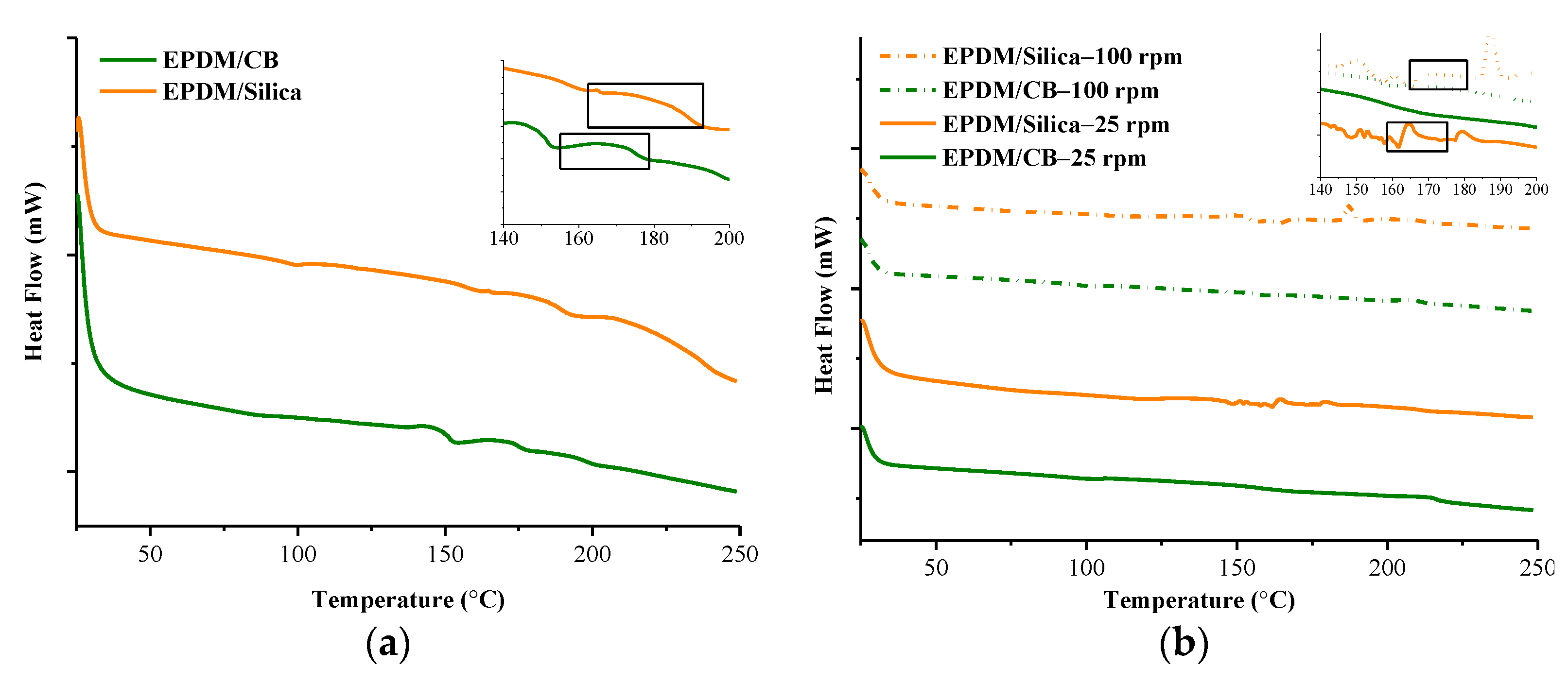
3.3. DSC Results
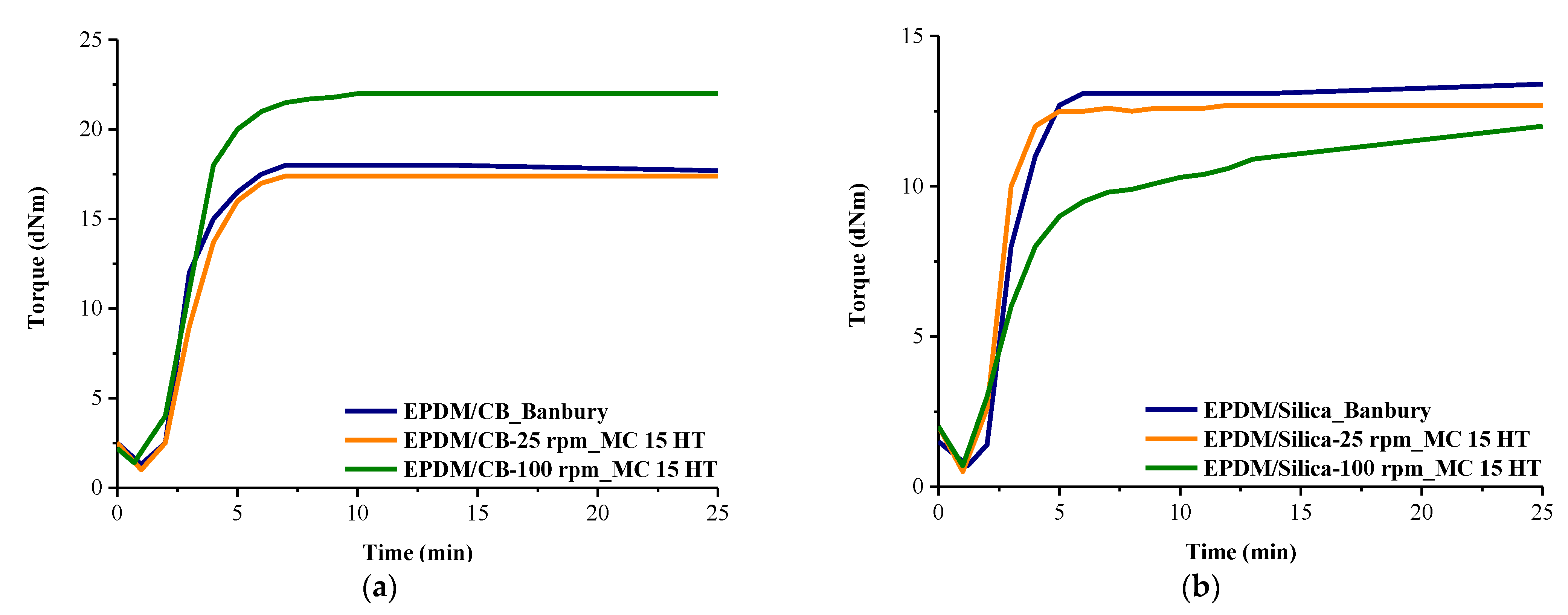
3.4. Rheometer Results
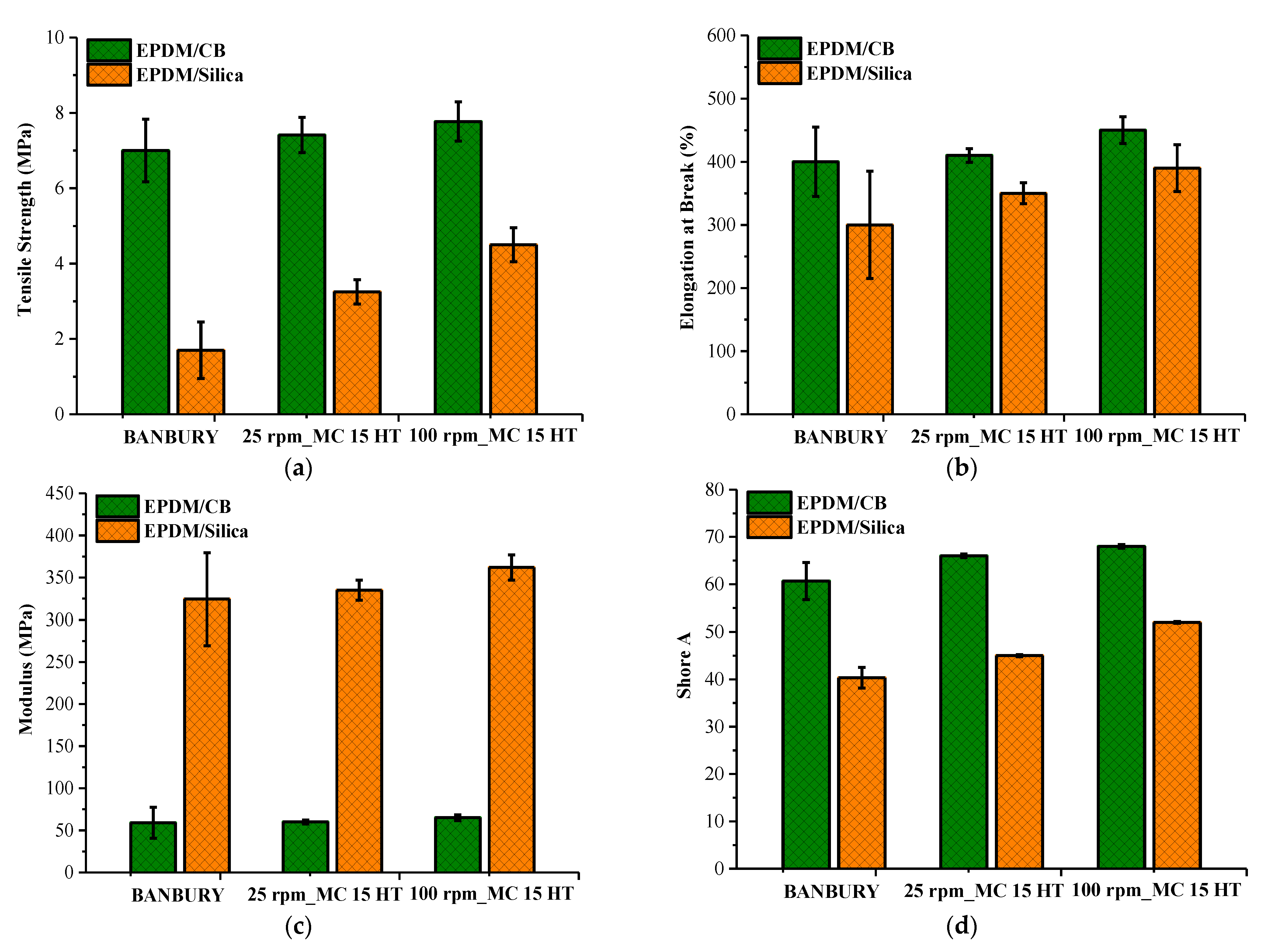
3.5. Mechanical Properties
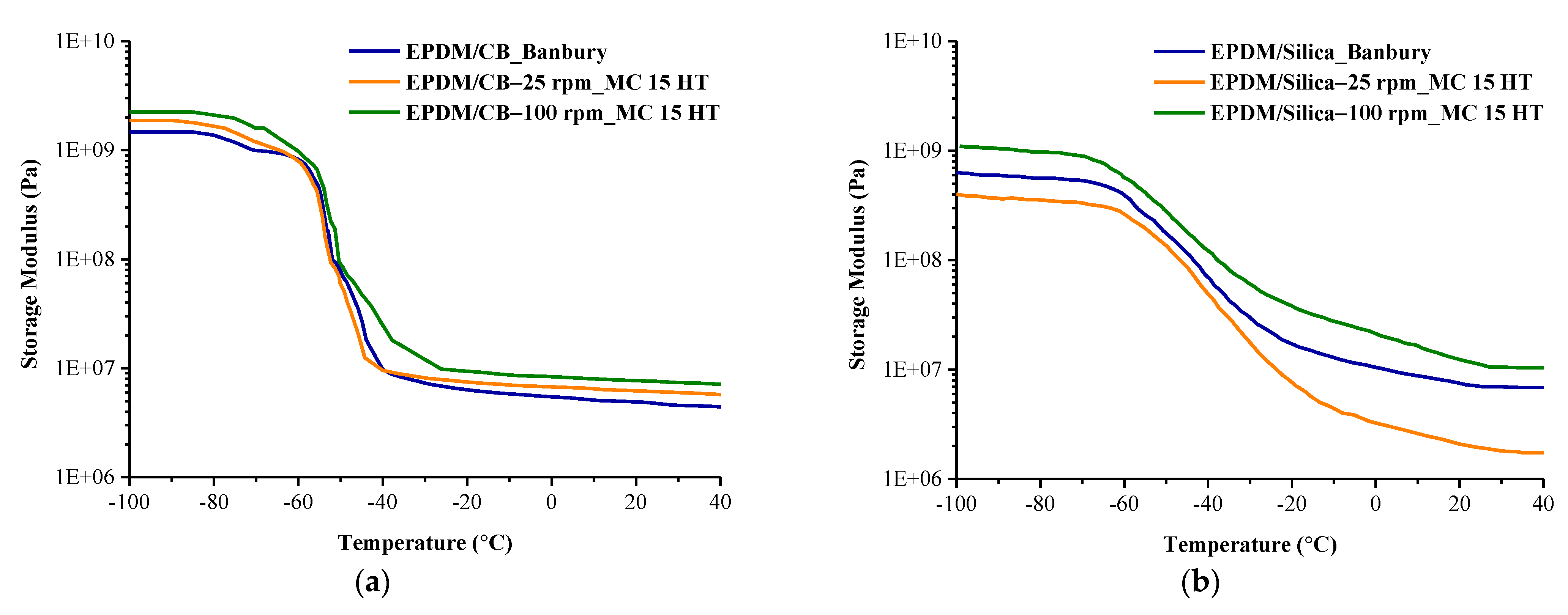
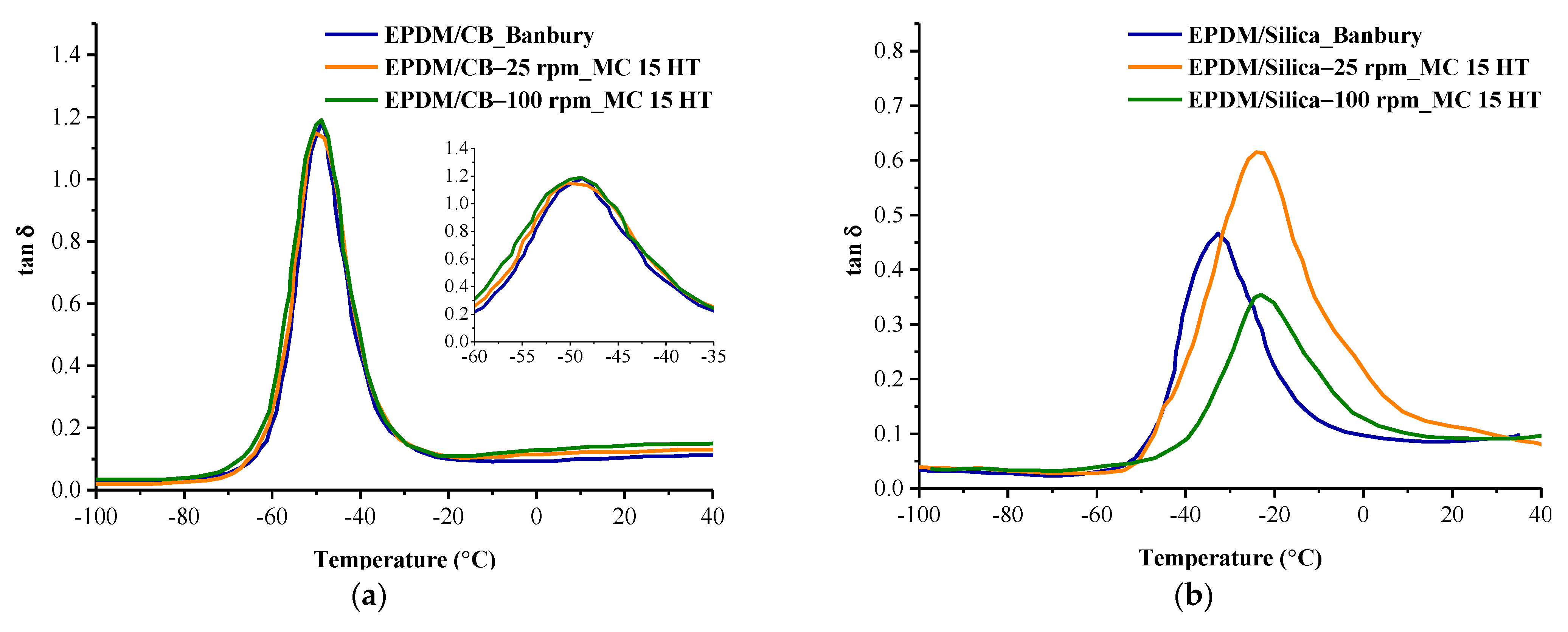
3.6. Dynamic Mechanical Analyses (DMA) Test Results
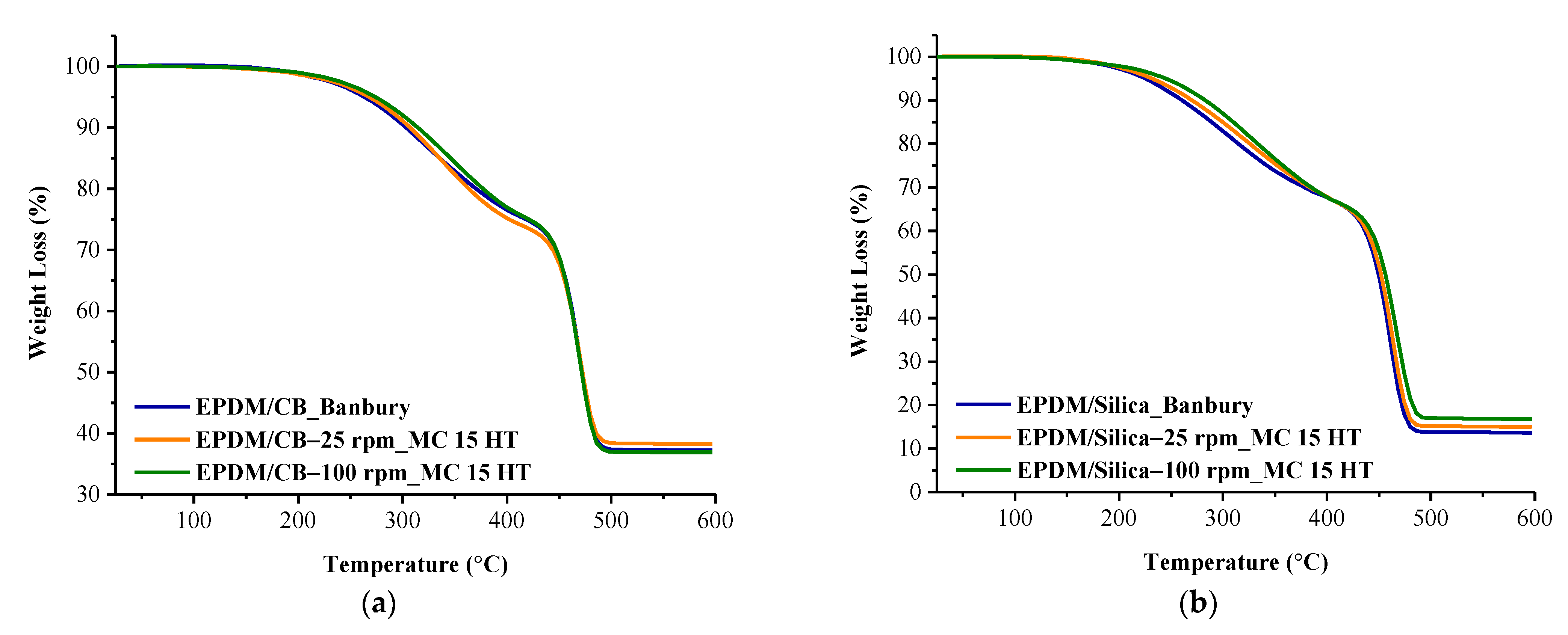
3.7. TGA Results
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Blow, C.M.; Hepburn, C. Rubber Technology and Manufacture, 2nd ed.; Butterworth Scientific: London, UK, 1982; ISBN 9780408005876. [Google Scholar]
- Brydson, J.A. Rubbery Materials and Their Compounds; Elsevier Applied Science: London, UK, 1988; ISBN 9781851662159. [Google Scholar]
- Roberts, A.D. Natural Rubber Science and Technology; Oxford University Press: Oxford, UK, 1988; ISBN 9780198552253. [Google Scholar]
- Franta, I. Elastomers and Rubber Compounding Materials; Elsevier: New York, NY, USA, 1989; ISBN 9780444601186. [Google Scholar]
- Mark, J.E.; Erman, B.; Eirich, F.R. Science and Technology of Rubber, 3rd ed.; Elsevier Academic Press: London, UK, 2005. [Google Scholar]
- Rodgers, B. Rubber Compounding: Chemistry and Applications; Marcel Deccer: New York, NY, USA, 2004. [Google Scholar]
- Dick, J.S. Rubber Technology: Compounding and Testing for Performance, 2nd ed.; Hanser: Munih, Germany, 2009. [Google Scholar]
- Baranwal, G.; Singh, M.; Vidyarthi, D.P. A framework for IoT service selection. J. Supercomput. 2020, 76, 2777–2814. [Google Scholar] [CrossRef]
- Gui, Y.; Zheng, J.; Ye, X.; Han, D.; Xi, M.; Zhang, L. Preparation and performance of silica/SBR masterbatches with high silica loading by latex compounding method. Compos. Part B Eng. 2016, 85, 130–139. [Google Scholar] [CrossRef]
- Hamran, N.; Rashid, A.A. Effect of combination ultrasonic and ball milling techniques of commercial fillers dispersion on mechanical properties of natural rubber (NR) latex films. In AIP Conference Proceedings; American Institute of Physics Inc.: College Park, MD, USA, 2017; Volume 1865, p. 040011. [Google Scholar]
- Drobny, J.G. Processing of Fluoroelastomers. In Fluoroelastomers Handbook; Drobny, J.G., Ed.; William Andrew Publishing: Norwich, NY, USA, 2016; pp. 107–130. ISBN 978-0-323-39480-2. [Google Scholar]
- Yang, H.-H.; Manas-Zloczower, I. Analysis of Mixing Performance in a VIC Mixer. Int. Polym. Process. 1994, 9, 291–302. [Google Scholar] [CrossRef]
- Yao, C.H.; Manas-Zloczower, I.; Regalia, R.; Pomini, L. Distributive Mixing in Variable Intermeshing Clearance Mixers: Simulation and Experiments. Rubber Chem. Technol. 1998, 71, 690–707. [Google Scholar] [CrossRef]
- Yang, H.-H.; Manas-Zloczower, I. Flow field analysis of the kneading disc region in a co-rotating twin screw extruder. Polym. Eng. Sci. 1992, 32, 1411–1417. [Google Scholar] [CrossRef]
- Mohd Zaini, N.A.; Ismail, H.; Rusli, A. Sepiolite hybridized commercial fillers, and their effects on curing process, mechanical properties, thermal stability, and flammability of ethylene propylene diene monomer rubber composites. Iran. Polym. J. 2018, 27, 663–675. [Google Scholar] [CrossRef]
- Hair, M.L.; Hertl, W. Acidity of surface hydroxyl groups. J. Phys. Chem. 1970, 74, 91–94. [Google Scholar] [CrossRef]
- Choi, S.-S.; Park, B.-H.; Song, H. Influence of filler type and content on properties of styrene-butadiene rubber(SBR) compound reinforced with carbon black or silica. Polym. Adv. Technol. 2004, 15, 122–127. [Google Scholar] [CrossRef]
- Bokobza, L.; Leroy, E.; Lalanne, V. Effect of filling mixtures of sepiolite and a surface modified fumed silica on the mechanical and swelling behavior of a styrene-butadiene rubber. Eur. Polym. J. 2009, 45, 996–1001. [Google Scholar] [CrossRef]
- Praveen, S.; Chattopadhyay, P.K.; Albert, P.; Dalvi, V.G.; Chakraborty, B.C.; Chattopadhyay, S. Synergistic effect of carbon black and nanoclay fillers in styrene butadiene rubber matrix: Development of dual structure. Compos. Part A Appl. Sci. Manuf. 2009, 40, 309–316. [Google Scholar] [CrossRef]
- Maciejewska, M.; Sowińska, A. Thermal characterization of the effect of fillers and ionic liquids on the vulcanization and properties of acrylonitrile–butadiene elastomer. J. Therm. Anal. Calorim. 2019, 138, 4359–4373. [Google Scholar] [CrossRef] [Green Version]
- Mahata, D.; Kajal, S.; Mondal, P.; Prabhavale, O.; Dhanania, S.; Nando, B.G.; Chattopadhyay, S. Guayule natural rubber composites: Impact of fillers on their cure characteristics, dynamic and mechanical behavior. Iran. Polym. J. 2020, 29, 393–401. [Google Scholar] [CrossRef]
- Saramolee, P.; Sahakaro, K.; Lopattananon, N.; Dierkes, W.K.; Noordermeer, J.W.M. Comparative properties of silica- and carbon blackreinforced natural rubber in the presence of epoxidized lowmolecular weight polymer. Rubber Chem. Technol. 2014, 87, 320–339. [Google Scholar] [CrossRef]
- Wang, X.; Wu, L.; Yu, H.; Xiao, T.; Li, H.; Yang, J. Modified silica-based isoprene rubber composite by a multi-functional silane: Preparation and its mechanical and dynamic mechanical properties. Polym. Test. 2020, 91, 106840. [Google Scholar] [CrossRef]
- Kodal, M. Plastikleştirilmiş Poli(laktik Asit) Temelli Nanokompozitlerin Fiziksel Özellikleri ve Kristalizasyon Davranışının İncelenmesi; Kocaeli Üniversitesi: Kocaeli, Turkey, 2015. [Google Scholar]
- Gupta, A.K.; Purwar, S.N. Crystallization of PP in PP/SEBS blends and its correlation with tensile properties. J. Appl. Polym. Sci. 1984, 29, 1595–1609. [Google Scholar] [CrossRef]
- Mohanty, S.; Verma, S.K.; Nayak, S.K. Dynamic mechanical and thermal properties of MAPE treated jute/HDPE composites. Compos. Sci. Technol. 2006, 66, 538–547. [Google Scholar] [CrossRef]
- Yeasmin, F.; Mallik, A.K.; Chisty, A.H.; Robel, F.N.; Shahruzzaman, M.; Haque, P.; Rahman, M.M.; Hano, N.; Takafuji, M.; Ihara, H. Remarkable enhancement of thermal stability of epoxy resin through the incorporation of mesoporous silica micro-filler. Heliyon 2021, 7, e05959. [Google Scholar] [CrossRef] [PubMed]
- Poh, C.L.; Mariatti, M.; Ahmad Fauzi, M.N.; Ng, C.H.; Chee, C.K.; Chuah, T.P. Tensile, dielectric, and thermal properties of epoxy composites filled with silica, mica, and calcium carbonate. J. Mater. Sci. Mater. Electron. 2014, 25, 2111–2119. [Google Scholar] [CrossRef]
- Malas, A.; Hatui, G.; Pal, P.; Das, C.K. Synergistic Effect of Expanded Graphite/Carbon Black on the Physical and Thermo-Mechanical Properties of Ethylene Propylene Diene Terpolymer. Polym. Plast. Technol. Eng. 2014, 53, 716–724. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Suppliers |
|---|---|
| EPDM (9650 Q) | Lanxess/Keltan |
| Silica | RubberChem |
| CB | Elkim/N330 |
| Paraffinic Oil | Petro Yag/Octopus N480 |
| Zinc Oxide | RubberChem |
| Stearic Acid | RubberChem |
| TMQ | RubberChem |
| TMTD | RubberChem |
| MBT | RubberChem |
| EPDM/Silica | EPDM/CB | ||
|---|---|---|---|
| EPDM | 100 | EPDM | 100 |
| Silica | 25 | CB | 100 |
| Oil | 60 | Oil | 60 |
| ZnO | 5 | ZnO | 5 |
| Stearic Acid | 2 | Stearic Acid | 2 |
| TMQ | 1 | TMQ | 1 |
| TMTD | 1.5 | TMTD | 1.5 |
| MBT | 0.5 | MBT | 0.5 |
| Sulphur | 2.5 | Sulphur | 2.5 |
| Tc,o (°C) * | Tc,p (°C) * | Tc,e (°C) * | |
|---|---|---|---|
| BANBURY | |||
| EPDM/Silica | 155.7 | 168.1 | 180.1 |
| EPDM/CB | 162.9 | 179.5 | 197.0 |
| MC 15 HT | |||
| EPDM/Silica-25 rpm | 163.9 | 164.3 | 180.9 |
| EPDM/Silica-100 rpm | 185.1 | 187.4 | 192.6 |
| EPDM/CB-25 rpm | 168.0 | 213.1 | 230.3 |
| EPDM/CB-100 rpm | 170.0 | 208.8 | 218.0 |
| Materials | ML (dNm) | MH (dNm) | t90 (min) | Cure Extent (dNm) | CRI | CLD (mol/m3) | |
|---|---|---|---|---|---|---|---|
| BANBURY | EPDM/Silica | 0.79 ± 0.02 | 13.40 ± 0.15 | 4.90 ± 0.18 | 12.61 ± 0.13 | 37.04 ± 0.33 | 113.0 ± 14 |
| EPDM/CB | 1.00 ± 0.11 | 17.40 ± 0.61 | 4.90 ± 0.43 | 16.40 ± 0.52 | 41.67 ± 3.18 | 215.0 ± 11 | |
| MC 15 HT | EPDM/Silica-25 rpm | 0.50 ± 0.04 | 12.70 ± 0.31 | 3.80 ± 0.83 | 12.20 ± 0.27 | 52.63 ± 0.08 | 112.6 ± 13 |
| EPDM/Silica-100 rpm | 0.70 ± 0.01 | 12.20 ± 0.03 | 13.00 ± 0.66 | 11.50 ± 0.04 | 8.93 ± 0.01 | 105.1 ± 10 | |
| EPDM/CB-25 rpm | 2.01 ± 0.07 | 18.40 ± 0.56 | 5.00 ± 0.57 | 16.39 ± 0.62 | 34.48 ± 0.49 | 217.1 ± 12 | |
| EPDM/CB-100 rpm | 1.40 ± 0.12 | 22.10 ± 0.95 | 5.00 ± 0.50 | 20.70 ± 0.84 | 33.33 ± 1.45 | 223.4 ± 12 |
| Td5 | Td10 | Tmax | Char Yield | ||
|---|---|---|---|---|---|
| (°C) | (°C) | (°C) | (%) | ||
| BANBURY | EPDM/Silica | 225.5 | 260.7 | 461.2 | 13.7 |
| EPDM/CB | 262.8 | 302.2 | 470.8 | 37.2 | |
| MC 15 HT | EPDM/Silica 25 rpm | 230.5 | 270.4 | 463.7 | 15.0 |
| EPDM/Silica 100 rpm | 245.2 | 283.0 | 466.7 | 16.9 | |
| EPDM/CB 25 rpm | 268.2 | 306.9 | 470.9 | 38.3 | |
| EPDM/CB 100 rpm | 274.1 | 314.4 | 469.6 | 36.9 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yazıcı, N.; Kodal, M.; Özkoç, G. Lab-Scale Twin-Screw Micro-Compounders as a New Rubber-Mixing Tool: ‘A Comparison on EPDM/Carbon Black and EPDM/Silica Composites’. Polymers 2021, 13, 4391. https://doi.org/10.3390/polym13244391
Yazıcı N, Kodal M, Özkoç G. Lab-Scale Twin-Screw Micro-Compounders as a New Rubber-Mixing Tool: ‘A Comparison on EPDM/Carbon Black and EPDM/Silica Composites’. Polymers. 2021; 13(24):4391. https://doi.org/10.3390/polym13244391
Chicago/Turabian StyleYazıcı, Nazlı, Mehmet Kodal, and Güralp Özkoç. 2021. "Lab-Scale Twin-Screw Micro-Compounders as a New Rubber-Mixing Tool: ‘A Comparison on EPDM/Carbon Black and EPDM/Silica Composites’" Polymers 13, no. 24: 4391. https://doi.org/10.3390/polym13244391
APA StyleYazıcı, N., Kodal, M., & Özkoç, G. (2021). Lab-Scale Twin-Screw Micro-Compounders as a New Rubber-Mixing Tool: ‘A Comparison on EPDM/Carbon Black and EPDM/Silica Composites’. Polymers, 13(24), 4391. https://doi.org/10.3390/polym13244391