1. Introduction
Polyurethane is widely used in the construction industry, automobile industry, coatings, and clothing applications, because of its good stability, corrosion resistance, low density, and thermal conductivity [
1]. Therefore, the production of polyurethane is also increasing. At present, the annual output of polyurethane is close to 30 million tons, accounting for 7.9% of the total output of plastics. It is the fifth most used polymer in the world [
2]. Polyurethanes are generally divided into the following categories: flexible foams, rigid foams, and shells (coatings, adhesives, sealants, elastomers), which are used for the different applications shown in
Table 1 [
3,
4,
5,
6].
In the process of production and consumption, a large number of polyurethane foam wastes have appeared. Due to the small pile-up density (about 30 kg/m
3) and difficulty in natural degradation, polyurethane foam has caused serious environmental problems [
7]. Many countries are researching biodegradable polyurethane foam, but the high price makes the traditional polyurethane foams cannot be replaced in a short time [
8,
9] Therefore, how to properly handle polyurethane foam waste is worth studying.
The treatment methods of polyurethane foam waste are landfill, incineration, and recovery [
10,
11]. The proportion of landfill waste can be as high as 50%. Because of the damage to the ecology and the environment, and the continuous depletion of oil reserves, many countries restrict or even prohibit the landfill of polymer waste [
2]. Incineration, as another treatment method of polyurethane foam, occupies an important position. Incineration uses polyurethane waste as fuel to recover energy. In fact, polyurethane combustion can provide the same amount of heat as coal by weight [
7]. However, flame retardants are added to many polyurethane foams, which greatly hinders the combustion of polyurethane. The incomplete combustion of polyurethane will produce toxic gases (such as CO, NOx) and pollute the atmosphere. Therefore, recycling will become the best way to deal with polyurethane foam.
After the polyurethane foam is cured, it cannot be reshaped by heating it again. The good performance of polyurethane foam makes recycling more difficult. At present, there are two methods to recycle waste polyurethane foam: physical recycling and chemical recycling [
12,
13].
The physical recycling method does not change the chemical structure. The polyurethane foam is broken into particles or powders, which can be directly used as filler or reshaped with adhesives [
14]. Nowadays, the physical recycling method of polyurethane foam has been widely used. Yang et al. [
15] crushed rigid polyurethane foam into particles to enhance the mechanical properties of rigid polyurethane foam (PUF) and phenolic foam (PF). The results show that when the particle polyurethane foam (PPU) content is 5 wt%, the compressive strength of PUF and PF has an increase of nearly 20%. Gama et al. [
16] reported that PUF waste particles can be mixed with MDI and then molded at 100–200 °C and 30–200 bar pressure. The product of this method has been useful as insulation panels, carpets, and furniture. Moon et al. [
17] use low-temperature pulverization to pulverize flexible polyurethane foam into powder. The polyurethane foam powder is treated by ultrasonic, and the original polyurethane foam is added to prepare mixed PUF. The results show that the car seat cushion made of mixed PUF has higher comfort than pure PUF and reduces the hardness and hysteresis loss. The physical recycling method is simple in operation and low cost, but its application range is limited, and its potential has not been extensively developed.
Chemical recycling methods, also known as raw material recovery, include alcoholysis, hydrolysis, glycolysis, acidolysis, etc. [
18,
19], which degrade polyurethane foam into oligomers and smaller molecules. The raw materials recovered by the chemical method can be used in new polyurethane foam or other products. Valle et al. [
20] used castor oil to successfully decompose flexible polyurethane foam waste. The results show that increasing the concentration of Decomposed polyurethane (DP) will increase the elongation at break, reduce the tensile strength and the cell size. Heiran et al. [
21] used different glycols and catalysts for the glycolysis of waste polyurethane foam. Parameters such as temperature and material ratio are determined. The recovered raw materials can be used to prepare new polyurethanes and be used in boiler insulation and protective coatings. Gama et al. [
22] depolymerized flexible polyurethane foam with succinic acid to obtain recycled polyol. The recycled polyol will replace part of the original polyol to produce polyurethane foam. The results show that 30% recycled polyol has no obvious effect on the morphology and density of the polyurethane foam. The chemical recycling method follows the principle of degradation and is the best method for recycling polyurethane foam in theory. However, the process is complicated, and the separation and purification process are very expensive, which is difficult for industrial application.
Mechanochemistry is based on the physical method and accumulates mechanical energy and thermal energy, through long-term mechanical force action to make solid reactants react chemically without solvent and change the chemical structure of substances [
23,
24]. Although the thermosetting plastics cannot be reduced to raw materials by using the mechanochemical method, such as the chemical recovery method, it can interrupt the network crosslinking structure of thermosetting plastics, reducing the crosslinking degree and improving the activity of recycled powder. Hu et al. [
25] used the mechanochemical method to recover thermosetting phenolic resin, and the tensile strength of the recycled material could reach 8.13 Mpa.
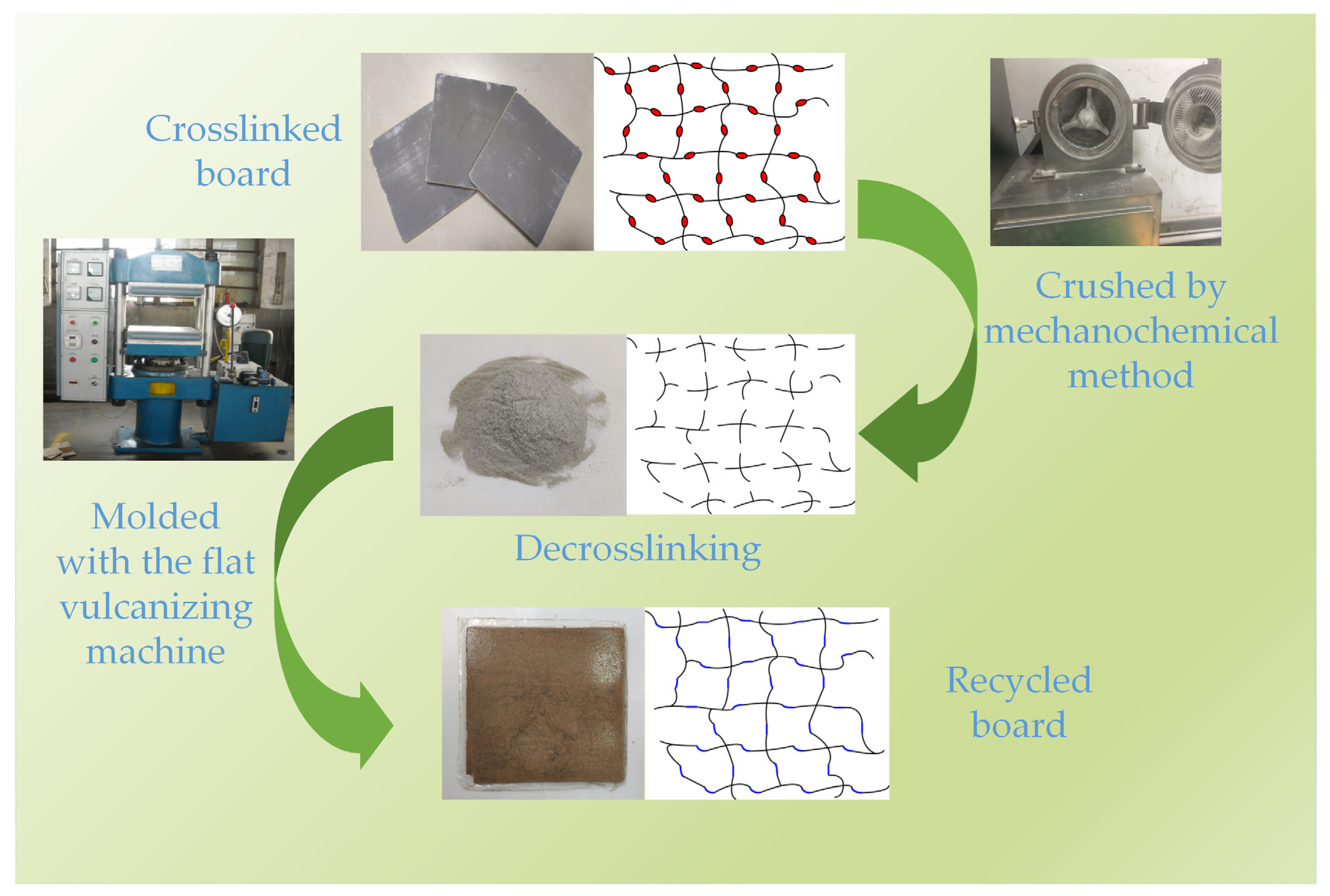
In summary, the mechanical method is feasible for recycling thermosetting plastics, but it is mainly focused on the mechanical properties of recycled materials, which is undoubtedly a waste for polyurethane foam with high thermal insulation capacity. This research is an attempt to recycle polyurethane foam and make it into an insulation material that can be used in buildings. Mechanochemical method was used to recover polyurethane foam as filler, recycled polypropylene as the matrix, without adding any other adhesive, only change the polyurethane particle size, proportion, and heat pressing parameters, and the thermal conductivity and tensile strength of the product were evaluated. The recovery process of polyurethane foam by the mechanochemical method is shown in
Figure 1.
4. Conclusions
Following are the conclusions from this study:
The effect of mechanochemical pulverization of waste polyurethane foam on the appearance and molecular structure of PUF is studied. As a result, the mechanical and thermal energy is accumulated during a long period of crushing. Under the combined action, the C–O bond of PUF is broken, the network crosslinking structure is destroyed, and the activity of PUF powder is significantly improved.
Polyurethane foam powder and PP can be remolded into composite materials by heat pressing. Taking mesh, proportion, temperature, and time as factors and thermal conductivity, tensile strength, and density as indexes, the orthogonal test design method is established. Based on range analysis and variance analysis, the influence of each factor on the index is studied.
The results show that the proportion of polyurethane foam powder has the greatest influence on thermal conductivity and tensile strength, the second is mesh size, and the temperature and time have less influence. When the mesh number is 40 and the proportion is 80%, the lowest thermal conductivity 0.037 W/m·K and the tensile strength is 0.133 Mpa are obtained. The polyurethane foam powder at the age of 40 mesh retains a relatively complete bubble structure, but the melting of 20% polypropylene is not enough to fill it but will form new and smaller bubbles. When the mesh number is 120 and the proportion is 50%, the maximum tensile strength is 9.913 Mpa and the thermal conductivity is 0.1253 W/m·K. However, the value of 0.1253 W/m·K, which is 54% of the thermal conductivity of pure polypropylene board (about 0.23 W/m·K), has also reached the requirements of China for thermal insulation materials.
This study provides an effective method for the recovery of polyurethane foam, and as an example of applications can be expected: Insulation, roofs, bumpers, gaskets, etc. More research is needed to improve the properties of recycled polyurethane foam. The performance of the recycled boards was slightly worse than that of the original material, which is to be expected considering that no additives were added in this test. In the next test, additives will be selected and different thermoplastics will be tried.


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}