Measurement and Comparison of Melt-Blowing Airflow Fields: Nozzle Modifications to Reduce Turbulence and Fibre Whipping


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experimental Setup
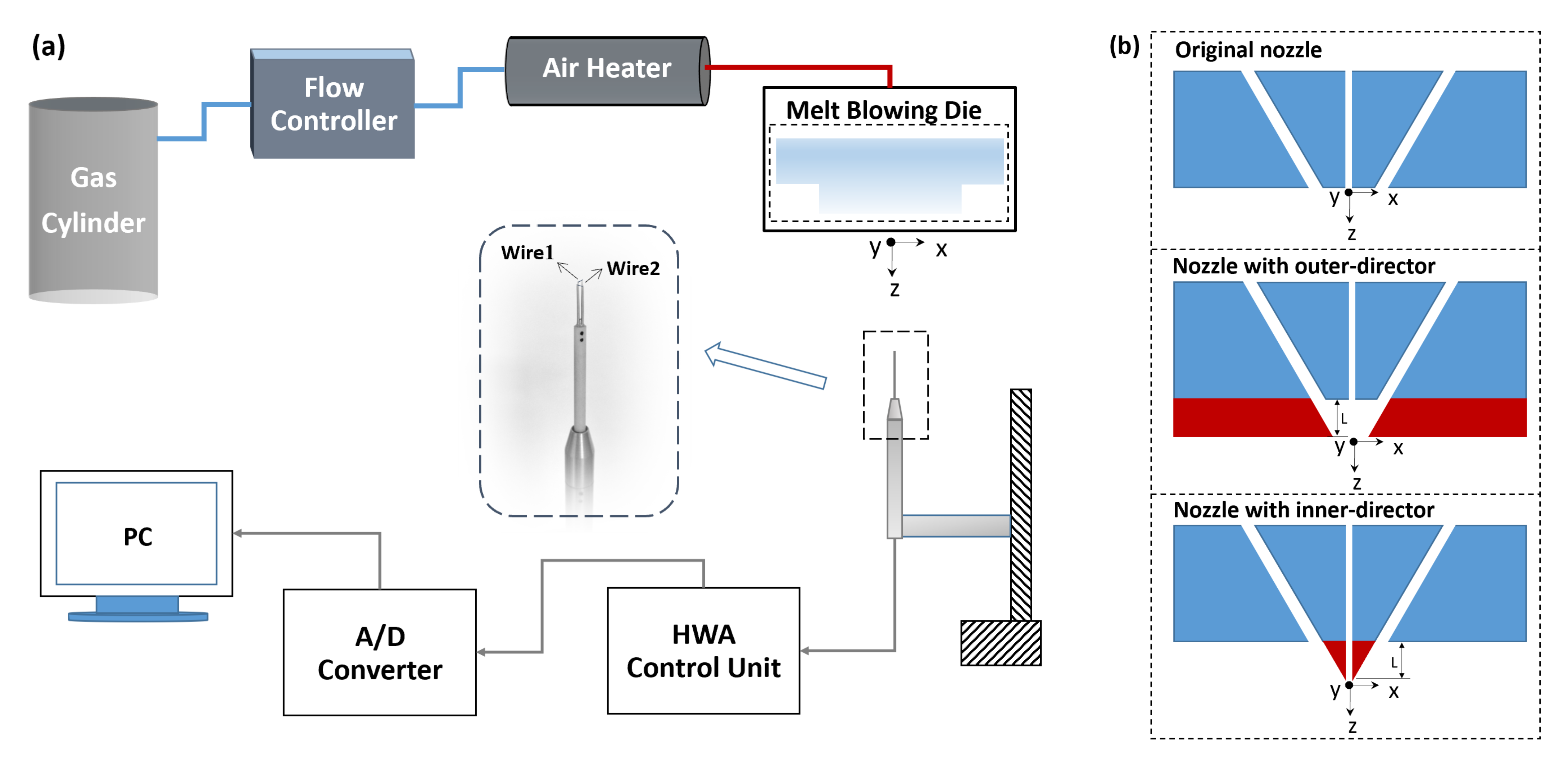
2.1. Schematic of Melt-Blowing Device
2.2. Instantaneous Velocity and Temperature Measurements
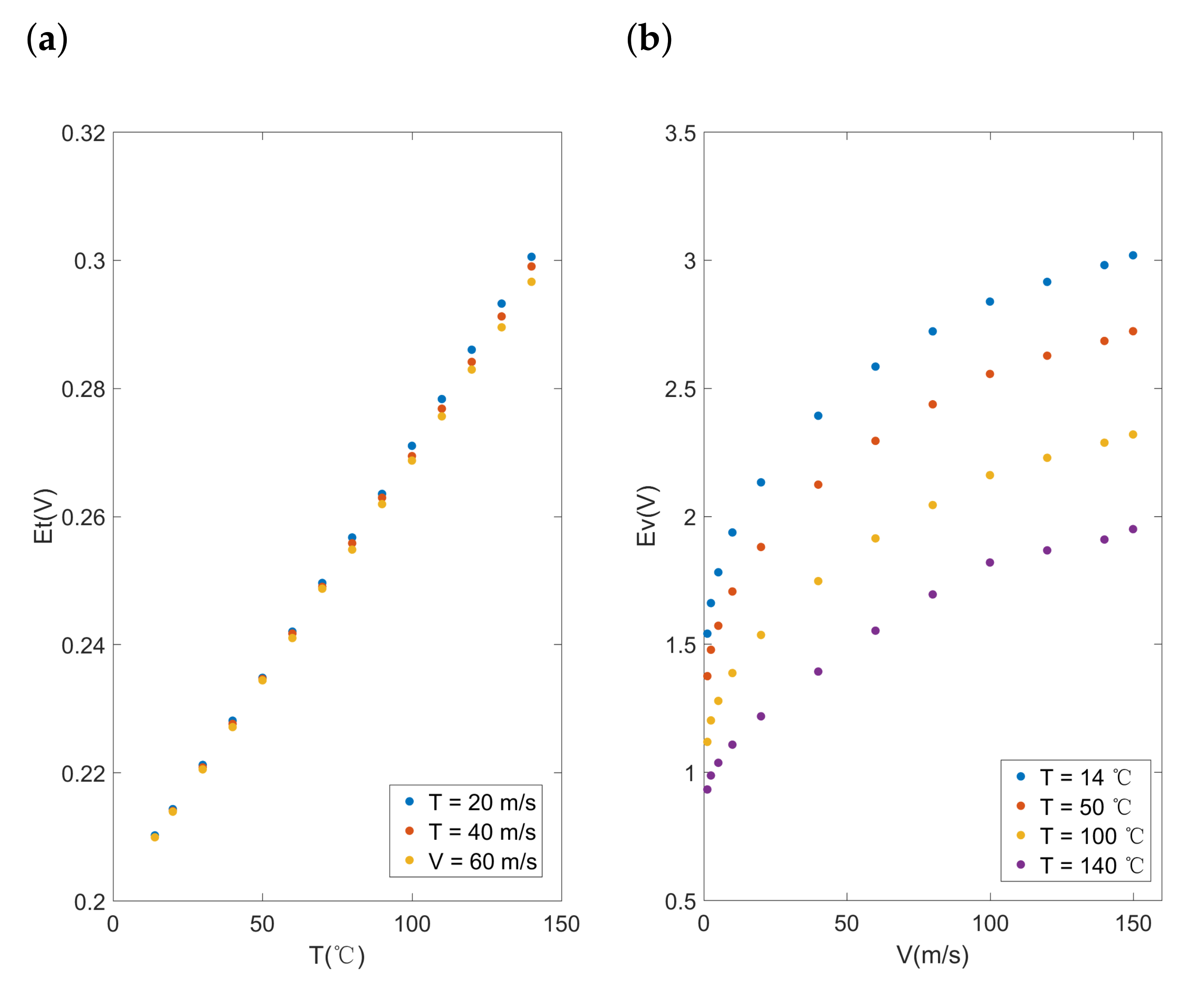
2.3. Calibration
3. Measurement Results
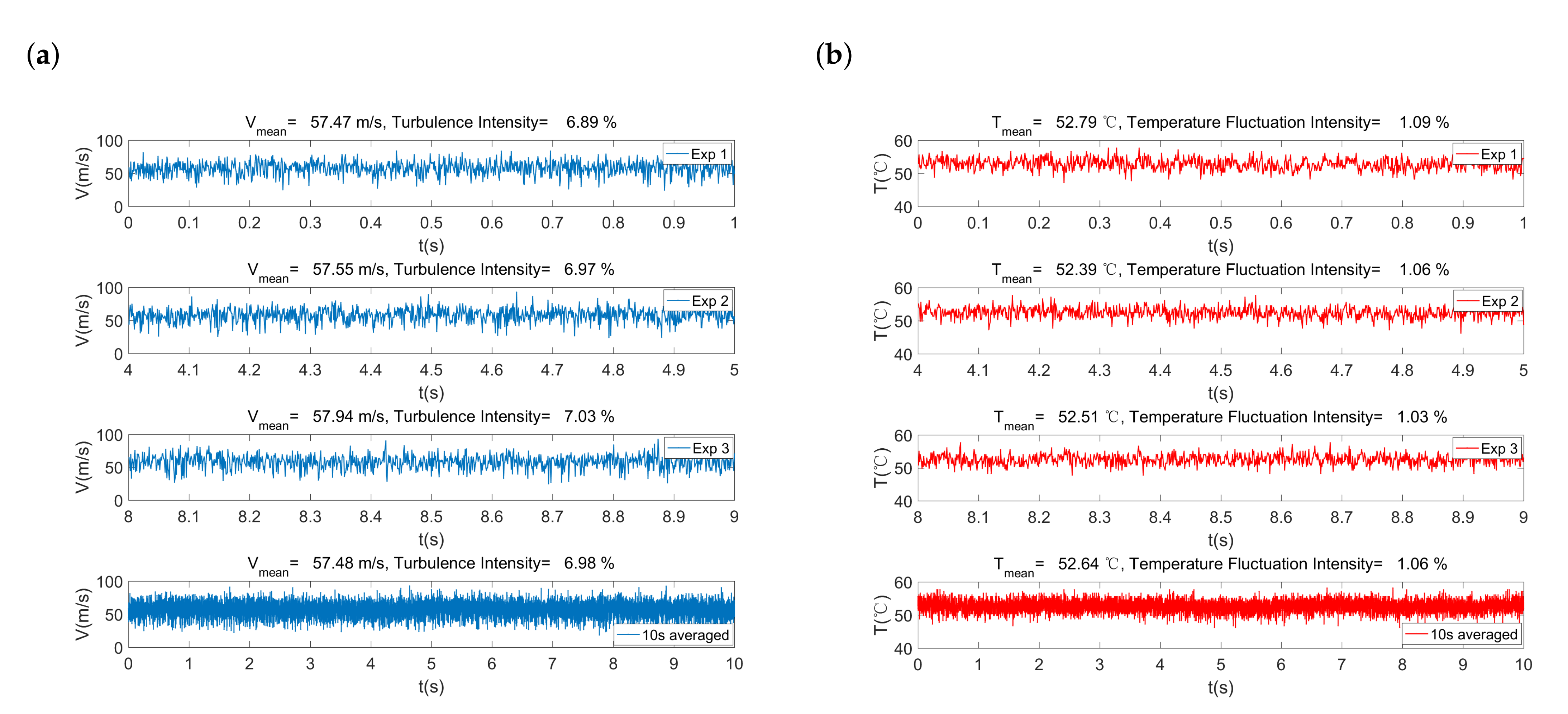
3.1. Time-Averaged Velocity and Temperature
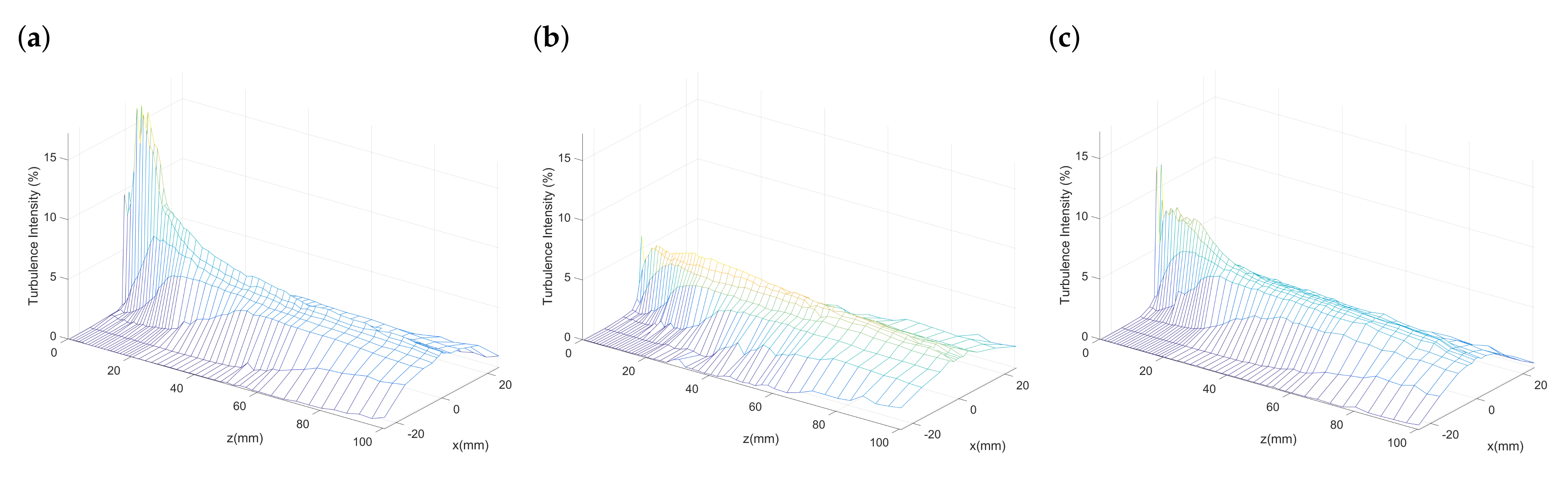
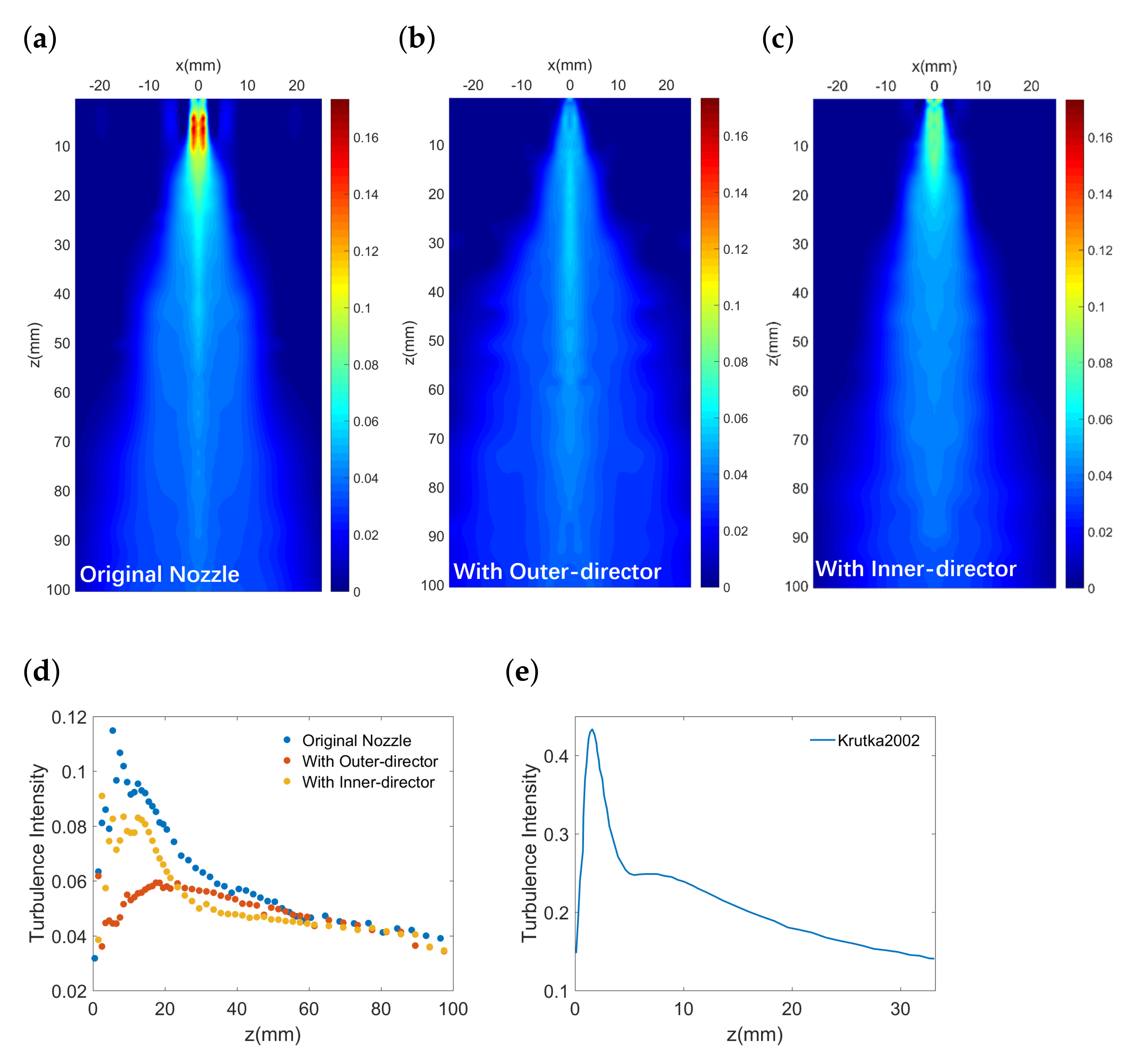
3.2. Turbulence Intensity
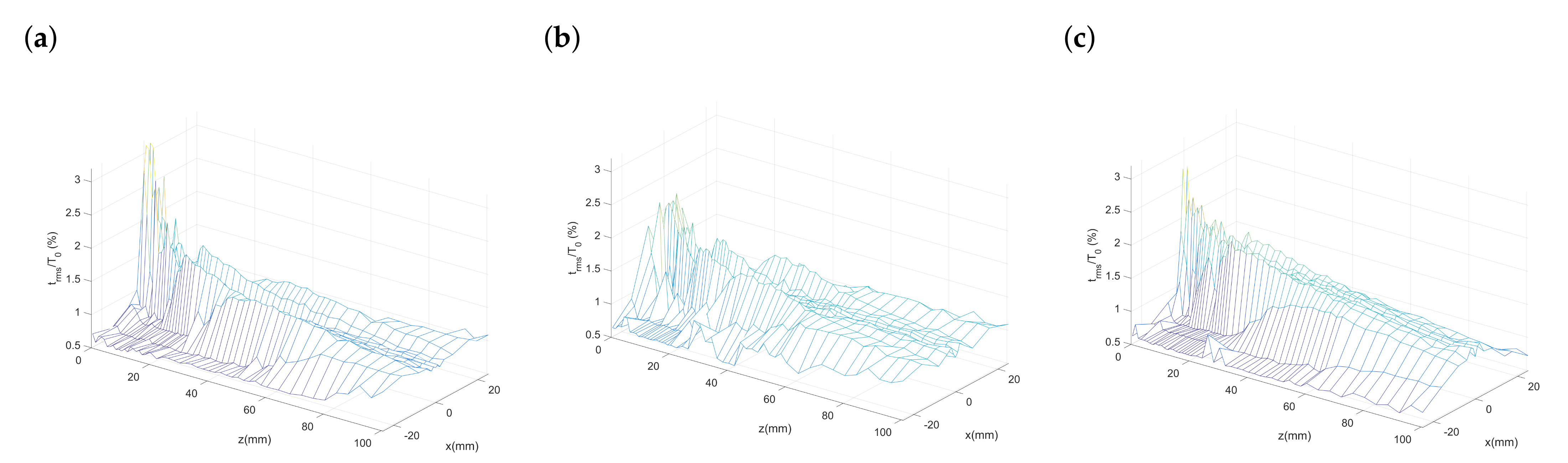
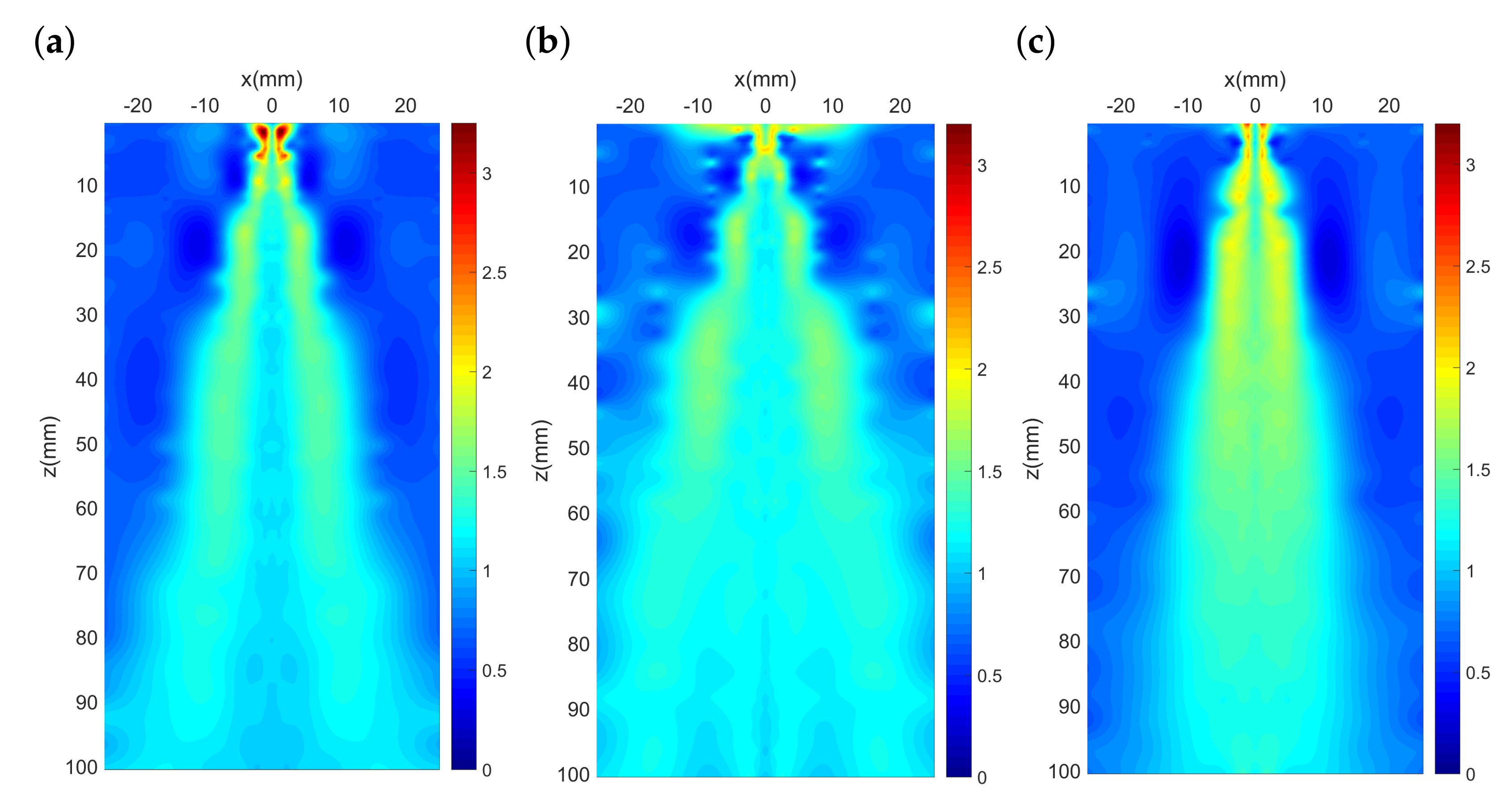
3.3. Fluctuation Intensity of Temperature
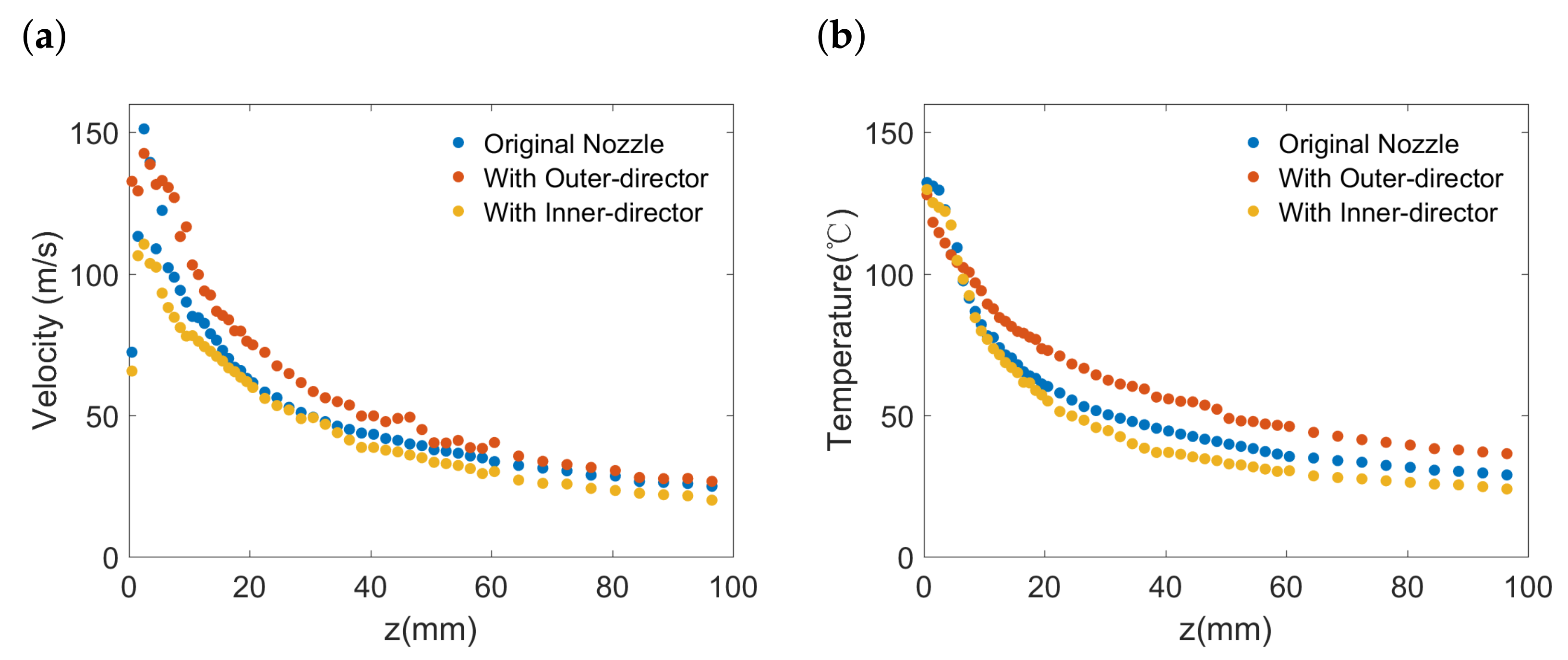
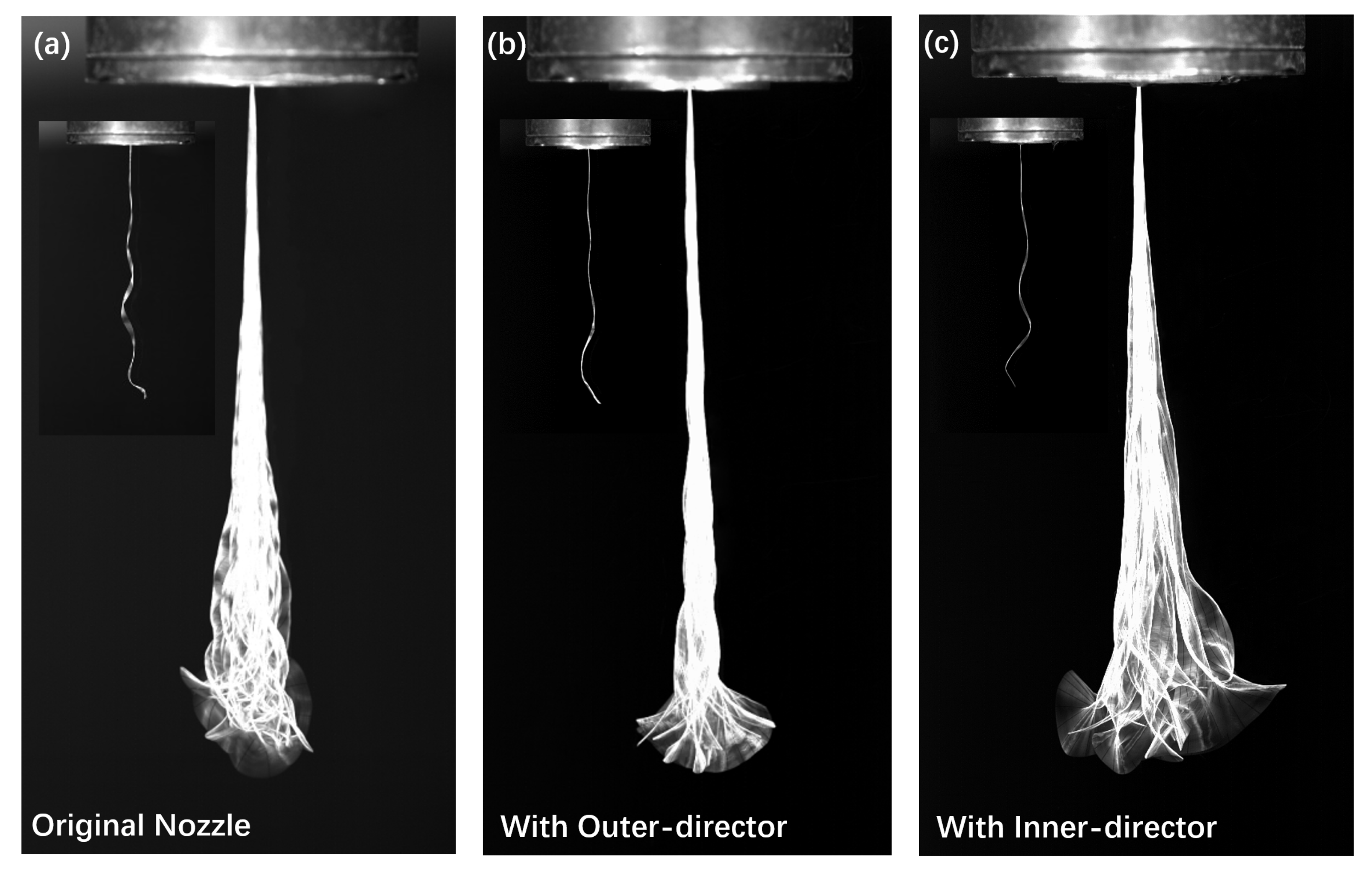
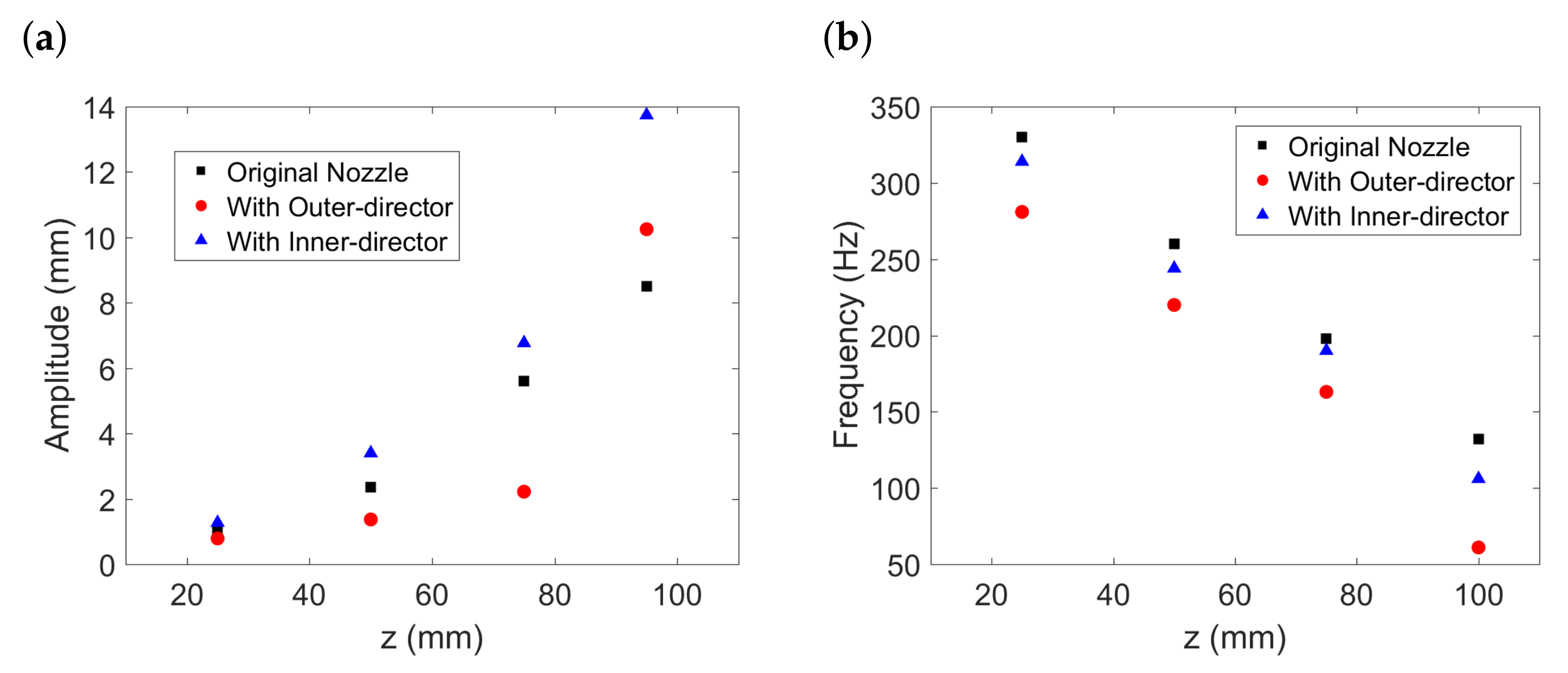
4. Effect of Airflow-Directors on Fibre Oscillations
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sureka, B.; Garg, M.K.; Misra, S. N95 respirator and surgical mask in the pandemic of COVID-19. Ann. Thorac. Med. 2020, 15, 247. [Google Scholar] [CrossRef] [PubMed]
- Hiremath, N.; Bhat, G. Melt blown polymeric nanofibers for medical applications-an overview. Nanosci. Technol. 2015, 2, 1–9. [Google Scholar]
- Yousfani, S.H.S.; Gong, R.H.; Porat, I. Manufacturing of fibreglass nonwoven webs using a paper making method and study of fibre orientation in these webs. Fibres Text. East. Eur. 2012, 2, 61–67. [Google Scholar]
- Wei, Q.; Mather, R.; Fotheringham, A.; Yang, R. Evaluation of nonwoven polypropylene oil sorbents in marine oil-spill recovery. Mar. Pollut. Bull. 2003, 46, 780–783. [Google Scholar] [CrossRef]
- Wieland, M.; Arne, W.; Marheineke, N.; Wegener, R. Melt-Blowing of Viscoelastic Jets in Turbulent Airflows: Stochastic Modeling and Simulation. Appl. Math. Modell. 2019, 76, 558–577. [Google Scholar] [CrossRef] [Green Version]
- Hao, X.; Zeng, Y. A review on the studies of air flow field and fiber formation process during melt blowing. Ind. Eng. Chem. Res. 2019, 58, 11624–11637. [Google Scholar] [CrossRef]
- Xie, S.; Jiang, G.; Ye, B.; Shentu, B. Particle Image Velocimetry (PIV) Investigation of the Turbulent Airflow in Slot-Die Melt Blowing. Polymers 2020, 12, 279. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wang, Y.; Zhou, J.; Gao, X. Numerical Analysis of Airflow Fields from New Melt-Blowing Dies for Dual-Slot Jets. ACS Omega 2020, 5, 13409–13415. [Google Scholar] [CrossRef]
- Xiao, B.; Wang, W.; Zhang, X.; Long, G.; Fan, J.; Chen, H.; Deng, L. A novel fractal solution for permeability and Kozeny-Carman constant of fibrous porous media made up of solid particles and porous fibers. Powder Technol. 2019, 349, 92–98. [Google Scholar] [CrossRef]
- Pinchuk, L.S.; Goldade, V.A.; Makarevich, A.; Kestelman, V. Melt Blowing: Equipment, Technology, and Polymer Fibrous Materials; Springer Science & Business Media: Berlin, Germany, 2012. [Google Scholar]
- Tate, B.D.; Shambaugh, R.L. Modified dual rectangular jets for fiber production. Ind. Eng. Chem. Res. 1998, 37, 3772–3779. [Google Scholar] [CrossRef]
- Krutka, H.M.; Shambaugh, R.L.; Papavassiliou, D.V. Analysis of a melt-blowing die: Comparison of CFD and experiments. Ind. Eng. Chem. Res. 2002, 41, 5125–5138. [Google Scholar] [CrossRef]
- Yarin, A.L.; Sinha-Ray, S.; Pourdeyhimi, B. Meltblowing: II-linear and nonlinear waves on viscoelastic polymer jets. J. Appl. Phys. 2010, 108, 034913. [Google Scholar] [CrossRef]
- Harpham, A.S.; Shambaugh, R.L. Velocity and temperature fields of dual rectangular jets. Ind. Eng. Chem. Res. 1997, 36, 3937–3943. [Google Scholar] [CrossRef]
- Bresee, R.R.; Ko, W.C. Fiber formation during melt blowing. Int. Nonwovens J. 2003, os-12, 1558925003os-1200209. [Google Scholar] [CrossRef] [Green Version]
- Tate, B.D.; Shambaugh, R.L. Temperature fields below melt-blowing dies of various geometries. Ind. Eng. Chem. Res. 2004, 43, 5405–5410. [Google Scholar] [CrossRef]
- Moore, E.M.; Papavassiliou, D.V.; Shambaugh, R.L. Air velocity, air temperature, fiber vibration and fiber diameter measurements on a practical melt blowing die. Int. Nonwovens J. 2004, os-13, 1558925004os-1300309. [Google Scholar] [CrossRef] [Green Version]
- Marla, V.T.; Shambaugh, R.L.; Papavassiliou, D.V. Online measurement of fiber diameter and temperature in the melt-spinning and melt-blowing processes. Ind. Eng. Chem. Res. 2009, 48, 8736–8744. [Google Scholar] [CrossRef]
- Chen, T.; Wang, X.; Huang, X. Modeling the air-jet flow field of a dual slot die in the melt blowing nonwoven process. Text. Res. J. 2004, 74, 1018–1024. [Google Scholar] [CrossRef]
- Hao, X.; Yang, Y.; Zeng, Y. Retarding the decay of temperature in the air flow field during the melt blowing process using a thermal insulation tube. Text. Res. J. 2020, 90, 606–616. [Google Scholar] [CrossRef]
- Drabek, J.; Zatloukal, M. Meltblown technology for production of polymeric microfibers/nanofibers: A review. Phys. Fluids 2019, 31, 091301. [Google Scholar] [CrossRef]
- Tan, D.H.; Herman, P.K.; Janakiraman, A.; Bates, F.S.; Kumar, S.; Macosko, C.W. Influence of Laval nozzles on the air flow field in melt blowing apparatus. Chem. Eng. Sci. 2012, 80, 342–348. [Google Scholar] [CrossRef]
- Hassan, M.A.; Anantharamaiah, N.; Khan, S.A.; Pourdeyhimi, B. Computational Fluid Dynamics Simulations and Experiments of Meltblown Fibrous Media: New Die Designs to Enhance Fiber Attenuation and Filtration Quality. Ind. Eng. Chem. Res. 2016, 55, 2049–2058. [Google Scholar] [CrossRef]
- Krutka, H.M.; Shambaugh, R.L.; Papavassiliou, D.V. Effects of die geometry on the flow field of the melt-blowing process. Ind. Eng. Chem. Res. 2003, 42, 5541–5553. [Google Scholar] [CrossRef]
- Krutka, H.M.; Shambaugh, R.L.; Papavassiliou, D.V. Effects of temperature and geometry on the flow field of the melt blowing process. Ind. Eng. Chem. Res. 2004, 43, 4199–4210. [Google Scholar] [CrossRef]
- Krutka, H.M.; Shambaugh, R.L.; Papavassiliou, D.V. Effects of the polymer fiber on the flow field from a slot melt blowing die. Ind. Eng. Chem. Res. 2008, 47, 935–945. [Google Scholar] [CrossRef]
- Xie, S.; Zeng, Y. Turbulent air flow field and fiber whipping motion in the melt blowing process: Experimental study. Ind. Eng. Chem. Res. 2012, 51, 5346–5352. [Google Scholar] [CrossRef]
- Yang, Y.; Zeng, Y. Simultaneous Measurement in Non-isothermal Melt-blowing Airflow Field: Time-averaged and Turbulent Characteristics. Ind. Eng. Chem. Res. 2020, 59, 10664–10672. [Google Scholar] [CrossRef]
- Rao, R.S.; Shambaugh, R.L. Vibration and stability in the melt blowing process. Ind. Eng. Chem. Res. 1993, 32, 3100–3111. [Google Scholar] [CrossRef]
- Chhabra, R.; Shambaugh, R.L. Experimental measurements of fiber threadline vibrations in the melt-blowing process. Ind. Eng. Chem. Res. 1996, 35, 4366–4374. [Google Scholar] [CrossRef]
- Beard, J.H.; Shambaugh, R.L.; Shambaugh, B.R.; Schmidtke, D.W. On-line measurement of fiber motion during melt blowing. Ind. Eng. Chem. Res. 2007, 46, 7340–7352. [Google Scholar] [CrossRef]
- Xie, S.; Zeng, Y. Online measurement of fiber whipping in the melt-blowing process. Ind. Eng. Chem. Res. 2013, 52, 2116–2122. [Google Scholar] [CrossRef]
- Sinha-Ray, S.; Yarin, A.L.; Pourdeyhimi, B. Meltblowing: I-basic physical mechanisms and threadline model. J. Appl. Phys. 2010, 108, 034912. [Google Scholar] [CrossRef] [Green Version]
- Chung, C.; Kumar, S. Onset of whipping in the melt blowing process. J. Non-Newtonian Fluid Mech. 2013, 192, 37–47. [Google Scholar] [CrossRef]
- Zhou, C.; Tan, D.H.; Janakiraman, A.P.; Kumar, S. Modeling the melt blowing of viscoelastic materials. Chem. Eng. Sci. 2011, 66, 4172–4183. [Google Scholar] [CrossRef]










Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, Y.; Zeng, Y. Measurement and Comparison of Melt-Blowing Airflow Fields: Nozzle Modifications to Reduce Turbulence and Fibre Whipping. Polymers 2021, 13, 719. https://doi.org/10.3390/polym13050719
Yang Y, Zeng Y. Measurement and Comparison of Melt-Blowing Airflow Fields: Nozzle Modifications to Reduce Turbulence and Fibre Whipping. Polymers. 2021; 13(5):719. https://doi.org/10.3390/polym13050719
Chicago/Turabian StyleYang, Ying, and Yongchun Zeng. 2021. "Measurement and Comparison of Melt-Blowing Airflow Fields: Nozzle Modifications to Reduce Turbulence and Fibre Whipping" Polymers 13, no. 5: 719. https://doi.org/10.3390/polym13050719
APA StyleYang, Y., & Zeng, Y. (2021). Measurement and Comparison of Melt-Blowing Airflow Fields: Nozzle Modifications to Reduce Turbulence and Fibre Whipping. Polymers, 13(5), 719. https://doi.org/10.3390/polym13050719