
Recovery of Carbon Fibre from Waste Prepreg via Microwave Pyrolysis



Abstract
:1. Introduction
2. Materials and Method
2.1. Materials
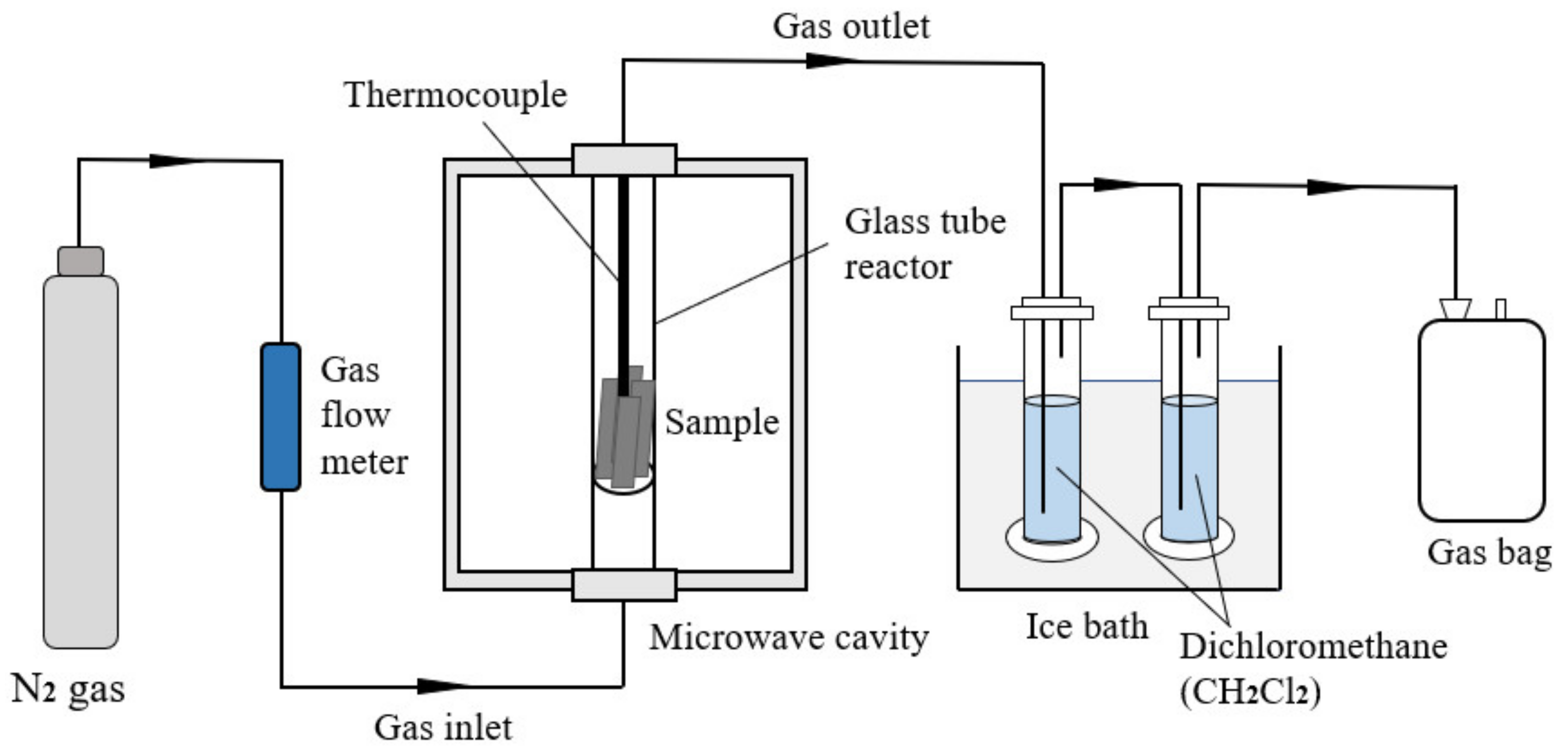
2.2. Microwave Pyrolysis Recycling
2.3. Characterisation
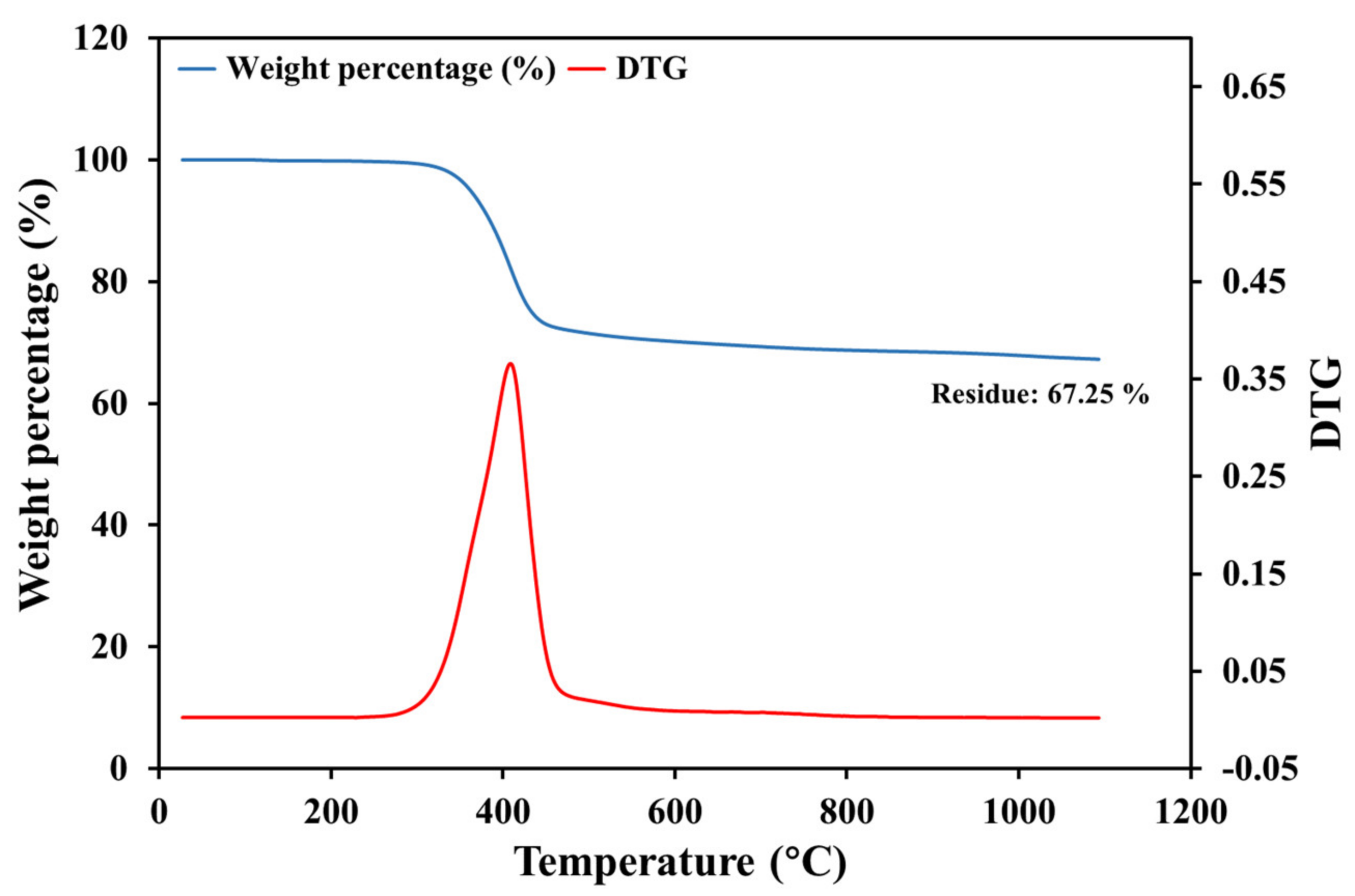
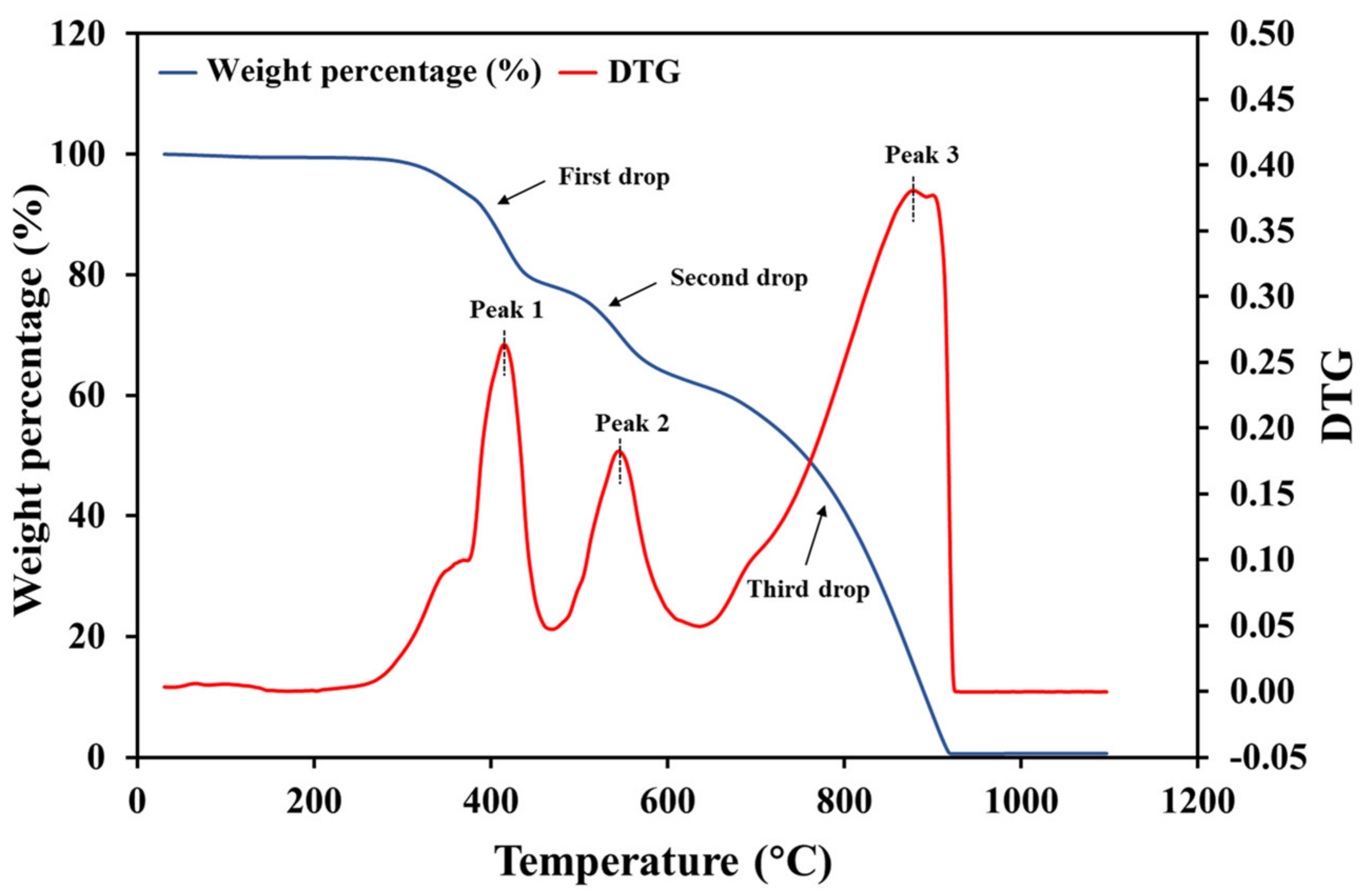
2.3.1. Thermogravimetric Analysis (TGA)
2.3.2. Pyrolytic Product Yield Analysis
2.3.3. Single Fibre Tensile Strength (SFTT)
2.3.4. Scanning Electron Microscopy (SEM)
2.3.5. X-ray Photoelectron Spectroscopy (XPS)
2.3.6. Gas Chromatography (GC)
2.3.7. Gas Chromatography-Mass Spectrometry (GCMS)
3. Results and Discussion
3.1. Thermogravimetric Analysis of Carbon Fibre Prepreg
3.2. Yield of The Pyrolytic Product after Microwave Pyrolysis
3.3. Tensile Properties of Recycled Carbon Fibres
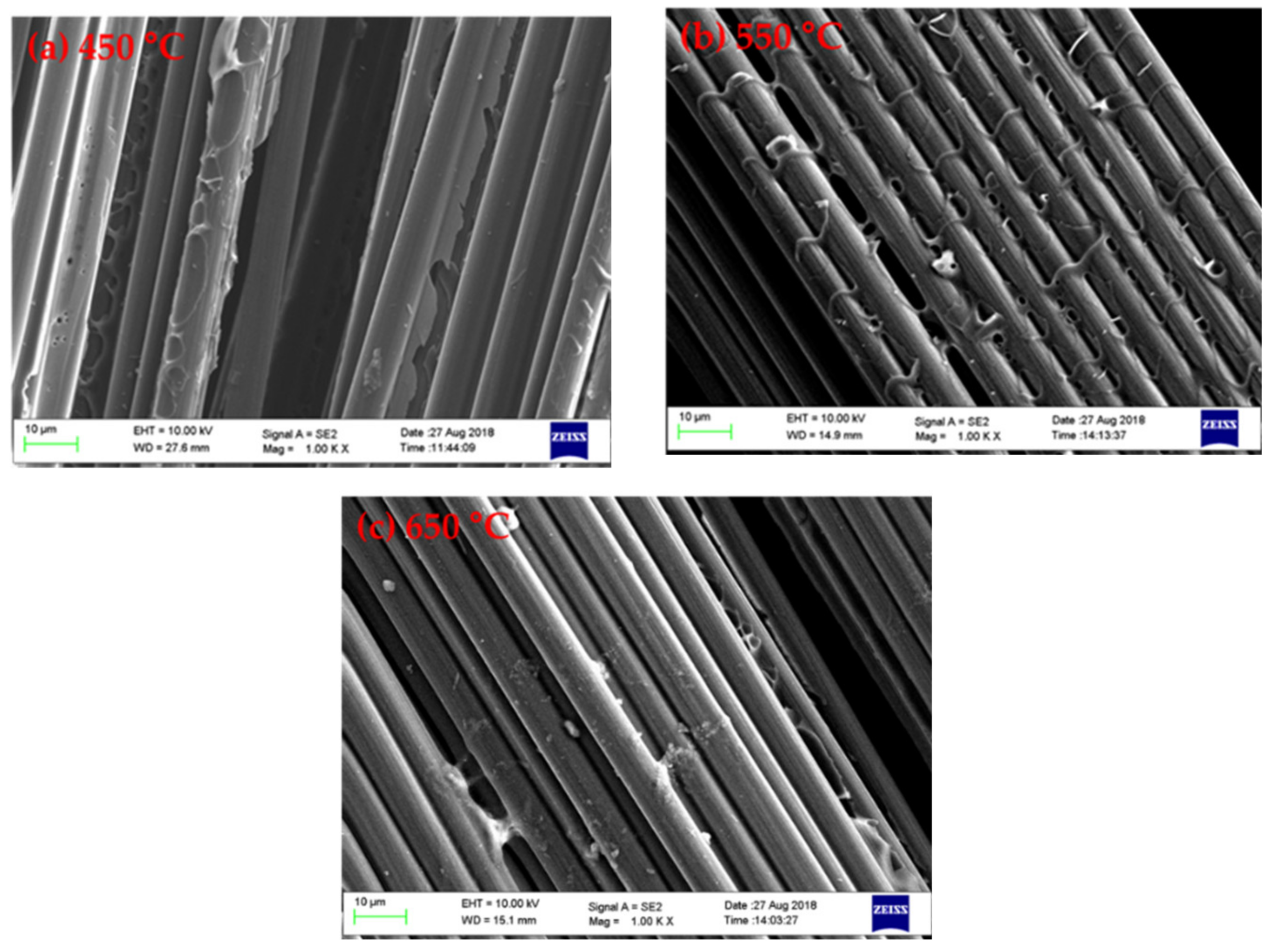
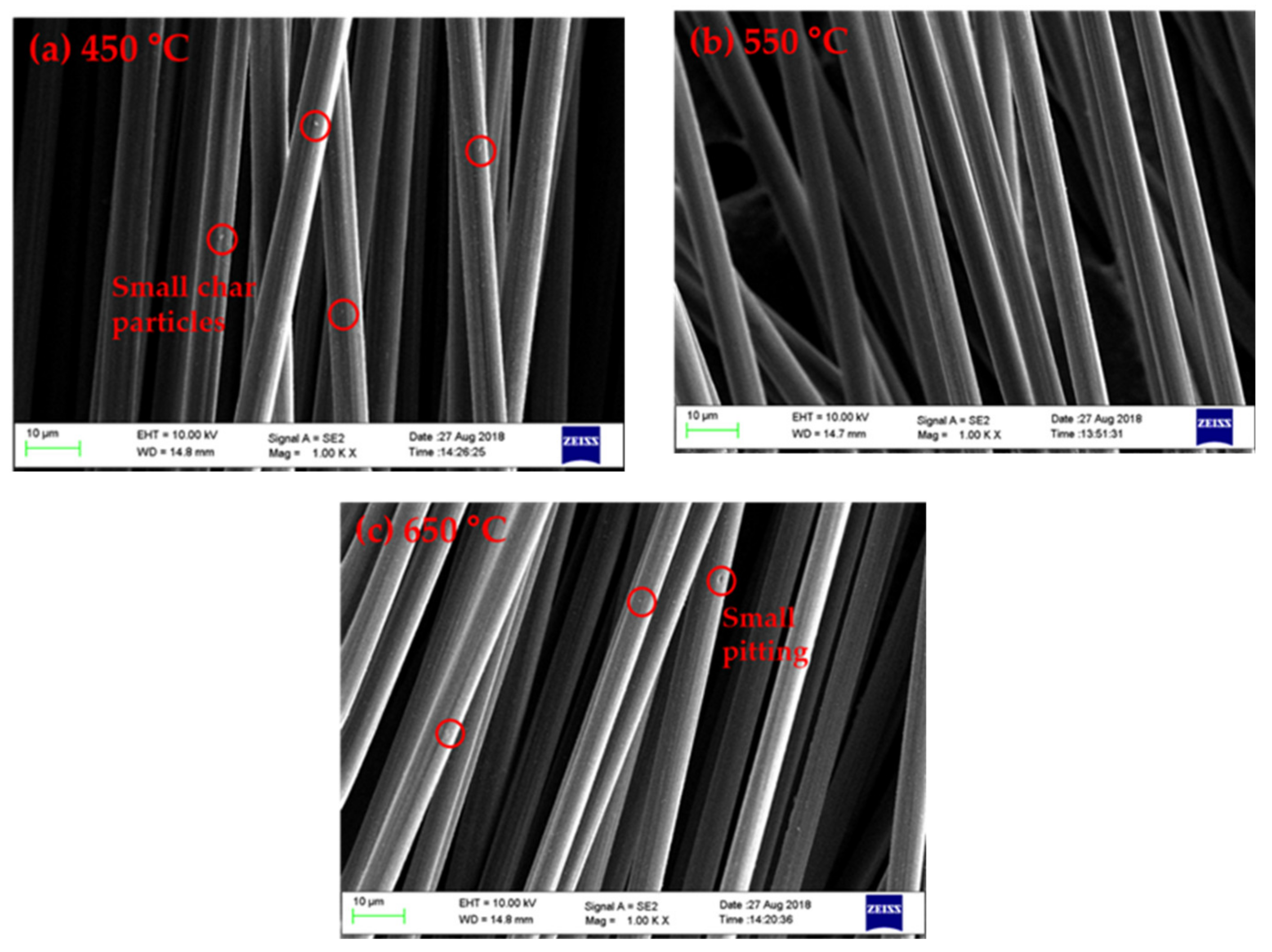
3.4. Surface Morphology of Recovered Fibres
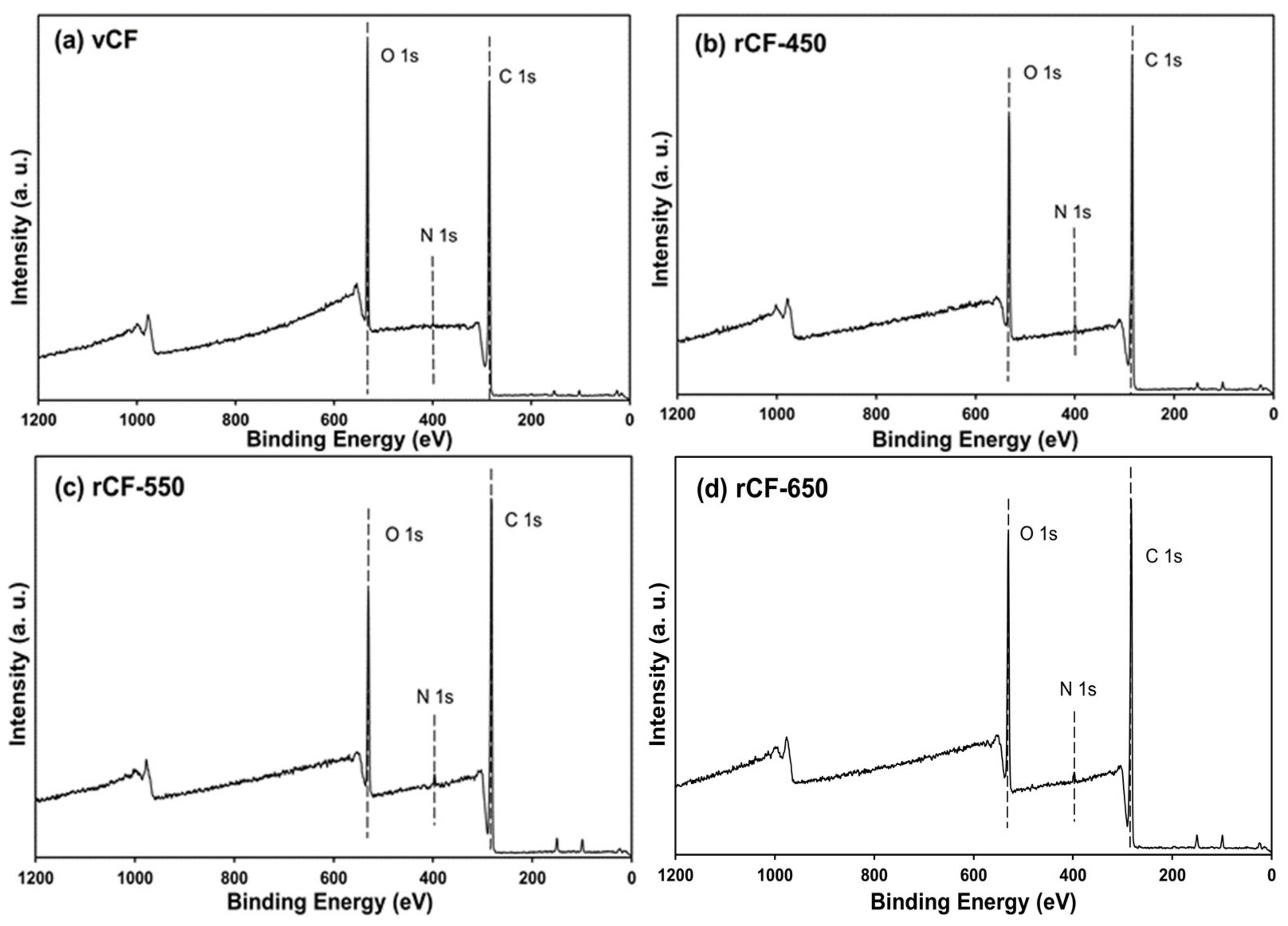
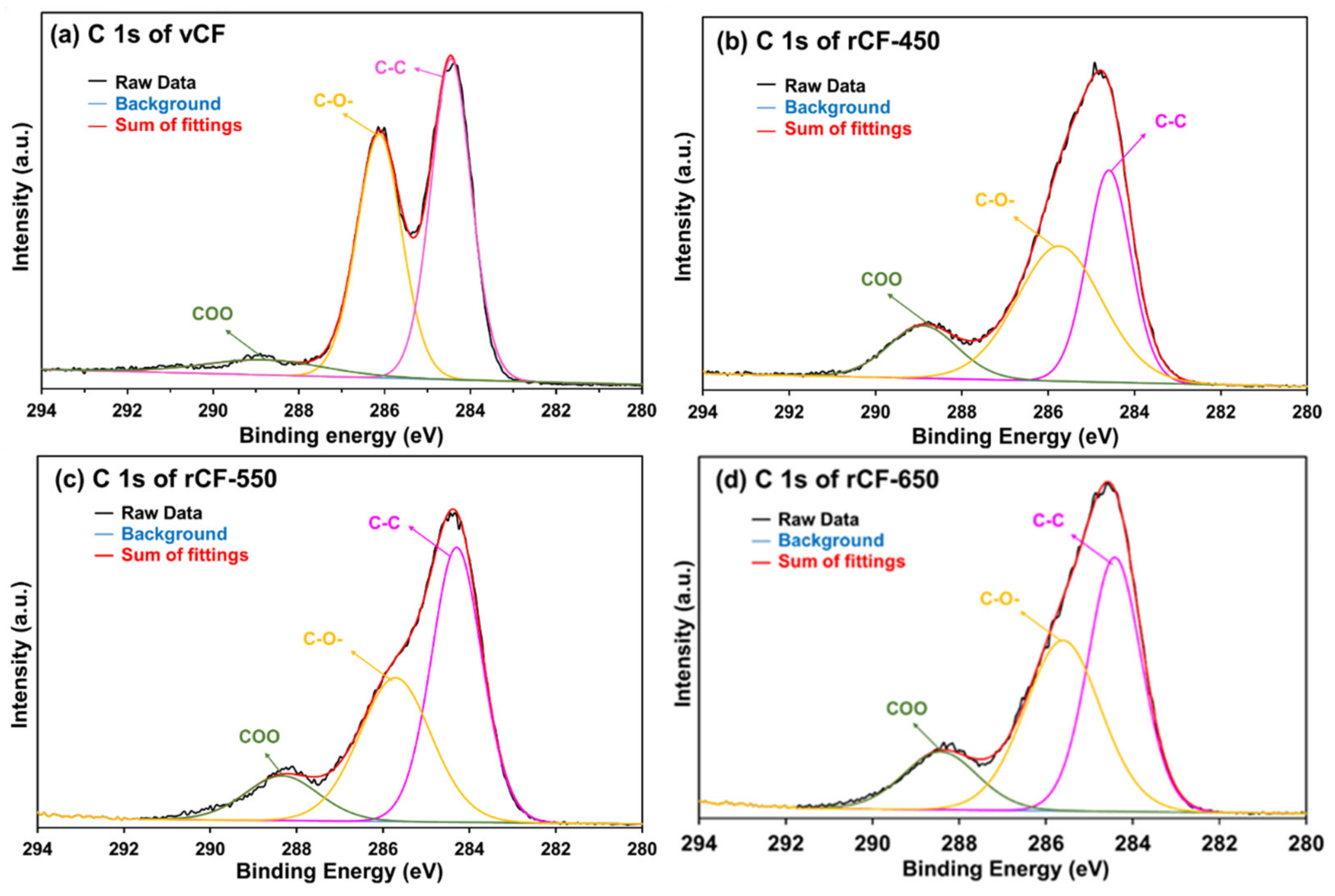
3.5. Surface Element and Functional Groups of Recycled Fibres
3.6. Composition of Gaseous Pyrolytic Products
3.7. Composition of Liquid Pyrolytic Products
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Yu, K.; Shi, Q.; Dunn, M.L.; Wang, T.; Qi, H.J. Carbon Fiber Reinforced Thermoset Composite with Near 100% Recyclability. Adv. Funct. Mater. 2016, 26, 6098–6106. [Google Scholar] [CrossRef]
- Wang, S.; Xing, X.; Zhang, X.; Wang, X.; Jing, X. Room-temperature fully recyclable carbon fibre reinforced phenolic composites through dynamic covalent boronic ester bonds. J. Mater. Chem. A 2018, 6, 10868–10878. [Google Scholar] [CrossRef]
- Meyer, L.O.; Schulte, K.; Grove-Nielsen, E. CFRP-Recycling Following a Pyrolysis Route: Process Optimization and Potentials. J. Compos. Mater. 2009, 43, 1121–1132. [Google Scholar] [CrossRef] [Green Version]
- Sloan, J. Carbon Fiber 2016 Report. Available online: https://www.compositesworld.com/articles/carbon-fiber-2016-report (accessed on 4 October 2019).
- Pimenta, S.; Pinho, S.T. Recycling carbon fibre reinforced polymers for structural applications: Technology review and market outlook. Waste Manag. 2011, 31, 378–392. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Pickering, S.J. Recycling technologies for thermoset composite materials—Current status. Compos. Part A Appl. Sci. Manuf. 2006, 37, 1206–1215. [Google Scholar] [CrossRef]
- Yip, H.L.H.; Pickering, S.J.; Rudd, C.D. Characterisation of carbon fibres recycled from scrap composites using fluidised bed process. Plast. Rubber Compos. 2002, 31, 278–282. [Google Scholar] [CrossRef]
- Wong, K.; Rudd, C.; Pickering, S.; Liu, X. Composites recycling solutions for the aviation industry. Sci. China Ser. E Technol. Sci. 2017, 60, 1291–1300. [Google Scholar] [CrossRef]
- Oliveux, G.; Dandy, L.O.; Leeke, G.A. Current status of recycling of fibre reinforced polymers: Review of technologies, reuse and resulting properties. Prog. Mater. Sci. 2015, 72, 61–99. [Google Scholar] [CrossRef] [Green Version]
- Liu, Y.; Tiwari, A. An Investigation into Minimising Total Energy Consumption and Total Completion Time in a Flexible Job Shop for Recycling Carbon Fiber Reinforced Polymer. Procedia CIRP 2015, 29, 722–727. [Google Scholar] [CrossRef] [Green Version]
- Yang, Y.; Boom, R.; Irion, B.; van Heerden, D.-J.; Kuiper, P.; de Wit, H. Recycling of composite materials. Chem. Eng. Process. Process Intensif. 2012, 51, 53–68. [Google Scholar] [CrossRef]
- Marsh, G. Reclaiming value from post-use carbon composite. Reinf. Plast. 2008, 52, 36–39. [Google Scholar] [CrossRef]
- Cunliffe, A.M.; Williams, P.T. Characterisation of products from the recycling of glass fibre reinforced polyester waste by pyrolysis☆. Fuel 2003, 82, 2223–2230. [Google Scholar] [CrossRef]
- Peng, Z.; Lin, X.; Li, Z.; Hwang, J.-Y.; Kim, B.-G.; Zhang, Y.; Li, G.; Jiang, T. Dielectric characterization of Indonesian low-rank coal for microwave processing. Fuel Process. Technol. 2017, 156, 171–177. [Google Scholar] [CrossRef]
- Lester, E.; Kingman, S.; Wong, K.H.; Rudd, C.; Pickering, S.; Hilal, N. Microwave heating as a means for carbon fibre recovery from polymer composites: A technical feasibility study. Mater. Res. Bull. 2004, 39, 1549–1556. [Google Scholar] [CrossRef]
- Jiang, L.; Ulven, C.A.; Gutschmidt, D.; Anderson, M.; Balo, S.; Lee, M.; Vigness, J. Recycling carbon fiber composites using microwave irradiation: Reinforcement study of the recycled fiber in new composites. J. Appl. Polym. Sci. 2015, 132, 42658. [Google Scholar] [CrossRef]
- Obunai, K.; Fukuta, T.; Ozaki, K. Carbon fiber extraction from waste CFRP by microwave irradiation. Compos. Part A Appl. Sci. Manuf. 2015, 78, 160–165. [Google Scholar] [CrossRef]
- Deng, J.; Xu, L.; Zhang, L.; Peng, J.; Guo, S.; Liu, J.; Koppala, S. Recycling of Carbon Fibers from CFRP Waste by Microwave Thermolysis. Processes 2019, 7, 207. [Google Scholar] [CrossRef] [Green Version]
- ISO. ISO11566 Carbon Fibre-Determination of the Tensile Properties of Single-Filament Specimens; ISO: Geneva, Switzerland, 1996; Available online: https://www.iso.org/standard/19518.html (accessed on 4 October 2019).
- Akesson, D.; Skrifvars, M. Recycling of thermoset composites by microwave pyrolysis. In Proceedings of the 18th International Conference on Composite Materials, Jeju, Korea, 21–26 August 2011. [Google Scholar]
- Cai, G.; Wada, M.; Ohsawa, I.; Kitaoka, S.; Takahashi, J. Interfacial adhesion of recycled carbon fibers to polypropylene resin: Effect of superheated steam on the surface chemical state of carbon fiber. Compos. Part A Appl. Sci. Manuf. 2019, 120, 33–40. [Google Scholar] [CrossRef]
- Lyon, R.E. Pyrolysis kinetics of char forming polymers. Polym. Degrad. Stab. 1998, 61, 201–210. [Google Scholar] [CrossRef]
- Jiang, G.; Pickering, S.J.; Walker, G.S.; Bowering, N.; Wong, K.H.; Rudd, C.D. Soft ionisation analysis of evolved gas for oxidative decomposition of an epoxy resin/carbon fibre composite. Thermochim. Acta 2007, 454, 109–115. [Google Scholar] [CrossRef]
- Cunliffe, A.M.; Jones, N.; Williams, P.T. Pyrolysis of composite plastic waste. Environ. Technol. 2003, 24, 653–663. [Google Scholar] [CrossRef]
- López, F.A.; Rodríguez, O.; Alguacil, F.J.; García-Díaz, I.; Centeno, T.A.; García-Fierro, J.L.; González, C. Recovery of carbon fibres by the thermolysis and gasification of waste prepreg. J. Anal. Appl. Pyrolysis 2013, 104, 675–683. [Google Scholar] [CrossRef]
- Valdés, C.F.; Chejne, F. Fast pyrolysis of large coal particles in a novel hot plate reactor: Effects of the reaction atmosphere on the porous structure and char reactivity. J. Anal. Appl. Pyrolysis 2018, 133, 39–47. [Google Scholar] [CrossRef]
- Fagbemi, L.; Khezami, L.; Capart, R. Pyrolysis products from different biomasses: Application to the thermal cracking of tar. Appl. Energy 2001, 69, 293–306. [Google Scholar] [CrossRef]
- Anh, N.P.; Changkook, R.; Vida, N.S.; Jim, S. Characterisation of slow pyrolysis products from segregated wastes for energy production. J. Anal. Appl. Pyrolysis 2008, 81, 65–71. [Google Scholar] [CrossRef]
- Zhang, B.; Zhong, Z.; Xie, Q.; Liu, S.; Ruan, R. Two-step fast microwave-assisted pyrolysis of biomass for bio-oil production using microwave absorbent and HZSM-5 catalyst. J. Environ. Sci. 2016, 45, 240–247. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- López, A.; de Marco, I.; Caballero, B.M.; Laresgoiti, M.F.; Adrados, A. Influence of time and temperature on pyrolysis of plastic wastes in a semi-batch reactor. Chem. Eng. J. 2011, 173, 62–71. [Google Scholar] [CrossRef]
- Naqvi, S.R.; Prabhakara, H.M.; Bramer, E.A.; Dierkes, W.; Akkerman, R.; Brem, G. A critical review on recycling of end-of-life carbon fibre/glass fibre reinforced composites waste using pyrolysis towards a circular economy. Resour. Conserv. Recycl. 2018, 136, 118–129. [Google Scholar] [CrossRef] [Green Version]
- Bai, Y.; Wang, Z.; Feng, L. Chemical recycling of carbon fibers reinforced epoxy resin composites in oxygen in supercritical water. Mater. Des. 2010, 31, 999–1002. [Google Scholar] [CrossRef]
- Ma, C.; Sánchez-Rodríguez, D.; Kamo, T. Influence of thermal treatment on the properties of carbon fiber reinforced plastics under various conditions. Polym. Degrad. Stab. 2020, 178, 109199. [Google Scholar] [CrossRef]
- Emmerich, R.; Kuppinger, J. Recovering Carbon Fibers. Kunststoffe International. Carl Hanser Verlag, Munich 2014. Available online: www.kunststoffe-international.com (accessed on 5 October 2019).
- Pimenta, S.; Pinho, S.T. The effect of recycling on the mechanical response of carbon fibres and their composites. Compos. Struct. 2012, 94, 3669–3684. [Google Scholar] [CrossRef] [Green Version]
- Burn, D.T.; Harper, L.T.; Johnson, M.; Warrior, N.A.; Nagel, U.; Yang, L.; Thomason, J. The usability of recycled carbon fibres in short fibre thermoplastics: Interfacial properties. J. Mater. Sci. 2016, 51, 7699–7715. [Google Scholar] [CrossRef] [Green Version]
- Hao, S.; Kuah, A.T.H.; Rudd, C.D.; Wong, K.H.; Lai, N.Y.G.; Mao, J.; Liu, X. A circular economy approach to green energy: Wind turbine, waste, and material recovery. Sci. Total Environ. 2020, 702, 135054. [Google Scholar] [CrossRef] [PubMed]
- Mazzocchetti, L.; Benelli, T.; D’Angelo, E.; Leonardi, C.; Zattini, G.; Giorgini, L. Validation of carbon fibers recycling by pyro-gasification: The influence of oxidation conditions to obtain clean fibers and promote fiber/matrix adhesion in epoxy composites. Compos. Part A Appl. Sci. Manuf. 2018, 112, 504–514. [Google Scholar] [CrossRef]
- Song, C.; Wang, F.; Liu, Y.; Wang, X.; Yang, B. Recycling carbon fiber from composite waste and its reinforcing effect on polyvinylidene fluoride composite: Mechanical, morphology, and interface properties. Polym. Compos. 2017, 38, 2544–2552. [Google Scholar] [CrossRef]
- Jiang, G.; Pickering, S.J.; Walker, G.S.; Wong, K.H.; Rudd, C.D. Surface characterisation of carbon fibre recycled using fluidised bed. Appl. Surf. Sci. 2008, 254, 2588–2593. [Google Scholar] [CrossRef]
- Cazeneuve, C.; Castle, J.E.; Watts, J.F. The structure of the interface in carbon fibre composites by scanning Auger microscopy. J. Mater. Sci. 1990, 25, 1902–1908. [Google Scholar] [CrossRef]
- Kim, K.W.; Lee, H.M.; An, J.H.; Chung, D.C.; An, K.H.; Kim, B.J. Recycling and characterization of carbon fibers from carbon fiber reinforced epoxy matrix composites by a novel super-heated-steam method. J. Environ. Manag. 2017, 203, 872–879. [Google Scholar] [CrossRef] [PubMed]
- Yue, Z.R.; Jiang, W.; Wang, L.; Gardner, S.D.; Pittman, C.U. Surface characterization of electrochemically oxidized carbon fibers. Carbon 1999, 37, 1785–1796. [Google Scholar] [CrossRef]
- Terzyk, A.P. The influence of activated carbon surface chemical composition on the adsorption of acetaminophen (paracetamol) in vitro: Part II. TG, FTIR, and XPS analysis of carbons and the temperature dependence of adsorption kinetics at the neutral pH. Colloids Surf. A Physicochem. Eng. Asp. 2001, 177, 23–45. [Google Scholar] [CrossRef]
- Wu, T.; Zhang, W.; Jin, X.; Liang, X.; Sui, G.; Yang, X. Efficient reclamation of carbon fibers from epoxy composite waste through catalytic pyrolysis in molten ZnCl2. RSC Adv. 2019, 9, 377–388. [Google Scholar] [CrossRef] [Green Version]
- Yang, J.; Liu, J.; Liu, W.; Wang, J.; Tang, T. Recycling of carbon fibre reinforced epoxy resin composites under various oxygen concentrations in nitrogen—Oxygen atmosphere. J. Anal. Appl. Pyrolysis 2015, 112, 253–261. [Google Scholar] [CrossRef]
- Domínguez, A.; Fernández, Y.; Fidalgo, B.; Pis, J.J.; Menéndez, J.A. Biogas to Syngas by Microwave-Assisted Dry Reforming in the Presence of Char. Energy Fuels 2007, 21, 2066–2071. [Google Scholar] [CrossRef]
- Ferrera-Lorenzo, N.; Fuente, E.; Bermúdez, J.M.; Suárez-Ruiz, I.; Ruiz, B. Conventional and microwave pyrolysis of a macroalgae waste from the Agar—Agar industry. Prospects for bio-fuel production. Bioresour. Technol. 2014, 151, 199–206. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Williams, P.T.; Williams, E.A. Interaction of Plastics in Mixed-Plastics Pyrolysis. Energy Fuels 1999, 13, 188–196. [Google Scholar] [CrossRef]
- Torres, A.; de Marco, I.; Caballero, B.M.; Laresgoiti, M.F.; Legarreta, J.A.; Cabrero, M.A.; Gonzalez, A.; Chomo, M.J.; Gondra, K. Recycling by pyrolysis of thermoset composites: Characteristics of the liquid and gaseous fuels obtained. Fuel 2000, 79, 897–902. [Google Scholar] [CrossRef]
- Li, M.; Li, S.; Liu, J.; Wen, X.; Tang, T. Striking effect of epoxy resin on improving mechanical properties of poly(butylene terephthalate)/recycled carbon fibre composites. Compos. Sci. Technol. 2016, 125, 9–16. [Google Scholar] [CrossRef]
- Wei, L.; Xu, S.; Zhang, L.; Zhang, H.; Liu, C.; Zhu, H.; Liu, S. Characteristics of fast pyrolysis of biomass in a free fall reactor. Fuel Process. Technol. 2006, 87, 863–871. [Google Scholar] [CrossRef]
- Yang, H.; Yan, R.; Chen, H.; Lee, D.H.; Liang, D.T.; Zheng, C. Pyrolysis of palm oil wastes for enhanced production of hydrogen rich gases. Fuel Process. Technol. 2006, 87, 935–942. [Google Scholar] [CrossRef]
- Cunliffe, A.M.; Jones, N.; Williams, P.T. Recycling of fibre-reinforced polymeric waste by pyrolysis: Thermo-gravimetric and bench-scale investigations. J. Anal. Appl. Pyrolysis 2003, 70, 315–338. [Google Scholar] [CrossRef]
- Akesson, D.; Foltynowicz, Z.; Christéen, J.; Skrifvars, M. Products obtained from decomposition of glass fiber-reinforced composites using microwave pyrolysis. Polimery 2013, 58, 582–586. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Experiment | Microwave Pyrolysis | Thermal Oxidation | |||
|---|---|---|---|---|---|
| Temperature (°C) | Time (min) | Temperature (°C) | Time (min) | ||
| E1 | 450 | 15 | 550 | 30 | |
| E2 | 550 | 15 | 550 | 30 | |
| E3 | 650 | 15 | 550 | 30 | |
| Sample code | Description | ||||
| vCF | Virgin Carbon Fibre | ||||
| rCF-450 | Recycled Carbon Fibre collected from E1 | ||||
| rCF-550 | Recycled Carbon Fibre collected from E2 | ||||
| rCF-650 | Recycled Carbon Fibre collected from E3 | ||||
| Temperature (°C) | Solid Residue (wt.%) | Char * (wt.%) | Oil (wt.%) | Gas (wt.%) |
|---|---|---|---|---|
| 450 | 69.12 | 6.12 | 17.71 | 13.16 |
| 550 | 67.55 | 4.55 | 19.15 | 13.30 |
| 650 | 65.93 | 2.93 | 20.28 | 13.79 |
| Sample | Tensile Strength (MPa) | Tensile Modulus (GPa) | Strength Retention (%) |
|---|---|---|---|
| vCF | 4670 | 212.22 | 100% |
| rCF-450 | 4078 | 201.23 | 87.3% |
| rCF-550 | 3870 | 203.57 | 82.9% |
| rCF-650 | 3766 | 196.96 | 80.6% |
| Samples | Element Composition (at.%) | |||
|---|---|---|---|---|
| C 1s | O 1s | N 1s | O 1s/C 1s | |
| vCF | 77.10 | 22.39 | 0.51 | 0.290 |
| rCF - 450 | 78.05 | 19.77 | 0.97 | 0.253 |
| rCF - 550 | 75.53 | 23.02 | 1.45 | 0.305 |
| rCF - 650 | 74.12 | 24.57 | 1.31 | 0.331 |
| Sample | Functional Group (%) | ||
|---|---|---|---|
| C–C 284.6 eV [44] | C–O–, C–OH 285.4–286.3 eV [44] | C=O, COO– 287.2–289.3 eV [44] | |
| vCF | 50.46 | 42.52 | 7.02 |
| rCF-450 | 45.61 | 41.37 | 13.02 |
| rCF-550 | 50.37 | 37.67 | 11.96 |
| rCF-650 | 44.01 | 42.04 | 13.95 |
| Gas (vol.%) | Pyrolysis Temperature (°C) | ||
|---|---|---|---|
| 450 | 550 | 650 | |
| CO | 39.68 | 42.03 | 26.84 |
| H2 | 11.66 | 32.18 | 47.04 |
| CO2 | 43.91 | 16.64 | 25.56 |
| CH4 | 4.55 | 8.22 | 0.51 |
| C2H6 | 0.12 | 0.57 | 0.03 |
| C2H4 | 0.06 | 0.25 | 0.02 |
| C3H8 | 0.02 | 0.12 | 0.00 |
| Classification | Major Compounds | Temperature (°C) | ||
|---|---|---|---|---|
| 450 | 550 | 650 | ||
| Phenols | Phenol Phenol, 2-methy lPhenol, 3-ethyl p-Cumenol p-Croesl etc. | 51.31 | 53.10 | 71.69 |
| Aromatics | Benzene Benzene, 1-ethyl-4-methoxy Benzene, 1,3-bis (1,1-dimethylethyl) etc. | 16.34 | 11.57 | 4.90 |
| Hydrocarbons | Hexane, 2,3,4-trimethyl Dodecane, 4,9-dipropyl Heptadecane, 3-methyl Eicosane etc. | 12.19 | 3.82 | 5.93 |
| Amines | Benzenamine, 3,4-dichloro Benzenediamine, 4-methyl etc. | 5.03 | 9.89 | 0.97 |
| Acid | Benzoic acid, 2-(4methylphenoxy) Diphenolic acid etc. | 3.04 | 7.01 | 0.00 |
| Others | Some Ethanols, Ethers etc. | 11.29 | 14.62 | 16.53 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hao, S.; He, L.; Liu, J.; Liu, Y.; Rudd, C.; Liu, X. Recovery of Carbon Fibre from Waste Prepreg via Microwave Pyrolysis. Polymers 2021, 13, 1231. https://doi.org/10.3390/polym13081231
Hao S, He L, Liu J, Liu Y, Rudd C, Liu X. Recovery of Carbon Fibre from Waste Prepreg via Microwave Pyrolysis. Polymers. 2021; 13(8):1231. https://doi.org/10.3390/polym13081231
Chicago/Turabian StyleHao, Siqi, Lizhe He, Jiaqi Liu, Yuhao Liu, Chris Rudd, and Xiaoling Liu. 2021. "Recovery of Carbon Fibre from Waste Prepreg via Microwave Pyrolysis" Polymers 13, no. 8: 1231. https://doi.org/10.3390/polym13081231
APA StyleHao, S., He, L., Liu, J., Liu, Y., Rudd, C., & Liu, X. (2021). Recovery of Carbon Fibre from Waste Prepreg via Microwave Pyrolysis. Polymers, 13(8), 1231. https://doi.org/10.3390/polym13081231