
Comparison of Two-Component Silyl-Terminated Polyether/Epoxy Resin Model and Complete Systems and Evaluation of Their Mechanical, Rheological and Adhesive Properties

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of A and B Components
2.3. Testing Methods
2.3.1. Tensile Test
2.3.2. Hardness Test
2.3.3. Oscillatory Shear Test
2.3.4. Peel Test
2.3.5. Lap Shear Test
3. Results and Discussions
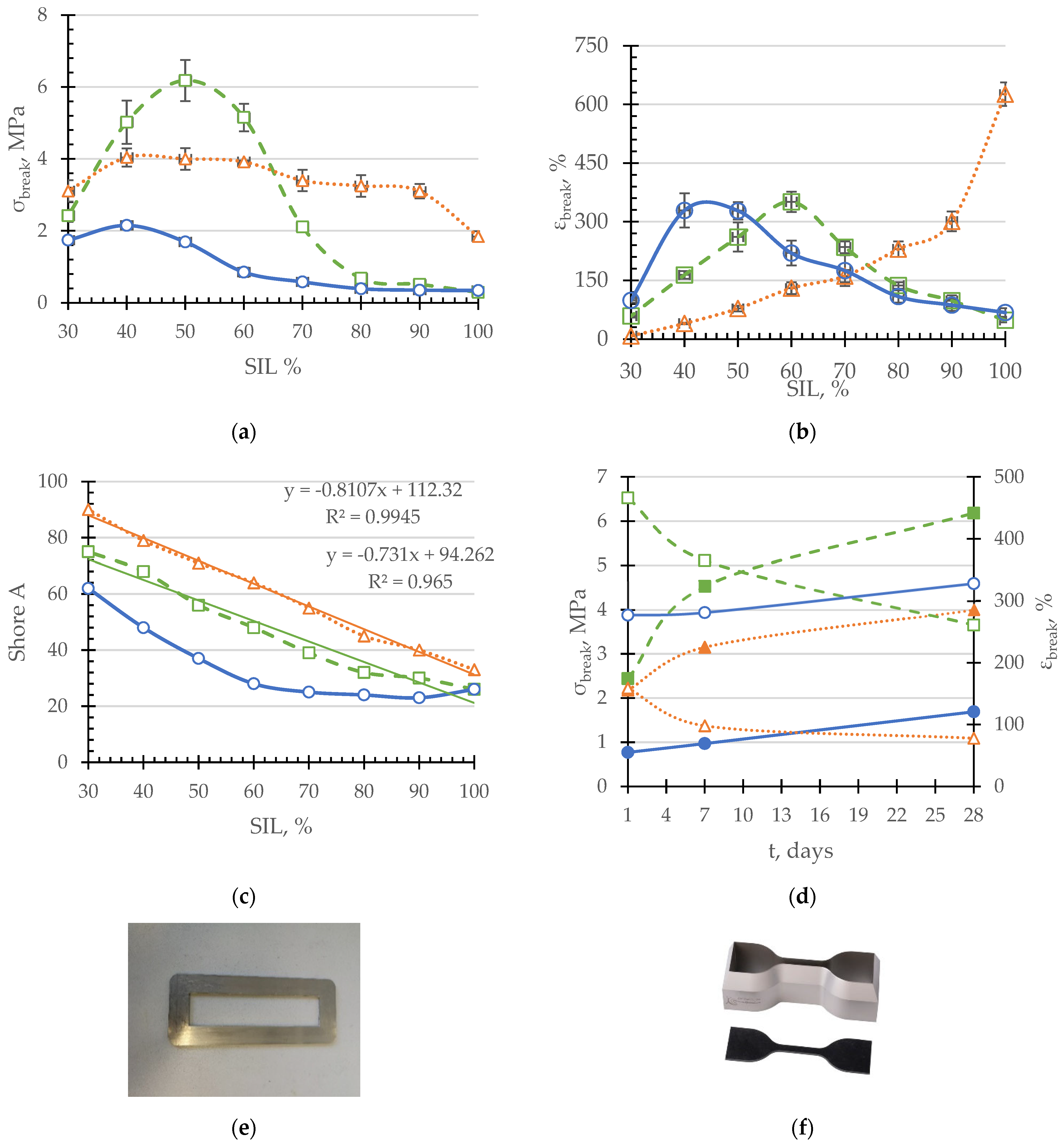
3.1. Material Mechanical Properties
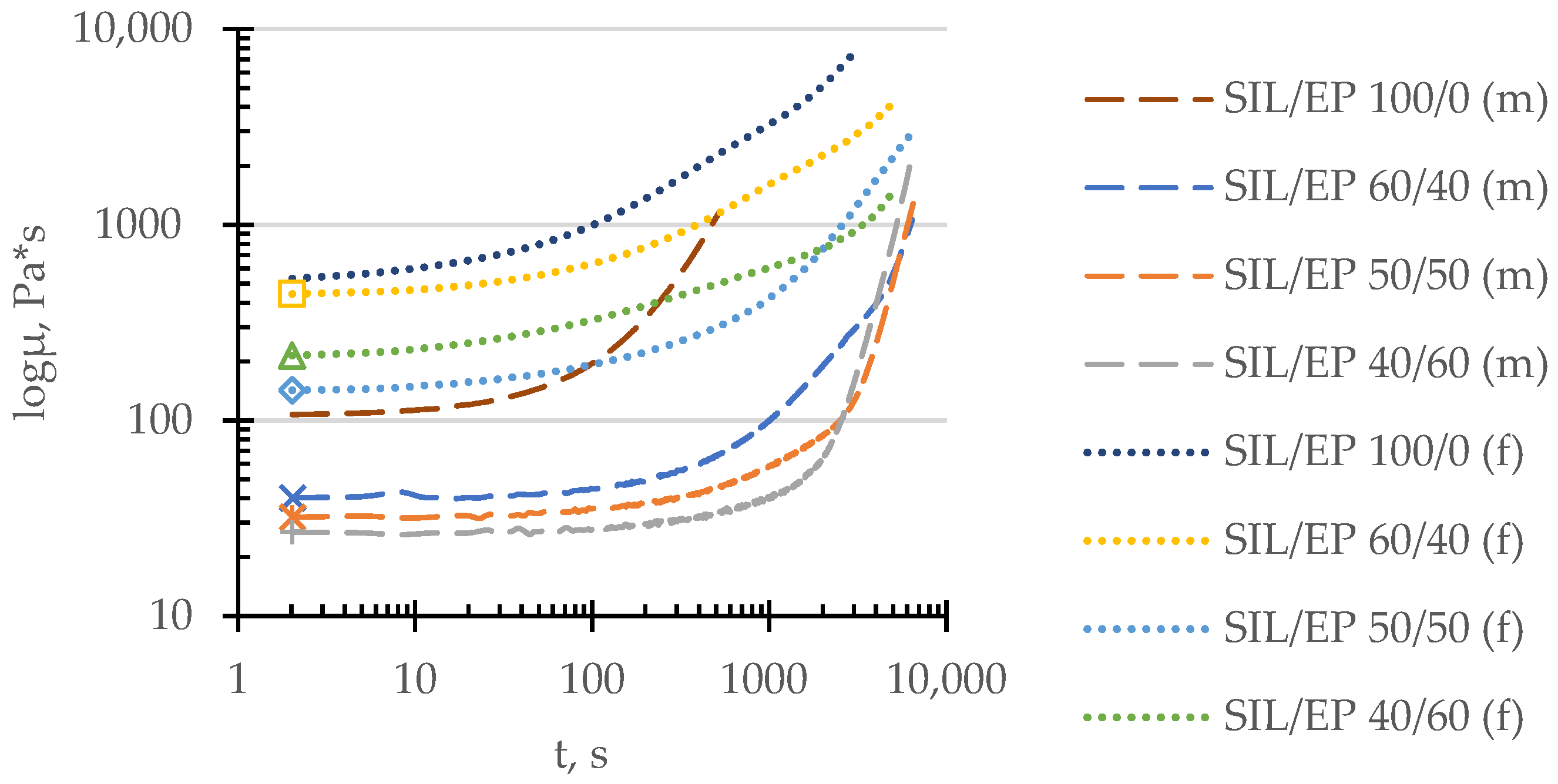
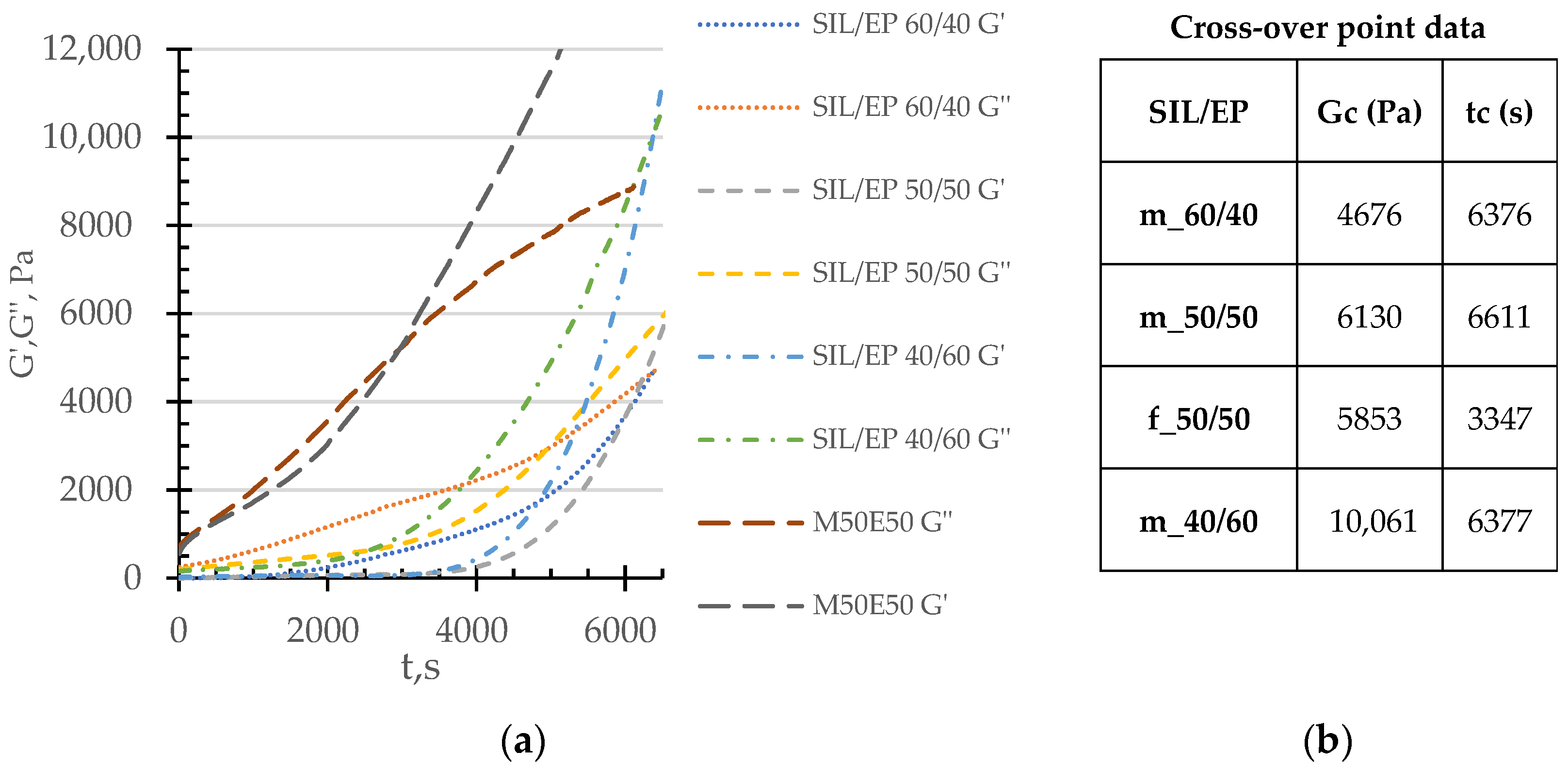
3.2. Material Rheological Properties
3.3. Material Adhesion Properties
3.3.1. Material Peel Test
3.3.2. Material Lap Shear Test
4. Conclusions
- -
- The tensile strength and Shore-A hardness of the secondary amine compatibilizer containing systems are larger due to the increased interactions between the pre-polymers; the tensile strength of the compatibilized system may be increased up to 187% after 28 days of curing.
- -
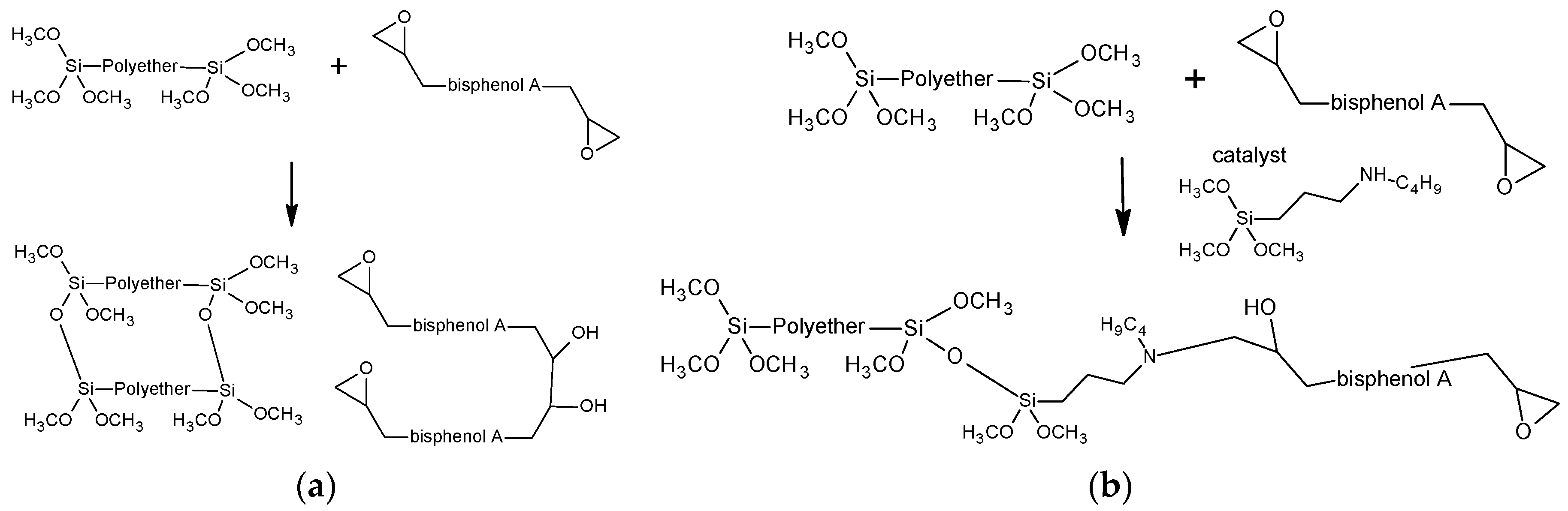
- The development of the 3D structure in the compatibilized systems occurs faster and is more efficient because the compatibilizer promotes the formation of a joint SIL/EP network with a higher molecular mass, as well being a result of the addition of the additive package.
- -
- Shore-A hardness values of the developed completed two-component systems are further increased within the whole range of the investigated SIL/EP ratios, whereas the tensile strength and strain at the break values are increased only for the SIL matrix compositions, because fillers structurize elastic SIL polymers.
- -
- Due to structural confinements, the tensile strength and strain at the break values of the completed systems at a SIL content below 70 wt% decrease below the level achieved by the compatibilized model systems.
- -
- The maximal values of tensile strength of the completed two-component system are reduced in comparison to the model system, yet the tensile strength values are smoothed over a wide range, which increases the robustness of the material.
- -
- It is possible to tailor the rheological properties of the investigated systems with plasticizers and fillers to ensure the necessary workability to a specific application, as well as to raise the consumer friendliness of finished adhesives and sealants.
- -
- The viscosities of the completed systems are increased, but the hardening times are decreased because the amount of inert raw materials in the system increasing and the number of reactive elements decreasing.
- -
- Adhesion to a broad range of substrates with different surface polarities (PVC, alloy 5005, stainless steel, copper, alloy MS 63) is increased with the added epoxy resin content, demonstrating advantages of hybrid composition due to the presence of EP resin bisphenol A moieties which, in combination with SIL fragments, are able to form adhesion to additional substrates.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Global Adhesives Market Size by Technology. Available online: https://www.gminsights.com/industry-analysis/adhesives-and-sealants-market-report (accessed on 27 April 2021).
- Comparing One-Component and Two-Component Adhesives. Available online: https://www.chemical-concepts.com/blog/2018/02/comparing-one-component-two-component-adhesives/ (accessed on 27 April 2021).
- One-Component Polyurethane Adhesives and Sealants. Available online: https://www.bostik.com/uk/en/our-adhesive-technologies/one-component-polyurethane-adhesive/ (accessed on 27 April 2021).
- Polyurethane Adhesives and Sealants. Available online: https://www.adhesiveplatform.com/polyurethane-adhesives-and-sealants/ (accessed on 27 April 2021).
- Sahooa, S.; Mohanty, S.; Nayaka, K. Biobased polyurethane adhesive over petroleum based adhesive: Use of renewable resource. J. Macromol. Sci. Part A Pure Appl. Chem. 2018, 55, 36–48. [Google Scholar] [CrossRef]
- Bockel, S.; Harling, S.; Konnerth, J.; Niemz, P.; Weiland, G.; Hogger, E.; Pichelin, F. Modifying elastic modulus of two-component polyurethane adhesive for structural hardwood bonding. J. Wood Sci. 2020, 66, 69. [Google Scholar] [CrossRef]
- Quinil, J.S.; Marinucci, G. Polyurethane structural adhesives applied in automotive composite joints. Mater. Res. 2012, 15, 434–439. [Google Scholar] [CrossRef] [Green Version]
- Jiang, W.; Hosseinpourpia, R.; Biziks, V.; Ahmed, S.A.; Militz, H.; Adamopoulos, S. Preparation of Polyurethane Adhesives from Crude and Purified Liquefied Wood Sawdust. Polymers 2021, 13, 3267. [Google Scholar] [CrossRef] [PubMed]
- Garmann, H.; Puck, C.H.; Mosshammer, G. High-Strength Polyurethane Adhesive. U.S. Patent US20090266482A1, 15 November 2006. [Google Scholar]
- Commission Regulation (EU) 2020/1149 of 3 August 2020 Amending Annex XVII to Regulation (EC) No 1907/2006 of the European Parliament and of the Council Concerning the Registration, Evaluation, Authorisation and Restriction of Chemicals (REACH) as Regards Diisocyanates (Text with EEA Relevance). Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/?qid=1596534449847&uri=CELEX:32020R1149 (accessed on 27 April 2021).
- Rother, D.; Schlüter, U. Occupational Exposure to Diisocyanates in the European Union. Ann. Work Exposures Health 2021, 65, 893–907. [Google Scholar] [CrossRef] [PubMed]
- Barfurth, D.; Mack, H. Silane Formulation for Moisture-Crosslinking Hybrid Adhesives and Sealants. WO2005080462A2, 22 December 2004. [Google Scholar]
- Gadhave, R.V.; Gadhave, C.R.; Dhawale, P.V. Silane Terminated Prepolymers: An Alternative to Silicones and Polyurethanes. Open J. Polym. Chem. 2021, 11, 31–54. [Google Scholar] [CrossRef]
- Yuan, Y.; Zhang, Y.; Fu, X.; Jiang, L.; Liu, Z.; Hua, K.; Wu, B.; Lei, J.; Zhou, C. Silane-terminated polyurethane applied to a moisture-curable pressure-sensitive adhesive using triethoxysilane. RSC Adv. 2016, 6, 83688–83696. [Google Scholar] [CrossRef]
- Cardoso, M.; Pinto, J.; Campilho, R.; Nóvoa, P.J.R.O. A new structural two-component epoxy adhesive: Strength and fracture characterization. Procedia Manuf. 2020, 51, 771–778. [Google Scholar] [CrossRef]
- Rudawsk, A. Mechanical Properties of Selected Epoxy Adhesive and Adhesive Joints of Steel Sheets. Appl. Mech. 2021, 2, 108–126. [Google Scholar] [CrossRef]
- Nečasová, B.; Liška, P. Research Summary on Characterizing Impact of Environment on Adhesion of Sealed Joints in Facade Applications. Materials 2020, 13, 4847. [Google Scholar] [CrossRef] [PubMed]
- Devroey, D.R.E.; Homma, M. Blends of silyl-terminated polyethers and epoxides as elastic adhesives. Int. J. Adhes. Adhes. 2021, 21, 275–280. [Google Scholar] [CrossRef]
- Zeng, D.; Liu, Z.; Zou, L.; Wu, H. Corrosion Resistance of Epoxy Coatings Modified by Bis-Silane Prepolymer on Aluminum Alloy. Coatings 2021, 11, 842. [Google Scholar] [CrossRef]
- Bērziņš, R.; Merijs-Meri, R.; Zicāns, J. Effect of Amine Containing Compatibilizers on Mechanical and Rheological Properties of a Two-Component Silyl-Terminated Polyether/Epoxy Resin System. Proc. Est. Acad. Sci. 2018, 67, 175–182. [Google Scholar] [CrossRef]
- Bērziņš, R.; Merijs-Meri, R.; Zicāns, J. Compatibilizers Effect on Silyl-Terminated Polyether/Epoxy Resin System Mechanical and Rheological Properties. In Key Engineering Materials, Proceedings of the Engineering Materials and Tribology XXV, Riga, Latvia, 3–4 November 2016; Loca, D., Ed.; Trans Tech Publications: Baech, Switzerland, 2017; pp. 441–445. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Trade Name | Manufact. | Chemical Structure | Function | g Per the Denoted wt.-to-wt. Ratio of SIL/EP | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| 100/0 | 90/10 | 80/20 | 70/30 | 60/40 | 50/50 | 40/60 | 30/70 | ||||
| A component | |||||||||||
| SAX 520 | Kaneka Belgium NV, Westerlo-Oevel, Belgium | Silyl-terminated polymer | Pre-polymer | 100 | 90 | 80 | 70 | 60 | 50 | 40 | 30 |
| Lupragen N600 | BASF, Ludwigshafen, Germany | N,N′,N″-tris-(dimethylaminopropyl)hexahydrotriazine | Catalyst | 0 | 0.2 | 0.4 | 0.6 | 0.8 | 1 | 1.2 | 1.4 |
| B component | |||||||||||
| D.E.R. 331 | The Dow Chemical Company, Midland, MI, USA | Epoxy resin | Pre-polymer | 0 | 10 | 20 | 30 | 40 | 50 | 60 | 70 |
| Tibcat 216 | TIB Chemicals AG, Mannheim, Germany | Dioctyltin dilaurate (DOTL) | Catalyst | 0.2 | 0.18 | 0.16 | 0.14 | 0.12 | 0.1 | 0.08 | 0.06 |
| Water | - | Water | Catalyst | 0.67 | 0.6 | 0.53 | 0.46 | 0.39 | 0.32 | 0.25 | 0.18 |
| Trade Name | Manufact. | Chemical Structure | Function | g Per the Denoted wt.-to-wt. Ratio of SIL/EP | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| 100/0 | 90/10 | 80/20 | 70/30 | 60/40 | 50/50 | 40/60 | 30/70 | ||||
| A component | |||||||||||
| SAX 520 | Kaneka Belgium NV, Westerlo-Oevel, Belgium | Silyl-terminated polymer | Polymer | 100 | 90 | 80 | 70 | 60 | 50 | 40 | 30 |
| Dynsylan 1189 | Evonik Industries AG, Essen, Germany | N-(n-Butyl)-3-amino propyltrimethoxysilane | Compatibi-lizer/adhesion promoter | 1.5 | 1.5 | 1.5 | 1.5 | 1.5 | 1.5 | 1.5 | 1.5 |
| Lupragen N600 | BASF, Ludwigshafen, Germany | N,N′,N″-tris-(dimethylaminopropyl)hexahydrotriazine | Catalyst | 0 | 0.2 | 0.4 | 0.6 | 0.8 | 1 | 1.2 | 1.4 |
| B component | |||||||||||
| D.E.R. 331 | The Dow Chemical Company, Midland, MI, USA | Epoxy resin | Polymer | 0 | 10 | 20 | 30 | 40 | 50 | 60 | 70 |
| Tibcat 216 | TIB Chemicals AG, Mannheim, Germany | Dioctyltin dilaurate (DOTL) | Catalyst | 0.2 | 0.18 | 0.16 | 0.14 | 0.12 | 0.1 | 0.08 | 0.06 |
| Water | - | Water | Catalyst | 0.67 | 0.6 | 0.53 | 0.46 | 0.39 | 0.32 | 0.25 | 0.18 |
| Trade Name | Manufact. | Chemical Structure | Function | g Per the Denoted wt.-to-wt. Ratio of SIL/EP | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| 100/0 | 90/10 | 80/20 | 70/30 | 60/40 | 50/50 | 40/60 | 30/70 | ||||
| A component | |||||||||||
| SAX 520 | Kaneka Belgium NV, Westerlo-Oevel, Belgium | Silyl-terminated polymer | Polymer | 40 | 36 | 32 | 28 | 24 | 20 | 16 | 12 |
| Hexamoll DINCH | BASF, Ludwigshafen, Germany | 1,2-Cyclohexane dicarboxylic acid | Non-phtalate plasticizer | 15 | 13.50 | 12 | 10.50 | 9 | 7.50 | 6 | 4.50 |
| Dynsylan 1189 | Evonik Industries AG, Essen, Germany | N-(n-Butyl)-3-amino propyltrimethoxysilane | Compatibi-lizer/adhesion promoter | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 |
| Omycarb 1T | Omya AG, Oftringen, Switzerland | Ground CaCO3 | Filler | 17.13 | 15 | 13.8 | 12 | 10.30 | 8.60 | 6.80 | 5.00 |
| Hakuenka CCR-S10 | Omya AG, Oftringen, Switzerland | Precipitated CaCO3 coated with fatty acids | Filler | 25 | 22.5 | 20 | 17.5 | 15 | 12.5 | 10 | 7.5 |
| Dynasilan VTMO | Evonik Industries AG, Essen, Germany | Vinyltrimethoxysilane | Drying agent | 1 | 0.9 | 0.8 | 0.7 | 0.6 | 0.5 | 0.4 | 0.3 |
| Lupragen N600 | BASF, Ludwigshafen, Germany | N,N′,N″-tris-(dimethylaminopropyl)hexahydrotriazine | Catalyst | 0 | 0.62 | 1.33 | 2 | 2.66 | 3.33 | 4 | 4.6 |
| B component | |||||||||||
| D.E.R. 331 | The Dow Chemical Company | Epoxy resin | Polymer | 0 | 4 | 8 | 12 | 16 | 20 | 24 | 28 |
| Hexamoll DINCH | BASF, Ludwigshafen, Germany | 1,2-Cyclohexane dicarboxylic acid | Non-phtalate plasticizer | 0 | 1.5 | 3 | 4.5 | 6 | 7.5 | 9 | 10.5 |
| Omycarb 1T | Omya AG, Oftringen, Switzerland | Ground CaCO3 | Filler | 0 | 1.7 | 2.38 | 3.69 | 4.92 | 6.14 | 7.45 | 8.76 |
| Hakuenka CCR-S10 | Omya AG, Oftringen, Switzerland | Precipitated CaCO3 coated with fatty acids | Filler | 0 | 2.5 | 5 | 7.5 | 10 | 12.5 | 15 | 17.5 |
| Tibcat 216 | TIB Chemicals AG, Mannheim, Germany | Dioctyltin dilaurate (DOTL) | Catalyst | 0.2 | 0.18 | 0.16 | 0.14 | 0.12 | 0.1 | 0.08 | 0.06 |
| Water | - | Water | Catalyst | 0.67 | 0.6 | 0.53 | 0.46 | 0.39 | 0.32 | 0.25 | 0.18 |
| Substrate | Days | SIL/EP (%) | |||||||
|---|---|---|---|---|---|---|---|---|---|
| 100/0 | 90/10 | 80/20 | 70/30 | 60/40 | 50/50 | 40/60 | 30/70 | ||
| Alloy MS 63 | 1 | A100 | C70A30 | C100 | C100 | C100 | C100 | C50A50 | A100 |
| 7 | C70A30 | C100 | C100 | C100 | C100 | C100 | C100 | A100 | |
| 28 | C100 | C100 | C100 | C100 | C100 | C100 | C100 | A100 | |
| Stainless steel | 1 | A100 | A100 | A100 | C100 | C100 | C100 | C10A90 | A100 |
| 7 | A100 | C100 | C100 | C100 | C100 | C100 | C20A80 | A100 | |
| 28 | C100 | C100 | C100 | C100 | C100 | C100 | C50A50 | A100 | |
| Copper | 1 | A100 | C100 | C100 | C100 | C100 | C100 | C20A80 | A100 |
| 7 | C80A20 | C100 | C100 | C100 | C100 | C100 | C30A70 | A100 | |
| 28 | C100 | C100 | C100 | C100 | C100 | C100 | C50A50 | A100 | |
| Alloy 5005 | 1 | A100 | C90A10 | C100 | C100 | C100 | C100 | C100 | A100 |
| 7 | A100 | C100 | C100 | C100 | C100 | C100 | C100 | A100 | |
| 28 | C100 | C100 | C100 | C100 | C100 | C100 | C100 | A100 | |
| Epoxy fiberglass | 1 | C100 | C100 | C100 | C100 | C100 | C100 | C100 | A100 |
| 7 | C100 | C100 | C100 | C100 | C100 | C100 | C100 | A100 | |
| 28 | C100 | C100 | C100 | C100 | C100 | C100 | C100 | A100 | |
| EPDM | 1 | C100 | C100 | C100 | C100 | C100 | A100 | A100 | A100 |
| 7 | C100 | C100 | C100 | C100 | C100 | A100 | A100 | A100 | |
| 28 | C100 | C100 | C100 | C100 | C100 | A100 | A100 | A100 | |
| PVC | 1 | A100 | A100 | A100 | C70A30 | C100 | C100 | A100 | A100 |
| 7 | A100 | C80A20 | C100 | C100 | C100 | C100 | A100 | A100 | |
| 28 | A100 | C100 | C100 | C100 | C100 | C100 | A100 | A100 | |
| Substrate | Days | Paramater | SIL/EP Ratio (wt.-to-wt%) | ||
|---|---|---|---|---|---|
| 100/0 | 80/20 | 50/50 | |||
| PVC | 28 | σbreak [MPa] | 0.09 | 0.21 | 0.25 |
| ɛbreak [%] | 13 | 9 | 8 | ||
| Type of the fracture | A100 | C20A80 | C30A70 | ||
| Stainless steel | 28 | σbreak [MPa] | 1.42 | 5.5 | 6.2 |
| ɛbreak [%] | 124 | 14 | 10 | ||
| Type of the fracture | C100 | C100 | C100 | ||
| Wood (ash) | 28 | σbreak [MPa] | 1.6 | 4.3 | 4.7 |
| ɛbreak [%] | 210 | 30 | 15 | ||
| Type of the fracture | C100 | C100 | C100 | ||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Berzins, R.; Merijs-Meri, R.; Zicans, J. Comparison of Two-Component Silyl-Terminated Polyether/Epoxy Resin Model and Complete Systems and Evaluation of Their Mechanical, Rheological and Adhesive Properties. Polymers 2022, 14, 2421. https://doi.org/10.3390/polym14122421
Berzins R, Merijs-Meri R, Zicans J. Comparison of Two-Component Silyl-Terminated Polyether/Epoxy Resin Model and Complete Systems and Evaluation of Their Mechanical, Rheological and Adhesive Properties. Polymers. 2022; 14(12):2421. https://doi.org/10.3390/polym14122421
Chicago/Turabian StyleBerzins, Ritvars, Remo Merijs-Meri, and Janis Zicans. 2022. "Comparison of Two-Component Silyl-Terminated Polyether/Epoxy Resin Model and Complete Systems and Evaluation of Their Mechanical, Rheological and Adhesive Properties" Polymers 14, no. 12: 2421. https://doi.org/10.3390/polym14122421
APA StyleBerzins, R., Merijs-Meri, R., & Zicans, J. (2022). Comparison of Two-Component Silyl-Terminated Polyether/Epoxy Resin Model and Complete Systems and Evaluation of Their Mechanical, Rheological and Adhesive Properties. Polymers, 14(12), 2421. https://doi.org/10.3390/polym14122421