
Research and Development of High-Performance High-Damping Rubber Materials for High-Damping Rubber Isolation Bearings: A Review

Abstract
:1. Introduction
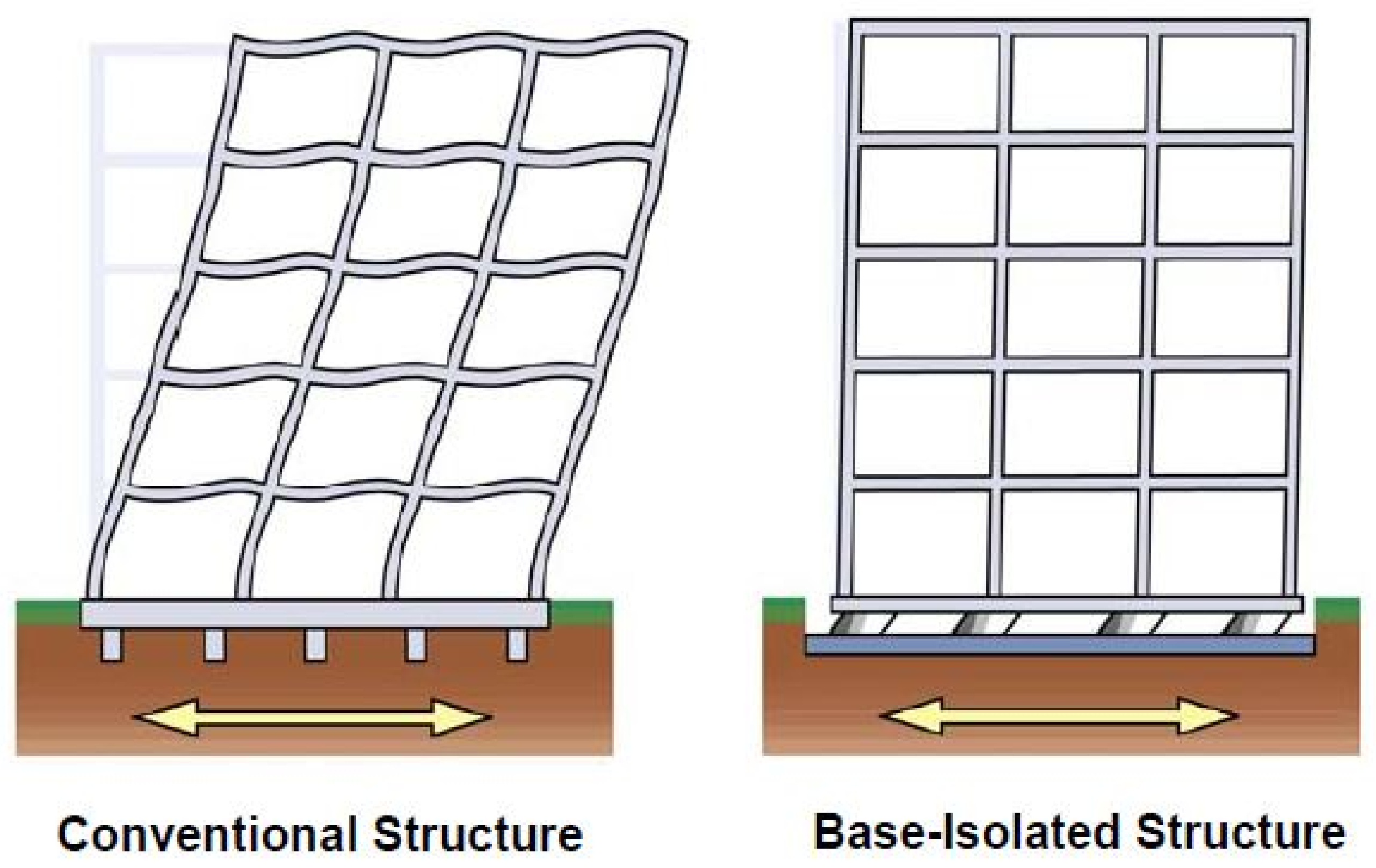
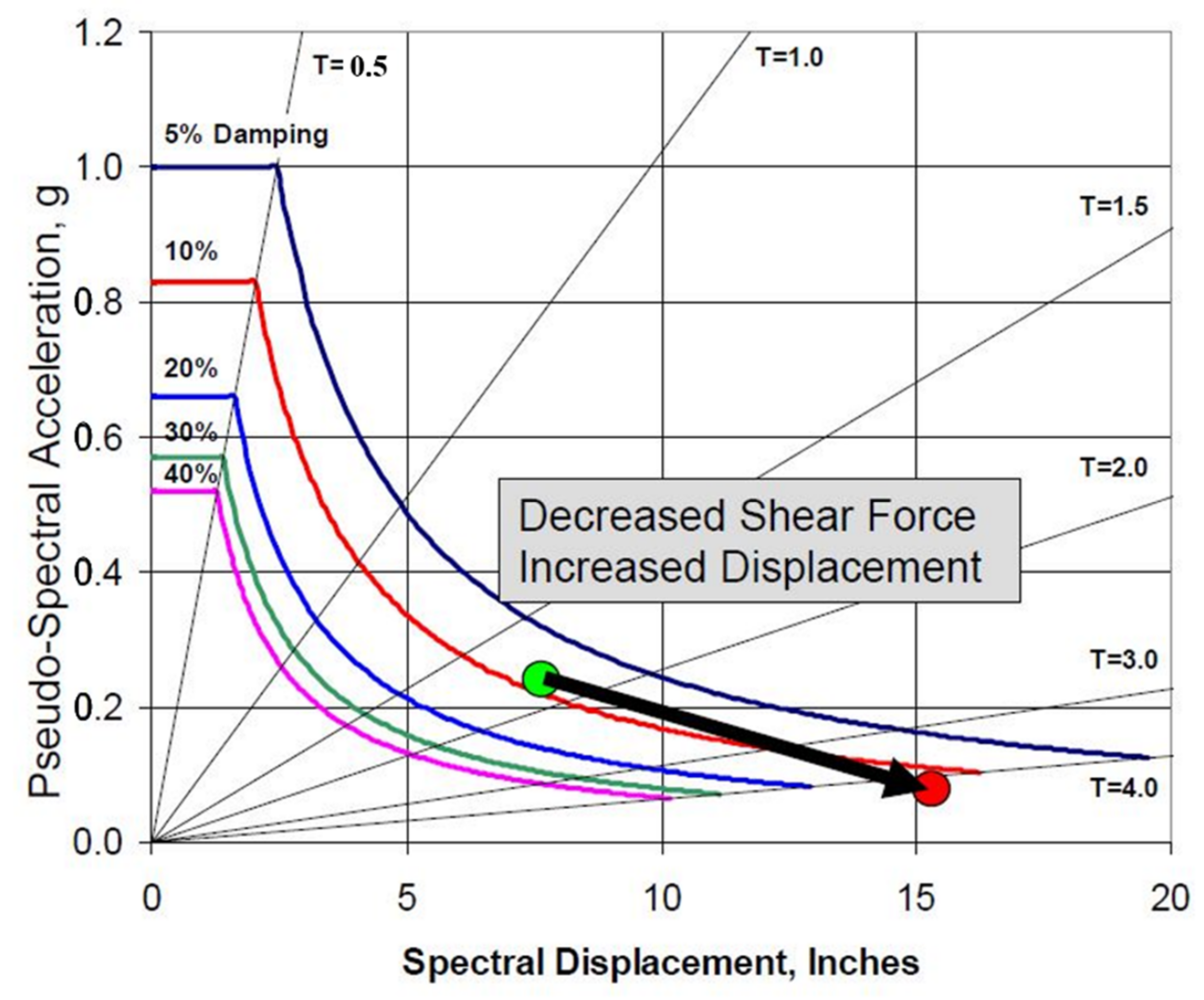
2. Seismic Isolation Technology
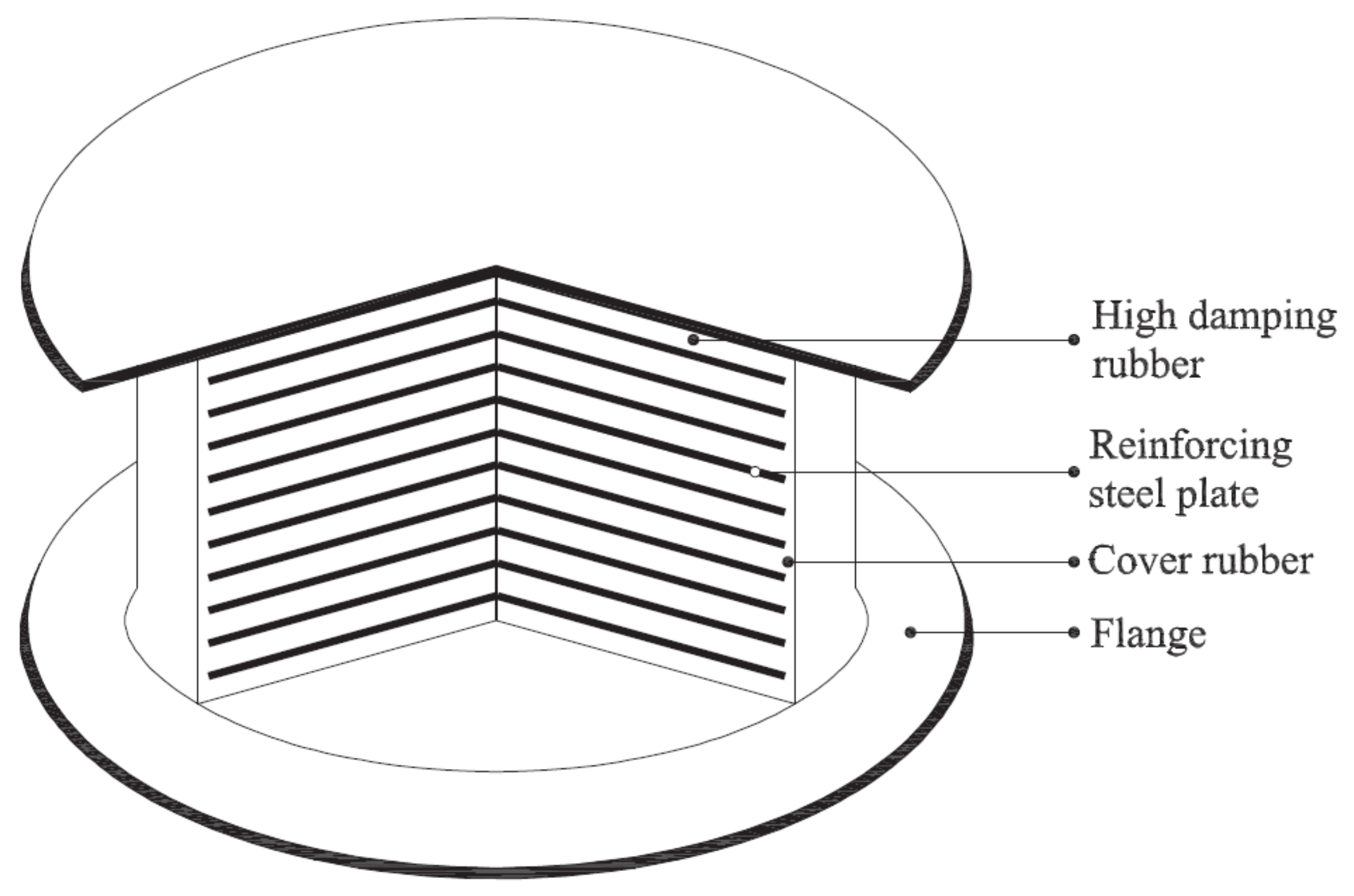
3. High-Damping Rubber Isolation Bearing
4. High-Damping Rubber Materials
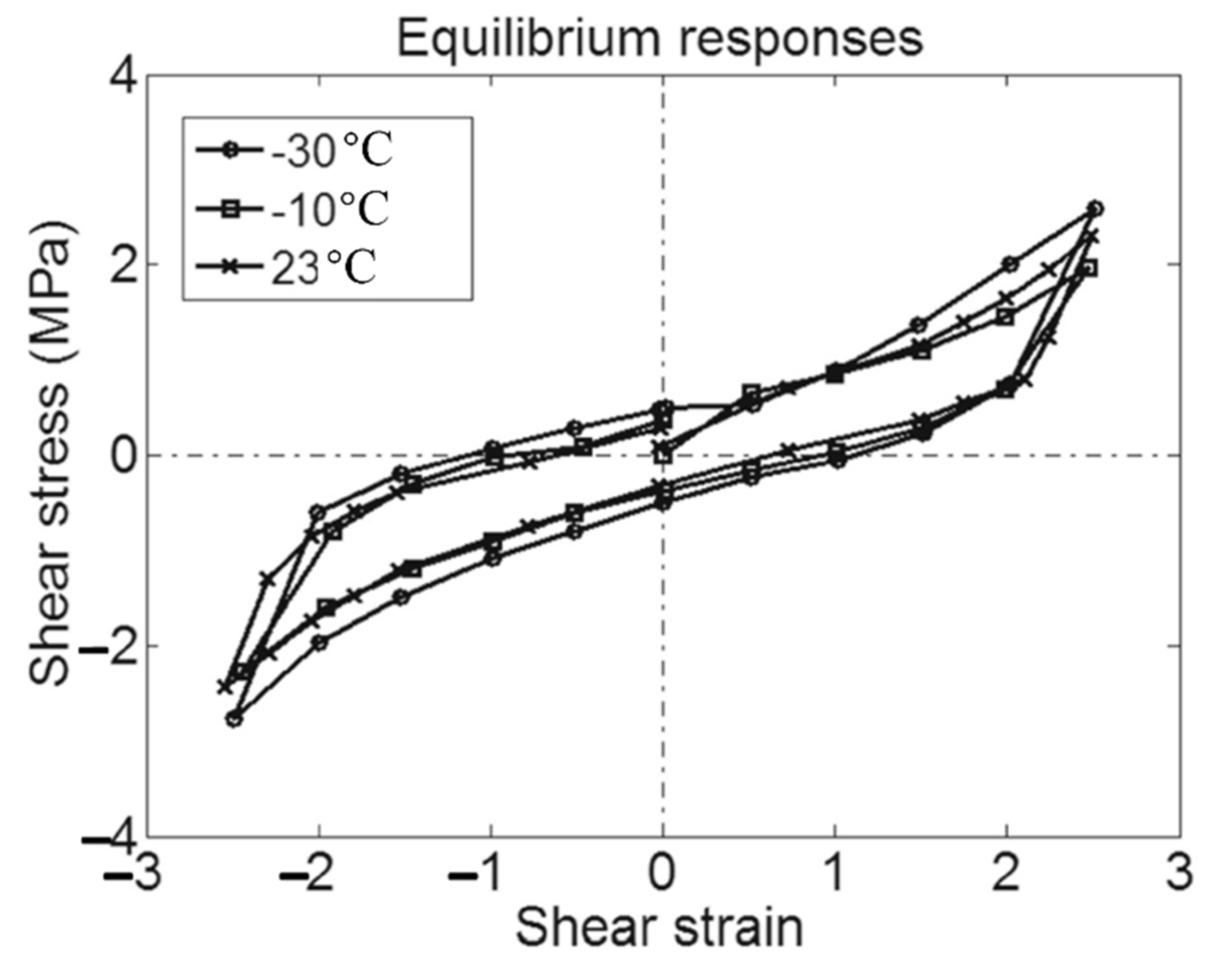
4.1. Damping Properties
4.2. Rubber Blending Technology
4.3. NBR Composites
4.4. ENR Composites
4.5. EPDM Composites
4.6. IIR, CIIR, and BIIR Composites
5. Vulcanization System
6. Filler Reinforcement System
7. Constitutive Models of High-Damping Rubber Materials
8. Analysis and Discussions
9. Conclusions and Perspectives
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ahmad, S.E.U.; Moin, K.; Khan, R.A. State-of-art-review: Latest advancements in seismic isolation of structures. Civ. Eng. Archit. 2022, 10, 567–583. [Google Scholar] [CrossRef]
- Buckle, I.G.; Mayes, R.L. Seismic isolation: History, application, and performance—A world view. Earthq. Spectra 1990, 6, 161–201. [Google Scholar] [CrossRef]
- Murota, N.; Mori, T. An experimental study on scale effect in dynamic shear properties of high-damping rubber bearings. Front. Built Environ. 2020, 6, 37. [Google Scholar] [CrossRef]
- Hu, Y.X.; Liu, S.C.; Dong, W.M. Earthquake Engineering, 1st ed.; Taylor & Francis: Abingdon, UK, 1996; ISBN 0-41-920590-X. [Google Scholar]
- Symans, M.D. Seismic Protective Systems: Seismic Isolation. Instructional Material Complementing FEMA 451. 2009. Available online: http://www.ce.memphis.edu/7119/PDFs/FEAM_Notes/Topic15-7-SeismicIsolationHandouts.pdf (accessed on 20 May 2022).
- Choun, Y.S.; Park, J.; Choi, I.K. Effects of mechanical property variability in lead rubber bearings on the response of seismic isolation system for different ground motions. Nucl. Eng. Technol. 2014, 46, 605–618. [Google Scholar] [CrossRef] [Green Version]
- Pecchillo, G. 3D Seismic Base Isolation of Large Structures Using Elastomeric Bearings. Master’s Thesis, Politecnico di Milano, Milano, Italy, 2019. Available online: https://www.politesi.polimi.it/bitstream/10589/146476/3/Tesi_Giulia_Pecchillo.pdf (accessed on 20 May 2022).
- Zhou, F.L. Vibration Control of Seismic Isolation for Engineering Structure; Seismology Press of China: Beijing, China, 1997. (In Chinese) [Google Scholar]
- Radmila, B.S.; Mihail, A.G.; Zoran, V.M. Response of lead-rubber bearing isolated structure. In Proceedings of the 14th World Conference on Earthquake Engineering, Beijing, China, 12–17 October 2008. [Google Scholar] [CrossRef]
- Hameed, A.; Koo, M.-S.; Do, T.D.; Jeong, J.-H. Effect of lead rubber bearing characteristics on the response of seismic-isolated bridges. KSCE J. Civ. Eng. 2008, 12, 187–196. [Google Scholar] [CrossRef]
- Bhuiyan, A.R.; Okui, Y.; Mitamura, H.; Imai, T. A rheology model of high damping rubber bearings for seismic analysis: Identification of nonlinear viscosity. Int. J. Solids Struct. 2009, 46, 1778–1792. [Google Scholar] [CrossRef]
- Bhuiyan, A.R.; Okui, Y. Mechanical characterization of laminated rubber bearings and their modeling approach. In Earthquake Engineering; Sezen, H., Ed.; IntechOpen: London, UK, 2012. [Google Scholar] [CrossRef] [Green Version]
- Markou, A.A.; Manolis, G.D. Mechanical models for shear behavior in high damping rubber bearings. Soil Dyn. Earthq. Eng. 2016, 90, 221–226. [Google Scholar] [CrossRef]
- Wei, W.; Tan, P.; Yuan, Y.; Zhu, H. Experimental and analytical investigation of the influence of compressive load on rate-dependent high-damping rubber bearings. Constr. Build. Mater. 2019, 200, 26–35. [Google Scholar] [CrossRef]
- Deringöl, A.H.; Güneyisi, E.M. Effect of using high damping rubber bearings for seismic isolation of the buildings. Int. J. Steel Struct. 2021, 21, 5. [Google Scholar] [CrossRef]
- Gu, Z.Y.; Lei, Y.H.; Qian, W.P.; Xiang, Z.R.; Hao, F.Z.; Wang, Y. An experimental study on the mechanical properties of a high damping rubber bearing with low shape factor. Appl. Sci. 2021, 11, 10059. [Google Scholar] [CrossRef]
- Sheikhi, J.; Fathi, M.; Rahnavard, R.; Napolitano, R. Numerical analysis of natural rubber bearing equipped with steel and shape memory alloys dampers. Structures 2021, 32, 1839–1855. [Google Scholar] [CrossRef]
- Sánchez, M.A.G.; Giraldo-Vásquez, D.H.; Sánchez, R.M. The effect of thermal ageing on the mechanical properties of natural rubber-based compounds used for rubber bearings. J. Eng. Technol. Sci. 2021, 53, 210310. [Google Scholar] [CrossRef]
- Li, A.Q.; Zhang, R.J.; Xu, G. Research progress on temperature dependence of rubber isolation bearings. J. Build. Struct. 2021, 42, 7. (In Chinese) [Google Scholar] [CrossRef]
- Shen, C.Y.; Zhou, F.L.; Cui, J.; Huang, X.Y.; Zhuang, X.Z.; Ma, Y.H. Dependency test research of mechanical performance of HDR and its parametric value analysis. J. Earthq. Eng. Eng. Vib. 2012, 32, 95–103. (In Chinese) [Google Scholar] [CrossRef]
- Dung, N.A.; Phong, L.T. Low Temperature Effect on Dynamic Mechanical Behavior of High Damping Rubber Bearings. In Modern Mechanics and Applications; Lecture Notes in Mechanical Engineering; Tien Khiem, N., Van Lien, T., Xuan Hung, N., Eds.; Springer: Singapore, 2020. [Google Scholar] [CrossRef]
- Tachibana, E.; Li, K. Temperature dependence of high damping rubber in base-isolated structures. In Eleventh World Conference on Earthquake Engineering; Paper No. 492; Elsevier Science Ltd.: Amsterdam, The Netherlands, 1996; ISBN 0-08-042822-3. [Google Scholar]
- Gillani, A. Development of Material Model Subroutines for Linear and Nonlinear Response of Elastomers. Master’s Thesis, The University of Western Ontario, London, ON, Canada, 2018. Available online: https://ir.lib.uwo.ca/etd/5837 (accessed on 20 May 2022).
- Yak, S. Advances in Interpenetrating Polymer Networks, Volume IV; Klempner, D., Frisch, K.C., Eds.; Technomic Publishing Company: Lancaster, PA, USA, 1994. [Google Scholar]
- Wei, X.L.; Huang, Q.D.; Gong, G.B.; Zhang, H.Q.; Xu, D.H.; Zhu, J.; Liang, T.; Li, J. Research progress of butyl rubber and halobutyl rubber damping materials. China Synth. Rubber Ind. 2021, 44, 145–149. (In Chinese) [Google Scholar] [CrossRef]
- JG/T-118-2018; Rubber Isolation Bearings for Buildings. Ministry of Housing and Urban-Rural Development: Beijing, China, 2018. (In Chinese)
- Lion, A. On the large deformation behavior of reinforced rubber at different temperatures. J. Mech. Phys. Solids 1997, 45, 1805–1834. [Google Scholar] [CrossRef]
- Mata, P.; Boroschek, R.; Barbat, A.H.; Oller, S. High Damping Rubber Model for Energy Dissipating Devices. J. Earthq. Eng. 2007, 11, 231–256. [Google Scholar] [CrossRef]
- Ding, G.F.; Fan, H.; Shi, Y.G.; Wang, X.Y.; Luo, S.K. Study on preparation technology and mechanical damping properties of high-performance CIIR compound damping materials. Mater. Rep. 2015, 29, 57–61. (In Chinese) [Google Scholar] [CrossRef]
- Silverstein, M.S. Interpenetrating polymer networks: So happy together? Polymer 2020, 207, 122929. [Google Scholar] [CrossRef]
- Lei, T.; Zhang, Y.W.; Kuang, D.L.; Yang, Y.R. Preparation and properties of rubber blends for high-damping isolation bearings. Polymers 2019, 11, 1374. [Google Scholar] [CrossRef] [Green Version]
- Zhao, X.Y.; Niu, K.J.; Xu, Y.; Peng, Z.; Jia, L.; Hui, D. Morphology and performance of NR/NBR/ENR ternary rubber composites. Compos. Part B 2016, 107, 106–112. [Google Scholar] [CrossRef]
- Kaliyathan, A.V.; Varghese, K.M.; Nair, A.S.; Thomas, S. Rubber-rubber blends: A critical review. Prog. Rubber Plast. Recycl. Technol. 2019, 36, 196–242. [Google Scholar] [CrossRef]
- Roland, C.M. Immiscible Rubber Blends. In Advances in Elastomers I. Advanced Structured Materials; Visakh, P., Thomas, S., Chandra, A., Mathew, A., Eds.; Springer: Berlin/Heidelberg, Germany, 2013; Volume 11. [Google Scholar] [CrossRef]
- De Arenaza, I.M.; Meaurio, E.; Sarasua, J.-R. Analysis of the miscibility of polymer blends through molecular dynamics simulations. In Polymerization; De Souza Gomes, A., Ed.; IntechOpen: London, UK, 2012. [Google Scholar] [CrossRef] [Green Version]
- Bartczak, Z.; Galeski, A. Mechanical Properties of Polymer Blends. In Polymer Blends Handbook; Utracki, L., Wilkie, C., Eds.; Springer: Dordrecht, The Netherlands, 2014. [Google Scholar] [CrossRef]
- Qiao, B.; Zhao, X.Y.; Yue, D.M.; Zhang, L.H.; Wu, S.Z. A combined experiment and molecular dynamics simulation study of hydrogen bonds and free volume in nitrile-butadiene rubber/hindered phenol damping mixtures. J. Mater. Chem. 2012, 22, 12339–12348. [Google Scholar] [CrossRef]
- Zhao, X.Y.; Xiang, P.; Tian, M.; Fong, H.; Jin, R.G.; Zhang, L.Q. Nitrile butadiene rubber/hindered phenol nanocomposites with improved strength and high damping performance. Polymer 2007, 48, 6056–6063. [Google Scholar] [CrossRef]
- Zhao, X.Y.; Yang, J.N.; Zhao, D.T.; Lu, Y.L.; Wang, W.C.; Zhang, L.Q.; Nishi, T. Natural rubber/nitrile butadiene rubber/hindered phenol composites with high-damping properties. Int. J. Smart Nano Mater. 2015, 6, 239–250. [Google Scholar] [CrossRef] [Green Version]
- Zhao, X.Y.; Zhang, G.; Lu, F.; Zhang, L.Q.; Wu, S.Z. Molecular-level insight of hindered phenol AO-70/nitrile-butadiene rubber damping composites through a combination of a molecular dynamics simulation and experimental method. RSC Adv. 2016, 6, 85994–86005. [Google Scholar] [CrossRef]
- Gelling, I.R. Modification of natural rubber latex with peracetic acid. Rubber Chem. Technol. 1985, 58, 86–96. [Google Scholar] [CrossRef]
- Davies, C.K.L.; Wolfe, S.V.; Gelling, I.R.; Thomas, A.G. Strain crystallization in random copolymers produced by epoxidation of cis 1,4-polyisoprene. Polymer 1983, 24, 107–113. [Google Scholar] [CrossRef]
- Gelling, I.R.; Morrison, N.J. Sulfur vulcanization and oxidative aging of epoxidized natural rubber. Rubber Chem. Technol. 1985, 58, 243–257. [Google Scholar] [CrossRef]
- Baker, C.S.L.; Gelling, I.R.; Newell, R. Epoxidized natural rubber. Rubber Chem. Technol. 1985, 58, 67–85. [Google Scholar] [CrossRef]
- Bibi, A.N.; Boscott, D.A.; Butt, T.; Lehrle, R.S. Improving the adhesion between rubber and nylon by either epoxidation of the rubber or chemical pre-treatment of the nylon. Eur. Polym. J. 1988, 24, 1127–1131. [Google Scholar] [CrossRef]
- Johnson, T.; Thomas, S. Nitrogen/oxygen permeability of natural rubber, epoxidized natural rubber and natural rubber/epoxidized natural rubber blends. Polymer 1999, 40, 3223–3228. [Google Scholar] [CrossRef]
- Zhang, Z.Y.; Hou, G.Y.; Shen, J.X.; Liu, J.; Gao, Y.Y.; Zhao, X.Y.; Zhang, L.Q. Designing the slide-ring polymer network with both good mechanical and damping properties via molecular dynamics simulation. Polymer 2018, 10, 964. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wang, W.C.; Zhao, D.T.; Yang, J.N.; Nishi, T.; Ito, K.; Zhao, X.Y.; Zhang, L.Q. Novel slide-ring material/natural rubber composites with high damping property. Sci. Rep. 2016, 6, 22810. [Google Scholar] [CrossRef]
- Mathai, A.E.; Thomas, S. Morphology, mechanical and viscoelastic properties of nitrile rubber/epoxidized natural rubber blends. J. Appl. Polym. Sci. 2005, 97, 1561–1573. [Google Scholar] [CrossRef]
- Mao, X.D.; Xu, S.A.; Wu, C.F. Dynamic mechanical properties of EPDM rubber blends. Polym.-Plast. Technol. Eng. 2008, 47, 209–214. [Google Scholar] [CrossRef]
- Xu, Z.Q. The Study on Stretching Orientation and Strain-Induced Crystallization of EPDM. Master’s Thesis, Beijing University of Chemical Technology, Beijing, China, 2012. (In Chinese). [Google Scholar]
- Milani, G.; Milani, F. Stretch-stress behavior of elastomeric seismic isolators with different rubber materials: Numerical insight. J. Eng. Mech. 2012, 138, 416–429. [Google Scholar] [CrossRef]
- Mayasari, H.E.; Wirapraja, A.Y.; Setyorini, I. The blending of NBR/EPDM with montmorillonite as compatibilizer: The effect of different accelerator. Maj. Kulit Karet Dan Plast. 2020, 36, 1–8. [Google Scholar] [CrossRef]
- Wang, A.; Vargas-Lara, F.; Younker, J.M.; Iyer, K.A.; Shull, K.R. Quantifying chemical composition and cross-link effects on EPDM elastomer viscoelasticity with molecular dynamics. Macromolecules 2021, 54, 6780–6789. [Google Scholar] [CrossRef]
- Lu, X.; Huang, R.L.; Li, H.M.; Long, J.; Jiang, Z.J. Preparation of an elastomer with broad damping temperature range based on EPDM/ENR blend. J. Elastomers Plast. 2017, 49, 758–773. [Google Scholar] [CrossRef]
- Li, J.C.; Zhang, H.S.; Zhao, X.Y.; Jiang, J.G.; Wu, Y.X.; Lu, Y.L.; Zhang, L.Q.; Nishi, T. Development of high damping natural rubber/butyl rubber composites compatibilized by isobutylene-isoprene block copolymer for isolation bearing. Express Polym. Lett. 2019, 13, 686–696. [Google Scholar] [CrossRef]
- Lu, X.; Li, X.J.; Tian, M. Preparation of high damping elastomer with broad temperature and frequency ranges based on ternary rubber blends. Polym. Adv. Technol. 2014, 25, 21–28. [Google Scholar] [CrossRef]
- Liang, J.Y.; Chang, S.Q.; Feng, N. Effect of C5 petroleum resin content on damping behavior, morphology, and mechanical properties of BIIR/BR vulcanizates. J. Appl. Polym. Sci. 2013, 130, 510–515. [Google Scholar] [CrossRef]
- Lu, X.; Li, X.J. Broad temperature and frequency range damping materials based on epoxidized natural rubber. J. Elastomers Plast. 2014, 46, 84–95. [Google Scholar] [CrossRef]
- ExxonMobil Chemical. Model Vulcanization Systems for Butyl Rubber and Halobutyl Rubber, Application Bulletin; ExxonMobil Chemical Company: Spring, TX, USA, 2014. [Google Scholar]
- Kruželák, J.; Hudec, I. Vulcanization systems for rubber compounds based on IIR and halogenated IIR: An overview. Rubber Chem. Technol. 2018, 91, 167–183. [Google Scholar] [CrossRef]
- Thaptong, P.; Sirisinha, C.; Thepsuwan, U.; Sae-Oui, P. Properties of natural rubber reinforced by carbon black-based hybrid fillers. Polym.-Plast. Technol. Eng. 2014, 53, 818–823. [Google Scholar] [CrossRef]
- Ginic-Markovic, M.; Dutta, N.K.; Dimopoulos, M.; Choudhury, N.R.; Matisons, J.G. Viscoelastic behaviour of filled, and unfilled, EPDM elastomer. Thermochim. Acta 2000, 357–358, 211–216. [Google Scholar] [CrossRef]
- Pan, L.; Tan, J.Z.; Fan, L.F.; Han, X.M. Effect of carbon black reinforcing fillers on mechanical properties of NBR materials used for the progressing cavity pump. Appl. Mech. Mater. 2015, 750, 339–344. [Google Scholar] [CrossRef]
- Roy, K.; Debnath, S.C.; Potiyaraj, P. A critical review on the utilization of various reinforcement modifiers in filled rubber composites. J. Elastomers Plast. 2019, 52, 167–193. [Google Scholar] [CrossRef]
- Sui, G.; Zhong, W.H.; Yang, X.P.; Yu, Y.H.; Zhao, S.H. Preparation and properties of natural rubber composites reinforced with pretreated carbon nanotubes. Polym. Adv. Technol. 2008, 19, 1543–1549. [Google Scholar] [CrossRef]
- Roy, K.; Debnath, S.C.; Pongwisuthiruchte, A.; Potiyaraj, P. Recent advances of natural fibers based green rubber composites: Properties, current status, and future perspectives. J. Appl. Polym. Sci. 2021, 138, e50866. [Google Scholar] [CrossRef]
- Nah, C.; Lim, J.Y.; Cho, B.H.; Hong, C.K.; Gent, A.N. Reinforcing rubber with carbon nanotubes. J. Appl. Polym. Sci. 2010, 118, 1574–1581. [Google Scholar] [CrossRef]
- Mensah, B.; Kim, H.G.; Lee, J.-H.; Arepalli, S.; Nah, C. Carbon nanotube-reinforced elastomeric nanocomposites: A review. Int. J. Smart Nano Mater. 2015, 6, 211–238. [Google Scholar] [CrossRef]
- Azira, A.A.; Hassim, D.H.A.I.; Verasamy, D.; Suriani, A.B.; Rusop, M. Properties of natural rubber nanocomposites reinforced with carbon nanotubes. Adv. Mater. Res. 2015, 1109, 195–199. [Google Scholar] [CrossRef]
- Ji, G.F. Nanoclay Reinforced Polymer Composite and Its Application to Hybrid Composite Structures. Master’s Thesis, Louisiana State University, Baton Rouge, LA, USA, 2008. Available online: https://digitalcommons.lsu.edu/gradschool_theses/1285 (accessed on 20 May 2022).
- Praveen, S.; Chattopadhyay, P.K.; Albert, P.; Dalvi, V.G.; Chakraborty, B.C.; Chattopadhyay, S. Synergistic effect of carbon black and nanoclay fillers in styrene butadiene rubber matrix: Development of dual structure. Compos. Part A Appl. Sci. Manuf. 2009, 40, 309–316. [Google Scholar] [CrossRef]
- Chan, M.-L.; Lau, K.-T.; Wong, T.-T.; Ho, M.-P.; Hui, D. Mechanism of reinforcement in a nanoclay/polymer composite. Compos. Part B 2011, 42, 1708–1712. [Google Scholar] [CrossRef]
- Chen, Y.; Peng, Z.; Kong, L.X.; Huang, M.F.; Li, P.W. Natural rubber nanocomposite reinforced with nano silica. Polym. Eng. Sci. 2008, 48, 1674–1677. [Google Scholar] [CrossRef]
- Chelli, A.; Hemmouche, L.; Ait-Sadi, H.; Trache, D.; Benziane, M.; Ait-Sadi, R. The effect of silica nanofiller on the physical and thermal characteristics of rubber-based composites. Int. Polym. Process. 2021, 36, 60–68. [Google Scholar] [CrossRef]
- Vishvanathperumal, S.; Anand, G. Effect of nanosilica on the mechanical properties, compression set, morphology, abrasion and swelling resistance of sulphur cured EPDM/SBR composites. Silicon 2022, 14, 3523–3534. [Google Scholar] [CrossRef]
- Lin, G.; Tian, M.; Lu, Y.L.; Zhang, X.J.; Zhang, L.Q. Morphology, antimicrobial and mechanical properties of nano-TiO2/rubber composites prepared by direct blending. Polym. J. 2006, 38, 498–502. [Google Scholar] [CrossRef] [Green Version]
- Hayeemasae, N.; Rathnayake, W.G.I.U.; Ismail, H. Nano-sized TiO2-reinforced natural rubber composites prepared by latex compounding method. J. Vinyl Addit. Technol. 2015, 23, 200–209. [Google Scholar] [CrossRef]
- Cazan, C.; Enesca, A.; Andronic, L. Synergic effect of TiO2 filler on the mechanical properties of polymer nanocomposites. Polymers 2021, 13, 2017. [Google Scholar] [CrossRef] [PubMed]
- Khan, I.; Bhat, A.H. Micro and nano calcium carbonate filled natural rubber composites and nanocomposites. In Natural Rubber Materials; RSC Polymer Chemistry Series No. 8; Composites and Nanocomposites; The Royal Society of Chemistry: London, UK, 2014; Volume 2. [Google Scholar] [CrossRef]
- Fang, Q.H.; Song, B.; Tee, T.-T.; Sin, L.T.; Hui, D.; Bee, S.-T. Investigation of dynamic characteristics of nano-size calcium carbonate added in natural rubber vulcanizate. Compos. Part B Eng. 2014, 60, 561–567. [Google Scholar] [CrossRef]
- Umunakwe, R.; Oyetunji, A.; Adewuyi, B.O.; Eze, W.U.; Nwigwe, U.S.; Umunakwe, I.J. Mechanical properties and microstructure of hybrid vulcanized natural rubber filled with carbon black and Nano-CaCO3 from achatina achatina shells. J. Met. Mater. Miner. 2019, 29, 80–89. [Google Scholar] [CrossRef]
- Boland, C.S.; Khan, U.; Backes, C.; O’Neill, A.; McCauley, J.; Duane, S.; Shanker, R.; Liu, Y.; Jurewicz, I.; Dalton, A.B.; et al. Sensitive, high-strain, high-rate bodily motion sensors based on graphene-rubber composites. ACS Nano 2014, 8, 8819–8830. [Google Scholar] [CrossRef]
- Wei, J.; Jacob, S.; Qiu, J. Graphene oxide-integrated high-temperature durable fluoroelastomer for petroleum oil sealing. Compos. Sci. Technol. 2014, 92, 126–133. [Google Scholar] [CrossRef]
- Srivastava, S.K.; Mishra, Y.K. Nanocarbon reinforced rubber nanocomposites: Detailed insights about mechanical, dynamical mechanical properties, Payne, and Mullin effects. Nanomaterials 2018, 8, 945. [Google Scholar] [CrossRef] [Green Version]
- Wu, J.R.; Xing, W.; Huang, G.S.; Li, H.; Tang, M.Z.; Wu, S.D.; Liu, Y.F. Vulcanization kinetics of graphene/natural rubber nanocomposites. Polymer 2013, 54, 3314–3323. [Google Scholar] [CrossRef]
- Tang, M.Z.; Xing, W.; Wu, J.R.; Huang, G.S.; Li, H.; Wu, S.D. Vulcanization kinetics of graphene/styrene butadiene rubber nanocomposites. Chin. J. Polym. Sci. 2014, 32, 658–666. [Google Scholar] [CrossRef]
- Li, H.Y.; Yang, L.; Weng, G.S.; Xing, W.; Wu, J.R.; Huang, G.S. Toughening rubbers with a hybrid filler network of graphene and carbon nanotubes. J. Mater. Chem. A 2015, 3, 22385–22392. [Google Scholar] [CrossRef]
- Yang, Z.J.; Liu, J.; Liao, R.J.; Yang, G.W.; Wu, X.H.; Tang, Z.H.; Guo, B.C.; Zhang, L.Q.; Ma, Y.; Nie, Q.H.; et al. Rational design of covalent interfaces for graphene/elastomer nanocomposites. Compos. Sci. Technol. 2016, 132, 68–75. [Google Scholar] [CrossRef]
- Dong, B.; Zhang, L.Q.; Wu, Y.P. Influences of different dimensional carbon-based nanofillers on fracture and fatigue resistance of natural rubber composites. Polym. Test. 2017, 63, 281–288. [Google Scholar] [CrossRef]
- Thomas, B.; Maria, H.J.; George, G.; Thomas, S.; Unnikrishnan, N.V. A novel green approach for the preparation of high performance nitrile butadiene rubber-pristine graphene nanocomposites. Compos. Part B 2019, 175, 107174. [Google Scholar] [CrossRef]
- Liu, X.; Wang, L.Y.; Zhao, L.F.; He, H.F.; Shao, X.Y.; Fang, G.B.; Wan, Z.G.; Zeng, R.C. Research progress of graphene-based rubber nanocomposites. Polym. Compos. 2016, 39, 1006–1022. [Google Scholar] [CrossRef]
- Zhang, H.; Xing, W.; Li, H.Y.; Xie, Z.T.; Huang, G.S.; Wu, J.R. Fundamental researches on graphene/rubber nanocomposites. Adv. Ind. Eng. Polym. Res. 2019, 2, 32–41. [Google Scholar] [CrossRef]
- Paran, S.M.R.; Naderi, G.; Javadi, F.; Shemshadi, R.; Saeb, M.R. Experimental and theoretical analyses on mechanical properties and stiffness of hybrid graphene/graphene oxide reinforced EPDM/NBR nanocomposites. Mater. Today Commun. 2019, 22, 100763. [Google Scholar] [CrossRef]
- Mensah, B.; Kang, S.I.; Wang, W.; Nah, C. Effect of graphene on polar and nonpolar rubber matrices. Mech. Adv. Mater. Mod. Process. 2018, 4, 1. [Google Scholar] [CrossRef] [Green Version]
- Song, M.; Yue, X.L.; Chang, C.K.; Cao, F.Y.; Yu, G.M.; Wang, X.J. Investigation of the compatibility and damping performance of graphene oxide grafted antioxidant/nitrile-butadiene rubber composite: Insights from experiment and molecular simulation. Polymers 2022, 14, 736. [Google Scholar] [CrossRef]
- She, X.D.; He, C.Z.; Peng, Z.; Kong, L.X. Molecular-level dispersion of graphene into epoxidized natural rubber: Morphology, interfacial interaction and mechanical reinforcement. Polymer 2014, 55, 6803–6810. [Google Scholar] [CrossRef]
- Mooney, M. A theory of large elastic deformation. J. Appl. Phys. 1940, 11, 582–592. [Google Scholar] [CrossRef]
- Rivlin, R.S. Large elastic deformations of isotropic materials I. fundamental concepts. Philos. Trans. R. Soc. A 1948, 240, 459–490. [Google Scholar] [CrossRef]
- Rivlin, R.S. Large elastic deformations of isotropic materials IV. further developments of the general theory. Philos. Trans. R. Soc. A 1948, 241, 379–397. [Google Scholar] [CrossRef]
- Ogden, R.W. Large deformation isotropic elasticity-on the correlation of theory and experiment for incompressible rubberlike solids. Proc. R. Soc. Lond. Ser. A 1972, 326, 565–584. [Google Scholar] [CrossRef]
- Sidoroff, F. Un modèle viscoélastique non linéaire avec configuration intermédiaire. J. Mec. 1974, 13, 679–713. [Google Scholar]
- Yeoh, O.H. Some forms of the strain energy function for rubber. Rubber Chem. Technol. 1993, 66, 754–771. [Google Scholar] [CrossRef]
- Gent, A.N. A new constitutive relation for rubber. Rubber Chem. Technol. 1996, 69, 59–61. [Google Scholar] [CrossRef]
- Lion, A. A constitutive model for carbon black filled rubber: Experimental investigations and mathematical representation. Contin. Mech. Thermodyn. 1996, 8, 153–169. [Google Scholar] [CrossRef]
- Reese, S.; Govindjee, S. A theory of finite viscoelasticity and numerical aspects. Int. J. Solids Struct. 1998, 35, 3455–3482. [Google Scholar] [CrossRef]
- Treloar, L.R.G. Stress-strain data for vulcanised rubber under various types of deformation. Trans. Faraday Soc. 1944, 40, 59–70. [Google Scholar] [CrossRef]
- Arruda, E.M.; Boyce, M.C. A three-dimensional constitutive model for the large stretch behavior of rubber elastic materials. J. Mech. Phys. Solids 1993, 41, 389–412. [Google Scholar] [CrossRef] [Green Version]
- Bergström, J.S.; Boyce, M.C. Constitutive modeling of the large strain time-dependent behavior of elastomers. J. Mech. Phys. Solids 1998, 46, 931–954. [Google Scholar] [CrossRef]
- Davidson, J.D.; Goulbourne, N.C. A nonaffine network model for elastomers undergoing finite deformations. J. Mech. Phys. Solids 2013, 61, 1784–1797. [Google Scholar] [CrossRef]
- Li, Y.; Tang, S.; Kröger, M.; Liu, W.K. Molecular simulation guided constitutive modeling on finite strain viscoelasticity of elastomers. J. Mech. Phys. Solids 2016, 88, 204–226. [Google Scholar] [CrossRef] [Green Version]
- Lion, A. A physically based method to represent the thermo-mechanical behaviour of elastomers. Acta Mech. 1997, 123, 1–25. [Google Scholar] [CrossRef]
- Fu, X.T.; Wang, Z.P.; Ma, L.X.; Zou, Z.X.; Zhang, Q.L.; Guan, X.X. Temperature-dependence of rubber hyperelasticity based on the eight-chain model. Polymers 2020, 12, 932. [Google Scholar] [CrossRef] [Green Version]
- Fu, X.T.; Wang, Z.P.; Ma, L.X. Ability of constitutive models to characterize the temperature dependence of rubber hyperelasticity and to predict the stress-strain behavior of filled rubber under different deformation states. Polymers 2021, 13, 369. [Google Scholar] [CrossRef]







































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Loadings of AO-80 | ||||
|---|---|---|---|---|---|
| 0 phr | 20 phr | 40 phr | 60 phr | 100 phr | |
| Hardness (Shore A) | 59 | 57 | 63 | 75 | 88 |
| Tensile strength (MPa) | 3.1 | 10.9 | 16.0 | 17.3 | 15.0 |
| Elongation at break (%) | 373 | 536 | 608 | 703 | 653 |
| Permanent set (%) | 4 | 4 | 6 | 6 | 8 |
| Test | NR/ENR/SR (90/10/40) | NR/ENR/SR (80/20/40) | NR/ENR/SR (70/30/40) |
|---|---|---|---|
| Tensile Modulus at 100% strain (MPa) | 0.39 ± 0.03 | 0.41 ± 0.03 | 0.38 ± 0.03 |
| Tensile Modulus at 300% strain (MPa) | 0.96 ± 0.05 | 1.00 ± 0.05 | 0.95 ± 0.07 |
| Tensile strength (MPa) | 13.2 ± 0.37 | 13.3 ± 0.33 | 12.9 ± 0.35 |
| Elongation at break (%) | 782 ± 5.23 | 788 ± 5.46 | 773 ± 5.44 |
| Hardness | 29 ± 0.48 | 30 ± 0.39 | 31 ± 0.40 |
| Sample | Tensile Strength (MPa) | Young’s Modulus (MPa) | Elongation at Break (%) |
|---|---|---|---|
| NBR | 4 | 3.9 | 337.0 |
| NBR-GO-0.1 | 7.7 (92.5%) | 13.2 (238.5%) | 567.0 (68.2%) |
| NBR-GO-0.5 | 5.6 (40%) | 16.8 (330.8%) | 454.0 (34.7%) |
| NBR-GO-1 | 6.1 (52.5%) | 19.7 (405.1%) | 454.0 (34.7%) |
| EPDM | 1.9 | 9.9 | 158.0 |
| EPDM-GO-0.1 | 2.1 (10.5%) | 15.5 (56.6%) | 159.0 (0.6%) |
| EPDM-GO-0.5 | 2.2 (15.8%) | 18.9 (90.9%) | 175.0 (10.8%) |
| EPDM-GO-1 | 2.5 (31.6%) | 23.3 (135.4%) | 163.0 (3.2%) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, B.; Dai, J.; Song, T.; Guan, Q. Research and Development of High-Performance High-Damping Rubber Materials for High-Damping Rubber Isolation Bearings: A Review. Polymers 2022, 14, 2427. https://doi.org/10.3390/polym14122427
Chen B, Dai J, Song T, Guan Q. Research and Development of High-Performance High-Damping Rubber Materials for High-Damping Rubber Isolation Bearings: A Review. Polymers. 2022; 14(12):2427. https://doi.org/10.3390/polym14122427
Chicago/Turabian StyleChen, Bowen, Junwu Dai, Tingsu Song, and Qingsong Guan. 2022. "Research and Development of High-Performance High-Damping Rubber Materials for High-Damping Rubber Isolation Bearings: A Review" Polymers 14, no. 12: 2427. https://doi.org/10.3390/polym14122427
APA StyleChen, B., Dai, J., Song, T., & Guan, Q. (2022). Research and Development of High-Performance High-Damping Rubber Materials for High-Damping Rubber Isolation Bearings: A Review. Polymers, 14(12), 2427. https://doi.org/10.3390/polym14122427