
Some Mechanical Properties of Composite Materials with Chopped Wheat Straw Reinforcer and Hybrid Matrix




Abstract
:1. Introduction
2. Materials and Equipment Used
2.1. Resins Used
- -
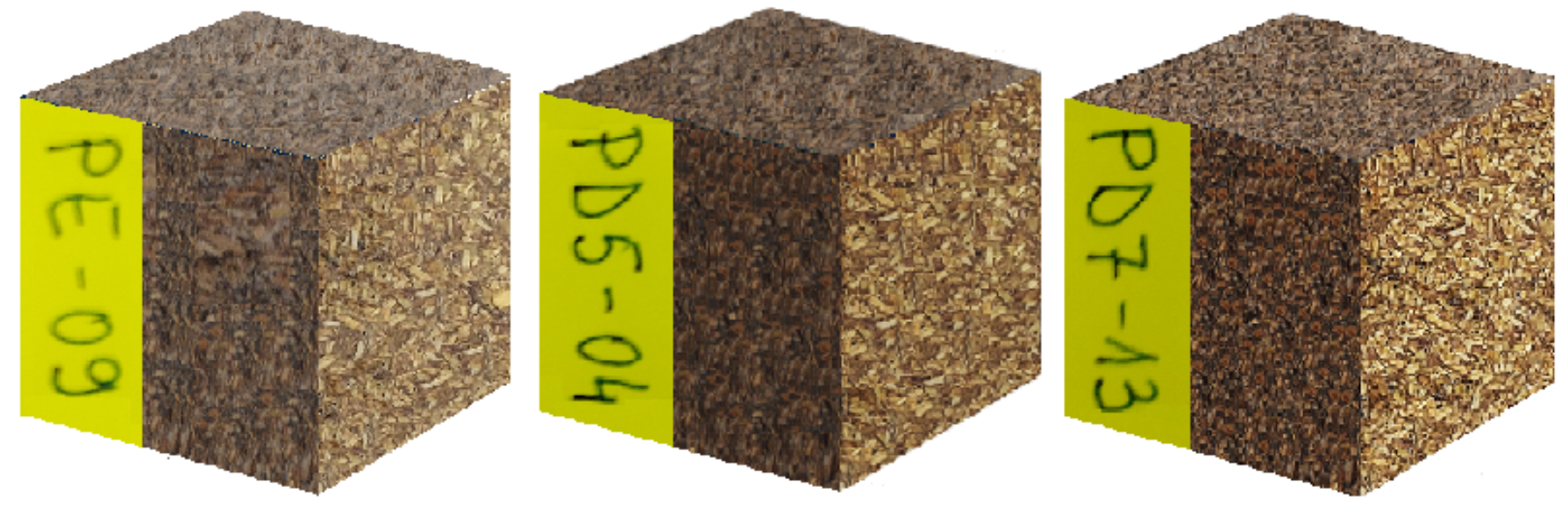
- Resoltech 1050 epoxy resin and the corresponding Resoltech 1055 hardener, the technical data of which can be found on the manufacturer’s website (see [53]); this resin will be abbreviated E;
- -
- Hybrid resin with a volume ratio of 50% natural Dammar and 50% Resoltech 1050 epoxy resin with the corresponding hardener; this resin will be abbreviated D5;
- -
- Hybrid resin with a volume ratio of 70% natural Dammar and 30% epoxy resin of the Resoltech 1050 type with the corresponding hardener; this resin will be abbreviated D7.
- -
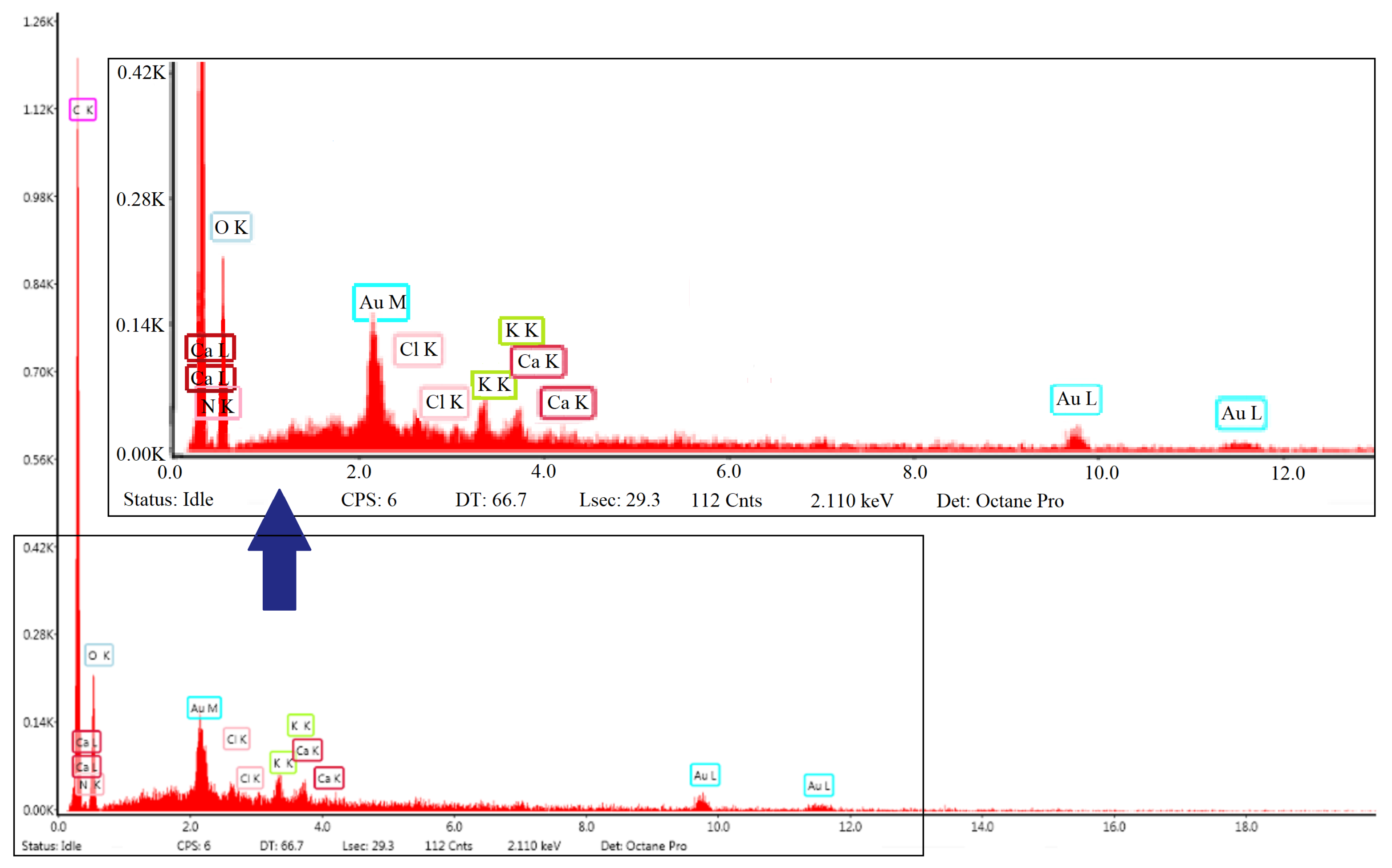
- Field emission gun (FEG), with a resolution of 1.2 mm and energy dispersive X-ray spectrometer (EDS), with a MnK resolution of 133 eV;
- -
- EDAX chemical micro-composition analyzer and its related software for performing local micro-composition analyses.
2.2. Tensile Test
2.3. Water Absorption
2.4. Vibration Behavior
2.5. Compressive Test
2.6. Flexural Test
3. Results and Discussions
3.1. The Chemical Composition of the Resins Used
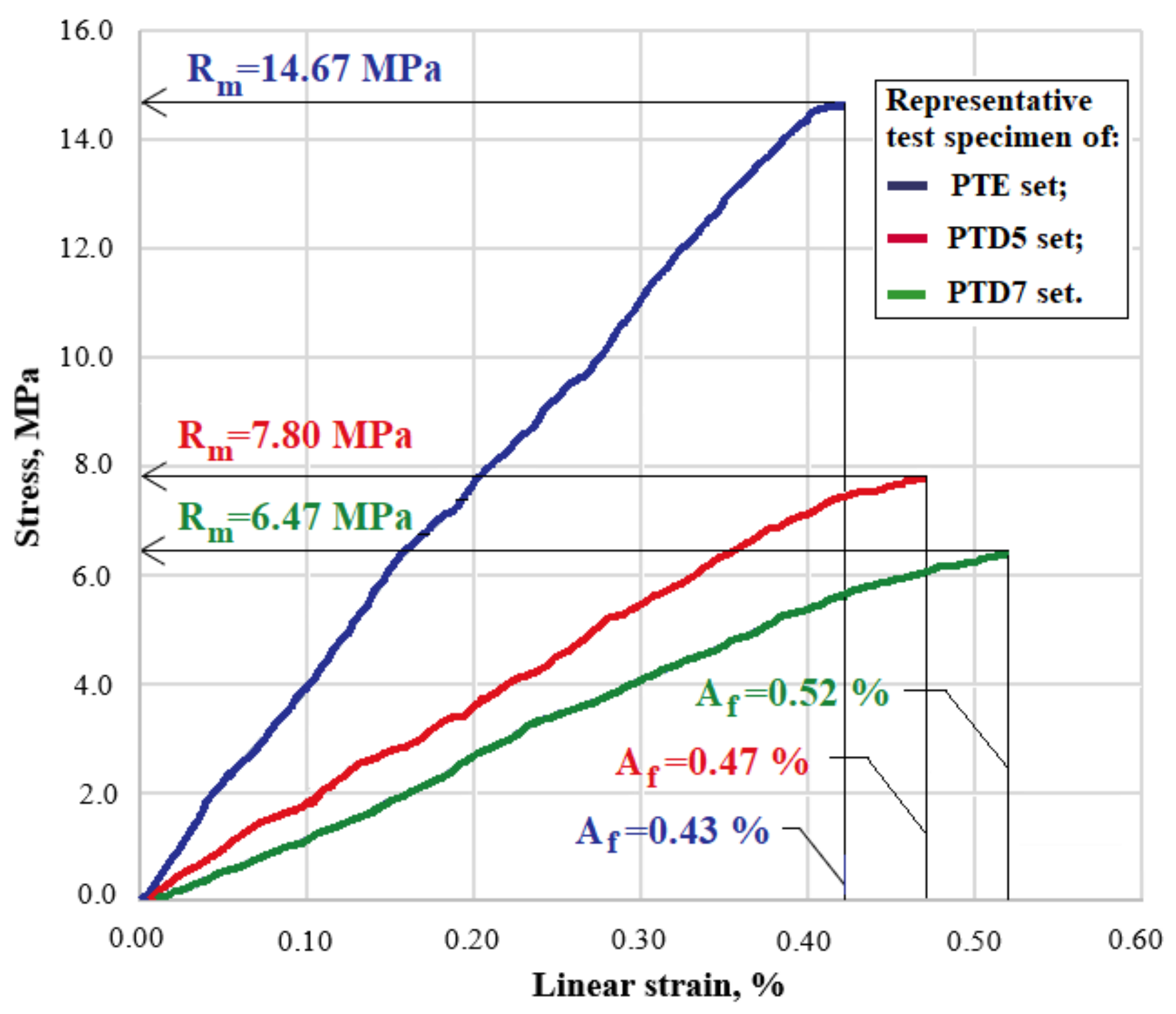
3.2. Traction Load
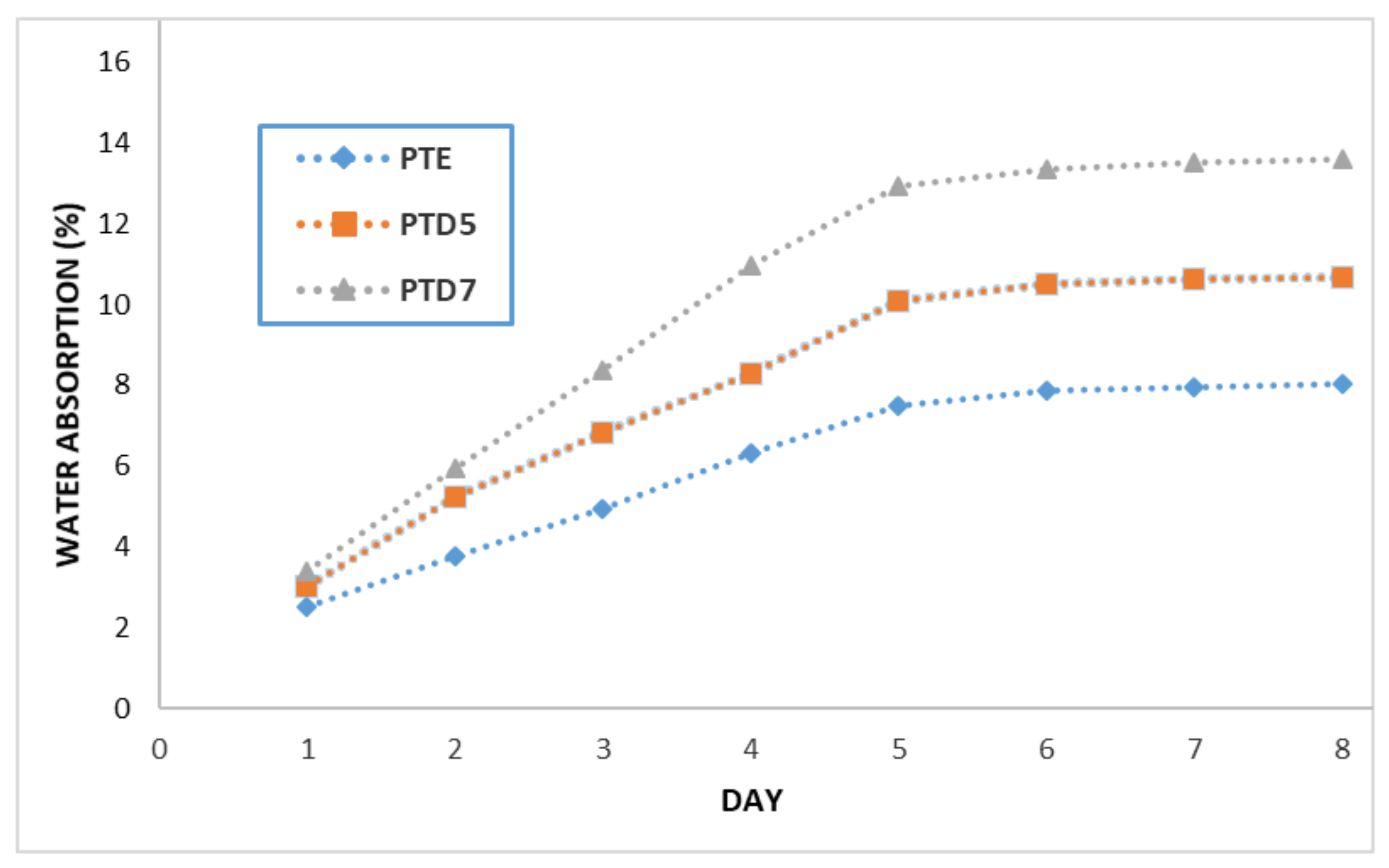
3.3. Water Absorption
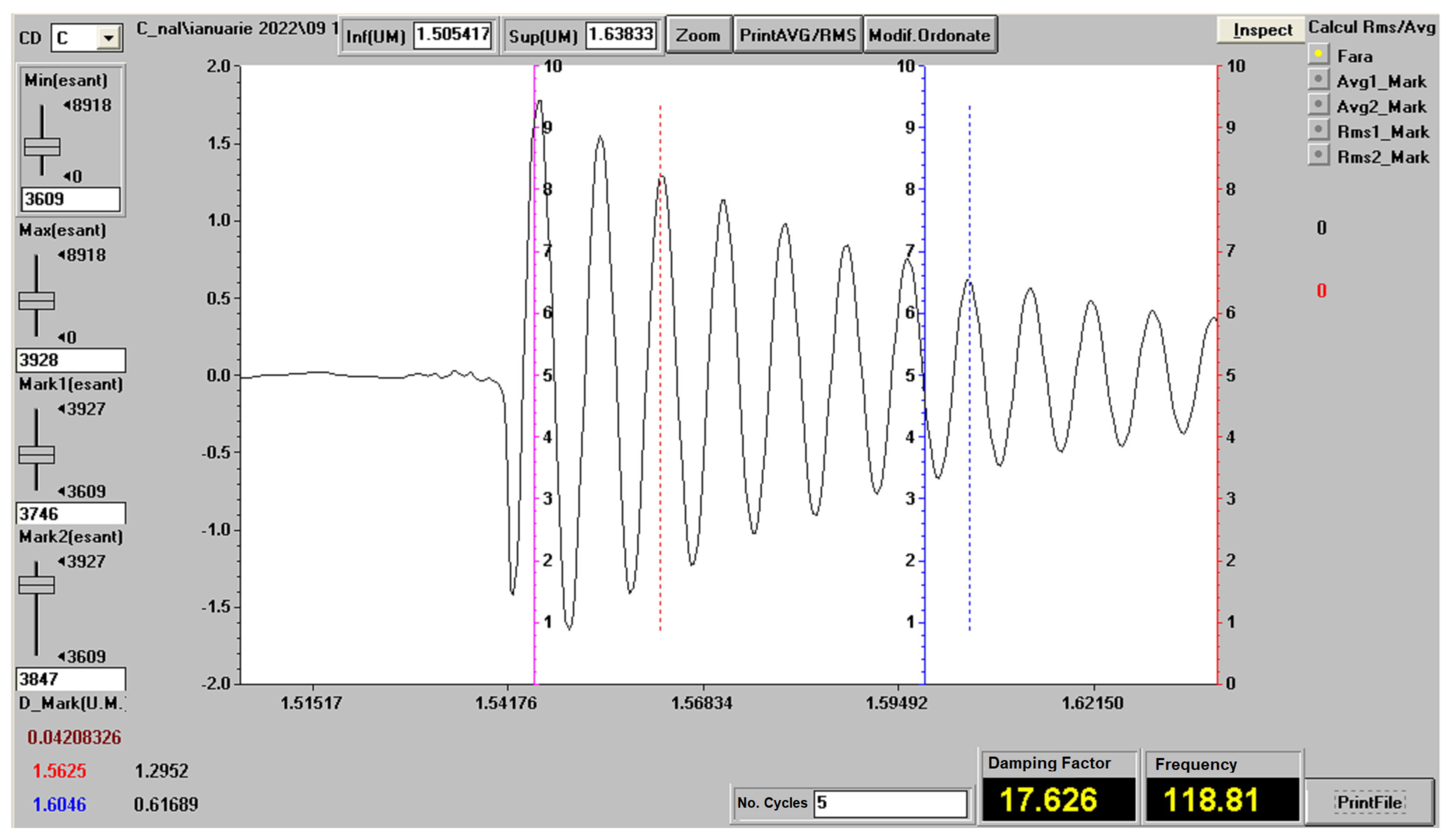
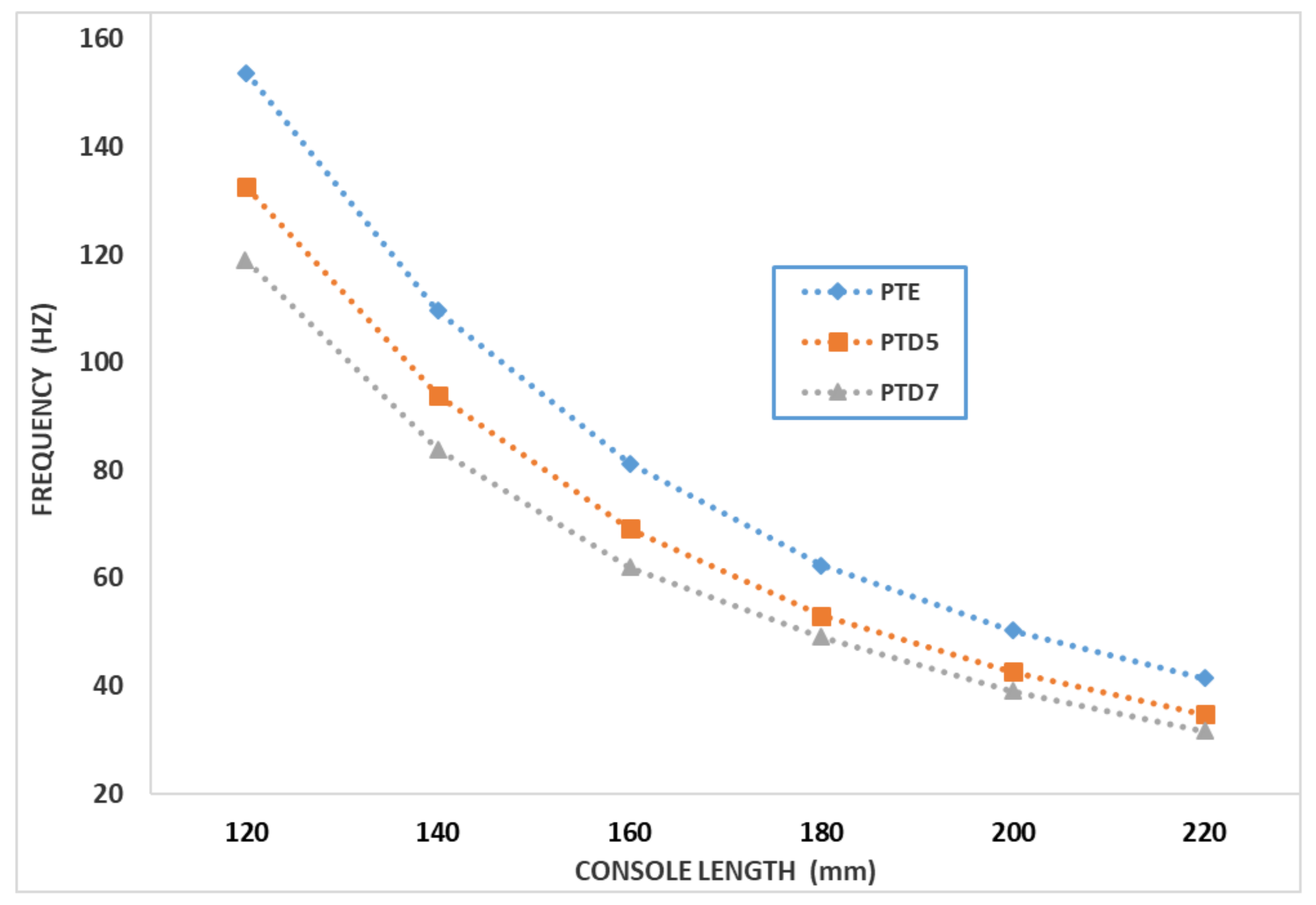
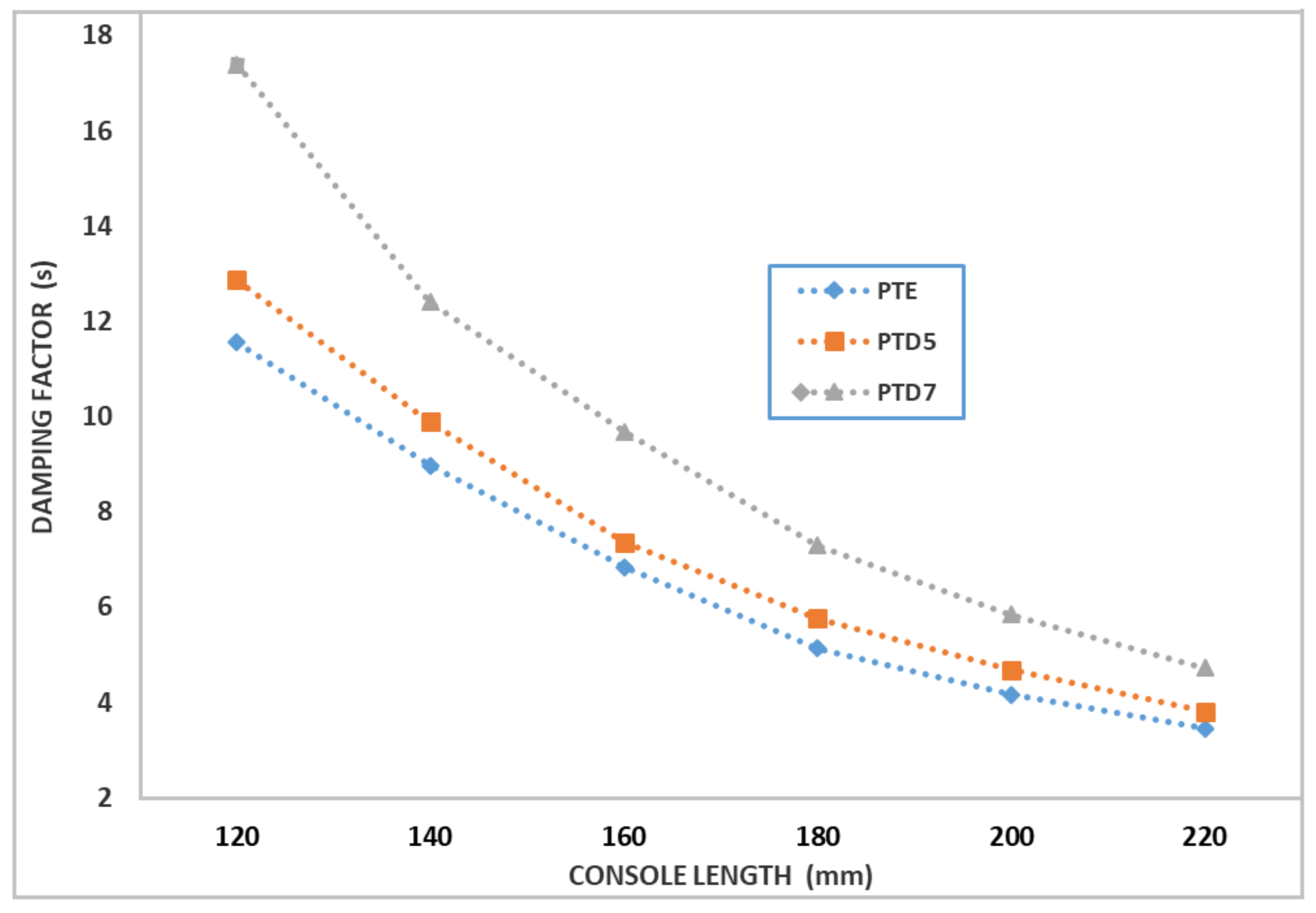
3.4. Vibration Behavior
- -
- for composite PTE;
- -
- for composite PTD5;
- -
- for composite PTD7.
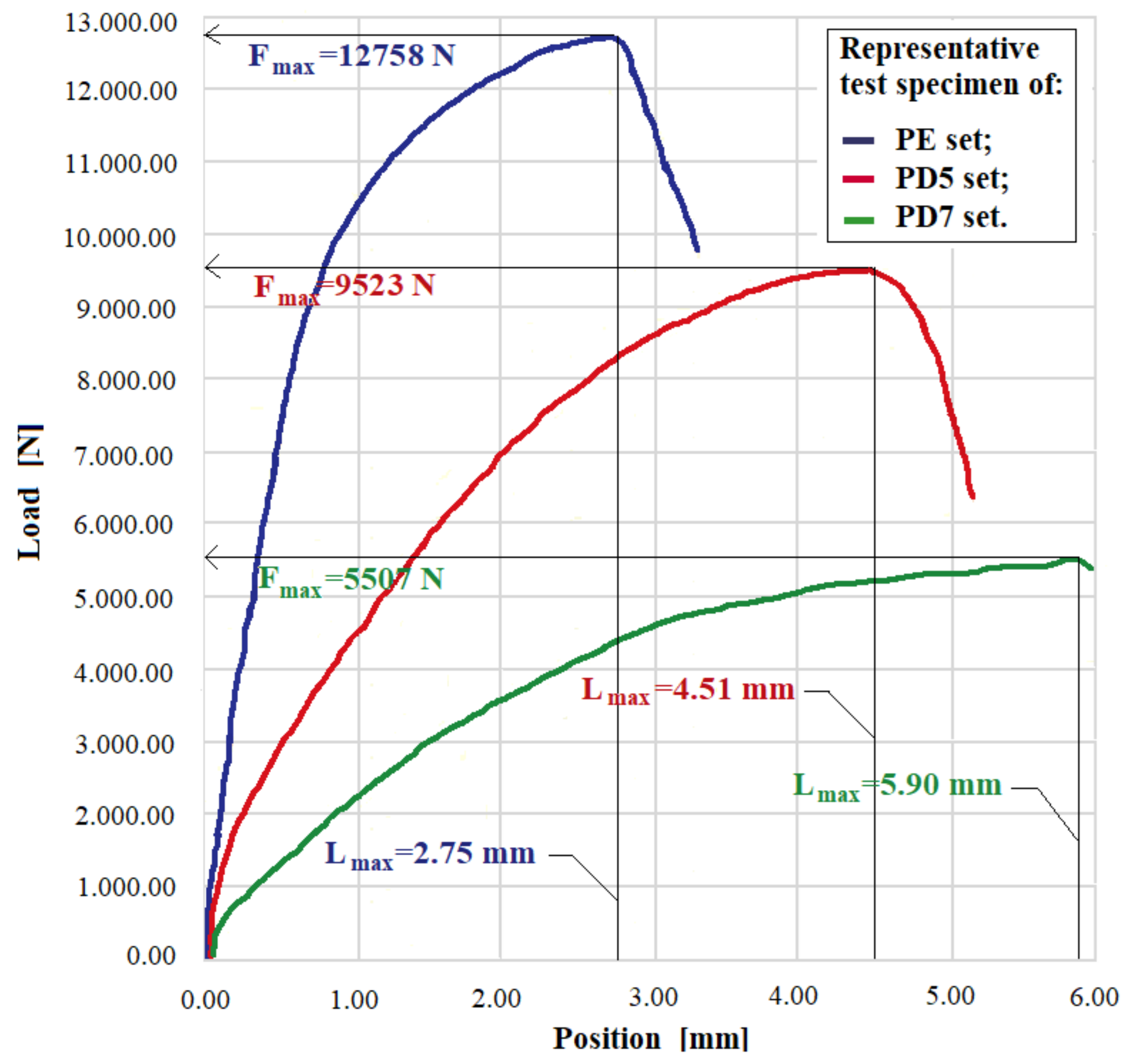
3.5. Compressive Strength
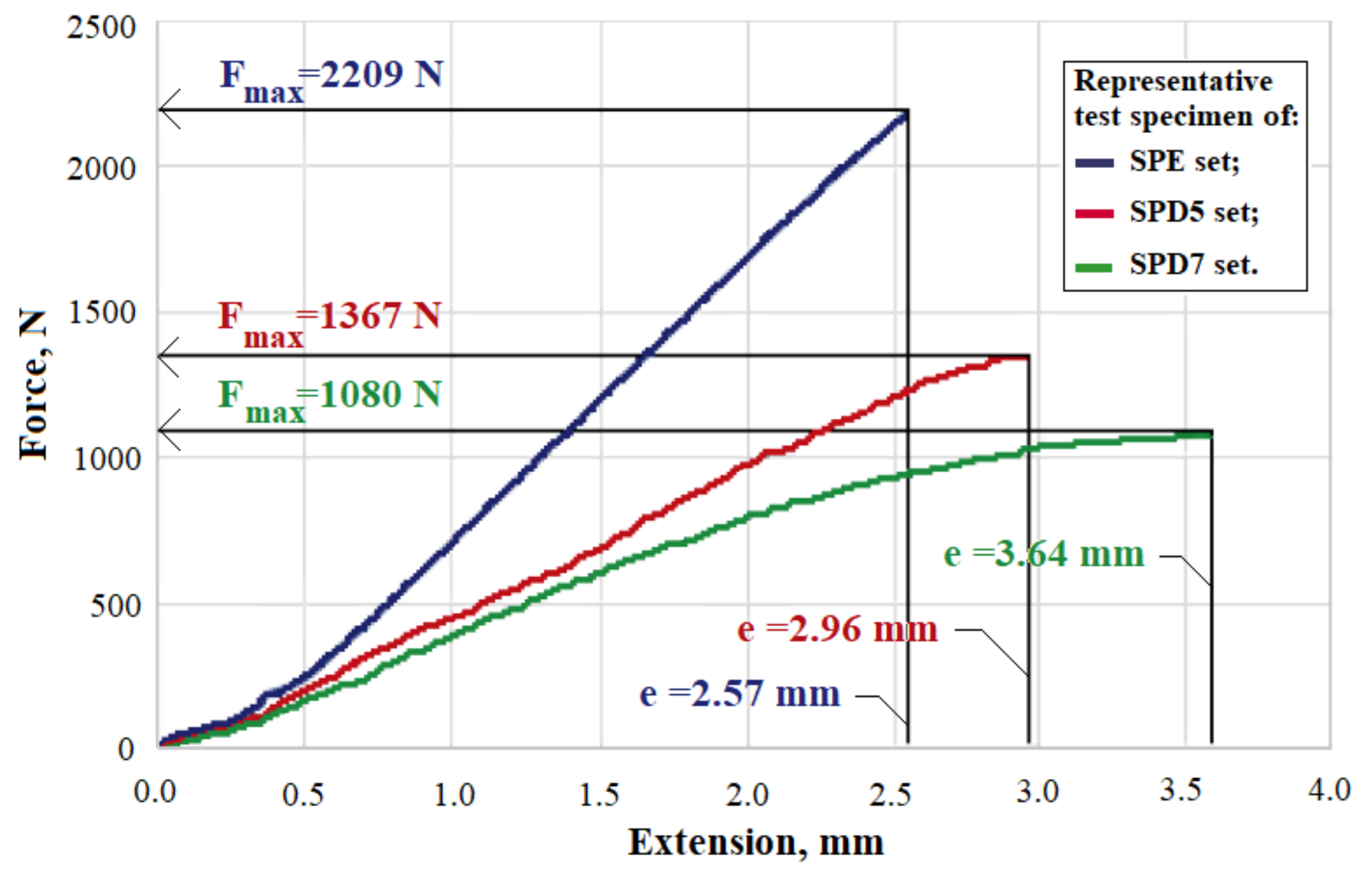
3.6. Flexural Strength
- -
- A much lower cost price (the cost of Dammar is 4–5 times lower than that of epoxy resin);
- -
- Dammar is non-toxic and does not pose a danger to human health (it is used in the medicine industry for the treatment of stomach diseases);
- -
- Dammar is biodegradable.
- -
- They are a by-product of agriculture, and therefore biodegradable;
- -
- They are produced regularly and are found in abundance in nature;
- -
- They are an alternative to the use of wood.
4. Conclusions
- -
- In the case of tensile strength, the value of the modulus of elasticity and tensile strength decreases with the increasing volume of Dammar, and the elongation at break increases with the increasing volume of Dammar.
- -
- The analysis of the breaking sections and of the characteristic curves shows that a fragile rupture takes place, which is made suddenly, without the appearance of plastic deformations and without the existence of a flow zone. In the case of the composite materials with a hybrid matrix, a type of rupture occurred in which the matrix detached from the fibers (the fibers were torn from the resin), whereas in the case of the composite materials with an epoxy matrix, a type of rupture appeared in which the rupture breaks the fibers and the matrix, which maintains contact with the straw in the area where the rupture occurred (in a direction perpendicular to the direction of stress).
- -
- The modulus of elasticity for all the tested specimens has higher values than the modulus of elasticity of the matrix; this shows that regardless of the orientation of the reinforcer, there is an increase in the rigidity of the studied specimens.
- -
- The compressive strength shows that the maximum loading force decreases as the proportion of Dammar increases, while the maximum deformation increases as the proportion of Dammar increases.
- -
- Because all the particles in a section of the composite material vibrate equally regardless of the direction in which the straws in that section are oriented, the damping coefficient does not depend on the orientation of the fibers. Increasing the proportion of Dammar in composite materials reinforced with chopped wheat straw leads to a decrease in values for some mechanical properties, such as the tensile strength and modulus of elasticity, but allows for the production of industrial products with a high vibration damping capacity.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Zaghloul, M.Y.; Zaghloul, M.M.Y.; Zaghloul, M.M.Y. Influence of stress level and fibre volume fraction on fatigue performance of glass fibre-reinforced polyester composites. Polymers 2022, 14, 2662. [Google Scholar] [CrossRef] [PubMed]
- Li, C.; Yin, X.; Wang, Y.; Zhang, L.; Zhang, Z.; Liu, Y.; Xian, G. Mechanical property evolution and service life prediction of pultruded carbon/glass hybrid rod exposed in harsh oil-well condition. Compos. Struct. 2020, 246, 112418. [Google Scholar] [CrossRef]
- Wang, Z.; Xian, G.; Zhao, X.L. Effects of hydrothermal aging on carbon fibre/epoxy composites with different interfacial bonding strength. Constr. Build. Mater. 2018, 161, 634–648. [Google Scholar] [CrossRef]
- Li, C.; Guo, R.; Xian, G.; Li, H. Innovative compound-type anchorage system for a large-diameter pultruded carbon/glass hybrid rod for bridge cable. Mater. Struct. 2020, 53, 73. [Google Scholar] [CrossRef]
- El Messiry, M. Natural Fiber Textile Composite Engineering, 1st ed.; Apple Academic Press Inc.: New York, NY, USA, 2017; 380p. [Google Scholar]
- Yasin, M.; Bhutto, A.W.; Bazmi, A.A.; Karim, S. Efficient utilization of rice-wheat straw to produce value added composite products. Int. J. Chem. Environ. Eng. 2010, 1, 136–143. [Google Scholar]
- Zaghloul, M.Y.M.; Zaghloul, M.M.Y.; Zaghloul, M.M.Y. Developments in polyester composite materials—An in-depth review on natural fibres and nano fillers. Compos. Struct. 2021, 278, 114698. [Google Scholar] [CrossRef]
- Sahai, R.S.N.; Pardeshi, R.A. Comparative study of effect of different coupling agent on mechanical properties and water absorption on wheat straw-reinforced polystyrene composites. J. Thermoplast. Compos. Mater. 2019, 34, 433–450. [Google Scholar] [CrossRef]
- Anugwom, I.; Lahtela, V.; Kallioinen, M.; Kärki, T. Lignin as a functional additive in a biocomposite: Influence on mechanical properties of polylactic acid composites. Ind. Crop. Prod. 2019, 140, 111704. [Google Scholar] [CrossRef]
- Zou, Y.; Huda, S.; Yang, Y. Lightweight composites from long wheat straw and polypropylene web. Bioresour. Technol. 2010, 101, 2026–2033. [Google Scholar] [CrossRef] [PubMed]
- Silva, G.G.D.; Couturier, M.; Berrin, J.G.; Buléon, A.; Rouau, X. LEffects of grinding processes on enzymatic degradation of wheat straw. Bioresour. Technol. 2012, 103, 192–200. [Google Scholar] [CrossRef] [PubMed]
- Kaushik, A.; Singh, M.; Verma, G. Green nanocomposites based on thermoplastic starch and steam exploded cellulose nanofibrils from wheat straw. Carbohydr. Polym. 2010, 82, 337–345. [Google Scholar] [CrossRef]
- Fuqua, M.A.; Huo, S.; Ulven, C.A. Natural fiber reinforced composites. Polym. Rev. 2012, 52, 259–320. [Google Scholar] [CrossRef]
- McNulty, P.B.; Grace, P.M. Agricultural Mechanization and Automation; Encyclopedia of Life Support Systems (EOLSS), UNESCO: Paris, France, 2009; Volume 2, 524p. [Google Scholar]
- El Messiry, M.; El Deeb, R. Analysis of the wheat straw/flax fiber reinforced polymer hybrid composites. J. Appl. Mech. Eng. 2016, 5, 1000240. [Google Scholar]
- Rezania, S.; Din, M.F.M.; Taib, S.M.; Sohaili, J.; Chelliapan, S.; Kamyab, H.; Saha, B.B. Review on fermentative biohydrogen production from water hyacinth, wheat straw and rice straw with focus on recent perspectives. Int. J. Hydrogen Energy 2017, 42, 20955–20969. [Google Scholar] [CrossRef]
- Pan, X.; Sano, Y. Fractionation of wheat straw by atmospheric acetic acid process. Bioresour. Technol. 2005, 96, 1256–1263. [Google Scholar] [CrossRef] [PubMed]
- Crounse, J.D.; DeCarlo, P.F.; Blake, D.R.; Emmons, L.K.; Campos, T.L.; Apel, E.C.; Clarke, A.D.; Weinheimer, A.J.; McCabe, D.C.; Yokelson, R.J.; et al. Biomass burning and urban air pollution over the Central Mexican Plateau. Atmos. Chem. Phys. 2009, 9, 4929–4944. [Google Scholar] [CrossRef] [Green Version]
- Chen, G.; Guan, Y.; Tong, L.; Yan, B.; Hou, L. Spatial estimation of PM2.5 emissions from straw open burning in Tianjin from 2001 to 2012. Atmos. Environ. 2015, 122, 705–712. [Google Scholar] [CrossRef]
- Romasanta, R.R.; Sander, B.O.; Gaihre, Y.K.; Alberto, M.C.; Gummert, M.; Quilty, J.; Castalone, A.G.; Balingbing, C.; Sandro, J.; Correa, T., Jr.; et al. How does burning of rice straw affect CH4 and N2O emissions? A comparative experiment of different on-field straw management practices. Agric. Ecosyst. Environ. 2017, 239, 143–153. [Google Scholar] [CrossRef]
- Kadam, K.L.; Forrest, L.H.; Jacobson, W.A. Rice straw as a lignocellulosic resource: Collection, processing, transportation, and environmental aspects. Biomass Bioenergy 2000, 18, 369–389. [Google Scholar] [CrossRef]
- Gadde, B.; Menke, C.; Wassmann, R. Rice straw as a renewable energy source in India, Thailand, and the Philippines: Overall potential and limitations for energy contribution and greenhouse gas mitigation. Biomass Bioenergy 2009, 33, 1532–1546. [Google Scholar] [CrossRef]
- Kausar, H.; Sariah, M.; Saud, H.M.; Alam, M.Z.; Ismail, M.R. Development of compatible lignocellulolytic fungal consortium for rapid composting of rice straw. Int. Biodeterior. Biodegrad. 2010, 64, 594–600. [Google Scholar] [CrossRef]
- Memon, S.A.; Wahid, I.; Khan, M.K.; Tanoli, M.A.; Bimaganbetova, M. Environmentally friendly utilization of wheat straw ash in cement-based composites. Sustainability 2018, 10, 1322. [Google Scholar] [CrossRef] [Green Version]
- Qudoos, A.; Kim, H.G.; Atta-ur-Rehman; Ryou, J.S. Effect of mechanical processing on the pozzolanic efficiency and the microstructure development of wheat straw ash blended cement composites. Constr. Build. Mater. 2018, 193, 481–490. [Google Scholar] [CrossRef]
- Adesina, A.; Awoyera, P. Overview of trends in the application of waste materials in self-compacting concrete production. SN Appl. Sci. 2019, 1, 962. [Google Scholar] [CrossRef] [Green Version]
- Fuseini, M.; Zaghloul, M.M.Y. Statistical and qualitative analyses of the kinetic models using electrophoretic deposition of polyaniline. J. Ind. Eng. Chem. 2022, 113, 475–487. [Google Scholar] [CrossRef]
- Zaghloul, M.M.Y.; Mohamed, S.Y.; El-Gamal, H. Fatigue and tensile behaviors of fiber-reinforced thermosetting composites embedded with nanoparticles. J. Compos. Mater. 2019, 53, 709–718. [Google Scholar] [CrossRef]
- Zaghloul, M.M.Y.; Zaghloul, M.Y.M.; Zaghloul, M.M.Y. Experimental and modeling analysis of mechanical-electrical behaviors of polypropylene composites filled with graphite and MWCNT fillers. Polym. Test. 2017, 63, 467–474. [Google Scholar] [CrossRef]
- Abba, H.A.; Nur, H.; Salit, S. Review of agro waste plastic composites production. JMMCE 2013, 1, 271–279. [Google Scholar] [CrossRef] [Green Version]
- Fowler, P.A.; Hughes, J.M.; Elias, R.M. Biocomposites: Technology environmental credentials and market forces. J. Sci. Food Agric. 2006, 86, 1781–1789. [Google Scholar] [CrossRef]
- Ghaffar, S.H.; Fan, M.; McVicar, B. Interfacial properties with bonding and failure mechanisms of wheat straw node and internode. Compos. Part A Appl. Sci. Manuf. 2017, 99, 102–112. [Google Scholar] [CrossRef]
- Rahman, M.R.; Hamdan, S.; Ngaini, Z.B.; Jayamani, E.; Kakar, A.; Bakri, M.K.B.; Yusof, F.A.B.M. Cellulose fber-reinforced thermosetting composites: Impact of cyanoethyl modifcation on mechanical, thermal and morphological properties. Polym. Bull. 2019, 76, 4295–4311. [Google Scholar] [CrossRef]
- Faruk, O.; Bledzki, A.K.; Fink, H.P.; Sain, M. Biocomposites reinforced with natural fibers: 2000–2010. Prog. Polym. Sci. 2012, 37, 1552–1596. [Google Scholar] [CrossRef]
- Chu, P.K.; Chen, J.Y.; Wang, L.P.; Huang, N. Plasma-surface modification of biomaterials. Mater. Sci. Eng. R Rep. 2002, 36, 143–206. [Google Scholar] [CrossRef] [Green Version]
- Putra, A.E.E.; Renreng, I.; Arsyad, H.; Bakri, B. Investigating the effects of liquidplasma treatment on tensile strength of coir fibers and interfacial fiber-matrix adhesion of composites. Compos. Part B Eng. 2020, 183, 107722. [Google Scholar] [CrossRef]
- Ahmad, Z.; Bajwa, M.A.; Iqbal, H.M.N. Enzyme-treated wheat straw-based PVOH biocomposites: Development and characterization. BioResources 2017, 12, 2830–2845. [Google Scholar] [CrossRef] [Green Version]
- Bledzki, A.K.; Mamun, A.A.; Jaszkiewicz, A.; Erdmann, K. Polypropylene composites with enzyme modified abaca fibre. Compos. Sci. Technol. 2010, 70, 854–860. [Google Scholar] [CrossRef]
- Kaushik, A.; Singh, M. Isolation and characterization of cellulose nanofibrils from wheat straw using steam explosion coupled with high shear homogenization. Carbohydr. Res. 2011, 346, 76–85. [Google Scholar] [CrossRef]
- Hýsek, Š.; Podlena, M.; Bartsch, H.; Wenderdel, C.; Böhm, M. Effect of wheat husk surface pre-treatment on the properties of husk-based composite materials. Ind. Crop. Prod. 2018, 125, 105–113. [Google Scholar] [CrossRef]
- Hýsková, P.; Hýsek, Š.; Schönfelder, O.; Šedivka, P.; Lexa, M.; Jarský, V. Utilization of agricultural rests: Straw-based composite panels made from enzymatic modified wheat and rapeseed straw. Ind. Crop. Prod. 2020, 144, 112067. [Google Scholar] [CrossRef]
- Elbashiry, E.M.A.; Chen, J.; Tuo, W.; Ren, Y.; Guo, Z. Review of the pretreatment methods for wheat straw building materials. J. Reinf. Plast. Compos. 2018, 37, 35–48. [Google Scholar] [CrossRef] [Green Version]
- Oushabi, A. The pull-out behavior of chemically treated lignocellulosic fibers/polymeric matrix interface (LF/PM): A review. Compos. Part B Eng. 2019, 174, 107059. [Google Scholar] [CrossRef]
- Silva, J.V.F.; Bianchi, N.A.; Oliveira, C.A.B.; Caraschi, J.C.; de Souza, A.J.D.; Molina, J.C.; de Campos, C.I. Characterization of composite formed by cement and wheat straw treated with sodium hydroxide. BioResources 2019, 14, 2472–2479. [Google Scholar]
- Ghaffar, S.H.; Fan, M. Differential behaviour of nodes and internodes of wheat straw with various pre-treatments. Biomass Bioenergy 2015, 83, 373–382. [Google Scholar] [CrossRef]
- Chougana, M.; Ghaffara, S.H.; Al-Kheetanb, M.J.; Geceviciusa, M. Wheat straw pre-treatments using eco-friendly strategies for enhancing the tensile properties of bio-based polylactic acid composites. Ind. Crops. Prod. 2020, 155, 112836. [Google Scholar] [CrossRef]
- Faruk, O.; Mohini, S. Biofiber Reinforcements in Composite Materials, 1st ed.; Woodhead Publishing; Elsevier: New York, NY, USA, 2015; 772p. [Google Scholar]
- Mohanty, A.K.; Vivekanandhan, S.; Pin, J.M.; Misra, M. Composites from renewable and sustainable resources: Challenges and innovations. Science 2018, 362, 536–542. [Google Scholar] [CrossRef] [Green Version]
- Franz, M.H.; Neda, I.; Maftei, C.V.; Ciucă, I.; Bolcu, D.; Stănescu, M.M. Studies of chemical and mechanical properties of hybrid composites based on natural resin Dammar formulated by epoxy resin. Polym. Bullet. 2021, 78, 2427–2438. [Google Scholar] [CrossRef]
- Stănescu, M.M.; Bolcu, D. A study of some mechanical properties of a category of composites with a hybrid matrix and natural reinforcements. Polymers 2019, 11, 478. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Stănescu, M.M.; Bolcu, D. A study of some mechanical properties of composite materials with a Dammar-based hybrid matrix and reinforced by waste paper. Polymers 2020, 12, 1688. [Google Scholar] [CrossRef] [PubMed]
- Stănescu, M.M.; Bolcu, A. A study of the mechanical properties in composite materials with a Dammar-based hybrid matrix and reinforcement from crushed shells of sunflower seeds. Polymers 2022, 14, 392. [Google Scholar] [CrossRef] [PubMed]
- Resoltech 1050, Hardeners 1053 to 1059. Structural Lamination Epoxy System. Available online: www.scabro.com/images/.../1/.../Resoltech%201050/DS-1050.pdf (accessed on 23 May 2022).
- QUANTA INSPECT F50, Scanning Electron Microscope. Available online: https://manualzz.com/doc/41484555/inspect-f50 (accessed on 23 May 2022).
- Kanehashi, S.; Oyagi, H.; Lu, R.; Miyakoshi, T. Developement of bio-based hybrid resin, from natural lacquer. Prog. Org. Coat. 2014, 77, 24–29. [Google Scholar] [CrossRef]
- ASTM D3039, Standard Test Method for Tensile Properties of Polymer Matrix Composite Materials. Available online: https://www.astm.org/Standards/D3039 (accessed on 16 May 2022).
- LLOYD LRX PLUS SERIES, Materials Testing Machine. Available online: http://www.elis.it/lloyd-pdf/LRXPlus.pdf (accessed on 23 May 2022).
- OLYMPUS SZX7, Stereo-Microscope System Olympus. Available online: https://www.olympus-lifescience.com/en/microscopes/stereo/szx7/ (accessed on 23 May 2022).
- ASTM STP 1203, Fractography of Modern Engineering Materials: Composites and Metals. Available online: https://www.astm.org/Standards/STP1203 (accessed on 16 May 2022).
- Kern ABJ 220-4NM, Analytical Balance. Available online: https://www.kern-sohn.com/shop/en/laboratory-balances/analytical-balances/ABS-N_ABJ-NM_ACS_ACJ/ (accessed on 23 May 2022).
- Tang, X.; Yan, X. A review on the damping properties of fiber reinforced polymer composites. J. Ind. Text. 2020, 49, 693–721. [Google Scholar] [CrossRef]
- Geethamma, V.G.; Kalaprasad, G.; Groeninckx, G.; Thomas, S. Dynamic mechanical behavior of short coir fiber reinforced natural rubber composites. Compos. Part A Appl. Sci. Manuf. 2005, 36, 1499–1506. [Google Scholar] [CrossRef]
- Pothan, L.A.; Oommen, Z.; Thomas, S. Dynamic mechanical analysis of banana fiber reinforced polyester composites. Compos. Sci. Technol. 2003, 63, 283–293. [Google Scholar] [CrossRef]
- Wielage, B.; Lampke, T.; Utschick, H.; Soergel, F. Processing of natural-fibre reinforced polymers and the resulting dynamic-mechanical properties. J. Mater. Process. Technol. 2003, 139, 140–146. [Google Scholar] [CrossRef]
- Romanzini, D.; Ornaghi, H.L., Jr.; Amico, S.C.; Zattera, A.J. Influence of fiber hybridization on the dynamic mechanical properties of glass/ramie fiber-reinforced polyester composites. J. Reinf. Plast. Compos. 2012, 31, 1652–1661. [Google Scholar] [CrossRef]
- Genc, G. Dynamic properties of Luffa cylindrica fiber reinforced bio-composite beam. J. Vibroeng. 2015, 17, 1615–1622. [Google Scholar]
- Sreenivasan, V.S.; Rajini, N.; Alavudeen, A.; Arumugaprabu, V. Dynamic mechanical and thermo-gravimetric analysis of Sansevieria cylindrica/polyester composite: Effect of fiber length, fiber loading and chemical treatment. Compos. Part B Eng. 2015, 69, 76–86. [Google Scholar] [CrossRef]
- ASTM D3410/D3410M, Standard Test Method for Compressive Properties of Polymer Matrix Composite Materials with Unsupported Gage Section by Shear Loading. Available online: https://www.astm.org/Standards/D3410 (accessed on 23 May 2022).
- ASTM C393/C393M, Standard Test Method for Core Shear Properties of Sandwich Constructions by Beam Flexure. Available online: https://www.astm.org/Standards/C393 (accessed on 16 May 2022).
- Bolcu, D.; Stănescu, M.M.; Ciucă, I.; Miriţoiu, C.; Bolcu, A.; Ciocoiu, R. The vibrations study of Dammar based composite bars by using a new Euler-Bernoulli theory. Mater. Plast. 2017, 54, 1–7. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Resin | Mass Proportion | Thickness | Density |
|---|---|---|---|
| of Wheat Straw (%) | Specimens (mm) | (g/cm) | |
| Epoxy | 40 | 6.9 | 0.99 |
| Hybrid D5 | 41 | 7.0 | 0.95 |
| Hybrid D7 | 39 | 7.0 | 0.93 |
| Weight | Atomic | Error | K | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Element | (%) | (%) | (%) | Net Int. | Ratio | Z | R | A | F |
| C K | 66.06 | 72.23 | 6.11 | 193.81 | 0.4357 | 1.0128 | 0.9924 | 0.6513 | 1 |
| N K | 4.69 | 4.4 | 99.99 | 1.87 | 0.0035 | 0.9924 | 1.0024 | 0.0751 | 1 |
| O K | 27.92 | 22.92 | 13.34 | 38.72 | 0.0286 | 0.9747 | 1.0115 | 0.1052 | 1 |
| Cl K | 0.3 | 0.11 | 26.63 | 8.85 | 0.0027 | 0.8383 | 1.071 | 1.0181 | 1.0282 |
| K K | 0.53 | 0.18 | 19.54 | 14.56 | 0.0049 | 0.8365 | 1.0809 | 1.0653 | 1.0476 |
| Ca K | 0.5 | 0.16 | 23.53 | 12.07 | 0.0048 | 0.8529 | 1.0854 | 1.0683 | 1.0528 |
| Test Specimen | Modulus of Elasticity E (N/mm) | Tensile Strength (MPa) | Elongation at Break A (%) | |||
|---|---|---|---|---|---|---|
| Type | Average | Average | Average | Average | Average | Average |
| Value | Square Deviation | Value | Square Deviation | Value | Square Deviation | |
| PTE | 4652 | 112 | 14.58 | 0.59 | 0.44 | 0.021 |
| PTD5 | 3140 | 84 | 7.68 | 0.37 | 0.47 | 0.023 |
| PTD7 | 1684 | 47 | 6.51 | 0.30 | 0.51 | 0.023 |
| Test Specimen | Maximum Load (N) | Maximum Extension at (mm) | Compressive Strength (MPa) | |||
|---|---|---|---|---|---|---|
| Type | Average | Average | Average | Average | Average | Average |
| Value | Square Deviation | Value | Square Deviation | Value | Square Deviation | |
| PE | 12,689 | 204 | 2.81 | 0.07 | 28.8 | 1.41 |
| PD5 | 9490 | 163 | 4.62 | 0.11 | 21.5 | 1.02 |
| PD7 | 5467 | 86 | 5.78 | 0.14 | 12.4 | 0.68 |
| Test Specimen | Maximum Load (N) | Maximum Extension at e (mm) | Flexural Strength (MPa) | |||
|---|---|---|---|---|---|---|
| Type | Average | Average | Average | Average | Average | Average |
| Value | Square Deviation | Value | Square Deviation | Value | Square Deviation | |
| SPE | 2240 | 51 | 2.65 | 0.07 | 35.6 | 1.42 |
| SPD5 | 1352 | 38 | 2.93 | 0.08 | 22.3 | 1.01 |
| SPD7 | 1065 | 36 | 3.55 | 0.11 | 17.6 | 0.80 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bolcu, D.; Stănescu, M.M.; Miriţoiu, C.M. Some Mechanical Properties of Composite Materials with Chopped Wheat Straw Reinforcer and Hybrid Matrix. Polymers 2022, 14, 3175. https://doi.org/10.3390/polym14153175
Bolcu D, Stănescu MM, Miriţoiu CM. Some Mechanical Properties of Composite Materials with Chopped Wheat Straw Reinforcer and Hybrid Matrix. Polymers. 2022; 14(15):3175. https://doi.org/10.3390/polym14153175
Chicago/Turabian StyleBolcu, Dumitru, Marius Marinel Stănescu, and Cosmin Mihai Miriţoiu. 2022. "Some Mechanical Properties of Composite Materials with Chopped Wheat Straw Reinforcer and Hybrid Matrix" Polymers 14, no. 15: 3175. https://doi.org/10.3390/polym14153175
APA StyleBolcu, D., Stănescu, M. M., & Miriţoiu, C. M. (2022). Some Mechanical Properties of Composite Materials with Chopped Wheat Straw Reinforcer and Hybrid Matrix. Polymers, 14(15), 3175. https://doi.org/10.3390/polym14153175