

Effect of Interlaminar Toughness on the Residual Compressive Capacity of Carbon Fiber Laminates with Different Types of Delamination


Abstract
:1. Introduction
2. Experiment
2.1. Specimens Preparation
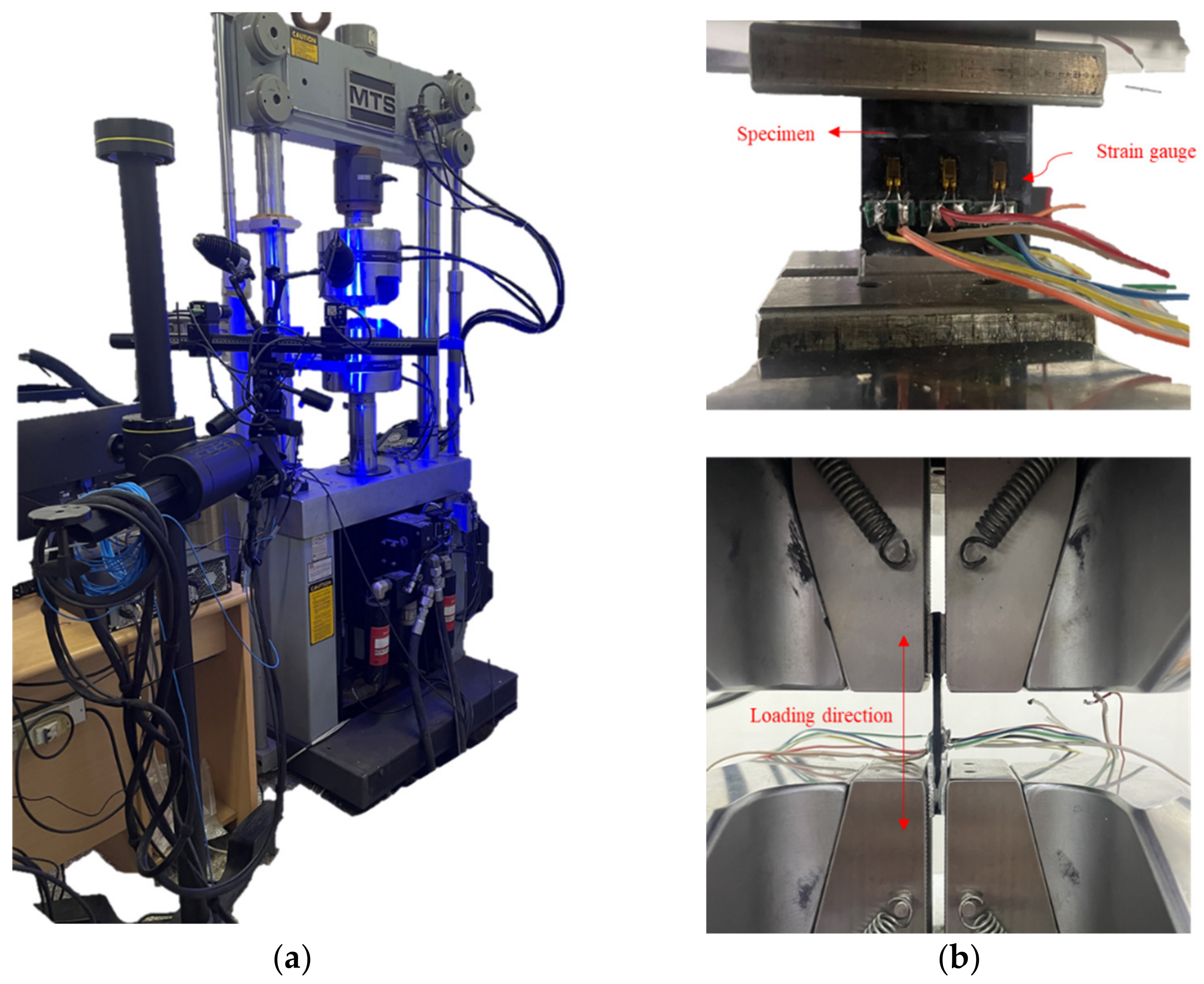
2.2. Experimental Methodology
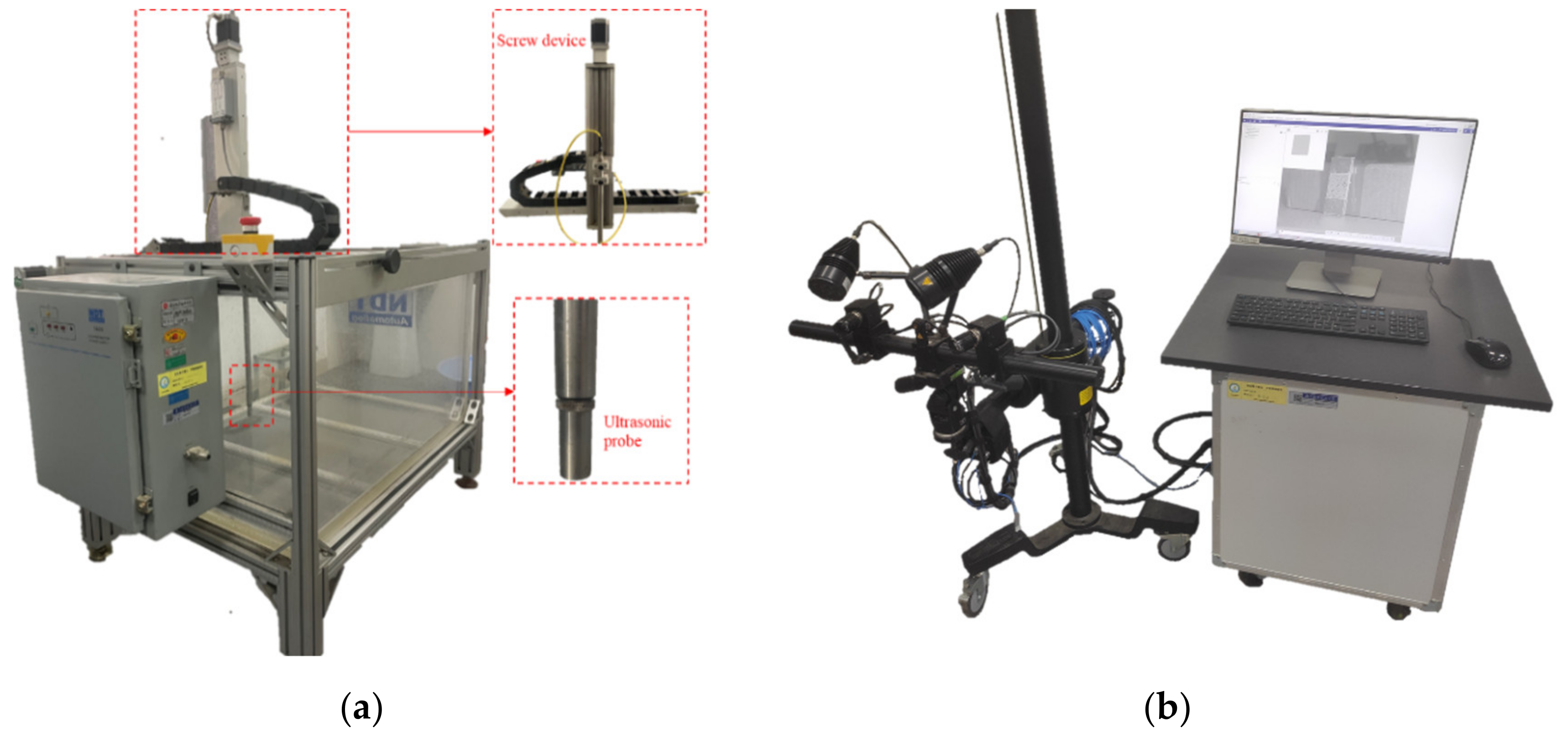
2.3. Damage Identification and Mechanical Response Measuring Equipment
2.3.1. C-Scan Damage Identification
2.3.2. Digital Image Correlation (DIC)
2.4. Interlaminar Fracture Toughness Test
3. Results and Discussion
3.1. Comparison and Discussion of Experimental Results
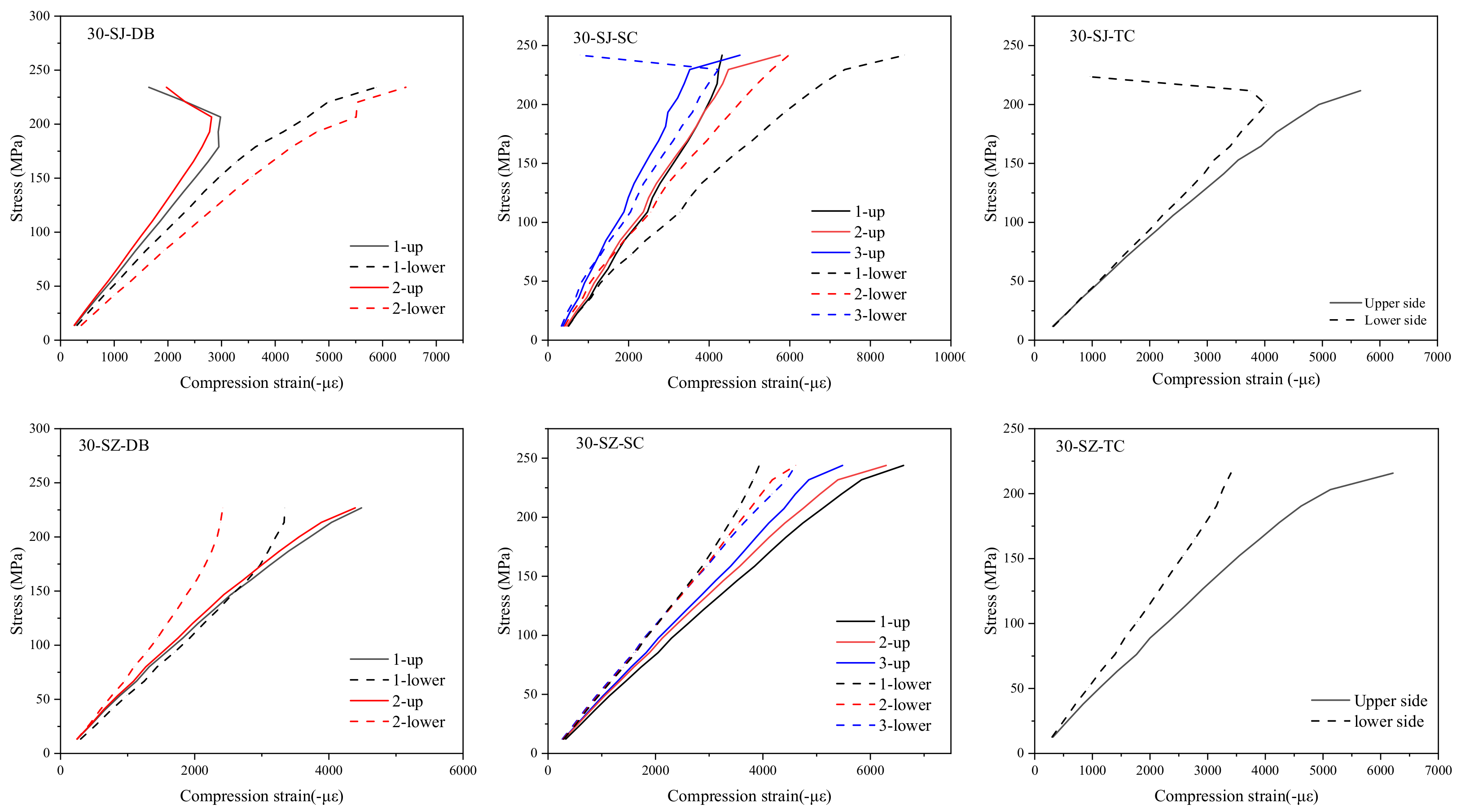
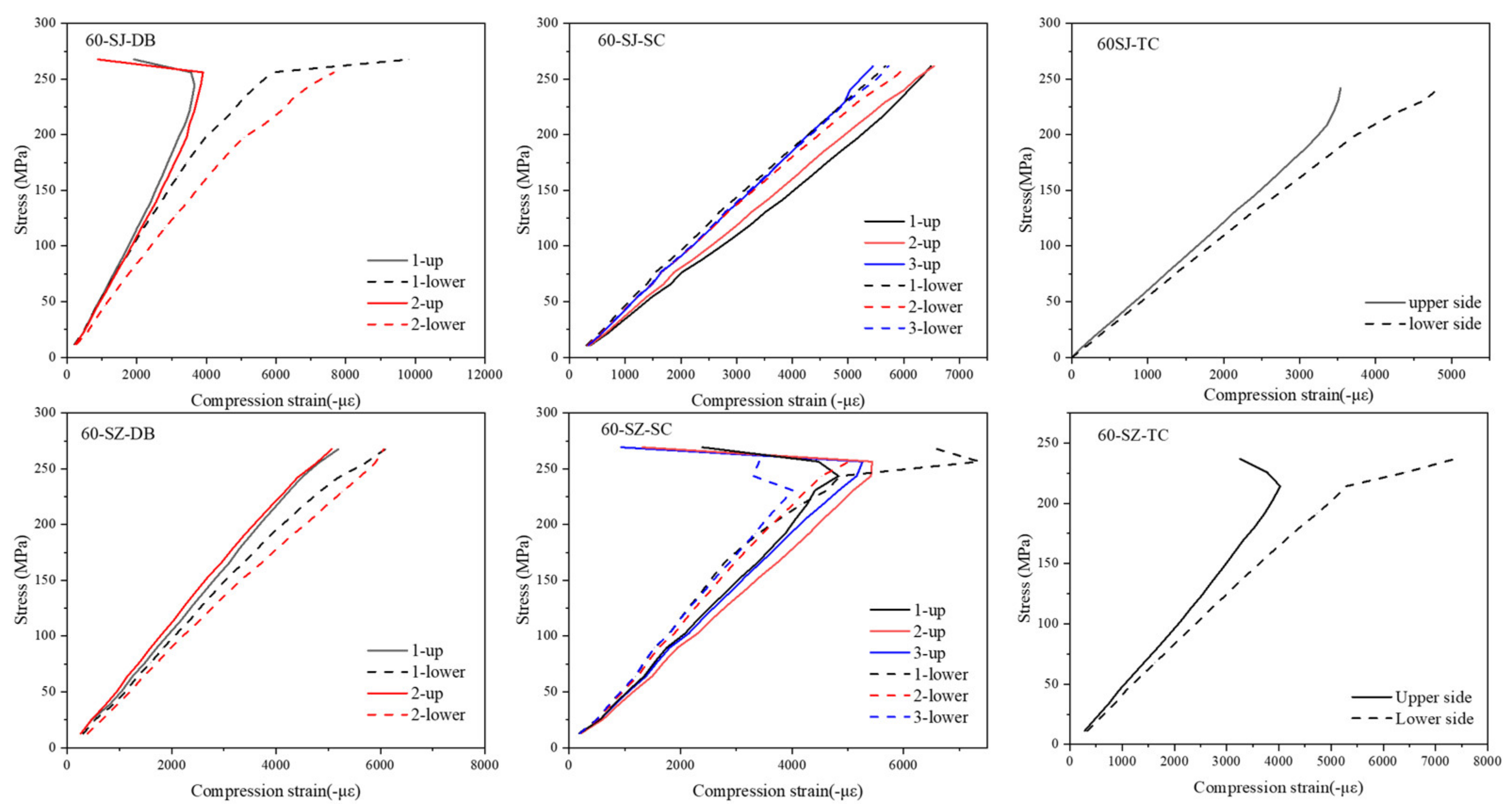
3.1.1. Deformation Response of Materials under Compression
3.1.2. Compression Damage Identification and Mechanical Response Analysis
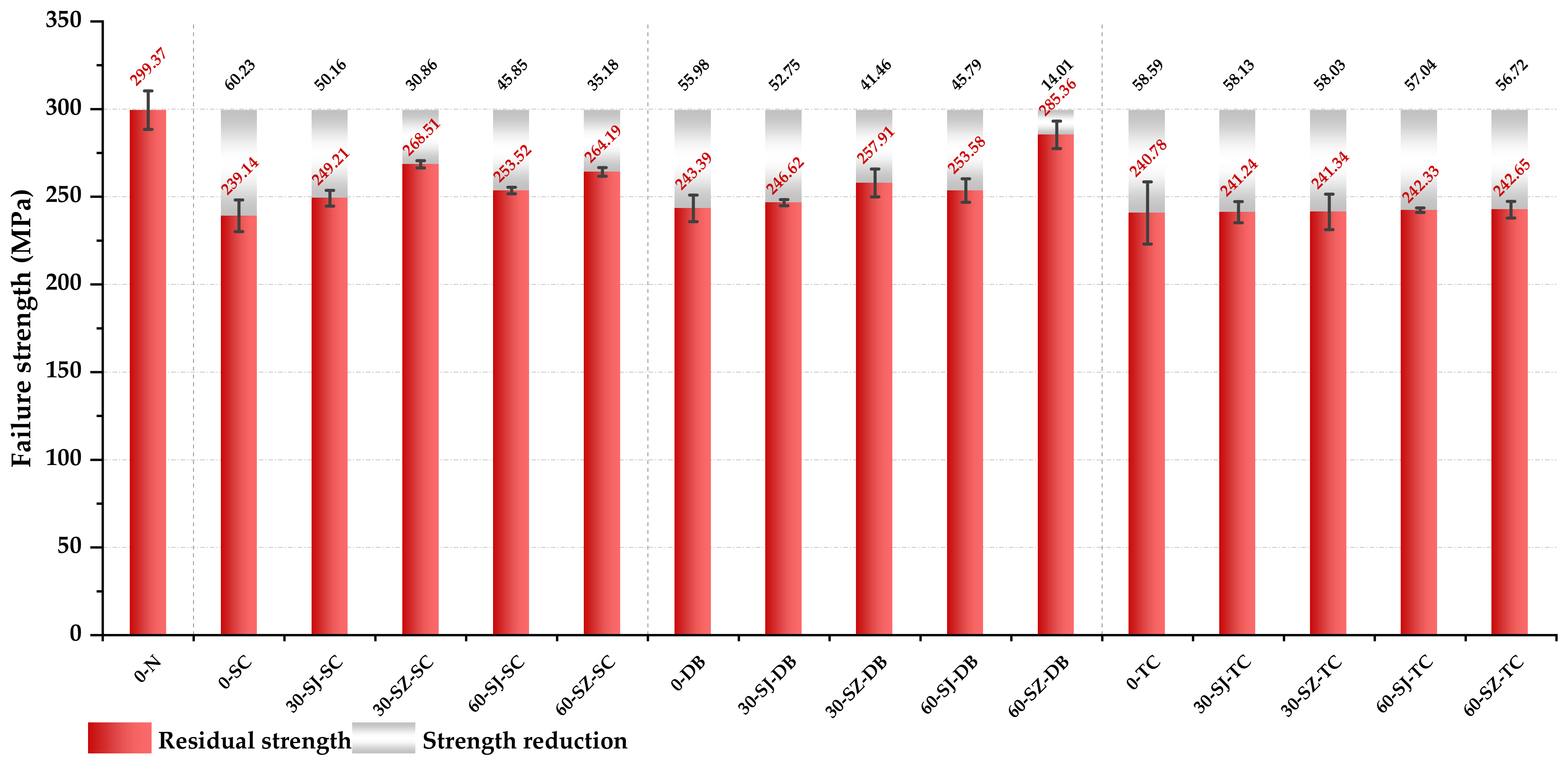
3.1.3. Comparison of Residual Strength of Materials
3.2. Damage Mechanism
3.2.1. Relationship between Fracture Toughness and Residual Strength after Delamination
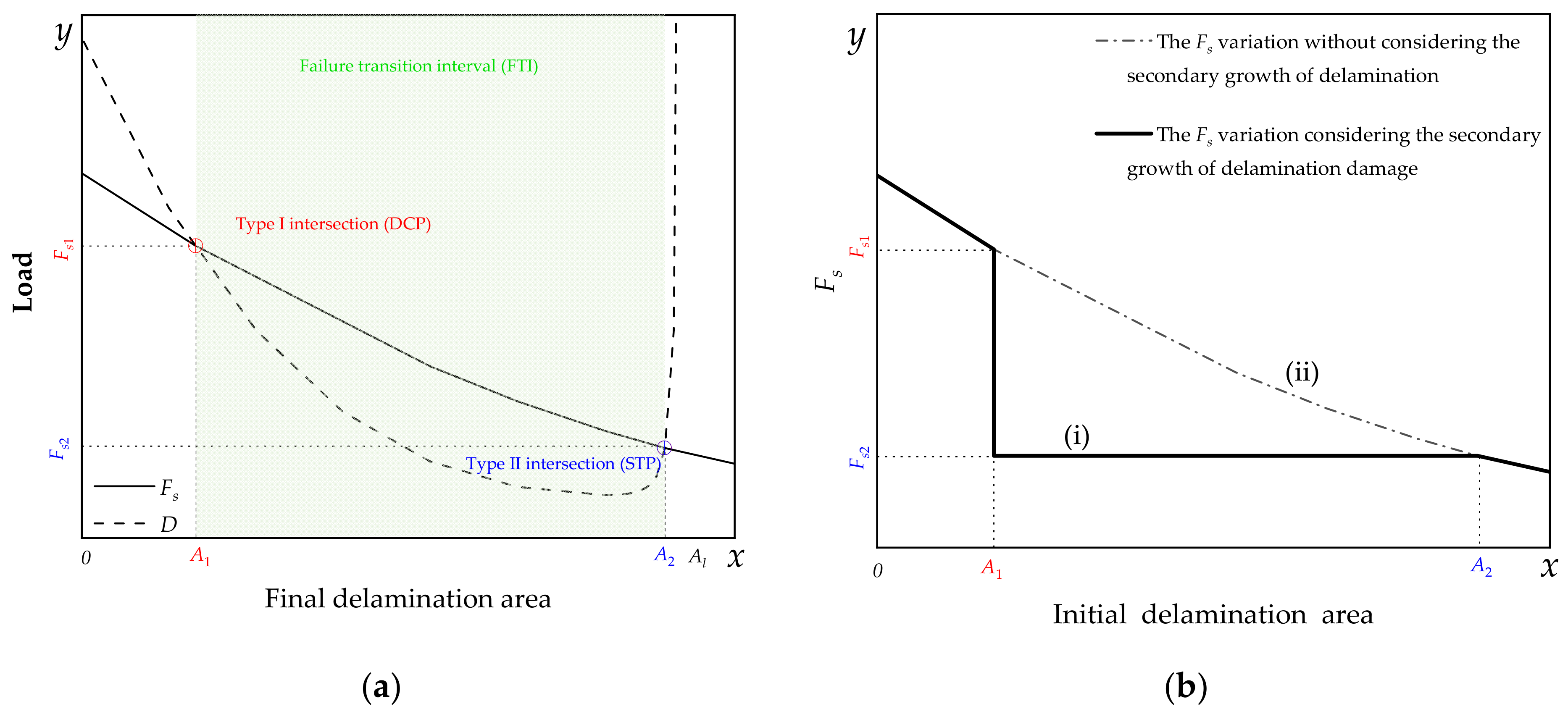
3.2.2. Qualitative Dynamic Damage Relationship Description
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Shekar, K.C.; Singaravel, B.; Prasad, S.D.; Venkateshwarlu, N.; Srikanth, B. Mode-I fracture toughness of glass/carbon fiber reinforced epoxy matrix polymer composite. Mater. Today Proc. 2021, 41, 833–837. [Google Scholar] [CrossRef]
- Akbolat, M.Ç.; Katnam, K.B.; Soutis, C.; Potluri, P.; Sprenger, S.; Taylor, J. On mode-I and mode-II interlaminar crack migration and R-curves in carbon/epoxy laminates with hybrid toughening via core-shell rubber particles and thermoplastic micro-fibre veils. Compos. Part B Eng. 2022, 238, 109900. [Google Scholar] [CrossRef]
- Sun, J.; Xu, S.; Lu, G.; Wang, Q.; Gong, A. Ballistic impact experiments of titanium-based carbon-fibre/epoxy laminates. Thin-Walled Struct. 2022, 179, 109709. [Google Scholar] [CrossRef]
- Guseinov, K.; Kudryavtsev, O.; Bezmelnitsyn, A.; Sapozhnikov, S. Determination of interlaminar shear properties of fibre-reinforced composites under biaxial loading: A new experimental approach. Polymers 2022, 14, 2575. [Google Scholar] [CrossRef] [PubMed]
- Kim, J.; Cha, J.; Chung, B.; Ryu, S.; Hong, S.H. Fabrication and mechanical properties of carbon fiber/epoxy nanocomposites containing high loadings of noncovalently functionalized graphene nanoplatelets. Compos. Sci. Technol. 2020, 192, 108101. [Google Scholar] [CrossRef]
- Kumar, M.; Kumar, P.; Bhadauria, S.S. Interlaminar fracture toughness and fatigue fracture of continuous fiber-reinforced polymer composites with carbon-based nanoreinforcements: A review. Polymer-Plastics Technol. Mater. 2020, 59, 1041–1076. [Google Scholar] [CrossRef]
- Nasser, J.; Zhang, L.; Sodano, H. Laser induced graphene interlaminar reinforcement for tough carbon fiber/epoxy composites. Compos. Sci. Technol. 2020, 201, 108493. [Google Scholar] [CrossRef]
- Khan, S.U.; Kim, J.K. Improved interlaminar shear properties of multiscale carbon fiber composites with bucky paper interleaves made from carbon nanofibers. Carbon 2012, 50, 5265–5277. [Google Scholar] [CrossRef]
- Wang, Q.; Jia, X. Analytical study and experimental investigation on delamination in drilling of CFRP laminates using twist drills. Thin-Walled Struct. 2021, 165, 107983. [Google Scholar] [CrossRef]
- Hu, P.; Pulungan, D.; Tao, R.; Lubineau, G. Influence of curing processes on the development of fiber bridging during delamination in composite laminates. Compos. Part A: Appl. Sci. Manuf. 2021, 149, 106564. [Google Scholar] [CrossRef]
- Gong, Y.; Zhao, L.; Zhang, J.; Wang, Y.; Hu, N. Delamination propagation criterion including the effect of fiber bridging for mixed-mode I/II delamination in CFRP multidirectional laminates. Compos. Sci. Technol. 2017, 151, 302–309. [Google Scholar] [CrossRef]
- Zhao, L.; Gong, Y.; Zhang, J.; Wang, Y.; Lu, Z.; Peng, L.; Hu, N. A novel interpretation of fatigue delamination growth behavior in CFRP multidirectional laminates. Compos. Sci. Technol. 2016, 133, 79–88. [Google Scholar] [CrossRef]
- Khan, R. Fiber bridging in composite laminates: A literature review. Compos. Struct. 2019, 229, 111418. [Google Scholar] [CrossRef]
- Sobhani, A.; Saeedifar, M.; Najafabadi, M.A.; Fotouhi, M.; Zarouchas, D. The study of buckling and post-buckling behavior of laminated composites consisting multiple delaminations using acoustic emission. Thin-Walled Struct. 2018, 127, 145–156. [Google Scholar] [CrossRef]
- Yudhanto, A.; Almulhim, M.; Kamal, F.; Tao, R.; Fatta, L.; Alfano, M.; Lubineau, G. Enhancement of fracture toughness in secondary bonded CFRP using hybrid thermoplastic/thermoset bondline architecture. Compos. Sci. Technol. 2020, 199, 108346. [Google Scholar] [CrossRef]
- Guo, F.-L.; Zhou, Z.-L.; Wu, T.; Hu, J.-M.; Li, Y.-Q.; Huang, P.; Hu, P.; Fu, S.-Y.; Hong, Y. Experimental and multiscale modeling investigations of cryo-thermal cycling effects on the mechanical behaviors of carbon fiber reinforced epoxy composites. Compos. Part B Eng. 2022, 230, 109534. [Google Scholar] [CrossRef]
- Nayak, R.K.; Rathore, D.; Ray, B.C.; Routara, B.C. Inter Laminar Shear Strength (ILSS) of Nano Al2O3 Filled Glass Fiber Reinforced Polymer (GFRP) Composite-A Study on Loading Rate Sensitivity. Mater. Today Proc. 2017, 4, 8688–8696. [Google Scholar] [CrossRef]
- Sasikumar, A.; Costa, J.; Trias, D.; Llobet, J.; Cózar, I.; Turon, A.; Linde, P. A virtual testing based search for optimum compression after impact strength in thin laminates using ply-thickness hybridization and unsymmetrical designs. Compos. Sci. Technol. 2020, 196, 108188. [Google Scholar] [CrossRef]
- Yang, B.; Chen, Y.; Lee, J.; Fu, K.; Li, Y. In-plane compression response of woven CFRP composite after low-velocity impact: Modelling and experiment. Thin-Walled Struct. 2020, 158, 107186. [Google Scholar] [CrossRef]
- Zhang, C.; Tan, K.T. Low-velocity impact response and compression after impact behavior of tubular composite sandwich structures. Compos. Part B Eng. 2020, 193, 108026. [Google Scholar] [CrossRef]
- González, E.V.; Maimí, P.; Martín-Santos, E.; Soto, A.; Cruz, P.; de la Escalera, F.M.; Sainz de Aja, J.R. Simulating drop-weight impact and compression after impact tests on composite laminates using conventional shell finite elements. Int. J. Solids Struct. 2018, 144, 230–247. [Google Scholar] [CrossRef]
- Liu, H.; Liu, J.; Ding, Y.; Hall, Z.E.; Kong, X.; Zhou, J.; Blackman, B.R.K.; Kinolch, A.J.; Dear, J.P. A three-dimensional elastic-plastic damage model for predicting the impact behaviour of fi-bre-reinforced polymer-matrix composites. Compos. Part B Eng. 2020, 201, 108389. [Google Scholar] [CrossRef]
- Köllner, A. Predicting buckling-driven delamination propagation in composite laminates: An analytical modelling approach. Compos. Struct. 2021, 266, 113776. [Google Scholar] [CrossRef]
- Liu, H.; Falzon, B.G.; Tan, W. Experimental and numerical studies on the impact response of damage-tolerant hybrid unidirec-tional/woven carbon-fibre reinforced composite laminates. Compos. Part B Eng. 2018, 136, 101–118. [Google Scholar] [CrossRef]
- Sergi, C.; Ierardo, N.; Lampani, L.; Calzolari, A.; Valente, T.; Sarasini, F.; Tirillo, J. Low-velocity impact response of MWCNTs toughened CFRP composites: Stacking se-quence and temperature effects. Thin-Walled Struct. 2022, 175, 109182. [Google Scholar] [CrossRef]
- Konlan, J.; Mensah, P.; Ibekwe, S.; Crosby, K.; Li, G. Vitrimer based composite laminates with shape memory alloy Z-pins for repeated healing of impact induced delamination. Compos. Part B Eng. 2020, 200, 108324. [Google Scholar] [CrossRef]
- Ravindran, A.R.; Ladani, R.B.; Kinloch, A.J.; Wang, C.-H.; Mouritz, A.P. Improving the delamination resistance and impact damage tolerance of carbon fibre-epoxy composites using multi-scale fibre toughening. Compos. Part A Appl. Sci. Manuf. 2021, 150, 106624. [Google Scholar] [CrossRef]
- Köllner, A.; Nielsen, M.W.; Srisuriyachot, J.; Rhead, A.T.; Butler, R. Buckle-driven delamination models for laminate strength prediction and damage tolerant design. Thin-Walled Struct. 2021, 161, 107468. [Google Scholar] [CrossRef]
- Qin, R.; Zhou, W.; Han, K.-N.; Liu, J.; Ma, L.-H. Near-surface delamination induced local bending failure of laminated composites monitored by acoustic emission and micro-CT. J. Mater. Sci. 2021, 56, 19936–19954. [Google Scholar] [CrossRef]
- Aslan, Z.; Daricik, F. Effects of multiple delaminations on the compressive, tensile, flexural, and buckling behaviour of E-glass/epoxy composites. Compos. Part B Eng. 2016, 100, 186–196. [Google Scholar] [CrossRef]
- Ovesy, H.R.; Taghizadeh, M.; Kharazi, M. Post-buckling analysis of composite plates containing embedded delaminations with arbitrary shape by using higher order shear deformation theory. Compos. Struct. 2012, 94, 1243–1249. [Google Scholar] [CrossRef]
- Rased, M.; Yoon, S.H. Experimental study on effects of asymmetrical stacking sequence on carbon fiber/epoxy filament wound specimens in DCB, ENF, and MMB tests. Compos. Struct. 2021, 264, 113749. [Google Scholar] [CrossRef]
- Gong, Y.; Zhang, B.; Mukhopadhyay, S.; Hallett, S. Experimental study on delamination migration in multidirectional laminates under mode II static and fatigue loading, with comparison to mode I. Compos. Struct. 2018, 201, 683–698. [Google Scholar] [CrossRef]
- Zhao, S.; Dai, Y.; Qin, F.; Li, Y.; Liu, L.; Zan, Z.; An, T.; Chen, P.; Gong, Y.; Wang, Y. On mode II fracture toughness of sintered silver based on end-notch flexure (ENF) test considering various sintering parameters. Mater. Sci. Eng. A 2021, 823, 141729. [Google Scholar] [CrossRef]
- Ipek, G.; Arman, Y.; Çelik, A. The effect of delamination size and location to buckling behavior of composite materials. Compos. Part B: Eng. 2018, 155, 69–76. [Google Scholar] [CrossRef]
- Gu, H.; Chattopadhyay, A. An experimental investigation of delamination buckling and postbuckling of composite laminates. Compos. Sci. Technol. 1999, 59, 903–910. [Google Scholar] [CrossRef]
- Bansal, S.A.; Singh, A.P.; Kumar, S. Reinforcing graphene oxide nanoparticles to enhance viscoelastic performance of epoxy nanocomposites. J. Nanosci. Nanotechnol. 2019, 19, 4000–4006. [Google Scholar] [CrossRef]
- Bansal, S.A.; Singh, A.P.; Kumar, S. High strain rate behavior of epoxy graphene oxide nanocomposites. Int. J. Appl. Mech. 2018, 10, 1850072. [Google Scholar] [CrossRef]
- Srivastava, V.K.; Gries, T.; Veit, D.; Quadflieg, T.; Mohr, B.; Kolloch, M. Effect of nanomaterial on mode I and mode II interlaminar fracture toughness of woven carbon fabric reinforced polymer composites. Eng. Fract. Mech. 2017, 180, 73–86. [Google Scholar] [CrossRef]
- ASTM D7137/D7137M-12; Standard Test Method for Compressive Residual Strength Properties of Damaged Polymer Matrix Composite Plates. American National Standards Institute: New York, NY, USA, 2017.
- ASTM D3410/D3410M-16; Standard Test Method for Compressive Properties of Polymer Matrix Composite Materials with Unsupported Gage Section by Shear Loading. American National Standards Institute: New York, NY, USA, 2016.
- Pappa, E.J.; Quinn, J.A.; Murray, J.J.; Davidson, J.R.; Bradaigh, C.M.O.; McCarthy, E.D. Experimental study on the interlaminar fracture properties of carbon fibre reinforced polymer composites with a single embedded toughened film. Polymers 2021, 13, 4103. [Google Scholar] [CrossRef]
- Shao, M.; Zhou, G.; Chen, M.; Xing, D.; Hu, F.; Kuang, N.; Cai, D. On mode I/II interlaminar fracture toughness of double-sided-loop 2D woven laminated composites. Compos. Struct. 2022, 286, 115311. [Google Scholar] [CrossRef]
- ASTM D5528-94a; Standard Test Method for Mode I Interlaminar Fracture Toughness of Unidirectional Fiber-Reinforced Polymer Matrix Composites. American National Standards Institute: New York, NY, USA, 2017.
- ASTM D7905/D7905M-19; Standard Test Method for Determination of the Mode II Interlaminar Fracture Toughness of Unidi-Rectional Fiber-Reinforced Polymer Matrix Composites. American National Standards Institute: New York, NY, USA, 2019.
- Zhang, Y.; Huang, K.; Sun, R.; Liao, F.; Guo, L.; Zhang, L. Effect of embedded delamination on the compression performance of carbon fiber reinforced composites. Compos. Struct. 2021, 281, 115063. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimen | GIC/(N/mm) | Enhancement Rate/% | GIIC/(N/mm) | Enhancement Rate/% |
|---|---|---|---|---|
| 0 | 0.67 | 0 | 1.91 | 0 |
| 30-SJ | 0.76 | 13.43 | 2.64 | 38.22 |
| 30-SZ | 0.84 | 25.37 | 3.59 | 87.72 |
| 60-SJ | 0.79 | 17.91 | 2.31 | 20.94 |
| 60-SZ | 1.21 | 81.88 | 2.52 | 31.94 |
| GIC | GIIC | |
|---|---|---|
| DB | 2.76 | 1.726 |
| SC | 1.33 | 4.76 |
| TC | 0.10 | 0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, Y.; Cai, D.; Hu, Y.; Zhang, N.; Peng, J. Effect of Interlaminar Toughness on the Residual Compressive Capacity of Carbon Fiber Laminates with Different Types of Delamination. Polymers 2022, 14, 3560. https://doi.org/10.3390/polym14173560
Zhang Y, Cai D, Hu Y, Zhang N, Peng J. Effect of Interlaminar Toughness on the Residual Compressive Capacity of Carbon Fiber Laminates with Different Types of Delamination. Polymers. 2022; 14(17):3560. https://doi.org/10.3390/polym14173560
Chicago/Turabian StyleZhang, Yao, Deng’an Cai, Yanpeng Hu, Nan Zhang, and Jinfeng Peng. 2022. "Effect of Interlaminar Toughness on the Residual Compressive Capacity of Carbon Fiber Laminates with Different Types of Delamination" Polymers 14, no. 17: 3560. https://doi.org/10.3390/polym14173560
APA StyleZhang, Y., Cai, D., Hu, Y., Zhang, N., & Peng, J. (2022). Effect of Interlaminar Toughness on the Residual Compressive Capacity of Carbon Fiber Laminates with Different Types of Delamination. Polymers, 14(17), 3560. https://doi.org/10.3390/polym14173560