
Development and Processing of New Composite Materials Based on High-Performance Semicrystalline Polyimide for Fused Filament Fabrication (FFF) and Their Biocompatibility

 ,
,  ,
,  ,
,
Abstract
:1. Introduction
2. Materials and Methods
- VGCF—carbon nanofibers obtained by gas phase deposition (Pyrograf®-III, Cedarville, OH, USA) with an outer diameter of ~100 nm and a length of 20 to 200 µm.
- CF—discrete carbon fibers (Umatex, Moscow, Russia) with a diameter of ~7 µm and a length of ~7 mm.
2.1. Preparation of R-BAPB and R-BAPB-Based Composite Materials Modified with Carbon Nanoparticles
2.2. Preparation of the Composite Materials Based on R-BAPB Modified with Micron-Sized Discrete Carbon Fibers
2.3. Granulation of the Obtained Composite Materials
2.4. Study of the Viscosity of the Obtained Materials
2.5. Thermal Analysis of the Samples
2.6. Obtaining Samples by Injection Molding
- Pure R-BAPB: extruder temperature 360 °C, screw speed 50 rpm, cylinder temperature 370 °C, mold form temperature 180 °C, and pressure 16 bar.
- R-BAPB with carbon nanofibers VGCF: extruder temperature 360 °C, screw speed 50 rpm, cylinder temperature 370 °C, mold form temperature 190 °C, and pressure 16 bar.
- R-BAPB with discrete carbon fiber: extruder temperature 370 °C, screw speed 50 rpm, cylinder temperature 380 °C, mold form temperature 190 °C, and pressure 16 bar.
2.7. Filaments Production
- Pure R-BAPB: screw speed 35 rpm, chamber temperature 360 °C, chamber force 200 N, and coil speed 250.
- R-BAPB with carbon nanofibers: screw speed 35 rpm, chamber temperature 360 °C, chamber force 250 N, and coil speed 250.
- R-BAPB with discrete carbon fiber: screw speed 50 rpm, chamber temperature 370 °C, chamber force 350 N, and coil speed 150.
- As a result, filaments were obtained from pure R-BAPB, R-BAPB with 1 wt.% VGCF, and R-BAPB with 20 wt.% discrete carbon fiber with a diameter of 1.6–1.85 mm.
2.8. FFF Printing
- Pure R-BAPB: nozzle diameter 0.4 mm, extruder temperature 365 °C, build platform temperature 180 °C, chamber temperature 150 °C, printing speed 50 mm/s, layer thickness 0.1 mm, raster angle ± 45°, and wall thickness 04 mm.
- R-BAPB + 1 wt.% VGCF: nozzle diameter 0.4 mm, extruder temperature 365 °C, build platform temperature 180 °C, chamber temperature 150 °C, printing speed 50 mm/s, layer thickness 0.1 mm, raster angle ± 45°, and wall thickness 0.4 mm.
- R-BAPB + 20 wt.% CF: nozzle diameter 0.4 mm, extruder temperature 380 °C, build platform temperature 180 °C, chamber temperature 150 °C, printing speed 50 mm/s, layer thickness 0.1 mm, raster angle ± 45°, and wall thickness 0.4 mm.
2.9. Investigation of the Mechanical Characteristics
2.10. Investigation of the Internal Structure of the Samples
2.11. Cytotoxicity Study of the Printed Samples
3. Results and Discussion
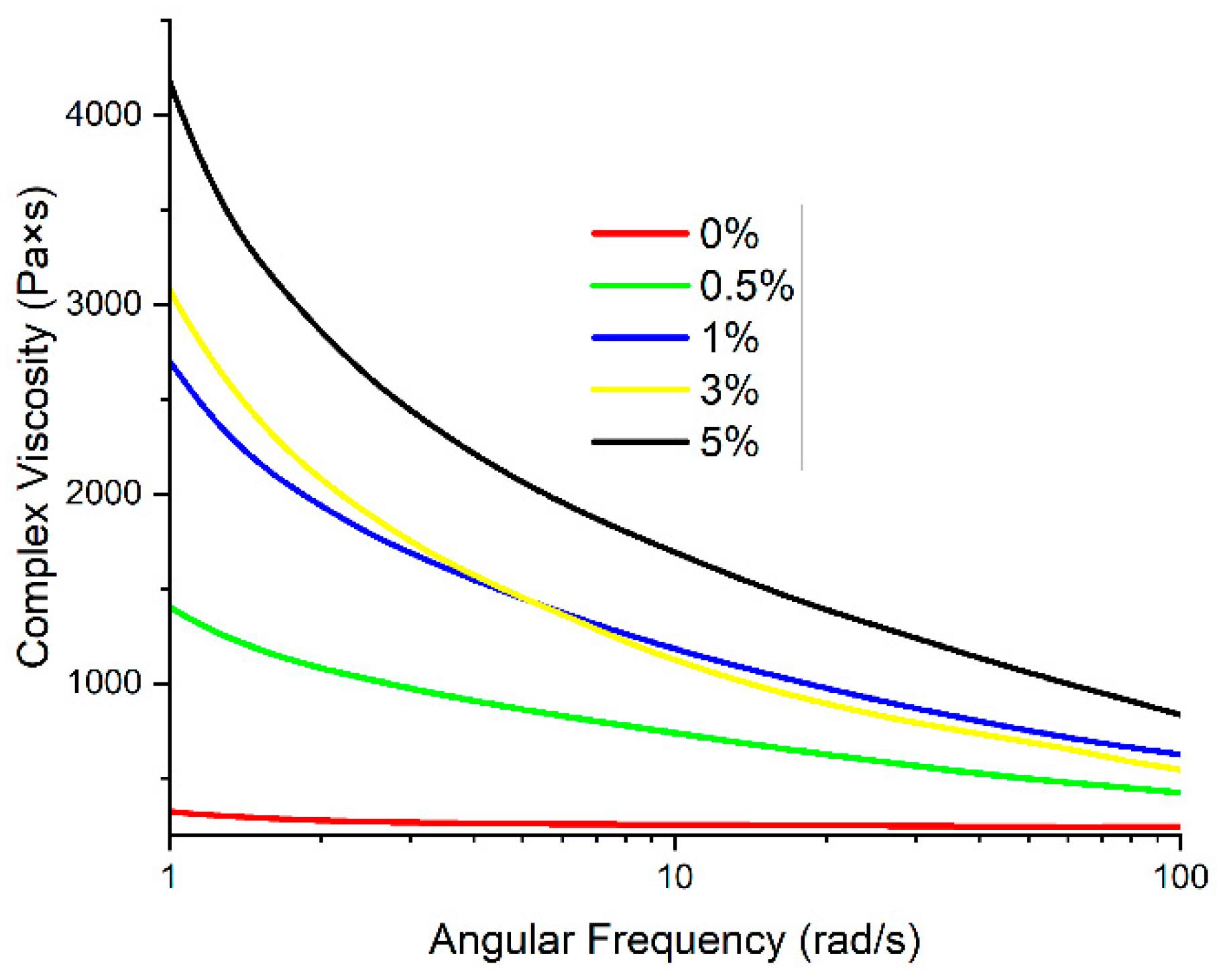
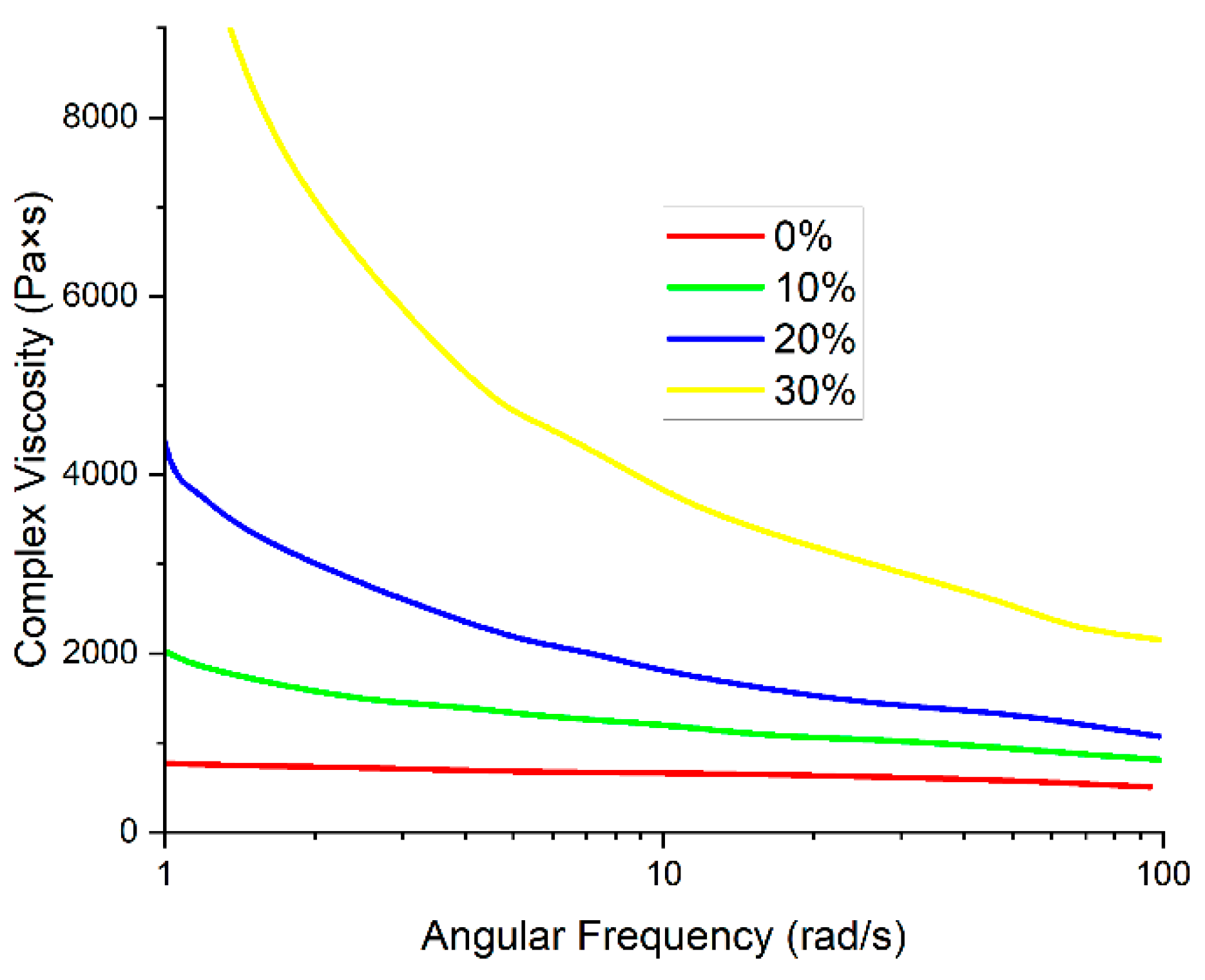
3.1. Investigation of the Viscosity of Melts of Composites Based on R-BAPB
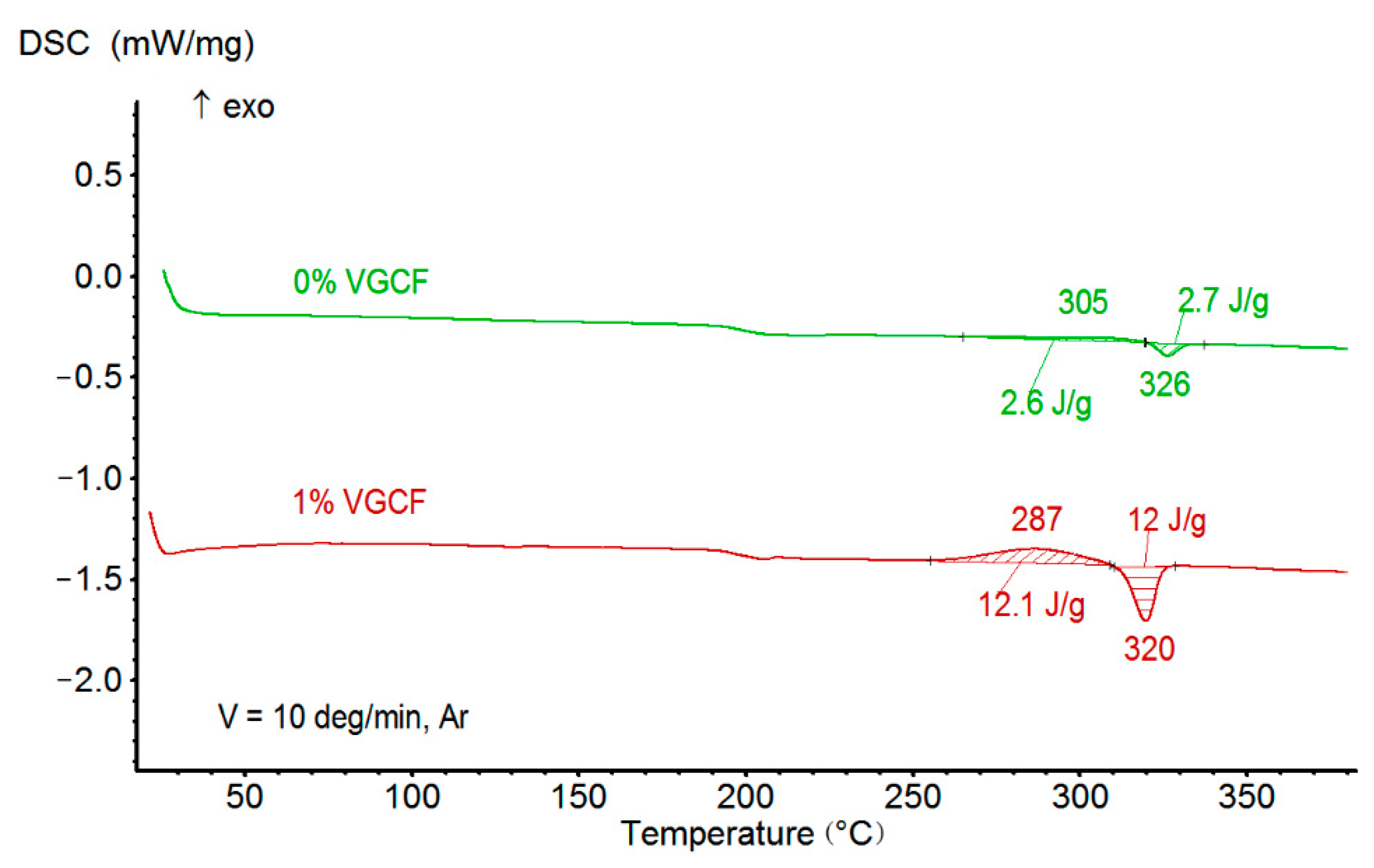
3.2. Studies of Thermal Properties of Melts of the R-BAPB-Based Composites
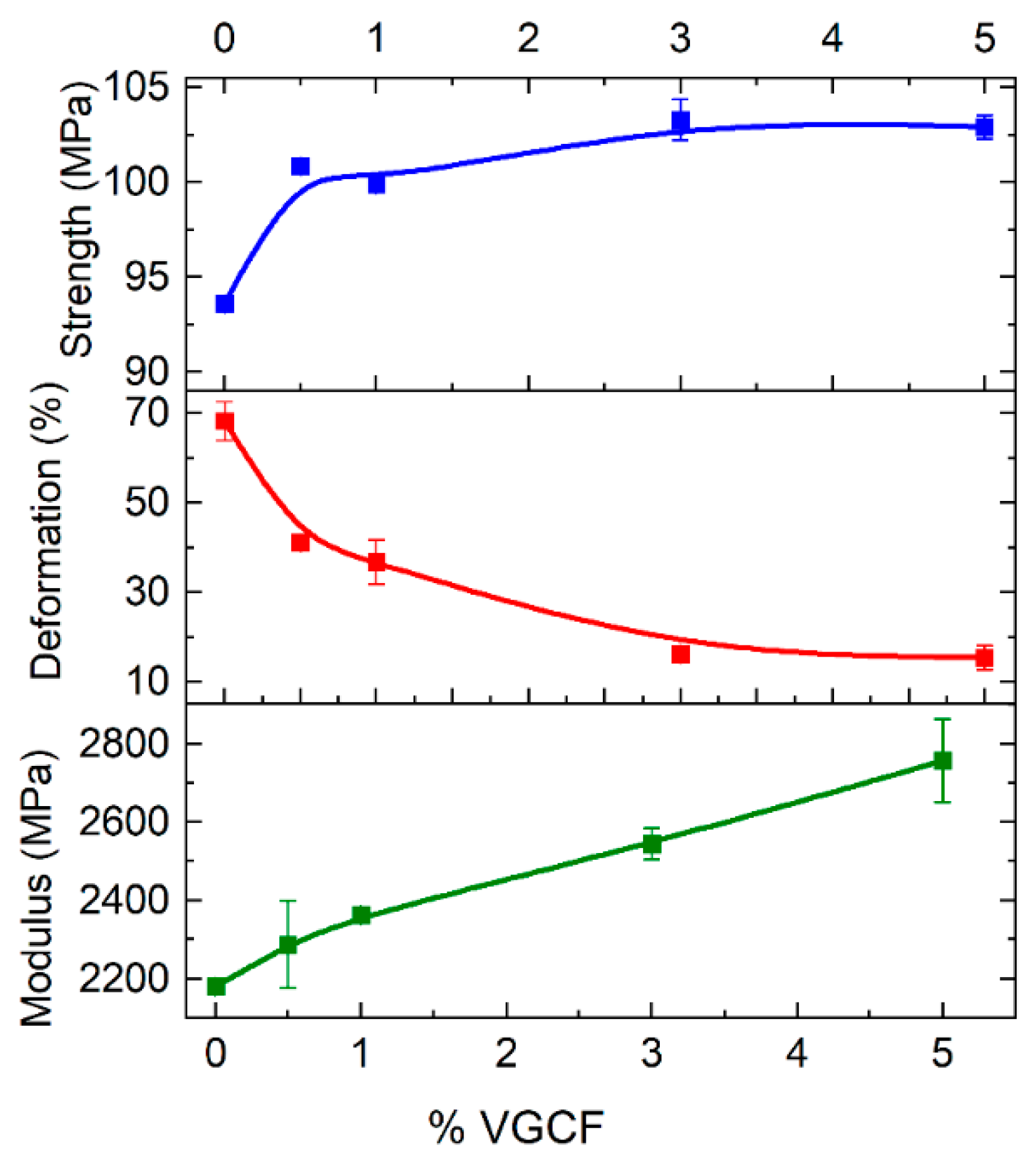
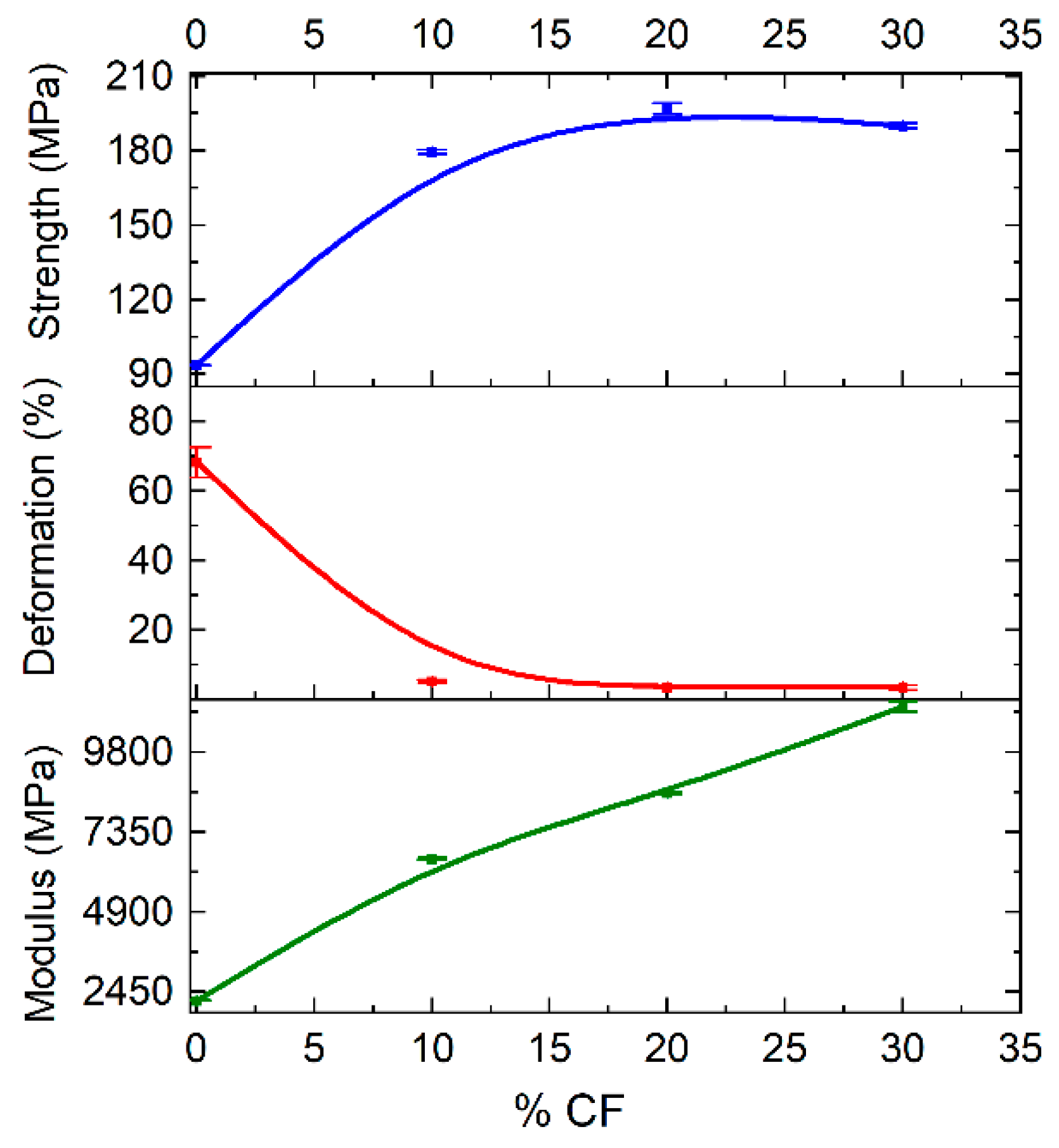
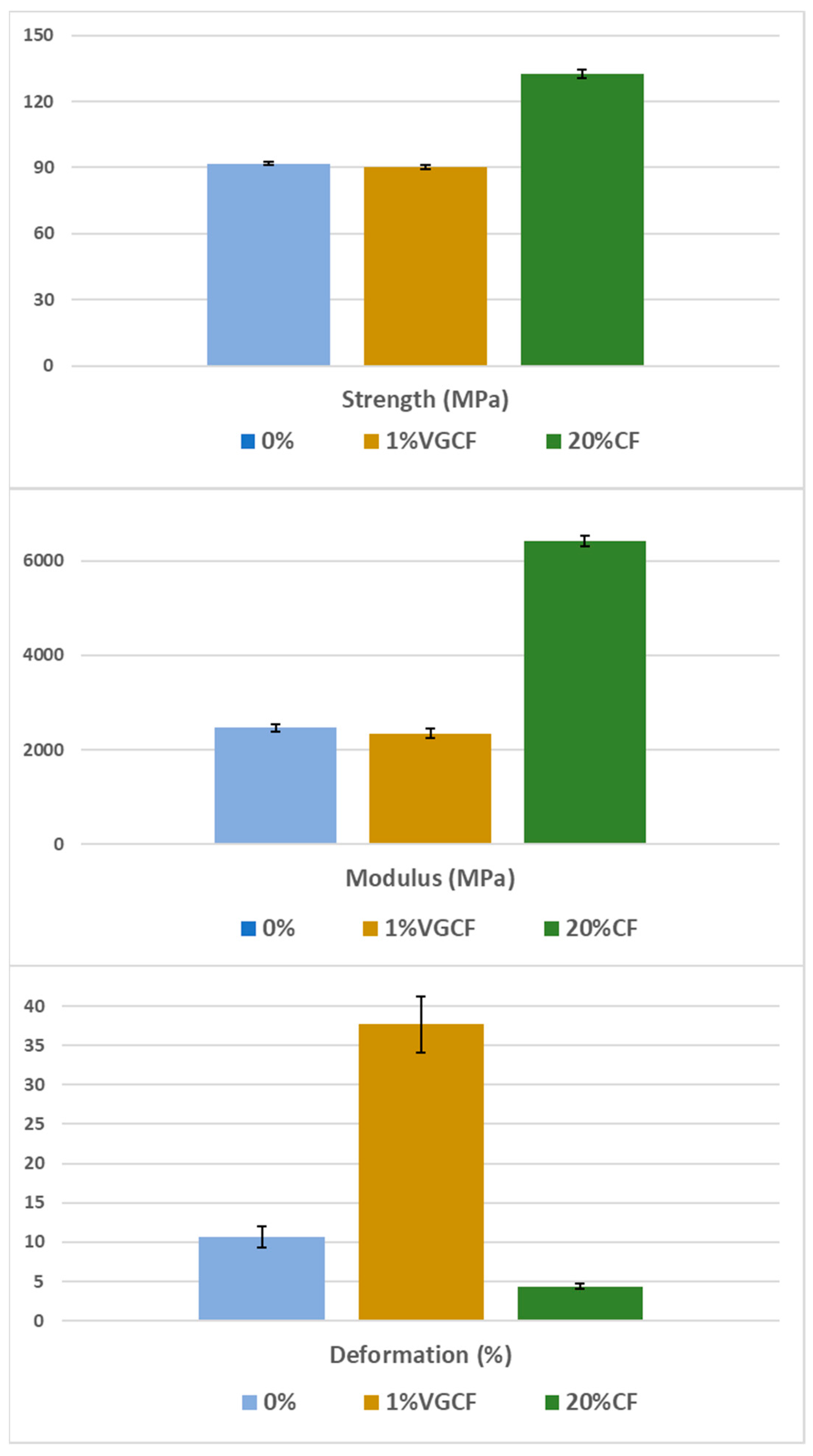
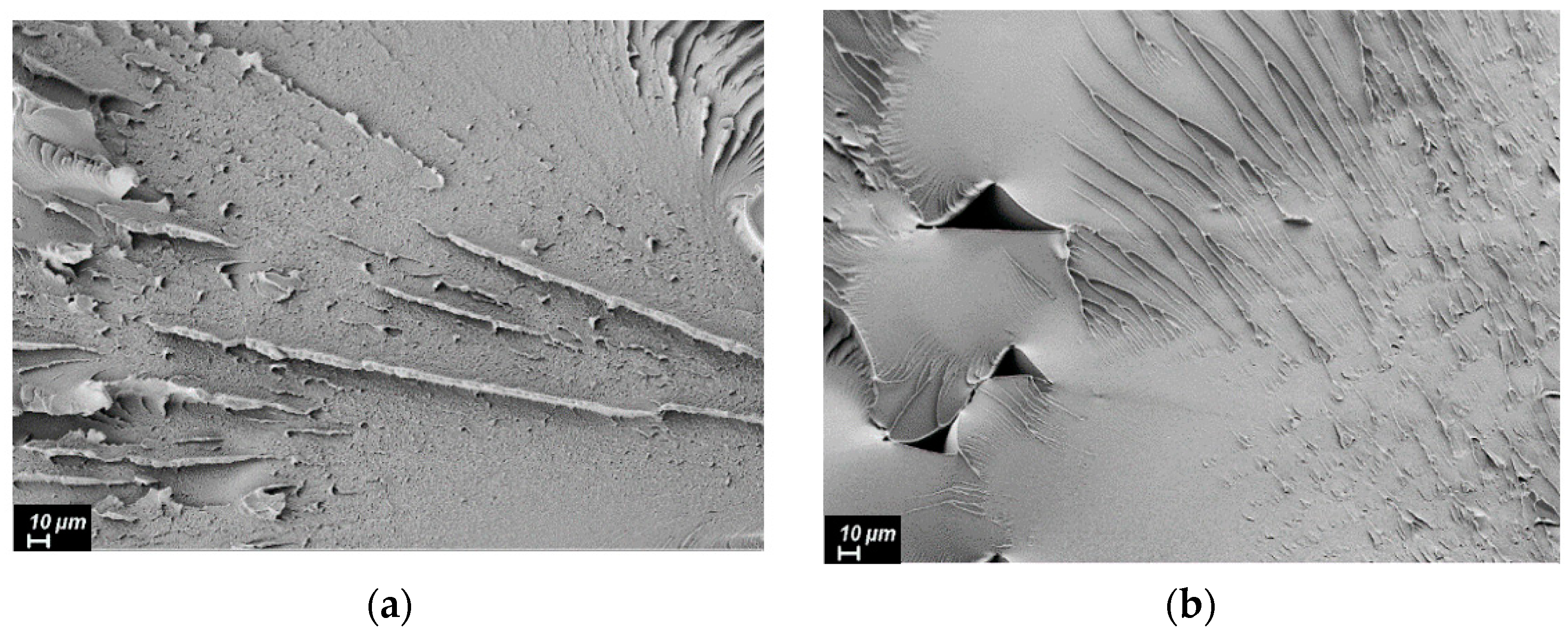
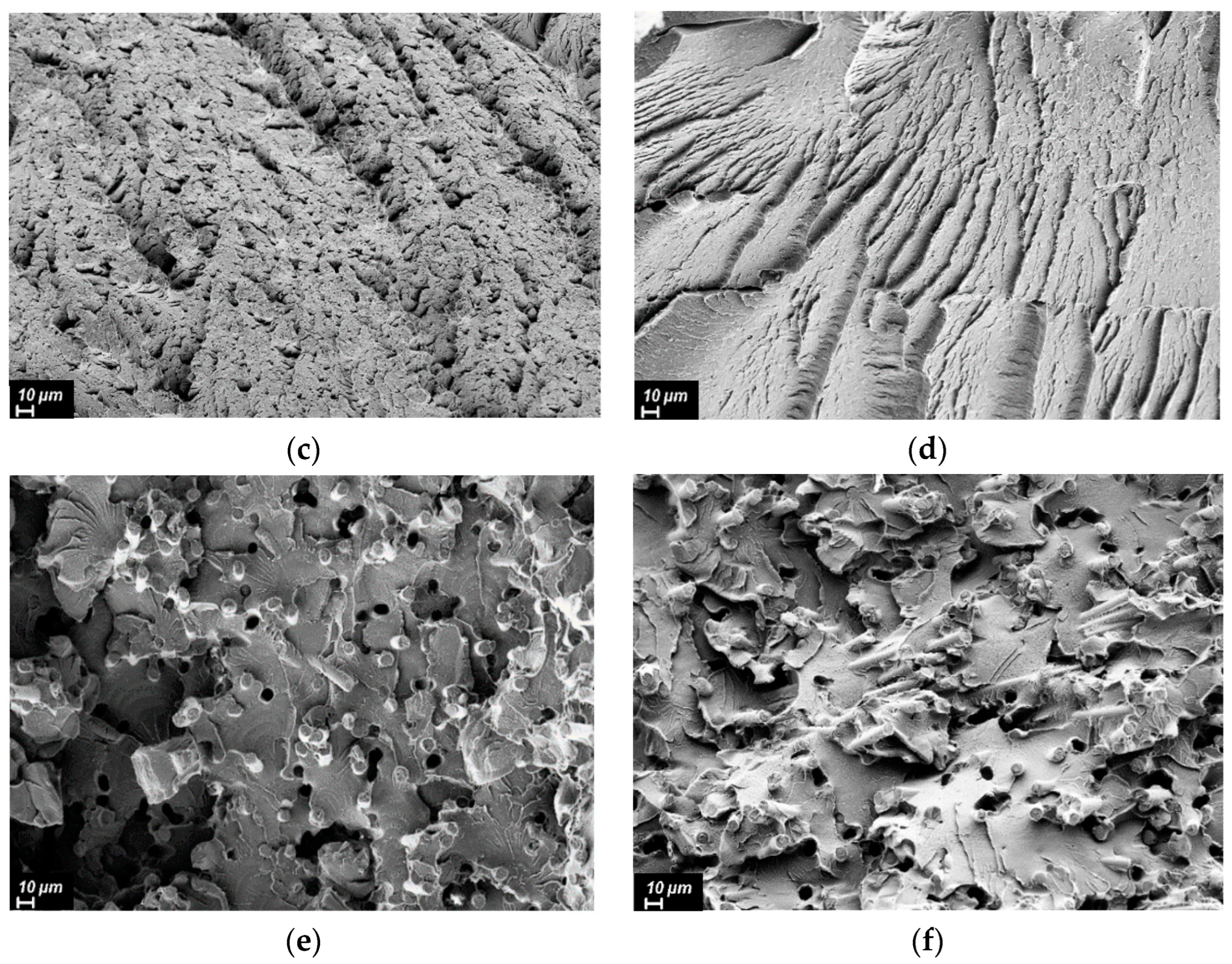
3.3. Investigation of the Mechanical Characteristics and Internal Structure of the Molded and Printed Samples Made of the R-BAPB-Based Composites
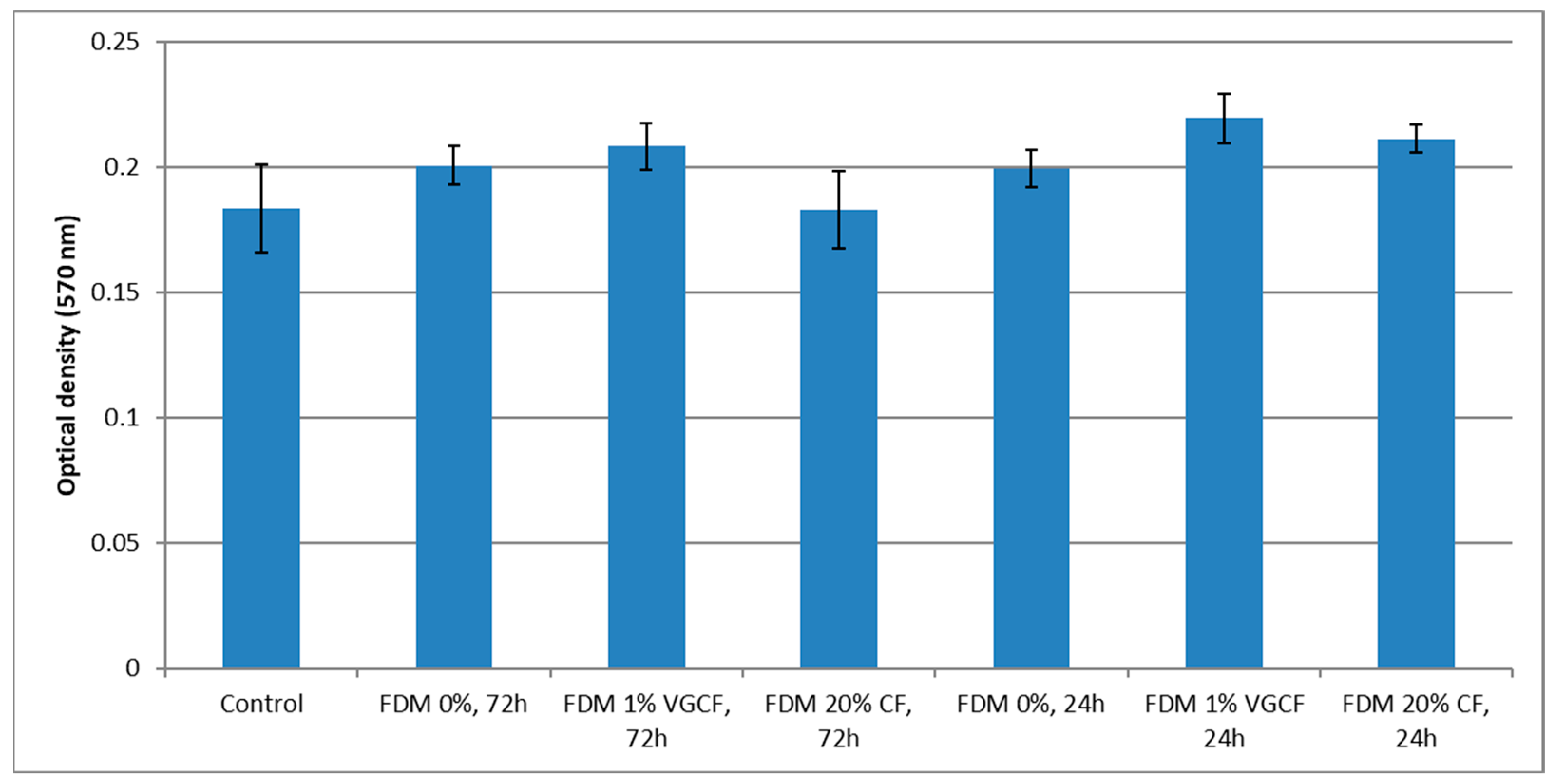
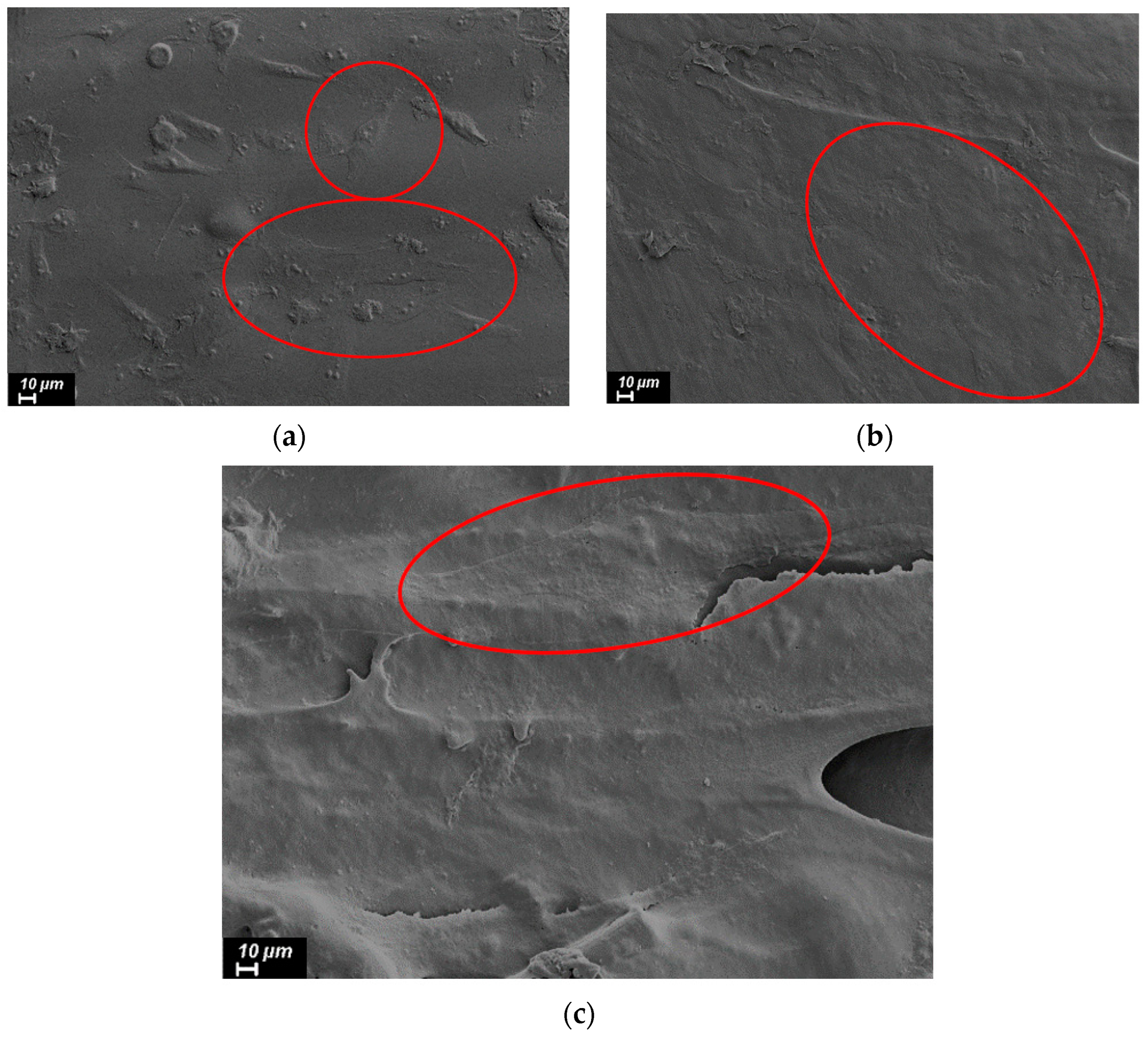
3.4. Investigation of Cytotoxicity of the Obtained Products
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wendel, B.; Rietzel, D.; Kühnlein, F.; Feulner, R.; Hülder, G.; Schmachtenberg, E. Additive Processing of Polymers. Macromol. Mater. Eng. 2008, 293, 799–809. [Google Scholar] [CrossRef]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.Q.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. Part B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Tao, Y.; Kong, F.; Li, Z.; Zhang, J.; Zhao, X.; Yin, Q.; Xing, D.; Li, P. A review on voids of 3D printed parts by fused filament fabrication. J. Mater. Res. Technol. 2021, 15, 4860–4879. [Google Scholar] [CrossRef]
- Wang, X.; Zhao, L.; Fuh, J.Y.H.; Lee, H.P. Effect of Porosity on Mechanical Properties of 3D Printed Polymers: Experiments and Micromechanical Modeling Based on X-ray Computed Tomography Analysis. Polymers 2019, 11, 1154. [Google Scholar] [CrossRef] [PubMed]
- 3D Printing High-Strength Carbon Composites Using PEEK, PAEK|Designnews.Com. Available online: https://www.designnews.com/design-hardware-software/3d-printing-high-strength-carbon-composites-using-peek-paek (accessed on 30 August 2022).
- Acquah, S.F.A.; Leonhardt, B.E.; Nowotarski, M.S.; Magi, J.M.; Chambliss, K.A.; S.Venzel, T.E.; Delekar, S.D.; Al-Hariri, L.A. Carbon Nanotubes and Graphene as Additives in 3D Printing. In Carbon Nanotubes—Current Progress of Their Polymer Composites; IntechOpen: London, UK, 2016. [Google Scholar] [CrossRef]
- Penumakala, P.K.; Santo, J.; Thomas, A. A critical review on the fused deposition modeling of thermoplastic polymer composites. Compos. Part B Eng. 2020, 201, 108336. [Google Scholar] [CrossRef]
- Ha, C.-S.; Anu, S.; Mathews, G. Polyimides and High Performance Organic Polymers. In Advanced Functional Materials; Springer: Berlin/Heidelberg, Germany, 2011; pp. 1–36. [Google Scholar] [CrossRef]
- Richardson, R.R.; Miller, J.A.; Reichert, W.M. Polyimides as biomaterials: Preliminary biocompatibility testing. Biomaterials 1993, 14, 627–635. [Google Scholar] [CrossRef]
- Vaganov, G.; Didenko, A.; Ivan’Kova, E.; Popova, E.; Yudin, V.; Elokhovskii, V.; Lasota, I. Development of new polyimide powder for selective laser sintering. J. Mater. Res. 2019, 34, 2895–2902. [Google Scholar] [CrossRef]
- Vaganov, G.; Ivan’kova, E.; Didenko, A.; Popova, E.; Elokhovskii, V.; Yudin, V. Effect of Carbon Nanoparticles on the Structure and Properties of Melt-Extruded R-BAPB Polyimide Fibers. Fibers Polym. 2022, 23, 611–616. [Google Scholar] [CrossRef]
- Pegoretti, A.; Dorigato, A. Polymer Composites: Reinforcing Fillers. In Encyclopedia of Polymer Science and Technology; Wiley: Hoboken, NJ, USA, 2019; pp. 1–72. [Google Scholar] [CrossRef]
- Pratama, J.; Cahyono, S.I.; Suyitno, S.; Muflikhun, M.A.; Salim, U.A.; Mahardika, M.; Arifvianto, B. A Review on Reinforcement Methods for Polymeric Materials Processed Using Fused Filament Fabrication (FFF). Polymers 2021, 13, 4022. [Google Scholar] [CrossRef]
- Stansbury, J.W.; Idacavage, M.J. 3D printing with polymers: Challenges among expanding options and opportunities. Dent. Mater. 2016, 32, 54–64. [Google Scholar] [CrossRef]
- Christ, S.; Schnabel, M.; Vorndran, E.; Groll, J.; Gbureck, U. Fiber reinforcement during 3D printing. Mater. Lett. 2015, 139, 165–168. [Google Scholar] [CrossRef]
- Harikrishnan, U.; Soundarapandian, S. Fused Deposition Modelling based Printing of Full Complement Bearings. Procedia Manuf. 2018, 26, 818–825. [Google Scholar] [CrossRef]
- Mai, Y.W.; Yu, Z.Z. Polymer Nanocomposites; Elsevier Ltd.: Amsterdam, The Netherlands, 2006; ISBN 9781855739697. [Google Scholar]
- Wang, X. Processing and Characterization of Multifunctional Thermoplastic Nanocomposite Films. Master’s Thesis, University of Central Florida, Orlando, FL, USA, 2014. [Google Scholar]
- Hegde, M.; Lafont, U.; Norder, B.; Samulski, E.T.; Rubinstein, M.; Dingemans, T.J. SWCNT induced crystallization in amorphous and semi-crystalline poly(etherimide)s: Morphology and thermo-mechanical properties. Polymer 2014, 55, 3746–3757. [Google Scholar] [CrossRef]
- Polyakov, I.V.; Vaganov, G.V.; Yudin, V.E.; Ivan’kova, E.M.; Popova, E.N.; Elokhovskii, V.Y. Investigation of Properties of Nanocomposite Polyimide Samples Obtained by Fused Deposition Modeling. Mech. Compos. Mater. 2018, 54, 33–40. [Google Scholar] [CrossRef]
- Bilkar, D.; Keshavamurthy, R.; Tambrallimath, V. Influence of carbon nanofiber reinforcement on mechanical properties of polymer composites developed by FDM. Mater. Today Proc. 2021, 46, 4559–4562. [Google Scholar] [CrossRef]
- Shofner, M.L.; Lozano, K.; Rodríguez-Macías, F.J.; Barrera, E.V. Nanofiber-reinforced polymers prepared by fused deposition modeling. J. Appl. Polym. Sci. 2003, 89, 3081–3090. [Google Scholar] [CrossRef]
- Sezer, H.K.; Eren, O. FDM 3D printing of MWCNT re-inforced ABS nano-composite parts with enhanced mechanical and electrical properties. J. Manuf. Process. 2019, 37, 339–347. [Google Scholar] [CrossRef]
- Seymour, R.B. The Role of Fillers and Reinforcements in Plastics Technology. Polym.-Plast. Technol. Eng. 2006, 7, 49–79. [Google Scholar] [CrossRef]
- Wang, X.; Jiang, M.; Zhou, Z.; Gou, J.; Hui, D. 3D printing of polymer matrix composites: A review and prospective. Compos. Part B Eng. 2017, 110, 442–458. [Google Scholar] [CrossRef]
- Tekinalp, H.L.; Kunc, V.; Velez-Garcia, G.M.; Duty, C.E.; Love, L.J.; Naskar, A.K.; Blue, C.A.; Ozcan, S. Highly oriented carbon fiber–polymer composites via additive manufacturing. Compos. Sci. Technol. 2014, 105, 144–150. [Google Scholar] [CrossRef]
- Han, X.; Yang, D.; Yang, C.; Spintzyk, S.; Scheideler, L.; Li, P.; Li, D.; Geis-Gerstorfer, J.; Rupp, F. Carbon Fiber Reinforced PEEK Composites Based on 3D-Printing Technology for Orthopedic and Dental Applications. J. Clin. Med. 2019, 8, 240. [Google Scholar] [CrossRef] [PubMed]
- Wang, P.; Zou, B.; Ding, S.; Huang, C.; Shi, Z.; Ma, Y.; Yao, P. Preparation of short CF/GF reinforced PEEK composite filaments and their comprehensive properties evaluation for FDM-3D printing. Compos. Part B Eng. 2020, 198, 108175. [Google Scholar] [CrossRef]
- Ning, F.; Cong, W.; Qiu, J.; Wei, J.; Wang, S. Additive manufacturing of carbon fiber reinforced thermoplastic composites using fused deposition modeling. Compos. Part B Eng. 2015, 80, 369–378. [Google Scholar] [CrossRef]
- World’s First Jet-Powered, 3D Printed UAV Tops 150 MPH—Stratasys. Available online: https://www.stratasys.com/en/resources/blog/aurora-uav-3d-printing/ (accessed on 7 September 2022).
- Dua, R.; Rashad, Z.; Spears, J.; Dunn, G.; Maxwell, M. Applications of 3D-Printed PEEK via Fused Filament Fabrication: A Systematic Review. Polymers 2021, 13, 4046. [Google Scholar] [CrossRef]
- Nune, K.C.; Misra, R.D.K.; Li, S.J.; Hao, Y.L.; Yang, R. Osteoblast cellular activity on low elastic modulus Ti–24Nb–4Zr–8Sn alloy. Dent. Mater. 2017, 33, 152–165. [Google Scholar] [CrossRef]
- Deng, Y.; Yang, Y.; Ma, Y.; Fan, K.; Yang, W.; Yin, G. Nano-hydroxyapatite reinforced polyphenylene sulfide biocomposite with superior cytocompatibility and in vivo osteogenesis as a novel orthopedic implant. RSC Adv. 2017, 7, 559–573. [Google Scholar] [CrossRef]
- Peng, T.Y.; Shih, Y.H.; Hsia, S.M.; Wang, T.H.; Li, P.J.; Lin, D.J.; Sun, K.T.; Chiu, K.C.; Shieh, T.M. In Vitro Assessment of the Cell Metabolic Activity, Cytotoxicity, Cell Attachment, and Inflammatory Reaction of Human Oral Fibroblasts on Polyetheretherketone (PEEK) Implant–Abutment. Polymers 2021, 13, 2995. [Google Scholar] [CrossRef]
- Qin, W.; Li, Y.; Ma, J.; Liang, Q.; Tang, B. Mechanical properties and cytotoxicity of hierarchical carbon fiber-reinforced poly (ether-ether-ketone) composites used as implant materials. J. Mech. Behav. Biomed. Mater. 2019, 89, 227–233. [Google Scholar] [CrossRef]
- Lethaus, B.; Safi, Y.; Ter Laak-Poort, M.; Kloss-Brandstätter, A.; Banki, F.; Robbenmenke, C.; Steinseifer, U.; Kessler, P. Cranioplasty with Customized Titanium and PEEK Implants in a Mechanical Stress Model. J. Neurotrauma 2012, 29, 1077–1083. [Google Scholar] [CrossRef]
- Polyakov, I.V.; Vaganov, G.V.; Yudin, V.E.; Smirnova, N.V.; Ivan’kova, E.M.; Popova, E.N. Study of Polyetherimide and Its Nanocomposite 3D Printed Samples for Biomedical Application. Polym. Sci. Ser. A 2020, 62, 337–342. [Google Scholar] [CrossRef]
- Vaganov, G.V.; Ivan’Kova, E.M.; Didenko, A.L.; Popova, E.N.; Elokhovsky, V.Y.; Yudin, V.E. The study of heat-resistant fibers obtained from a melt of thermoplastic crystallizable polyimide. J. Phys. Conf. Ser. 2020, 1697, 012114. [Google Scholar] [CrossRef]
- Vaganov, G.; Ivan’kova, E.; Didenko, A.; Popova, E.; Elokhovskiy, V.; Kasatkin, I.; Yudin, V. High-performance crystallized composite carbon nanoparticles/polyimide fibers. J. Appl. Polym. Sci. 2022, 139, e52748. [Google Scholar] [CrossRef]
- Huang, Y.Y.; Ahir, S.V.; Terentjev, E.M. Dispersion rheology of carbon nanotubes in a polymer matrix. Phys. Rev. B-Condens. Matter Mater. Phys. 2006, 73, 125422. [Google Scholar] [CrossRef]
- Chen, Q.; Zhang, Y.Y.; Huang, P.; Li, Y.Q.; Fu, S.Y. Improved bond strength, reduced porosity and enhanced mechanical properties of 3D-printed polyetherimide composites by carbon nanotubes. Compos. Commun. 2022, 30, 101083. [Google Scholar] [CrossRef]
- Yue, Z.; Yu, M.Y.; Lan, X. Study on Properties of Carbon Nanotubes/Epoxy Resin Composite Prepared by In Situ Polymerization. Adv. Mater. Res. 2013, 750–752, 132–135. [Google Scholar] [CrossRef]
- Zhou, Y.; Jeelani, M.I.; Jeelani, S. Development of photo micro-graph method to characterize dispersion of CNT in epoxy. Mater. Sci. Eng. A 2009, 506, 39–44. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Tg, °C | Tm, °C | Tcr, °C | χ, % | τ5, °C |
|---|---|---|---|---|---|
| R-BAPB | 201 | 326 | 305 | 2.7 | 526 |
| R-BAPB + 0.5% VGCF | 201 | 320 | 289 | 3.7 | 513 |
| R-BAPB + 1% VGCF | 200 | 320 | 287 | 13.3 | 511 |
| R-BAPB + 3% VGCF | 201 | 320 | 287 | 16.3 | 510 |
| R-BAPB + 5% VGCF | 200 | 322 | 282 | 23.5 | 513 |
| R-BAPB + 10% CF | 199 | 320 | 290 | 6.5 | 534 |
| R-BAPB + 20% CF | 199 | 324 | 289 | 6.3 | 535 |
| Sample | IM | FFF |
|---|---|---|
| R-BAPB | 0.33 ± 0.07% | 3.84 ± 0.13% |
| R-BAPB + 1% VGCF | 1.04 ± 0.05% | 1.90 ± 0.09% |
| R-BAPB + 20% CF | 2.13 ± 0.11% | 5.27 ± 0.15% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Polyakov, I.; Vaganov, G.; Didenko, A.; Ivan’kova, E.; Popova, E.; Nashchekina, Y.; Elokhovskiy, V.; Svetlichnyi, V.; Yudin, V. Development and Processing of New Composite Materials Based on High-Performance Semicrystalline Polyimide for Fused Filament Fabrication (FFF) and Their Biocompatibility. Polymers 2022, 14, 3803. https://doi.org/10.3390/polym14183803
Polyakov I, Vaganov G, Didenko A, Ivan’kova E, Popova E, Nashchekina Y, Elokhovskiy V, Svetlichnyi V, Yudin V. Development and Processing of New Composite Materials Based on High-Performance Semicrystalline Polyimide for Fused Filament Fabrication (FFF) and Their Biocompatibility. Polymers. 2022; 14(18):3803. https://doi.org/10.3390/polym14183803
Chicago/Turabian StylePolyakov, Igor, Gleb Vaganov, Andrey Didenko, Elena Ivan’kova, Elena Popova, Yuliya Nashchekina, Vladimir Elokhovskiy, Valentin Svetlichnyi, and Vladimir Yudin. 2022. "Development and Processing of New Composite Materials Based on High-Performance Semicrystalline Polyimide for Fused Filament Fabrication (FFF) and Their Biocompatibility" Polymers 14, no. 18: 3803. https://doi.org/10.3390/polym14183803
APA StylePolyakov, I., Vaganov, G., Didenko, A., Ivan’kova, E., Popova, E., Nashchekina, Y., Elokhovskiy, V., Svetlichnyi, V., & Yudin, V. (2022). Development and Processing of New Composite Materials Based on High-Performance Semicrystalline Polyimide for Fused Filament Fabrication (FFF) and Their Biocompatibility. Polymers, 14(18), 3803. https://doi.org/10.3390/polym14183803