
Research on Properties of Dopamine and Silicon Carbon Black Modified Basalt Fiber Reinforced Magnetorheological Elastomer



Abstract
:
1. Introduction
2. Experimental Methods and Testing
2.1. Materials
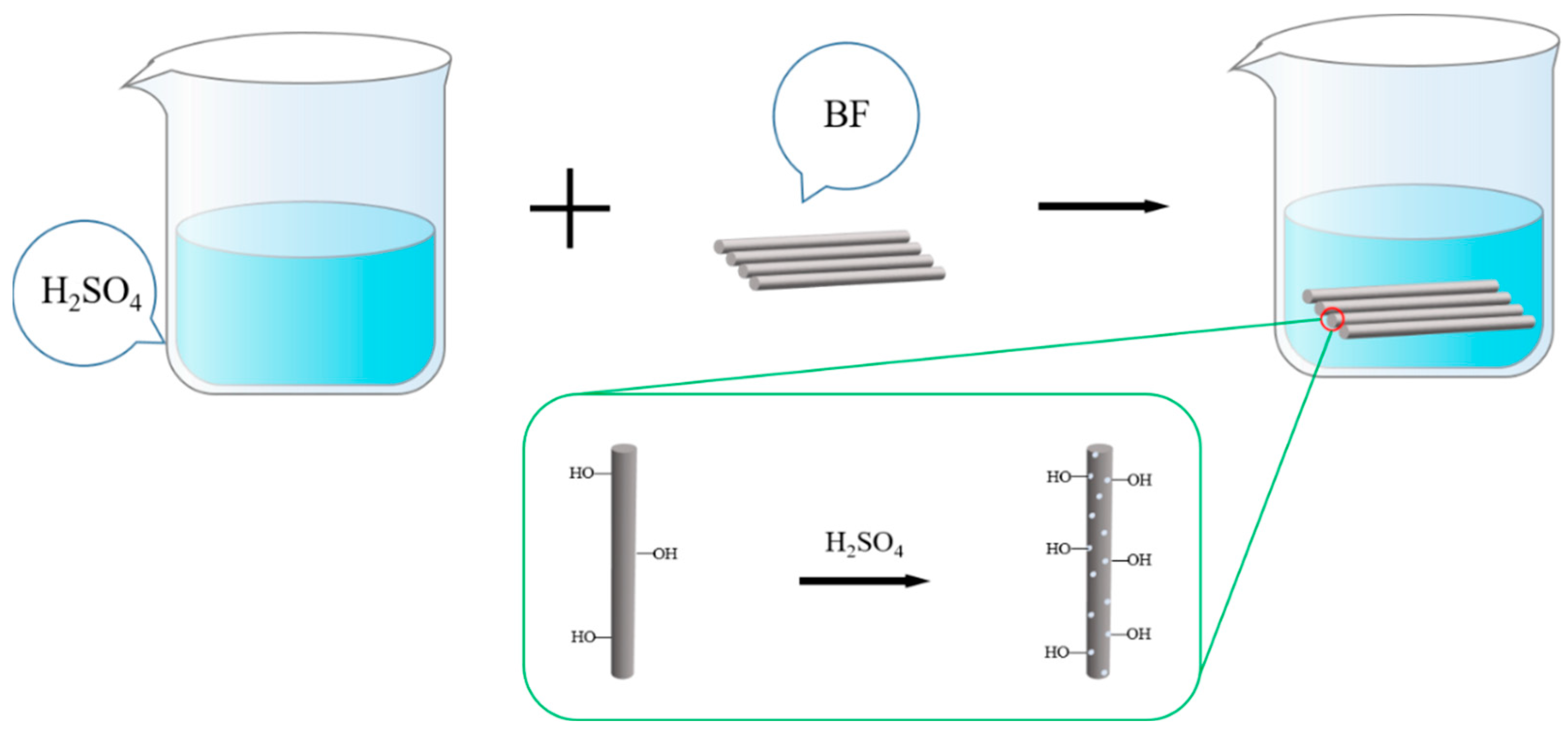
2.2. PDA Modified BF and BFH
2.3. SiCB + PDA Synergistically Modified BF and BFH
- (a)
- “Grafting” of SiCB to BF via PDA: The pretreated basalt fiber was added to the DA solution, then the tris solution was added to adjust the pH to 8.5, and SiCB was added after the reaction for 30 min. The mass of SiCB added was 20% of the mass of basaltic fiber, and it ultrasonically oscillated in an ultrasonic machine for 30 min. After a total of 24 h of reaction at room temperature, we poured out the solution, added deionized water, and after standing for 2 h, poured out the deionized water. The above operations were repeated until the solution was colorless and neutral, and then we dried the modified basalt fiber in a 60 °C oven for standby; denoted as PDA-BF-SiCB. The operation flow of SiCB + PDA synergistic modification of BF is shown in Figure 4.
- (b)
- “Grafting” of SiCB to BFH via PDA: The operation of SiCB + PDA modified BFH is the same as that of SiCB + PDA modified BF, denoted as PDA-BFH-SiCB.

2.4. Preparation of Magnetorheological Elastomer Precursors
2.5. Microstructure Observation and Mechanical Properties Testing
2.6. Measurement of MREs’ Viscoelastic Property
3. Results and Discussion
3.1. Microstructure of Modified BF and MREs
3.2. Mechanical Properties of Composite Materials
3.3. MR Effect
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Gong, L.C.a.X.L. Damping of magnetorheological elastomers. J. Cent. South Univ. Technol. 2006, 15, 271–274. [Google Scholar] [CrossRef]
- Chen, L.; Gong, X.-L.; Jiang, W.-Q.; Yao, J.-J.; Deng, H.-X.; Li, W.-H. Investigation on magnetorheological elastomers based on natural rubber. J. Mater. Sci. 2007, 42, 5483–5489. [Google Scholar] [CrossRef]
- Bastola, A.K.; Li, L. A new type of vibration isolator based on magnetorheological elastomer. Mater. Des. 2018, 157, 431–436. [Google Scholar] [CrossRef]
- Aini, N.A.M.; Othman, N.; Hussin, M.H.; Sahakaro, K.; Hayeemasae, N. Lignin as Alternative Reinforcing Filler in the Rubber Industry: A Review. Front. Mater. 2020, 6, 329. [Google Scholar] [CrossRef]
- Roy, K.; Debnath, S.C.; Potiyaraj, P. A Review on Recent Trends and Future Prospects of Lignin Based Green Rubber Composites. J. Polym. Environ. 2020, 28, 367–387. [Google Scholar] [CrossRef]
- Qian, M.; Sui, J.; Wang, X.; Zhu, Y. Mechanical Properties of Silicon Carbon Black Filled Natural Rubber Elastomer. Chem. Res. Chin. Univ. 2019, 35, 139–145. [Google Scholar] [CrossRef]
- Jamshaid, H.; Mishra, R. A green material from rock: Basalt fiber—A review. J. Text. Inst. 2016, 107, 923–937. [Google Scholar] [CrossRef]
- Novitskii, A.G.; Efremov, M.V. Some Aspects of the Manufacturing Process for Obtaining Continuous Basalt Fiber. Glass Ceram. 2011, 67, 364–368. [Google Scholar] [CrossRef]
- Matykiewicz, D.; Barczewski, M.; Knapski, D.; Skorczewska, K. Hybrid effects of basalt fibers and basalt powder on thermomechanical properties of epoxy composites. Compos. Part B-Eng. 2017, 125, 157–164. [Google Scholar] [CrossRef]
- Petrucci, R.; Santulli, C.; Puglia, D.; Nisini, E.; Sarasini, F.; Tirillo, J.; Torre, L.; Minak, G.; Kenny, J.M. Impact and post-impact damage characterisation of hybrid composite laminates based on basalt fibres in combination with flax, hemp and glass fibres manufactured by vacuum infusion. Compos. Part B-Eng. 2015, 69, 507–515. [Google Scholar] [CrossRef]
- Lee, S.O.; Rhee, K.Y.; Park, S.J. Influence of chemical surface treatment of basalt fibers on interlaminar shear strength and fracture toughness of epoxy-based composites. J. Ind. Eng. Chem. 2015, 32, 153–156. [Google Scholar] [CrossRef]
- Rybin, V.A.; Utkin, A.V.; Baklanova, N.I. Alkali resistance, microstructural and mechanical performance of zirconia-coated basalt fibers. Cem. Concr. Res 2013, 53, 1–8. [Google Scholar] [CrossRef]
- Gauvin, F.; Cousin, P.; Robert, M. Improvement of the Interphase Between Basalt Fibers and Vinylester by Nano-Reinforced Post-Sizing. Fiber. Polym. 2015, 16, 434–442. [Google Scholar] [CrossRef]
- Arslan, C.; Dogan, M. The effects of silane coupling agents on the mechanical properties of basalt fiber reinforced poly(butylene terephthalate) composites. Compos. Part B-Eng. 2018, 146, 145–154. [Google Scholar] [CrossRef]
- Ying, Z.R.; Wu, D.F.; Zhang, M.; Qiu, Y.X. Polylactide/basalt fiber composites with tailorable mechanical properties: Effect of surface treatment of fibers and annealing. Compos. Struct. 2017, 176, 1020–1027. [Google Scholar] [CrossRef]
- Lee, W.; Lee, J.U.; Byun, J.H. Catecholamine polymers as surface modifiers for enhancing interfacial strength of fiber-reinforced composites. Compos. Sci. Technol. 2015, 110, 53–61. [Google Scholar] [CrossRef]
- Zhou, M.; Li, Y.H.; He, C.; Jin, T.X.; Wang, K.; Fu, Q. Interfacial crystallization enhanced interfacial interaction of Poly (butylene succinate)/ramie fiber biocomposites using dopamine as a modifier. Compos. Sci. Technol. 2014, 91, 22–29. [Google Scholar] [CrossRef]
- Huang, S.S.; Liang, N.Y.; Hu, Y.; Zhou, X.; Abidi, N. Polydopamine-Assisted Surface Modification for Bone Biosubstitutes. BioMed Res. Int. 2016, 2016, 2389895. [Google Scholar] [CrossRef]
- Ni, Y.F.; Yang, D.; Hu, T.T.; Wei, Q.G.; Guo, W.L.; Zhang, L.Q. Fabrication of natural rubber dielectric elastomers with enhanced thermal conductivity via dopamine chemistry. Compos. Commun. 2019, 16, 132–135. [Google Scholar] [CrossRef]
- Shi, H.; He, Y.; Pan, Y.; Di, H.H.; Zeng, G.Y.; Zhang, L.; Zhang, C.L. A modified mussel-inspired method to fabricate TiO2 decorated superhydrophilic PVDF membrane for oil/water separation. J. Membr. Sci. 2016, 506, 60–70. [Google Scholar] [CrossRef]
- Ho, C.C.; Ding, S.J. Dopamine-induced silica-polydopamine hybrids with controllable morphology. Chem. Commun. 2014, 50, 3602–3605. [Google Scholar] [CrossRef] [PubMed]
- Jolly, M.R.; Carlson, J.D.; Munoz, B.C. A model of the behaviour of magnetorheological materials. Smart Mater. Struct. 1996, 5, 607. [Google Scholar] [CrossRef]
- Davis, L.C. Model of magnetorheological elastomers. J. Appl. Phys. 1999, 85, 3348–3351. [Google Scholar] [CrossRef]
- Khairi, M.H.A.; Fatah, A.Y.A.; Mazlan, S.A.; Ubaidillah, U.; Nordin, N.A.; Ismail, N.I.N.; Bok-Choi, S.; Aziz, S.A.A. Enhancement of Particle Alignment Using Silicone Oil Plasticizer and Its Effects on the Field-Dependent Properties of Magnetorheological Elastomers. Int. J. Mol. Sci. 2019, 20, 4085. [Google Scholar] [CrossRef] [PubMed]
- Puente-Cordova, J.G.; Reyes-Melo, M.E.; Palacios-Pineda, L.M.; Martinez-Perales, I.A.; Martinez-Romero, O.; Elias-Zuniga, A. Fabrication and Characterization of Isotropic and Anisotropic Magnetorheological Elastomers, Based on Silicone Rubber and Carbonyl Iron Microparticles. Polymers 2018, 10, 1343. [Google Scholar] [CrossRef]
- Stepanov, G.V.; Abramchuk, S.S.; Grishin, D.A.; Nikitin, L.V.; Kramarenko, E.Y.; Khokhlov, A.R. Effect of a homogeneous magnetic field on the viscoelastic behavior of magnetic elastomers. Polymer 2007, 48, 488–495. [Google Scholar] [CrossRef]
- Qiao, Y.; Zhang, J.; Zhang, M.; Liu, L.; Zhai, P. A magnetic field- and frequency-dependent dynamic shear modulus model for isotropic silicone rubber-based magnetorheological elastomers. Compos. Sci. Technol. 2021, 204, 108637. [Google Scholar] [CrossRef]
- Raa Khimi, S.; Pickering, K.L. The effect of silane coupling agent on the dynamic mechanical properties of iron sand/natural rubber magnetorheological elastomers. Compos. Part B Eng. 2016, 90, 115–125. [Google Scholar] [CrossRef]
- Böse, H.; Röder, R. Magnetorheological elastomers with high variability of their mechanical properties. J. Phys. Conf. Ser. 2009, 149, 012090. [Google Scholar] [CrossRef]
- Lokander, M.; Stenberg, B. Performance of isotropic magnetorheological rubber materials. Polym. Test. 2003, 22, 245–251. [Google Scholar] [CrossRef] [Green Version]
- Gong, X.L.; Zhang, X.Z.; Zhang, P.Q. Fabrication and characterization of isotropic magnetorheological elastomers. Polym. Test. 2005, 24, 669–676. [Google Scholar] [CrossRef]
- Bica, I.; Anitas, E.M.; Chirigiu, L. Magnetic field intensity effect on plane capacitors based on hybrid magnetorheological elastomers with graphene nanoparticles. J. Ind. Eng. Chem. 2017, 56, 407–412. [Google Scholar] [CrossRef]
- Bica, I. Influence of the transverse magnetic field intensity upon the electric resistance of the magnetorheological elastomer containing graphite microparticles. Mater. Lett. 2009, 63, 2230–2232. [Google Scholar] [CrossRef]
- Nayak, B.; Dwivedy, S.K.; Murthy, K.S.R.K. Fabrication and characterization of magnetorheological elastomer with carbon black. J. Intell. Mater. Syst. Struct. 2014, 26, 830–839. [Google Scholar] [CrossRef]
- Wu, J.; Gong, X.; Fan, Y.; Xia, H. Improving the magnetorheological properties of polyurethane magnetorheological elastomer through plasticization. J. Appl. Polym. Sci. 2012, 123, 2476–2484. [Google Scholar] [CrossRef]
- Kimura, Y.; Kanauchi, S.; Kawai, M.; Mitsumata, T.; Tamesue, S.; Yamauchi, T. Effect of Plasticizer on the Magnetoelastic Behavior for Magnetic Polyurethane Elastomers. Chem. Lett. 2015, 44, 177–178. [Google Scholar] [CrossRef]
- Stoll, A.; Mayer, M.; Monkman, G.J.; Shamonin, M. Evaluation of highly compliant magneto-active elastomers with colossal magnetorheological response. J. Appl. Polym. Sci. 2014, 131. [Google Scholar] [CrossRef]
- Hu, T.; Xuan, S.; Ding, L.; Gong, X. Stretchable and magneto-sensitive strain sensor based on silver nanowire-polyurethane sponge enhanced magnetorheological elastomer. Mater. Des. 2018, 156, 528–537. [Google Scholar] [CrossRef]
- Li, R.; Sun, L.Z. Dynamic mechanical behavior of magnetorheological nanocomposites filled with carbon nanotubes. Appl. Phys. Lett. 2011, 99, 131912. [Google Scholar] [CrossRef]
- Kumar, V.; Lee, D.-J. Mechanical properties and magnetic effect of new magneto-rheological elastomers filled with multi-wall carbon nanotubes and iron particles. J. Magn. Magn. Mater. 2019, 482, 329–335. [Google Scholar] [CrossRef]
- Shadrinov, N.V.; Nartakhova, S.I. Structure and properties of nitrile-butadiene rubber filled with carbon and basalt fibers. Inorg. Mater. Appl. Res. 2017, 8, 140–144. [Google Scholar] [CrossRef]
- Wu, J.; Gong, X.; Chen, L.; Xia, H.; Hu, Z. Preparation and characterization of isotropic polyurethane magnetorheological elastomer throughin situpolymerization. J. Appl. Polym. Sci. 2009, 114, 901–910. [Google Scholar] [CrossRef]
- Chen, L.; Gong, X.L.; Li, W.H. Effect of carbon black on the mechanical performances of magnetorheological elastomers. Polym. Test. 2008, 27, 340–345. [Google Scholar] [CrossRef] [Green Version]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ingredients | Amounts (phr) |
|---|---|
| NR/BR | 70/30 |
| Carbonyl iron | 200 |
| Filler | X |
| ZnO | 6 |
| Stearic acid | 1 |
| Paraffin oil | 6 |
| Antioxidant 4010NA | 2 |
| Antioxidant 4020 | 2 |
| Accelerator TMTD | 0.2 |
| Accelerator CZ | 1.5 |
| Accelerator DM | 0.4 |
| Sulfur | 1.2 |
| Materials | MREs | MREs/ BF | MREs/ BFH | MREs/ PDA-BF | MREs/ PDA-BFH | MREs/ PDA-BF-SiCB | MREs/ PDA-BFH-SiCB |
|---|---|---|---|---|---|---|---|
| Tensile Strength (MPa) | 7.41 | 5.34 | 5.57 | 5.74 | 6.66 | 7.25 | 9.58 |
| Stress at 300% Strain (MPa) | 2.74 | 3.49 | 3.77 | 4.30 | 4.34 | 4.16 | 4.13 |
| Materials | Tensile Strength (MPa) | Elongation at Break (%) | References |
|---|---|---|---|
| BNKS-18 | 14.8 | 525.9 | [41] |
| BNKS-18 + 2.5 BF | 13.2 | 470.1 | |
| BNKS-18 + 5.0 BF | 14.5 | 397.8 | |
| BNKS-18 + 7.5 BF | 14.3 | 416.9 | |
| BNKS-18 + 10.0 BF | 14.4 | 416.7 | |
| MRE (without carbon black) | 2.37 | - | [43] |
| MRE (4% carbon black) | 3.25 | - | |
| MRE (7% carbon black) | 3.52 | - |
| Materials | MREs | MREs/ BF | MREs/ BFH | MREs/ PDA-BF | MREs/ PDA-BFH | MREs/ PDA-BF-SiCB | MREs/ PDA-BFH-SiCB |
|---|---|---|---|---|---|---|---|
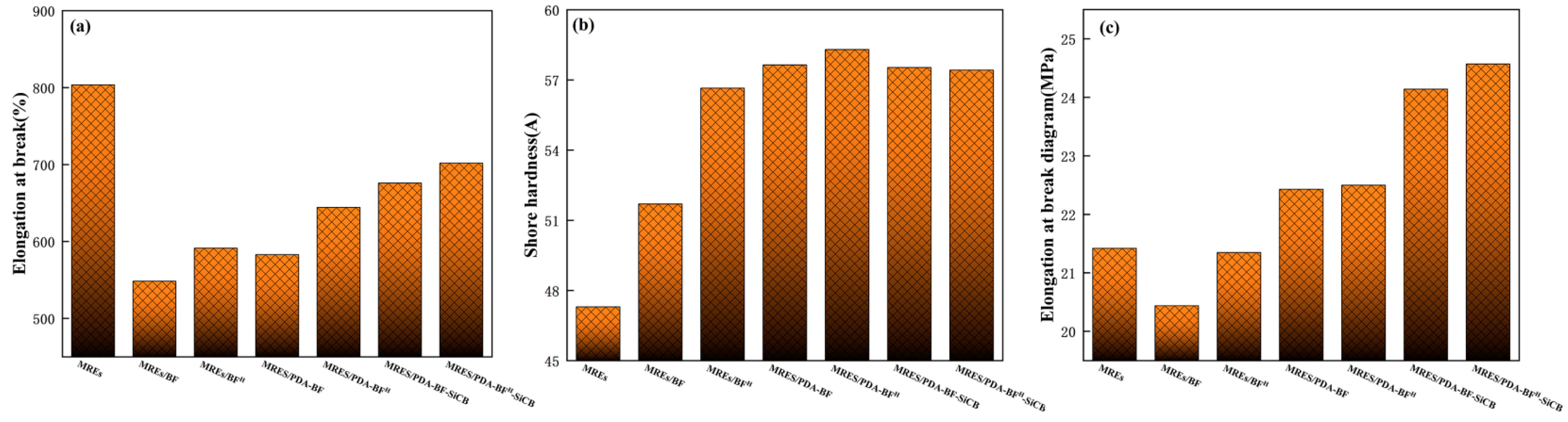
| Elongation at Break (%) | 803.48 | 548.33 | 591.23 | 582.85 | 644.29 | 676.04 | 701.84 |
| Shore Hardness (A) | 47.3 | 51.7 | 56.7 | 57.6 | 58.3 | 57.5 | 57.4 |
| Tear Strength (kN/m) | 20.92 | 19.94 | 20.85 | 21.93 | 22.00 | 23.64 | 24.07 |
| Sample | (MPa) | (MPa) | (%) |
|---|---|---|---|
| MREs | 0.77 | 0.098 | 12.73 |
| MREs/BF | 1.401 | 0.22 | 15.7 |
| MREs/BFH | 1.539 | 0.279 | 18.12 |
| MREs/PDA-BF | 1.412 | 0.244 | 17.28 |
| MREs/PDA-BFH | 1.64 | 0.365 | 22.26 |
| MREs/PDA-BF-SiCB | 1.944 | 0.779 | 40.07 |
| MREs/PDA-BFH-SiCB | 2.047 | 0.856 | 41.82 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, S.; Liu, T.; Li, Y.; Liang, C. Research on Properties of Dopamine and Silicon Carbon Black Modified Basalt Fiber Reinforced Magnetorheological Elastomer. Polymers 2022, 14, 3949. https://doi.org/10.3390/polym14193949
Wang S, Liu T, Li Y, Liang C. Research on Properties of Dopamine and Silicon Carbon Black Modified Basalt Fiber Reinforced Magnetorheological Elastomer. Polymers. 2022; 14(19):3949. https://doi.org/10.3390/polym14193949
Chicago/Turabian StyleWang, Shaoqiang, Tianbao Liu, Yi Li, and Ce Liang. 2022. "Research on Properties of Dopamine and Silicon Carbon Black Modified Basalt Fiber Reinforced Magnetorheological Elastomer" Polymers 14, no. 19: 3949. https://doi.org/10.3390/polym14193949
APA StyleWang, S., Liu, T., Li, Y., & Liang, C. (2022). Research on Properties of Dopamine and Silicon Carbon Black Modified Basalt Fiber Reinforced Magnetorheological Elastomer. Polymers, 14(19), 3949. https://doi.org/10.3390/polym14193949