1. Introduction
Micro- and nano-porous membranes have a wide range of applications, including plasmonics, data storage, energy devices, as well as filters and separators, for biomedical applications. Nanoporous membranes with very well defined pore sizes are based on silicon, silicon nitride, or highly periodic anodic alumina substrates and are typically made using microfabrication techniques. For example, suspended silicon nitride (SiN) membranes were used directly as shadow masks to pattern infrared plasmonic nano antenna arrays [
1], sub-50 nm nanoparticles [
2] and metallic nanowires [
3]; ultrathin and highly periodic anodic alumina membranes were used as a lift-off masks to deposit ferroelectric nanocapacitor arrays for data-storage applications [
4] or as templates for direct synthesis of single-crystalline nanopillar arrays in solar cells [
5]; SiN membranes coated with biomimetic molecules to form nuclear pore complexes were applied to study nucleocytoplasmic transport phenomena at the single-molecule level in vitro [
6]; ultrathin pnc-Si membranes were used for macromolecules separation [
7]; Si, SiN, and SiO
2 nano membranes are now frequently used to measure the translocation of individual DNA molecules [
8]; a Si-based membrane with extremely small nano pores fabricated via a self-assembled monolayer deposition of 3-mercaptopropyltrimethoxysilane was used for inorganic–organic proton exchange in fuel cells application [
9]. These Si-based membranes are mechanically stable and offer advantages by maintaining the membrane’s shape during handling, but they are nevertheless both fragile and brittle. Furthermore, the microfabrication process for Si-based membranes usually involves specialized, complicated and expensive equipment in dedicated cleanroom facilities.
Alternatively, flexible polymeric membranes are less expensive to fabricate and offer numerous advantages, such as conformal wetting and easy peel-off without significant damage and distortion. Polymeric membranes are also increasingly attractive for biological applications. For example, flexible membranes made of polydimethylsiloxane (PDMS), polystyrene, polyethylene glycol diacrylate, polycarbonate (PC) or thermoplastic elastomer (TPE) have been integrated into bio-inspired microfluidic devices for drug screening and toxicology applications [
10], for efficient culture and analysis of renal tubular cells [
11], for isolation of rare circulating tumor cells [
12] and also as key components of 3D microfluidic systems [
13,
14,
15,
16,
17,
18]. However, it is non-trivial to make polymeric membranes with regular, straight and open-through pores because it is quite challenging to obtain ‘free standing’ and ‘residual-layer-free’ structures in the fabrication of polymeric membranes, particularly for smaller pore sizes. It is, therefore, desirable to make low-cost polymeric membranes with regular micro- and nano-pores to replace the expensive and fragile Si-based membranes.
Various techniques to make polymeric membranes were previously reported. Track- etched polycarbonate (PC) membranes with pore sizes ranging from 100 nm up to 20 µm are readily available commercially. However, the pores in PC membranes are irregular and discrete. Through holes in track-etched membranes are not usually straight because they are formed through a combination of charged particle bombardment (irradiation), followed by chemical etching. Previously, regular, straight open-through-holes TPE membranes were successfully fabricated by using the hot-embossing methods [
18]. Although this method could be applied to fabricate PMMA open-through-hole membranes with both high aspect ratio and sub-micrometer diameter pores, the method remains hard to scale-up due to low throughput and the need for expensive metallic molds [
19]. An alternate fabrication route for regular, straight, open-through-hole membranes in PDMS elastomers used advanced techniques, such as the micromolding in the capillaries (MIMIC) method [
20]. There are several limitations in this technique, including the intrinsic low aspect ratio of pores in PDMS, making it difficult to fabricate sub-10 µm pore sizes. Micro-sieves made of polyimide or polyethersulfone were also successfully fabricated by using phase separation micromolding methods [
21,
22]. Very recently, Cho et al. [
23] demonstrated the fabrication of UV-cured fluorinated perfluoropolyether (PFPE) polymer membranes by a hierarchical mold-based dewetting method, similar to the MIMIC method above. Their fabrication strategy for PFPE nano-apertures leverages the large wettability difference during micromolding and the geometric reinforcement of a multiscale, multilevel architecture. The technique is, therefore, highly material dependent. The mechanical peel off technique that was applied to release membranes also risks membrane rupture, particularly for thin membranes over very wide surface areas.
Previously we proposed a fabrication strategy for freestanding, high porosity, large-area and defect-free micro- and nanoporous polymeric membranes using vacuum-assisted UV micro-molding (VAUM). We demonstrated their use for particle and cell enrichment, including the capture and release of white blood cells and circulating tumor cells [
24,
25,
26]. Here, we present a simplified alternative to this method using spontaneous capillary flow (SCF), which offers a robust pathway to reduce fabrication costs and scale membrane manufacturing. In the SCF method, the final polymer membrane is replicated from an intermediate, sacrificial template. Both UV curing and thermal setting were used for final membrane polymerisation. Membranes were separated from the sacrificial templates by submerging in aqueous solutions for a short time; alleviating the need for mechanical demolding reduces risks of permanently distorting or breaking the membrane. We used both polyvinyl alcohol (PVA) and biodegradable polylactic acid (PLA)/thermoplastic starch blends [
27,
28] as sacrificial templates. The intermediate templates were fabricated by hot-embossing PLA sheets extruded from PLA pellets. PVA is a highly hydrophilic polymer with good thermal stability, high hydrolysis and the ability to dissolve readily in water with negligible effects on the final polymeric membrane. For PVA intermediate templates, membrane separation is simply carried out in a water bath. For intermediate templates made from PLA, membrane separation was done in aqueous conditions using Nano-Strip 2X
® (Cyantek KMG 539400, Amplex Chemical Products Ltd., Pointe-Claire, QC, Canada). We note that for certain classes of polymers that have a tendency to swell reversibly, an intermediate template could also be made by using cyclic olefin copolymer (COC-Zeonor 1060R, Zeon Chemicals, Louisville, KY, USA), which can be fabricated rapidly and cost effectively by hot embossing, and polar solvents, such as methanol, can be used to separate the membrane from the template.
2. Experiment
2.1. Process Flow Chart for Fabrication of Polymeric Membranes
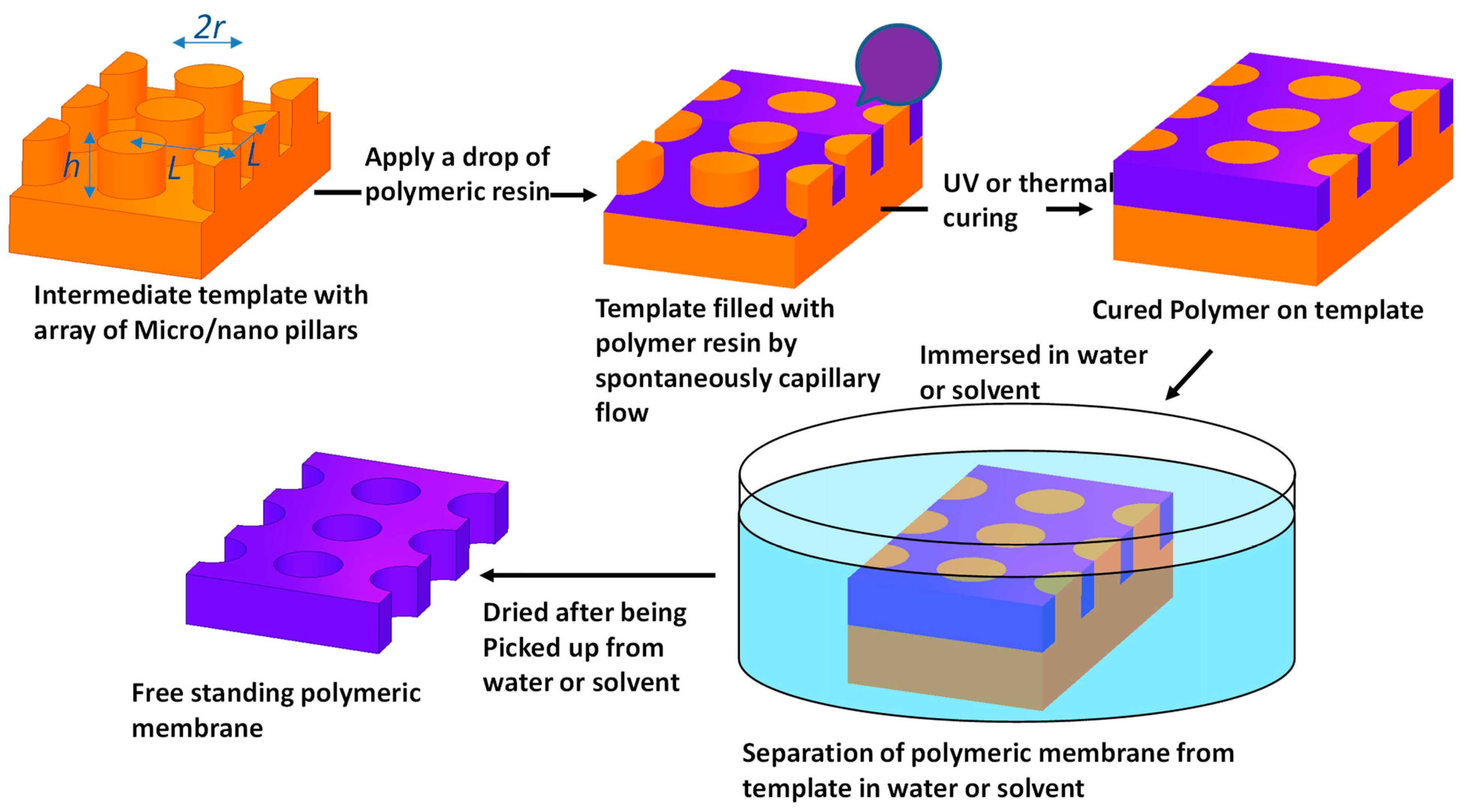
Figure 1 shows the general process flow chart for the fabrication of polymeric membranes using an intermediate template. The space between micro/nano pillars is filled by polymeric resin via spontaneous capillary flow. Polymerisation is then initiated by UV curing or thermal setting. Separation of the cured membrane from the template is performed under liquid conditions. For most cases presented here, the template is made of PVA and is simply dissolved by deionized water. For PLA templates, Nano-Strip 2X
® was used to dissolve the intermediate template and release the polymeric membrane. Alternatively, separation of polymeric membranes could be done using polar solvent, such as methanol, if polymer swelling is an issue.
2.2. Fabrication of Silicon Mold Masters and PVA, PLA Intermediate Templates
A typical photolithography process for making a Si master mold is summarized as follows: A single side polished Si wafer (150 mm in diameter, 650 µm in thickness, resistivity of 1–100 Ω·cm and in orientation of <100>) was first surface treated with O2 plasma (Oxford PlasmaLab 80 Plus, 200 W, 100 mTorr, 2 min). AZ5214E photo resist (Microchemicals GmbH, Ulm, Germany) was spin coated on the clean Si wafer (2000 rpm, ramp rate of 400 rpm/s, 35 s) followed by a soft bake at 120 °C for 60 s on a hot plate. It was then exposed by i-line UV photolithography at 120 mJ/cm2 (EVG® 6200 NT). The photoresist was developed in AZ400K (1:3 = AZ400K:DI water). Any residual photoresist was then descummed by O2 plasma (100 W, 100 mTorr, 30s). The wafer was hard baked for 2 min at 110 °C before deep reactive ion etching (DRIE). A Bosch process was used in the Silicon DRIE with alternative 7 s Bosch deposition (with HF power of 10 W, ICP power of 700 W, total gas pressure of 30 mTorr (gas flow rate of 1 sccm for SF6 and 50 sccm for C4F8)) followed by 7 s Bosch etch (with HF power of 25 W, ICP power of 700 W, total gas pressure of 30 mTorr (gas flow rate of 1 sccm for C4F8 and 50 sccm for SF6)) for 92 cycles (PlasmaLab System 100, Oxford Instrument, Yatton, UK). After DRIE, the Si wafer was cleaned with Acetone and O2 plasma cleaning for 7 min with 200 W RF power and O2 pressure of 100 mTorr. The typical target etch depth of the patterned Si structures was 30 µm. In order to fabricate a Si master mold with 100 µm tall micropillars, both the etching time and the number of Bosch process cycles were increased; a thicker AZ9260 photoresist was used in this case.
A PDMS replica was then created from the etched silicon master (pillars) by pouring a mixture of SYLGARD 184 Silicone elastomer base and its curing agent (Dow Corporation, Midland, MI, USA) in 10:1 by weight over the Si master mold. After curing at 80 °C for 2 h in an oven, the PDMS replica (holes) was demolded from the Si master. In order to facilitate the separation of the PVA intermediate template from this PDMS replica, the surface of the PDMS mold was coated with a monolayer of trichlorol(1H, 1H, 2H, 2H)-perfluorooctyl-silane (97%) (Sigma-Aldrich, Oakville, ON, USA) by placing it under vacuum in a desiccator for two hours. The intermediate template was made by replicating the structures in polyvinyl alcohol (PVA, Sigma-Aldrich) from the PDMS mold. A liquid PVA solution was made by dissolving 20 wt. % of PVA, which has a hydrolysis degree of 89% and a molecular weight of about 100,000 g mol−1, in water. The PVA solution was poured over the PDMS mold and placed under vacuum for one hour to remove any trapped air. The PVA was then solidified by slow drying in an oven at 50 °C for 12 h. To ease handling, the preferred thickness of the PVA templates is 300 µm or more. The replicated PVA template could then readily detach from the PDMS mold without any sticking issues.
Replication of PVA intermediate templates from Si master molds using PDMS replica becomes more difficult when the micropillar diameter is less than 5 µm. This is due to the commensurate increase in pillar density. For membranes with smaller pore size, we made intermediate templates poly lactic acid (PLA). PLA is a thermoplastic, biodegradable polymer derived from renewable bio-resources, such as corn, sugar beet and potato starch. The PLA/thermoplastic starch blends are becoming more attractive because of their promising developments for applications in food packaging and biomedicine [
27]. PLA or PLA/TPS can be extruded from PLA pellets or TPS, PLA pellet mixtures [
29]. Hot embossing can also be used to fabricate PLA-based microstructures [
30]. Here, we demonstrate hot embossing of 2 µm diameter micropillars in PLA with an array density of more than 40%. We used a flexible fluorinated ethylene propylene (FEP) working mold to facilitate the demolding process of the PLA intermediate template. Again, a Si master mold (pillars) was first fabricated using standard photolithography and DRIE etching. The FEP replica mold (holes) was created from the etched Si master by hot embossing (EVG
® 520HE, EV Group, Schärding, Austria, 10 kN, 280 °C, 30 min). The FEP was then used to emboss PLA substrates (15 kN, 180 °C, 10 min) to create the PLA intermediate template (pillars).
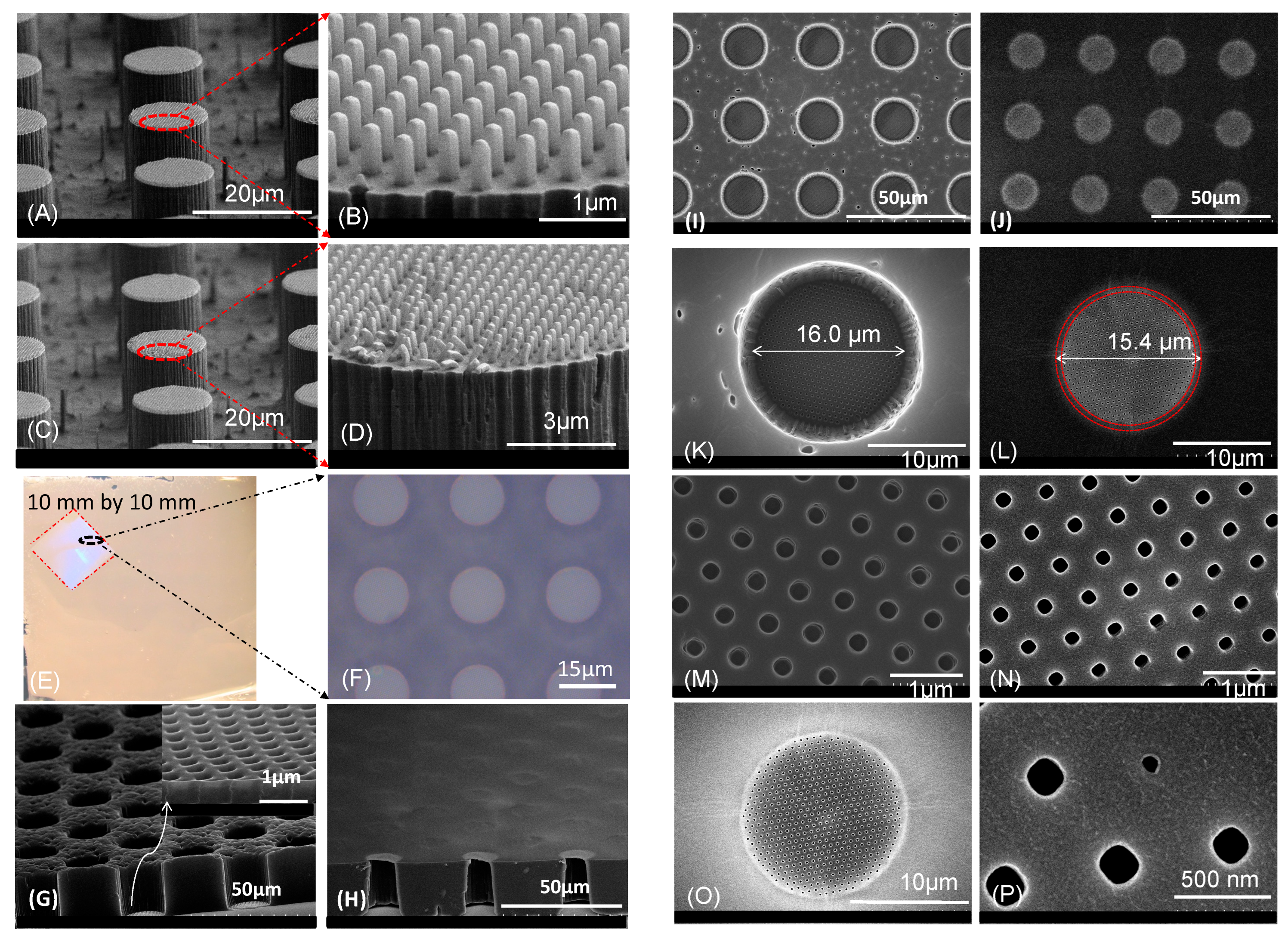
In order to make polymer membranes with nano-apertures, it is very useful to apply a strategy of geometric reinforcement into the membrane fabrication process via multilevel, hierarchical architectures. To do this, we designed a master mold with a combination of nano- and microstructures. Here, the silicon master mold was fabricated by both e-beam lithography and photo lithography and etching. An array of 300 nm square, 600 nm tall nanopillars (10 × 10 mm
2 patterned area) were fabricated by e-beam lithography [
31] and arranged in centered hexagonal configuration the distance between the nearest neighbors fixed at 600 nm. Photolithography and DRIE etching were then used to pattern an array of 15 µm diameter, 30 µm tall micropillars (40 × 40 mm
2 patterned area).
Although PDMS can replicate the inverted sub-micrometer features from a master mold, it is extremely challenging to replicate either PVA or PLA intermediate templates with hybrid micro-nanostructures from this PDMS. Alternatively, the nanostructures on the silicon master mold are well-replicated by hot embossing into thermoplastic substrates using a secondary intermediate replica molding step in UV-cured polymer (Solvay MD700). The use here of fluorinated polymer working stamp facilitates the demolding process after hot embossing. The working stamp was created by pouring liquid precursor of UV-curable polymer (MD700) mixed with 1% photoinitiator (Darocur
® 1173) onto the Si master [
32] following with flood lamp UV curing at room temperature (Dymax ECE 2000 UV, Torrington, CT, 2 min). The working stamp was used to hot emboss COC substrates (Zeonor 1060 R) under vacuum at 10 kN and 140 °C for 10 min. Demolding was done manually after the temperature of embossed stack dropped below 90 °C.
2.3. Details of Polymer Resins Used in The Membrane Fabrication
Liquid precursor of polymer MD700 was purchased from Solvay Specialty Polymers USA. MD700 is a perfluoropolyether (PFPE)-urethane dimethacrylate. UV curable MD700 resin was mixed by the precursor of polymer MD700 with 1% of photoinitiator Darocur® 1173 (2-hydroxy-02-methyl-1-phenyl-propan-1-one, BASF Corporation, Vandalia, OH, USA). The viscosity of the UV curable MD700 is about 581 cP at 25 °C. The same UV curable MD700 polymer was used to fabricate the working stamps and membranes.
The medical adhesive UV resin 1161-M was purchased from DYMAX (Torrington, CT, USA). The viscosity of 1161-M is about 300 cP at 25 °C. The optical adhesive UV resin NOA84 was purchased from Norland Products Inc. (CRANBURY, NJ, USA). The viscosity of NOA84 is between 40–75 cP at 25 °C.
The UV curable EBECRYL 3708 resin was made from a mixture of Bisphenol-A epoxy diacrylate (50% in weight) and tripropylene glycol diacrylate (TPGDA). Both EBECRYL 3708 and TPGDA were purchased from Cytec (Allnex Canada Inc., Ottawa, ON, Canada). The viscosity of the UV curable EBECRYL 3708 resin is 604 cP at 23 °C. UV curable CUVR1534 resin was made from a mixture of UVACURE 1500 (from Allnex Canada Inc., Etobicoke, ON, Canada) and CAPATM 3035 (Perstorp Holding AB, Sweden), in a ratio of 50:50 by weight, mixed with 1% UVCURE 1600 photoinitiator. UVACURE 1500 is a class of cycloaliphatic di-epoxide resin, while CAPATM 3035 is a cyclic acylphosphoramidate polymer. The viscosity of CUVR1534 is 806 cP at 25 °C.
MD6945 thermoplastic elastomer polymer was made by dissolving pellets of Kraton® MD6945M polymer (Kraton polymer llC, 15710 John F. Kennedy Blvd. Suite 300, Houston, TX, USA) in chlorobenzene with concentration of 14 wt. % (ACS reagent 99.5%, SIGMA-ALDRICH, St. Louis, MO, USA).
2.4. Polymer Filling by Capillary Force
In order to completely fill the PVA scaffolds with pre-polymer, two different strategies were employed. First, a cover coated with a thin layer of PVA was placed on top of the pillar template to make a closed PVA scaffold with a single open entry. A drop of pre-polymer was dispensed over this entry port and the sandwich was placed under vacuum for several minutes to evacuate the air trapped between the PVA template pillars [
26]. Once the vacuum was vented, the polymer resin was pulled into the space between the pillars automatically filling the PVA scaffold. The advantage of this method is that there is no specific requirement for the polymer resin as long as it is not particularly volatile or viscous nor water soluble. The disadvantage is that it is not generally applicable to thermal setting polymer membranes because solvent evaporation from the resin through the single-entry port is typically a very slow process. Here, we focus on an alternative arrangement where the PVA scaffold is filled strictly by capillary-force-driven fluid displacement. This simplifies the overall process and can be readily scaled for mass production.
Casavant et al. [
33] reported that liquids could propagate spontaneously by capillary force along micro-channels, even without floor and ceiling (suspended flow), if the internal pressure
P, which is the variation of free energy per unit volume
dE/
dV, at the liquid front is negative.
Here,
is the variation in area, with the indices
L,
S, and
G representing liquid, solid and gas phases, respectively. The contact angle,
θ, is between the fluid and the solid surface, and
γLG is the surface energy of the fluid between liquid and gas. With the reservoir pressure being set to zero and given that the flow condition is
, the condition for SCF can be written as:
For an open system of PVA posts, it can be simplified as a number of long rectangular channels with a chain of semi-circle posts at each side of the channel with period
L and radius of the circle
r in parallel. Here, we just take an example of a microstructured PVA template with an array of micropillars of height
h, radius
r and pitch
L (square configuration). The basic unit of this long channel consists of a box with dimensions
L ×
L ×
h with four quarter pillars whose radius is
r and a segment of open channel as shown in
Figure 1. In this simplified system,
and
.
Since the left side of Equation (3) is always smaller than 1, the above equation holds true as long as the contact angle is small enough. The cavity of a PVA scaffold can, therefore, be simply and automatically filled by SCF with polymeric resin.
To estimate the efficiency of the SCF filling in the PVA scaffold system, we assume an array period for the PVA posts of
L = 60 µm, post radius of
r = 10 µm and a post height of
h = 80 µm
, which gives 0.3953 for the left side of Equation (3). The condition holds true as long as the contact angle of the resin with PVA surface is smaller than 66.7°. Since the surface of PVA is highly hydrophilic, most UV curable polymers will wet the pillar structures and the condition for SCF is satisfied.
Table 1 shows the static contact angle of six UV curable polymer resins and one thermal set elastomer measured on the surface of unstructured PVA.
The contact angle of EBECRYL3708 is larger than 70°; in order to assist the SCF filling for this UV resin, the PVA surface was first treated with O2 plasma (100 W, 100 mTorr, 1 min), resulting in a static contact angle < 10° between the PVA surface and the resin.
The lateral filling velocity across the template surface area is directly related to the filling dynamics of the polymer resin into the micro-structured PVA surface. The roughness of a surface can enhance both the wetting (hydrophilic) and non-wetting (hydrophobic) nature of a liquid on a solid surface. When the Young’s contact angle on a flat/surface is less than 90°, roughness will reduce the apparent contact angle, leading to super-hydrophilic/super-wetting case. If the Young’s contact angle is larger than 90°, the roughness will increase the apparent contact angle, leading to super-hydrophobic/super-anti-wetting case. For a system with a micro-structured surface consisting of an array of micropillars with radius
r and period
L, with pillar density
ϕs =
πr2/
L2, the SCF of the liquid is possible via the menisci that forms locally at each pillar. This meniscus front enables the liquid to reach neighboring pillars. This wicking behavior is more accurately a hemi-wicking phenomenon, an intermediate state between spreading and imbibition [
33,
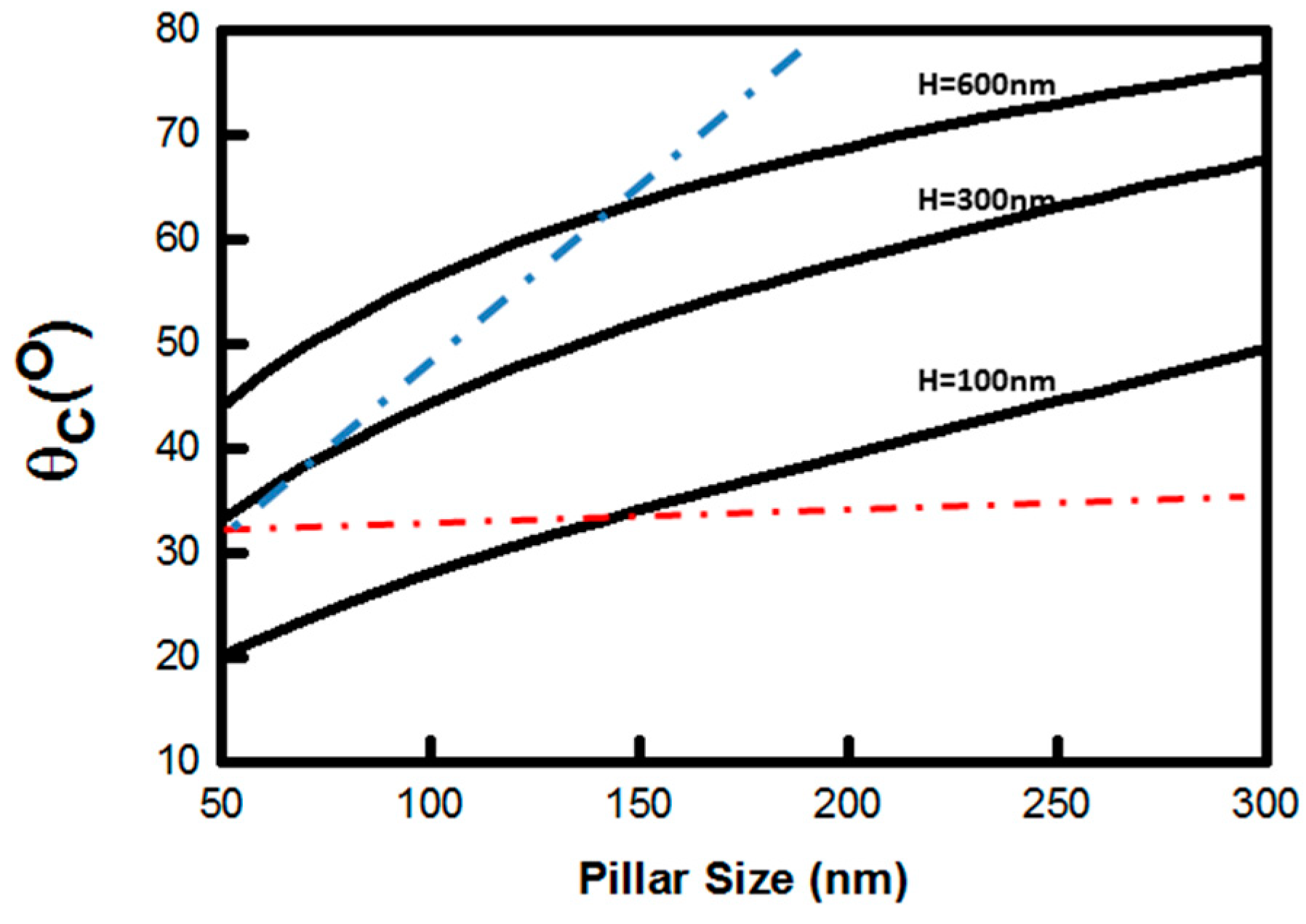
34]. The driving force for hemi-wicking is given by the following equation for conditions where the top surface of the pillars is dry:
where
f = 1 + 2
πrh/
L2,
here the critical contact angle is
θc, while
θ is the Young’s contact angle.
The driving force depends on the surface energy of the liquid (polymer resin), the contact angle of the polymer resin on the solid surface and the surface microstructures. This capillary force is generally resisted by viscous forces due to the flow of the liquid (polymer). By balancing the capillary driving force with the viscous resistance, Washburn [
35] deduced the time-dependent filling height in a material made of porous holes as follows:
where
is the effective radius of the cavity,
γ is the surface energy of the liquid and the
η is the viscosity of the liquid. As an estimate for the above-mentioned system, where
is taken as 20 µm and a 30° contact angle for polymer MD 700 (viscosity
η = 581 cP) [
36]. The capillary progression length is 435 µm/s or 2.61 cm/min. In our open PVA micro-structured scaffold micro-fluidic system, the filling is 2D rather than 1D, so the filling depends on the properties of the polymer, as well as the microstructure of the device, including the period, pitch and diameter of the pillars. Generally, we found that the system filled rapidly by capillary action; an area of 16.5 mm by 33 mm filled in about 5 min.
The top surface of the pillars can be wetted during the progression of the polymer film, but this wetting is unstable. A droplet placed directly on top of the pillars will eventually penetrate into cavities, dewetting from the pillar tops—the typical Wenzel wetted state [
37] as long as there is not excess polymer volume to otherwise affect the flood structure. To avoid overfilling, we controlled the dispensed volume used in the filling process. It was practical to create a wide groove surrounding the microstructured area to act as an overflow reservoir. This reservoir has a dual purpose to both speed up the filling process and act as an overflow reservoir for any excess polymer, ensuring open-through polymer membranes.
2.5. Fabrication of Open Through-Hole Polymer Membranes
UV polymer resin is dispensed into the groove surrounding the structured pillars on the intermediate PVA scaffold. The spaces between the pillars fill automatically with the resin. Once all the cavities in the PVA template are completely filled, the polymer resin is cured by UV exposure at room temperature for one minute with a flood lamp UV curing system (Dymax ECE 2000 UV, Torrington, CT, USA). The polymer filled PVA template is then submerged in water and dissolves with ultrasonic agitation for 5 min. Following separation, the as-cured polymer membrane is carefully dried with a reduced flow N2 gun.
The UV curing step is done uncovered and under ambient conditions. The surface of the UV resin is, therefore, exposed to air and does not fully cure due to oxygen inhibition common for most free radical UV resins. This could be solved by adding a drop of organic solvent on top of the resin to strip off the oxygen molecules absorbed on the surface after the initial curing step and re-exposing to UV light can fully cure the surface of the resin. Alternatively, full curing can be achieved in a controlled environment with O2 below 5 ppm in a Glovebox (UNILAB Pro., MBRAUN, Stratham, NH, USA) and a UV flood energy of 0.3 J/cm2 (SpectroLINKER™, XL-1000 UVC (254 nm), MBI Lab equipment, Farmingdale, NY, USA).
Although the PLA sacrificial templates used in the fabrication of small diameter polymeric membranes are biodegradable, the decomposition time of PLA in ambient conditions is in the order of months and years, and it is, therefore, not practical to separate the membrane from PLA templates in this manner. We used Nano-strip® 2× (Amplex Chemical Products Ltd., Pointe-Claire, QC, Canada) to fully dissolve the PLA scaffold to make MD700 polymer membranes. MD700 is a bifunctional perfluoropolyether-urethane methacrylate and is resistant to most corrosive chemicals. After UV curing, the PLA template filled with MD700 polymer was immersed in Nano-strip® 2× overnight. Once the PLA template was completely dissolved and the polymer membrane separated and rinsed multiple times in DI water, it was dried by a stream of N2 blow.
Likewise, Zeonor 1060R polymer is a class of thermoplastic cyclic olefin copolymer (COC) with good resistance to most chemicals, such as acids, bases and polar solvents, but poor against nonpolar solvents, such as hexane, toluene and other hydrocarbon-based oils. It is challenging to use Zeonor 1060R as a direct sacrificial substrate to make open-through-hole polymer membranes using the above methods because it is not readily dissolved without also attacking the polymer as well. Nevertheless, some polar solvents can swell, but not permanently damage the as-cured polymer membrane. In this case, instead of dissolving the sacrificial substrate in solvent, the swelling of the polymer membrane in specific solvents can in fact release the UV cured polymer from an easy to emboss Zeonor 1060R-based scaffold. The CUVR1534 polymer, for example, swells when immersed in methanol and can, therefore, be separated from a Zeonor 1060R template. After UV curing, the sample was placed in methanol (98%) for several hours, after which, the UV cured polymer membrane spontaneously released from the Zeonor 1060R microstructured scaffold, allowing the retrieval of a standalone CUVR1534 polymer through-hole membrane.
2.6. Details of Contact Angle Measurement, SEM Structural Characterization and E-Beam Evaporation
The static contact angles of polymer resins on the surface of 300 µm thick PVA thin films were measured by contact angle goniometer (Model 200, Ramé-hart Instrument Co., Succasunna, NJ, USA) and determined by DROPimage advanced (Version 2.0.10) software. Each reported measurement is an average of three independent experiments. Typical measurement error for these contact angles is ~2°.
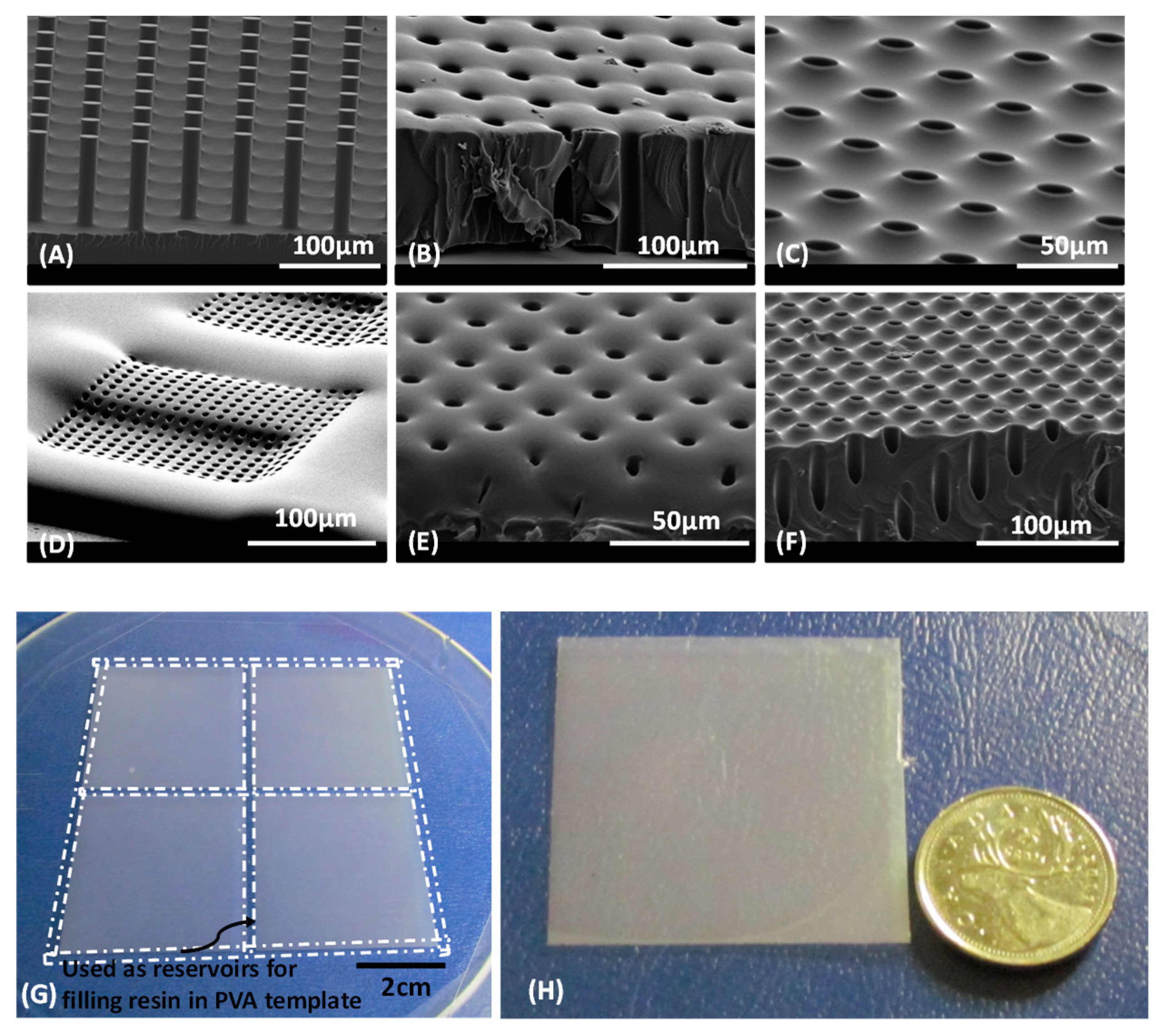
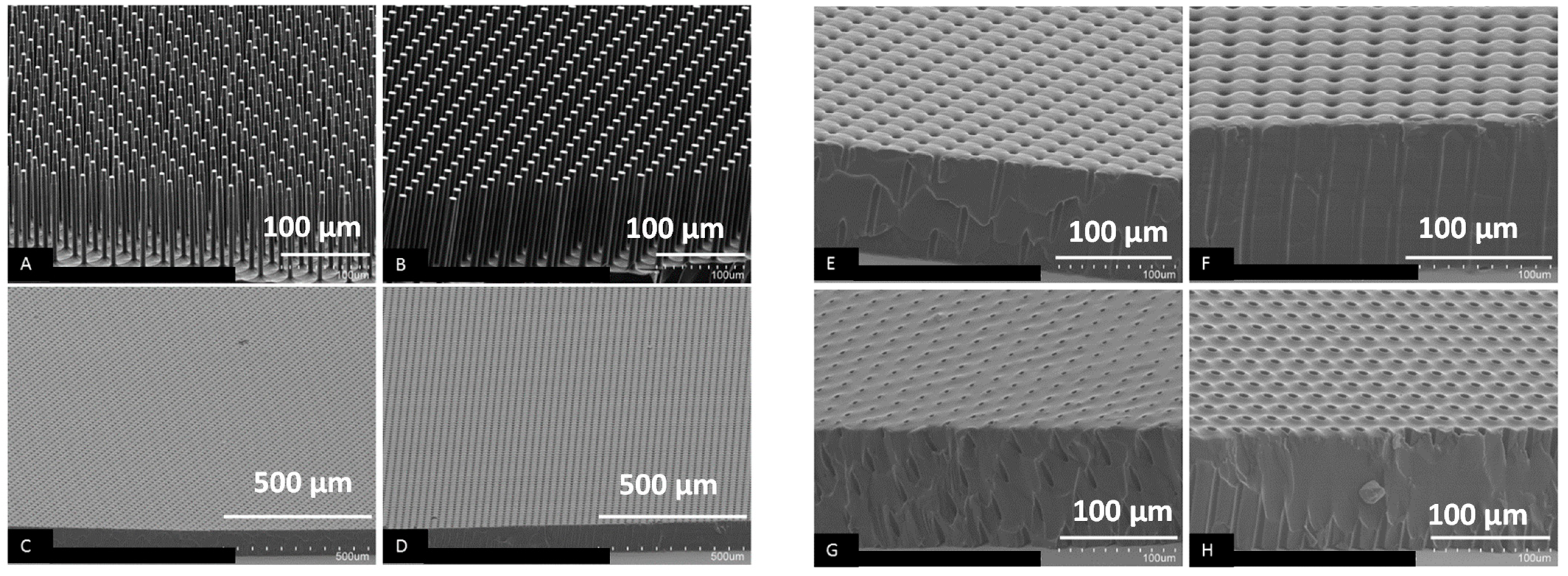
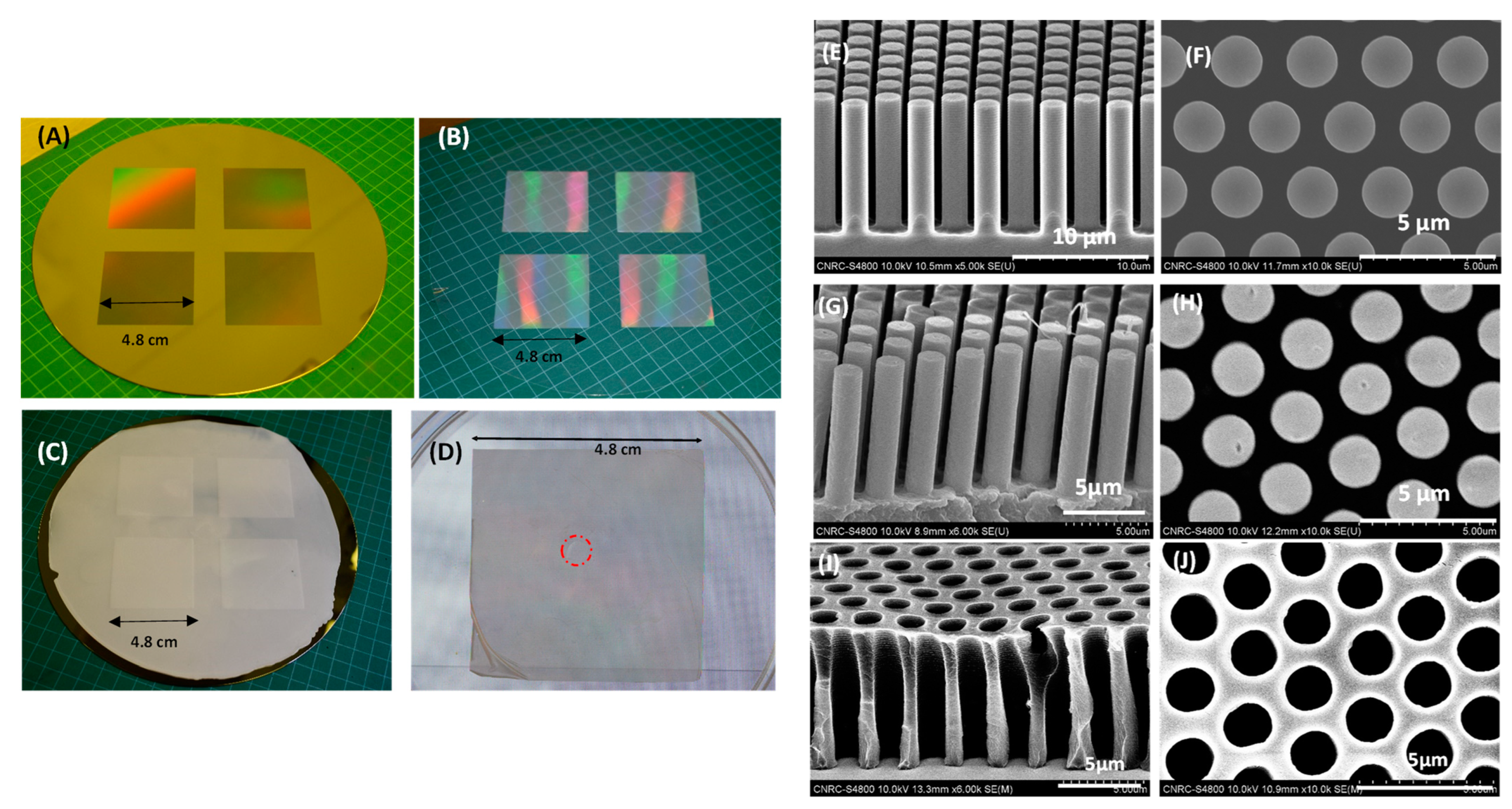
The micro-nanostructured samples for both intermediate templates and polymer membranes were characterized by scanning electron microscopes (SEM, Hitachi, S-4800, Schaumburg, IL, USA). Sputtered 10 nm platinum thin films (LEICA EM ACE600, LEICA, Concord, ON, Canada) were coated on the SEM samples to avoid SEM charging effects during observation. For ease of handling, the SEM samples of a thin polymer membranes were prepared by adding a piece of Si substrate to the back side as a support. SEM images were taken both from top view and bird’s-eye view at a tilt angle of 75°.
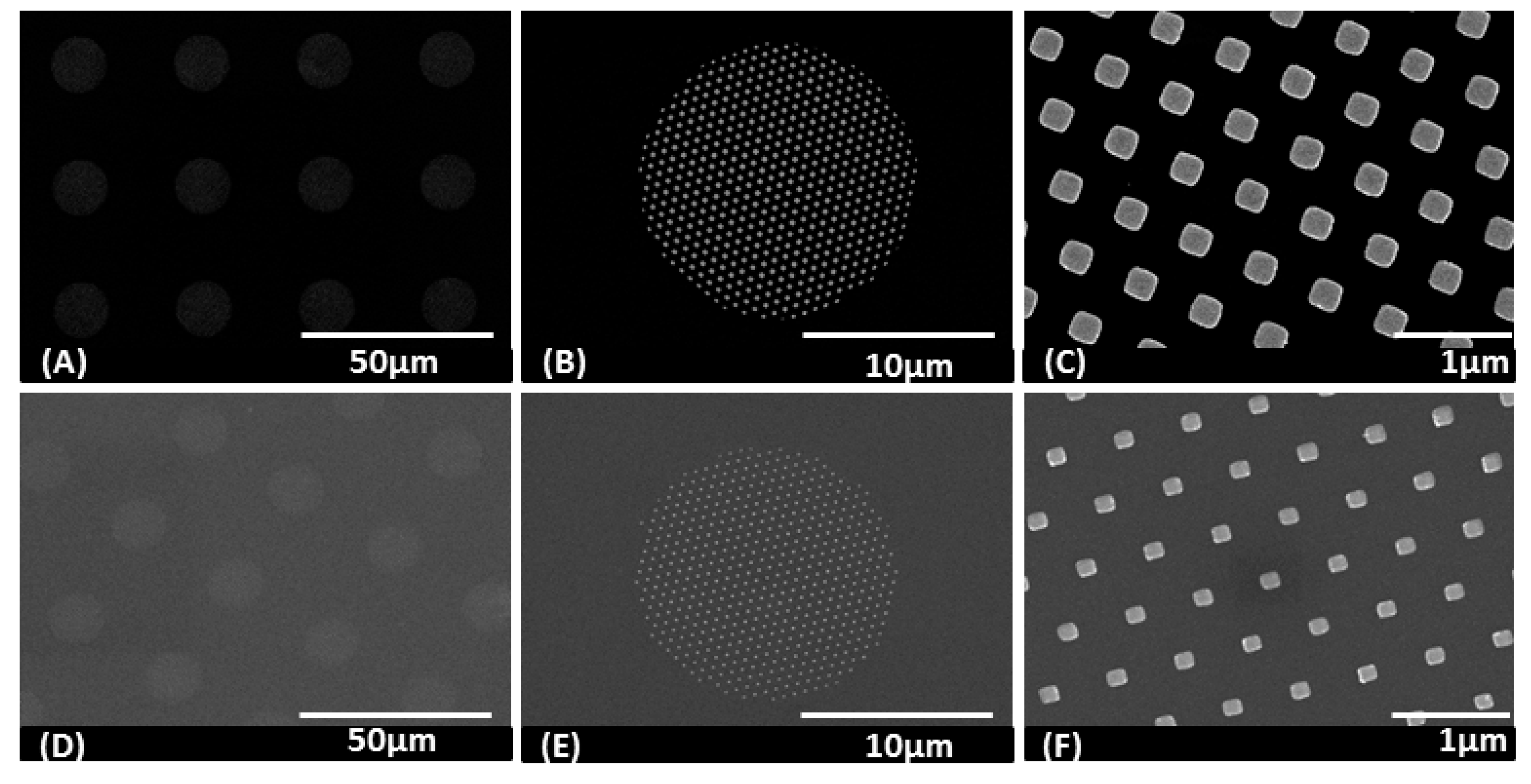
For fabrication of an array of Gold (Au) and Palladium (Pd) nanodots, a section of polymer membrane with hierarchical micro-nano holes was placed on a Si substrate with nanoholes facing down. Au and Pd thin films were deposited using an e-beam evaporator (Kurt J. Lesker). The substrate was located about 300 mm above the e-beam gun. The angle of incidence of the metal vapor on the substrate was 90°. The base pressure of the chamber was kept below 5 × 10−6 mbar. The e-beam gun voltage and current were set to 10 kV and 60 mA for Au, and 40 mA for Pd, respectively. Both Au and Pd films were 30 nm thick and deposited at a rate of 1/s.
4. Conclusions
We demonstrated a simple, yet robust, templating method to make freestanding polymeric membranes from an intermediate scaffold. A filling strategy based on spontaneous capillary flow into the microstructured template results in high-fidelity open through-hole membranes with regular pore sizes and densities for both UV-cured and thermoset polymers. Polymerisation was done by either UV or thermal curing, and the method was successfully applied to fabricate a series of flexible membranes across a broad range of materials, including cationic and free radical UV resins, such as CUVR1534, EBECRYL3708, MD700, optical adhesive with high refractive index NOA84, medical adhesive 1161-M and PDMS.
By applying the concept of geometric reinforcement via multiple size scales and multilevel architectures, we also demonstrated the fabrication of polymer membranes with hexagonal arrays of 200 nm diameter and 600 nm pitch nano-apertures and by using this polymer membrane as a stencil, we fabricated an array of Au nanodots and Pd nanodots as small as 130 nm on Si substrates.
The advantages of the present method enable significant improvements to the fabrication of polymer membranes with regular and open-through pores, including high aspect ratios (16.7), high porosity (42%) and very large surface area (44 × 44 mm2). The polymer membranes were also fabricated in a variety of different materials and for a broad range of pore sizes (from 100 µm down to 200 nm). These polymer membranes will find numerous applications across multiple fields of study, including microfluidic devices for sample preparation in clinical, food, or environmental safety, 3D microfluidic devices for general filtration, in pharmaceutical research and for novel drug delivery systems.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}