
Developing an Effective and Durable Film for Marine Fouling Prevention from PDMS/SiO2 and PDMS/PU with SiO2 Composites


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Chemicals
2.2. Preparation
2.2.1. Preparation of PDMS/SiO2 Composite
2.2.2. Preparation of the PDMS/PU (95:5) with SiO2 Composite
2.3. Characterization of the PDMS/SiO2, PDMS/PU with SiO2 Composites
2.3.1. Scanning Electron Microscope (SEM)
2.3.2. Contact Angle Measurement
2.3.3. Mechanical Test (LLOYD)
2.3.4. Microfouling Analysis
2.3.5. Atomic Force Microscopy (AFM)
3. Results and Discussion
3.1. PDMS with SiO2 Composite
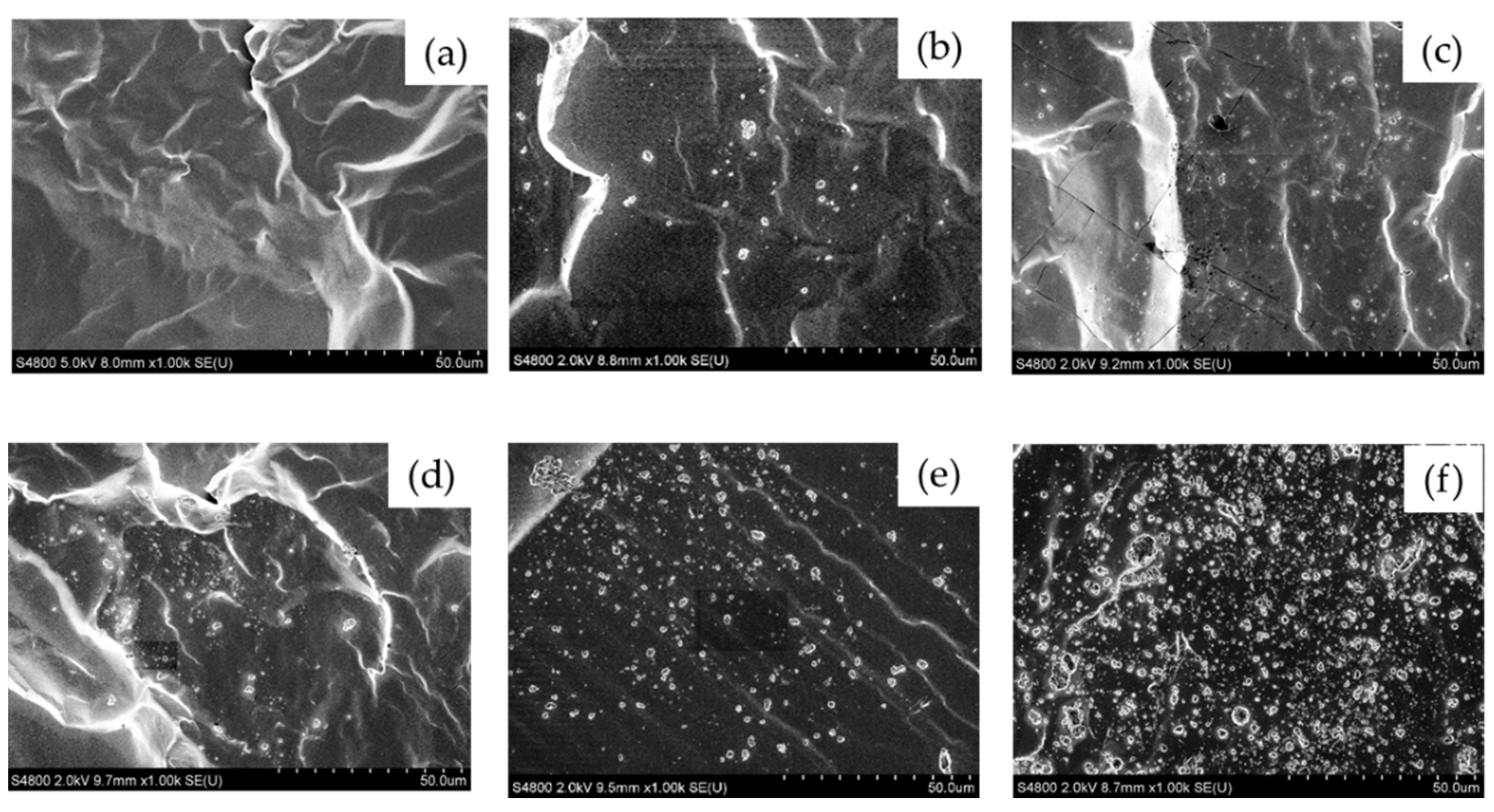
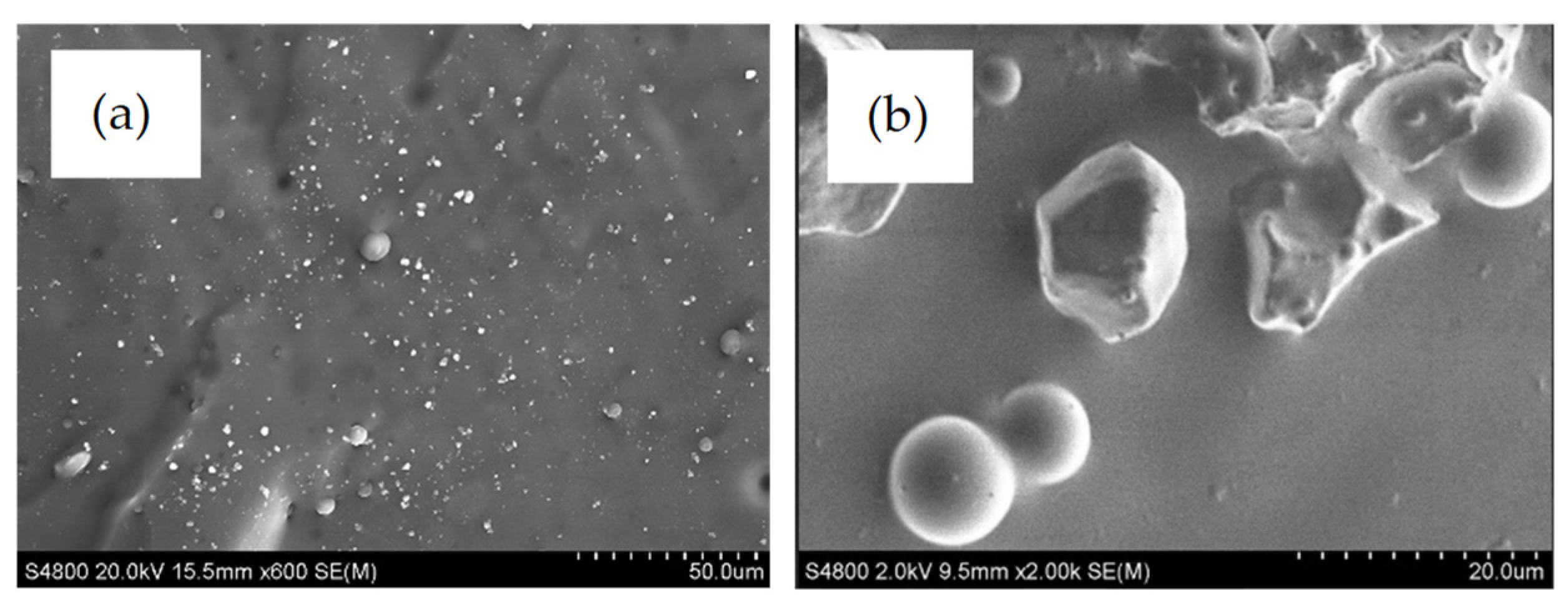
3.1.1. Morphology of the PDMS/SiO2 Composite
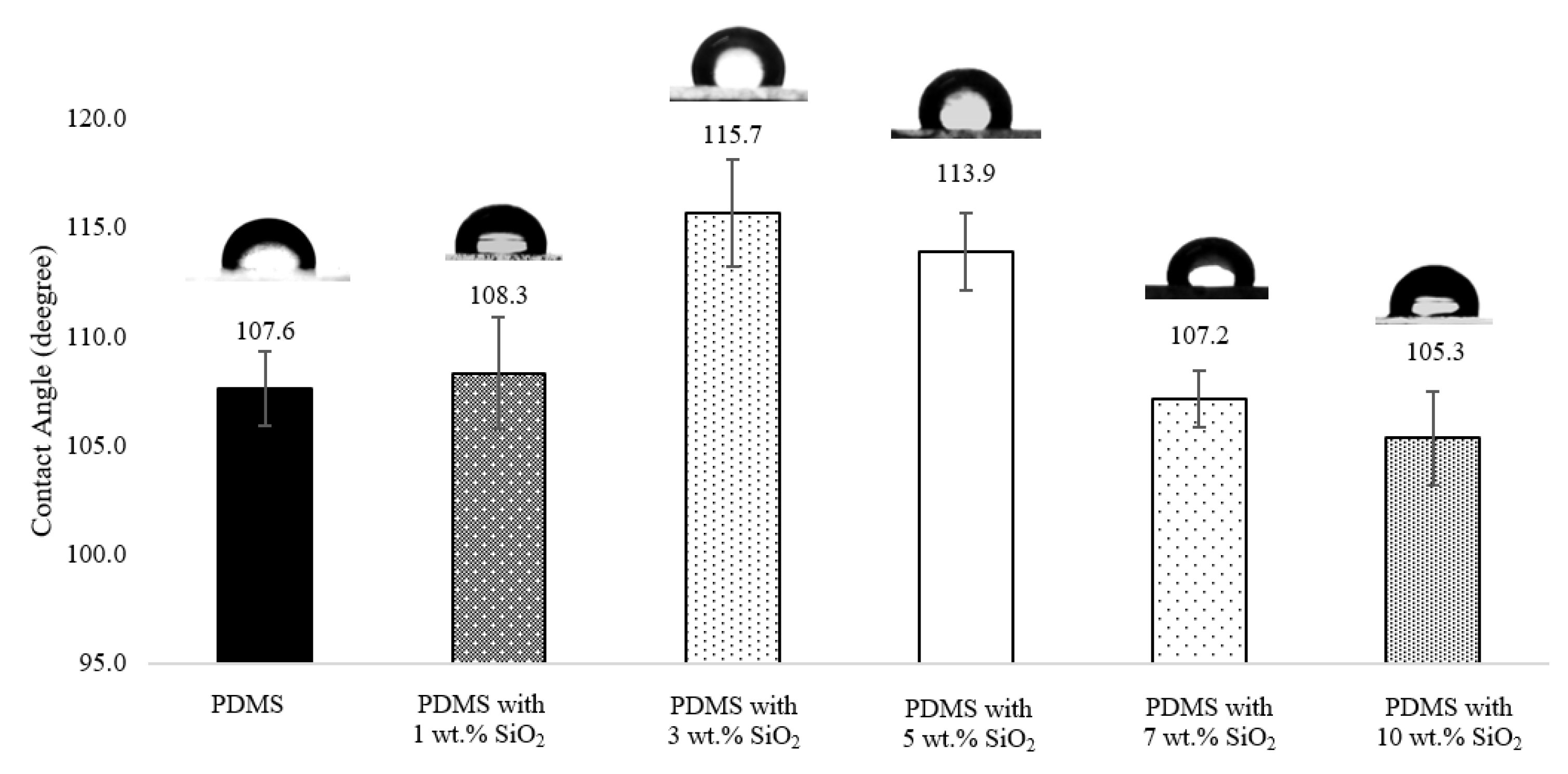
3.1.2. Water Contact Angle (WCA) of the PDMS/SiO2 Composite
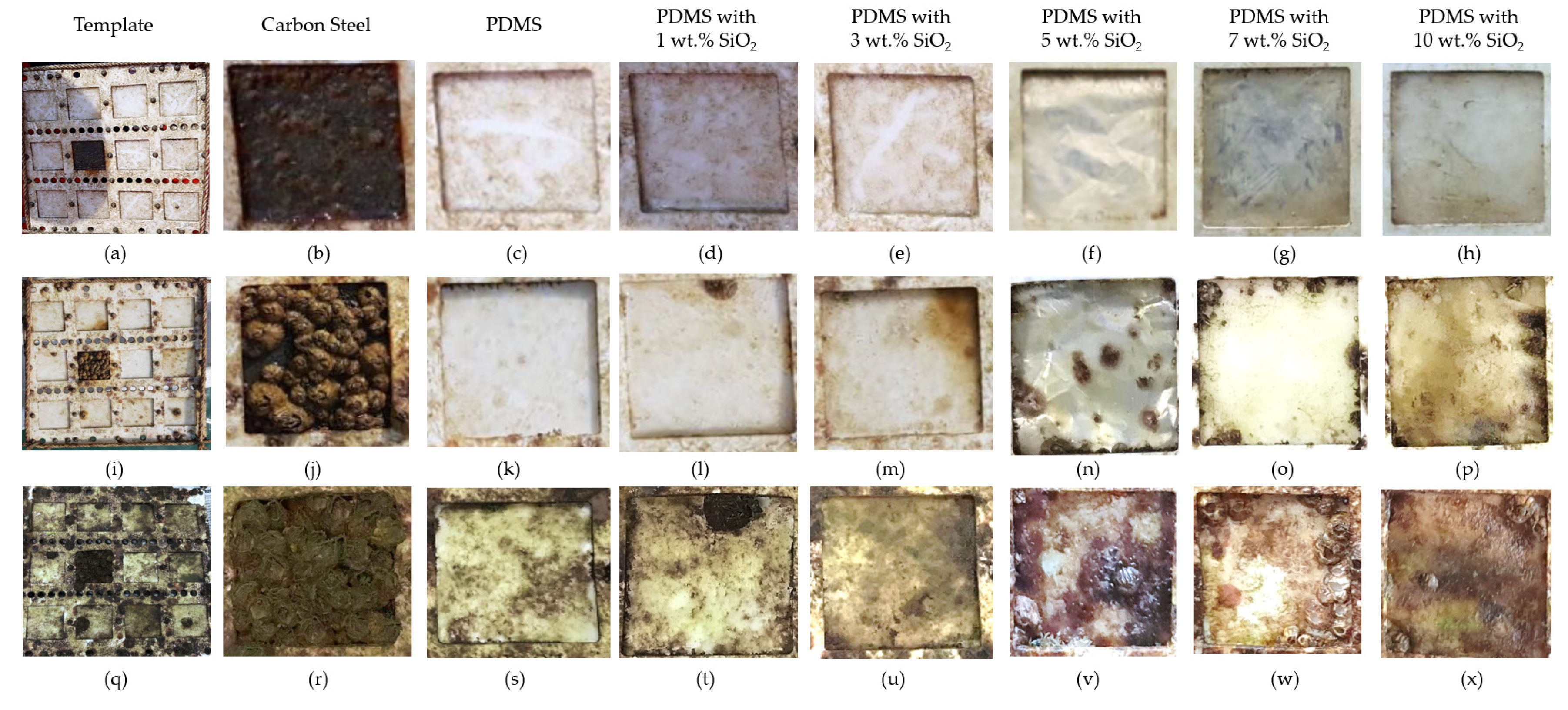
3.1.3. Barnacle Measurements
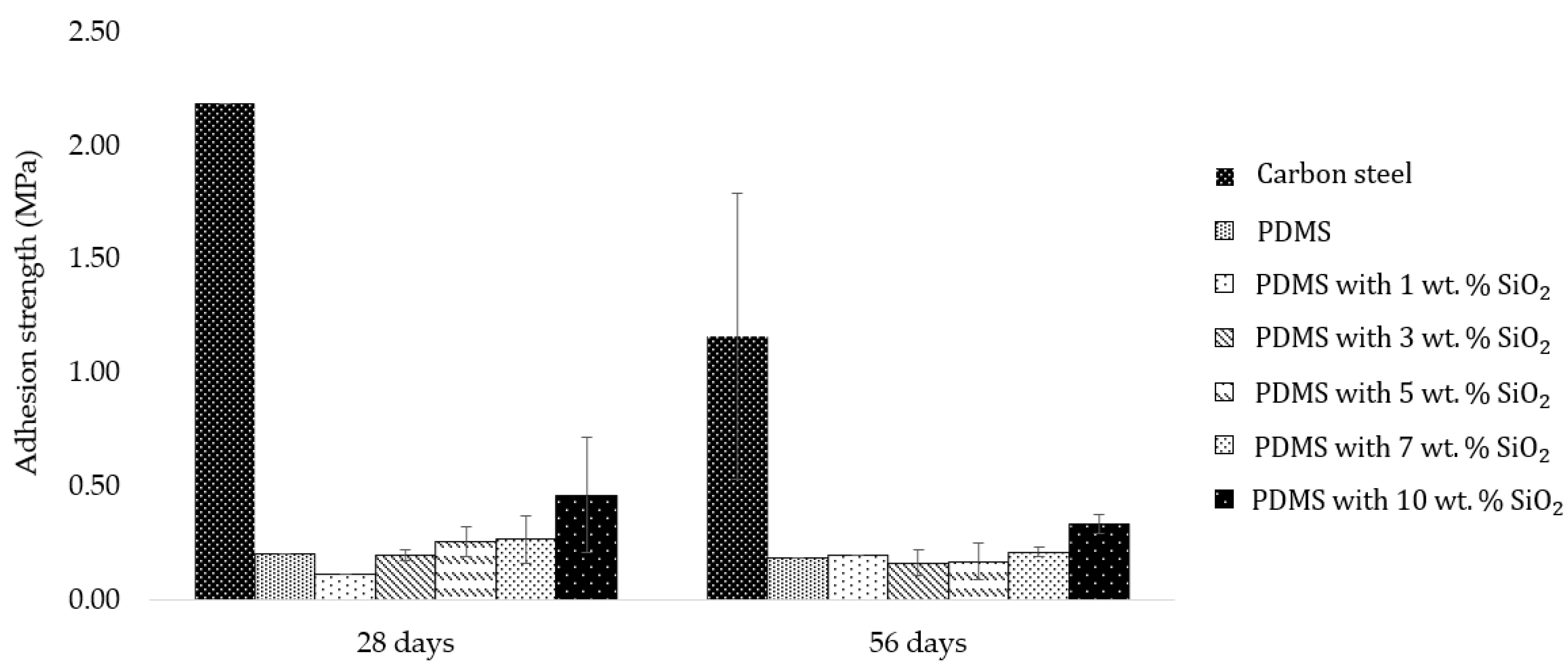
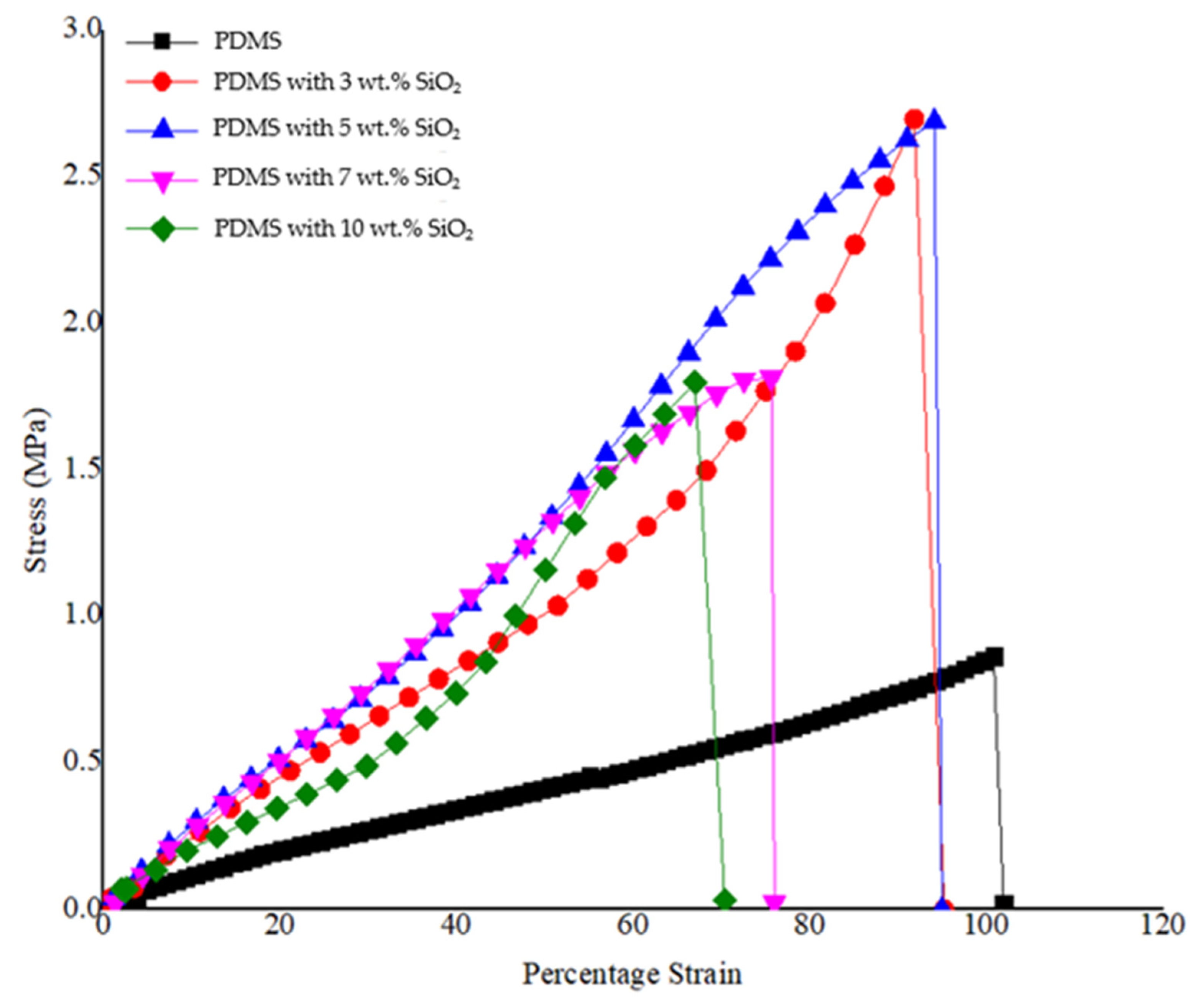
3.1.4. Mechanical Properties Studies of PDMS/SiO2 Composite
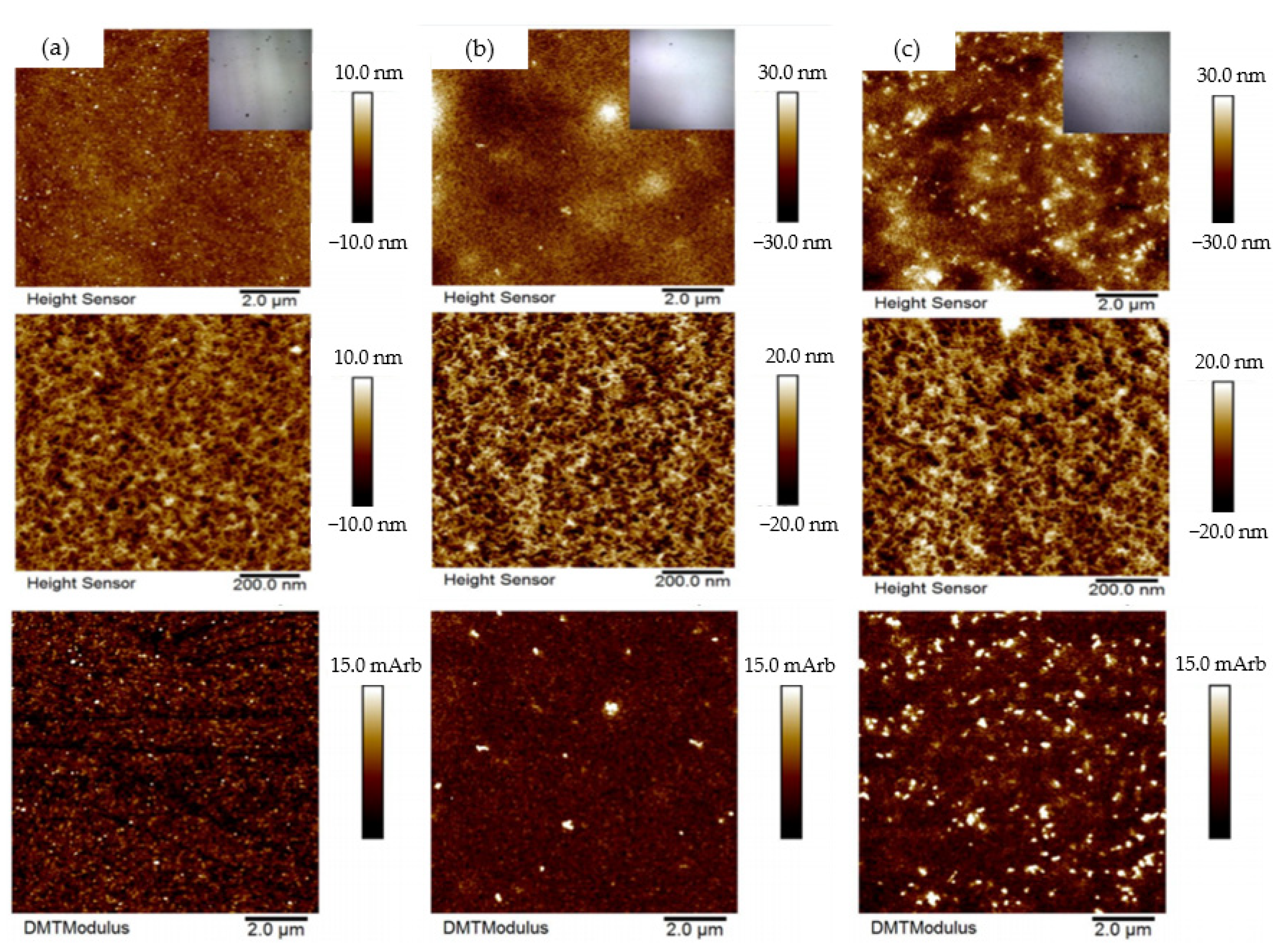
3.1.5. Atomic Force Microscopy (AFM) of PDMS/SiO2 Composite
3.2. PDMS/PU with SiO2 Composite
3.2.1. Morphologies and Compositions of the PDMS/PU with SiO2 Composite
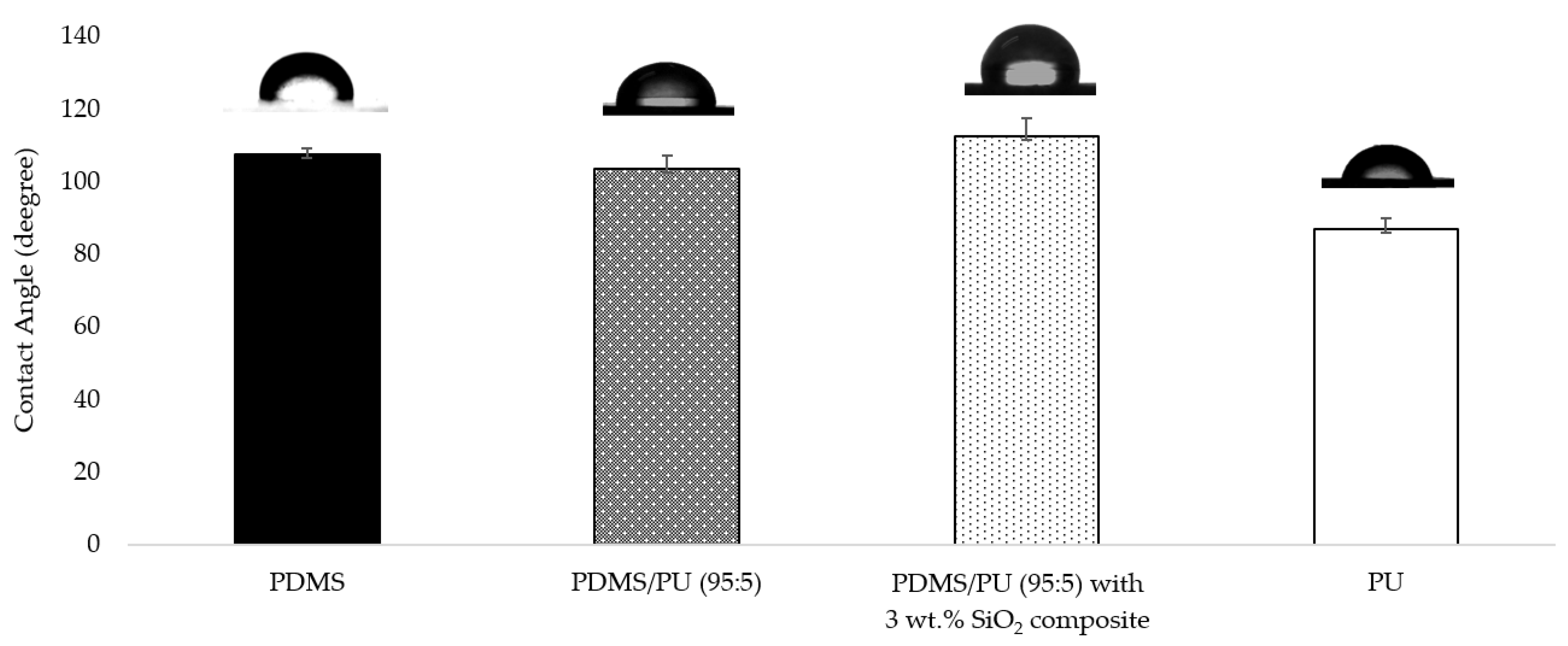
3.2.2. Water Contact Angle (WCA) of the PDMS/PU (95:5) with SiO2 Composite
3.2.3. Mechanical Properties Study of the PDMS/PU (95:5) with SiO2 Composite
3.3. Characteristics of PDMS/PU (95:5) with 3 wt.% SiO2 Composite Film with Micropatterns Fabricated by Soft Lithography Process
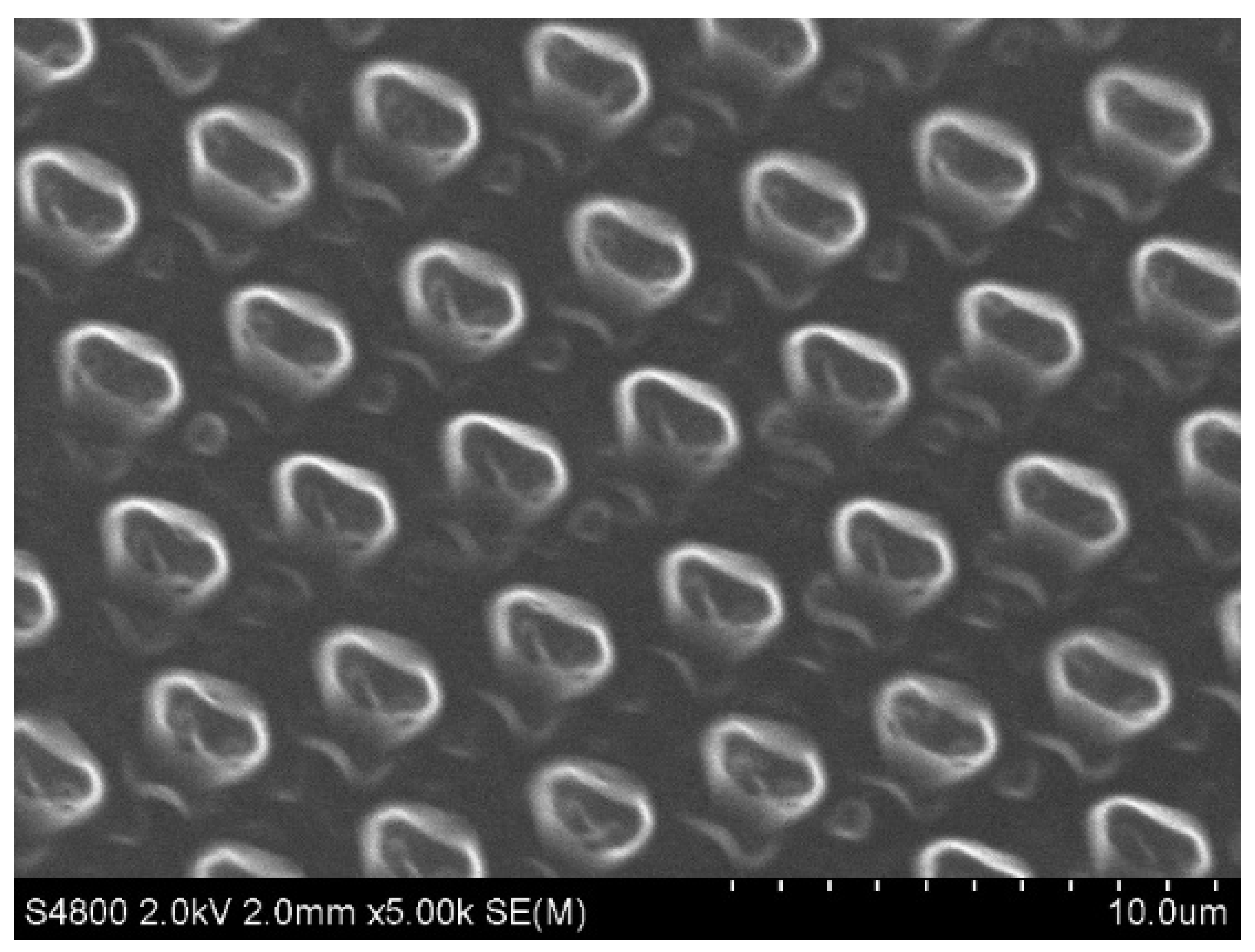
3.3.1. Morphology of PDMS/PU (95:5) with 3 wt.% SiO2 Composite Film with Micropatterns Fabricated by the Soft Lithography Process
3.3.2. Water Contact Angle (WCA) and Oil Contact Angle (OCA) of PDMS/PU (95:5) with 3 wt.% SiO2 Composite Film with Micropatterns Fabricated by Soft Lithography Process
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Nurioglu, A.G.; Esteves, A.C.C.; de With, G. Non-toxic, non-biocide-release antifouling coatings based on molecular structure design for marine applications. J. Mater. Chem. B 2015, 3, 6547–6570. [Google Scholar] [CrossRef] [Green Version]
- Yebra, D.M.; Kiil, S.; Dam-Johansen, K. Antifouling technology—Past, present and future steps towards efficient and environmentally friendly antifouling coatings. Prog. Org. Coat. 2004, 50, 75–104. [Google Scholar] [CrossRef]
- Maréchal, J.P.; Hellio, C. Challenges for the development of new non-toxic antifouling solutions. Int. J. Mol. Sci. 2009, 10, 4623–4637. [Google Scholar] [CrossRef] [Green Version]
- Strand, J.; Jacobsen, J.A. Accumulation and trophic transfer of organotins in a marine food web from the Danish coastal waters. Sci. Total Environ. 2005, 350, 72–85. [Google Scholar] [CrossRef]
- Takahashi, K. Release Rate of Biocides from Antifouling Paints. In Ecotoxicology of Antifouling Biocides; Arai, T., Harino, H., Ohji, M., Langston, W.J., Eds.; Springer: Tokyo, Japan, 2009; pp. 3–22. [Google Scholar]
- Hu, W.; Culloty, S.; Darmody, G.; Lynch, S.; Davenport, J.; Ramirez-Garcia, S.; Dawson, K.A.; Lynch, I.; Blasco, J.; Sheehan, D. Toxicity of copper oxide nanoparticles in the blue mussel, Mytilus edulis: A redox proteomic investigation. Chemosphere 2014, 108, 289–299. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Sinha Ray, S.; Lee, H.K.; Kwon, Y.N. Review on Blueprint of Designing Anti-Wetting Polymeric Membrane Surfaces for Enhanced Membrane Distillation Performance. Polymers 2019, 12, 23. [Google Scholar] [CrossRef] [Green Version]
- Procopio, L. The role of biofilms in the corrosion of steel in marine environments. World J. Microbiol. Biotechnol. 2019, 35, 73. [Google Scholar] [CrossRef] [PubMed]
- Thanakhun, K.; Puttapitukporn, T. PDMS Material Models for Anti-fouling Surfaces Using Finite Element Method. Eng. J. 2019, 23, 381–398. [Google Scholar] [CrossRef]
- Chungprempree, J.; Charoenpongpool, S.; Preechawong, J.; Atthi, N.; Nithitanakul, M. Simple Preparation of Polydimethylsiloxane and Polyurethane Blend Film for Marine Antibiofouling Application. Polymers 2021, 13, 2242. [Google Scholar] [CrossRef]
- Cui, X.; Zhu, G.; Pan, Y.; Shao, Q.; Zhao, C.X.; Dong, M.; Zhang, Y.; Guo, Z. Polydimethylsiloxane-titania nanocomposite coating: Fabrication and corrosion resistance. Polymer 2018, 138, 203–210. [Google Scholar] [CrossRef]
- Zhang, F.; Fu, Y.; Yu, X.-Y. Chapter 9-Microfluidics and Interfacial Chemistry in the Atmosphere. In Physical Chemistry of Gas-Liquid Interfaces; Faust, J.A., House, J.E., Eds.; Elsevier: Amsterdam, The Netherlands, 2018; pp. 245–270. [Google Scholar]
- Li, K.; Zeng, X.; Lai, X.; Chai, S. Study on the anti-abrasion resistance of superhydrophobic coatings based on fluorine-containing acrylates with different Tg and SiO2. RSC Adv. 2017, 7, 47738–47745. [Google Scholar] [CrossRef] [Green Version]
- Yun, X.; Xiong, Z.; He, Y.; Wang, X. Superhydrophobic lotus-leaf-like surface made from reduced graphene oxide through soft-lithographic duplication. RSC Adv. 2020, 10, 5478–5486. [Google Scholar] [CrossRef] [Green Version]
- Kumar, A.; Meena, M. Fabrication of durable corrosion-resistant polyurethane/SiO2 nanoparticle composite coating on aluminium. Colloid Polym. Sci. 2021, 299, 915–924. [Google Scholar] [CrossRef]
- Lu, Y.; Sathasivam, S.; Song, J.; Crick, C.R.; Carmalt, C.J.; Parkin, I.P. Repellent materials. Robust self-cleaning surfaces that function when exposed to either air or oil. Science 2015, 347, 1132–1135. [Google Scholar] [CrossRef]
- Bera, A.; Trivedi, J.S.; Kumar, S.B.; Chandel, A.K.S.; Haldar, S.; Jewrajka, S.K. Anti-organic fouling and anti-biofouling poly(piperazineamide) thin film nanocomposite membranes for low pressure removal of heavy metal ions. J. Hazard. Mater. 2018, 343, 86–97. [Google Scholar] [CrossRef]
- Ibrahim, I.A.M.; Zikry, A.A.F.; Sharaf, M.A.; Mark, J.E.; Jacob, K.; Jasiuk, I.M.; Tannenbaumn, R. Elastic behavior of silica/poly(dimethylsiloxane) nanocomposites: Nano-size effects. IOP Conf. Ser. Mater. Sci. Eng. 2012, 40, 012008. [Google Scholar] [CrossRef] [Green Version]
- Erdodi, G.; Kennedy, J. Amphiphilic conetworks: Definition, synthesis, applications. Prog. Polym. Sci. 2006, 31, 1–18. [Google Scholar] [CrossRef]
- Bhalani, D.V.; Bera, A.; Chandel, A.K.S.; Kumar, S.B.; Jewrajka, S.K. Multifunctionalization of Poly(vinylidene fluoride)/Reactive Copolymer Blend Membranes for Broad Spectrum Applications. ACS Appl. Mater. Interfaces 2017, 9, 3102–3112. [Google Scholar] [CrossRef]
- Bhalani, D.V.; Singh Chandel, A.K.; Trivedi, J.S.; Roy, S.; Jewrajka, S.K. High molecular weight poly(vinyl pyrrolidone) induces hierarchical surface morphology in poly(vinylidene fluoride) membrane and facilitates separation of oil-water emulsions. J. Membr. Sci. 2018, 566, 415–427. [Google Scholar] [CrossRef]
- Khan, I.; Mansha, M.; Jafar Mazumder, M.A. Polymer Blends. In Functional Polymers; Jafar Mazumder, M.A., Sheardown, H., Al-Ahmed, A., Eds.; Springer International Publishing: Cham, Switzerland, 2019; pp. 513–549. [Google Scholar]
- Rajan, K.P.; Alghamdi, A.; Parameswaran, R.; Nando, G. Blends of thermoplastic polyurethane (TPU) and polydimethyl siloxane rubber (PDMS), part-I: Assessment of compatibility from torque rheometry and mechanical properties. J. Polym. Res. 2012, 19, 9872. [Google Scholar] [CrossRef]
- Das, A.; Mahanwar, P. A brief discussion on advances in polyurethane applications. Adv. Ind. Eng. Polym. Res. 2020, 3, 93–101. [Google Scholar] [CrossRef]
- Yuan, H.; Xue, C.; Zhu, J.; Yang, Z.; Lan, M. Preparation and Antifouling Property of Polyurethane Film Modified by PHMG and HA Using Layer-by-Layer Assembly. Polymers 2021, 13, 934. [Google Scholar] [CrossRef] [PubMed]
- Jiang, J.; Foo, Y.; Zhan, X.; Chen, F. Novel Amphiphilic Poly(dimethylsiloxane) based Polyurethane Networks tethered with Carboxybetaine and their Combined Antibacterial and Anti-adhesive Property. Appl. Surf. Sci. 2017, 412, 1–9. [Google Scholar] [CrossRef]
- Lei, H.; Xiao, J.; Zheng, L.; Xiong, M.; Zhu, Y.; Qian, J.; Zhuang, Q.; Han, Z. Superhydrophobic coatings based on colloid silica and fluorocopolymer. Polymer 2016, 86, 22–31. [Google Scholar] [CrossRef]
- Vinagre, P.A.; Simas, T.; Cruz, E.; Pinori, E.; Svenson, J. Marine Biofouling: A European Database for the Marine Renewable Energy Sector. J. Mar. Sci. Eng. 2020, 8, 495. [Google Scholar] [CrossRef]
- Luo, S.-J.; Su, Y.-H.F.; Lu, M.-J.; Kuo, J.-C. EBSD analysis of magnesium addition on inclusion formation in SS400 structural steel. Mater. Charact. 2013, 82, 103–112. [Google Scholar] [CrossRef]
- Atthi, N.; Sripumkhai, W.; Pattamang, P.; Thongsook, O.; Srihapat, A.; Meananeatra, R.; Supadech, J.; Klunngien, N.; Jeamsaksiri, W. Fabrication of robust PDMS micro-structure with hydrophobic and antifouling properties. Microelectron. Eng. 2020, 224, 111255. [Google Scholar] [CrossRef]
- Mikolaszek, B.; Kazlauske, J.; Larsson, A.; Sznitowska, M. Controlled Drug Release by the Pore Structure in Polydimethylsiloxane Transdermal Patches. Polymers 2020, 12, 1520. [Google Scholar] [CrossRef]
- Tan, J.; Xu, J.; Wang, D.; Yang, J.; Zhou, S. Seawater-responsive SiO2 nanoparticles for in situ generation of zwitterionic polydimethylsiloxane antifouling coatings with underwater superoleophobicity. J. Mater. Chem. A 2020, 8, 24086–24097. [Google Scholar] [CrossRef]
- Zhou, Y.; White, E.; Hosur, M.; Jeelani, S. Effect of particle size and weight fraction on the flexural strength and failure mode of TiO2 particles reinforced epoxy. Mater. Lett. 2010, 64, 806–809. [Google Scholar] [CrossRef]
- Wei, B.; Song, S.; Cao, H. Strengthening of basalt fibers with nano-SiO2–epoxy composite coating. Mater. Des. 2011, 32, 4180–4186. [Google Scholar] [CrossRef]
- Tapasa, K.; Pantulap, U.; Petchareanmongkol, B.; Kaewdang, W. Effect of SiO2 Contents in TEOS-SiO2-OTES Hybrid Coating on Glass. Key Eng. Mater. 2019, 798, 128–133. [Google Scholar] [CrossRef]
- Zhai, L.; Berg, M.C.; Cebeci, F.C.; Kim, Y.; Milwid, J.M.; Rubner, M.F.; Cohen, R.E. Patterned superhydrophobic surfaces: Toward a synthetic mimic of the Namib Desert beetle. Nano Lett. 2006, 6, 1213–1217. [Google Scholar] [CrossRef] [PubMed]
- Geyer, F.L.; Ueda, E.; Liebel, U.; Grau, N.; Levkin, P.A. Superhydrophobic-superhydrophilic micropatterning: Towards genome-on-a-chip cell microarrays. Angew. Chem. Int. Ed. Engl. 2011, 50, 8424–8427. [Google Scholar] [CrossRef]
- Ba, M.; Zhang, Z.; Qi, Y. Fouling Release Coatings Based on Polydimethylsiloxane with the Incorporation of Phenylmethylsilicone Oil. Coatings 2018, 8, 153. [Google Scholar] [CrossRef] [Green Version]
- Thirumalvalavan, s.; Senthilkumar, N. Evaluation of mechanical properties of aluminium alloy (LM25) reinforced with fused silica metal matrix composite. Indian J. Eng. Mater. Sci. 2019, 26, 59–66. [Google Scholar]
- Zhu, R.; Wang, X.; Yang, J.; Wang, Y.; Zhang, Z.; Hou, Y.; Lin, F. Influence of hydroxyl-terminated polydimethylsiloxane on high-strength biocompatible polycarbonate urethane films. Biomed Mater. 2016, 12, 015011. [Google Scholar] [CrossRef] [PubMed]
- Rosales, A.; Esquivel, K. SiO2@TiO2 Composite Synthesis and Its Hydrophobic Applications: A Review. Catalysts 2020, 10, 171. [Google Scholar] [CrossRef]
- Magonov, S.N. Atomic Force Microscopy in Analysis of Polymers. In Encyclopedia of Analytical Chemistry; John Wiley & Sons, Ltd.: Chicester, UK, 2009; Volume 5. [Google Scholar]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| PDMS/PU Ratio | wt.% SiO2 |
|---|---|
| 95:5 | 0 wt.% SiO2 |
| 95:5 | 3 wt.% SiO2 |
| Element | PDMS/PU Blend (95:5) | PDMS/PU (95:5) with 3 wt.% SiO2 | ||
|---|---|---|---|---|
| Weight% | Atomic% | Weight% | Atomic% | |
| C | 53.47 | 68.58 | 32.27 | 45.14 |
| O | 14.24 | 13.72 | 31.68 | 33.28 |
| Si | 32.29 | 17.71 | 36.05 | 21.58 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chungprempree, J.; Preechawong, J.; Nithitanakul, M. Developing an Effective and Durable Film for Marine Fouling Prevention from PDMS/SiO2 and PDMS/PU with SiO2 Composites. Polymers 2022, 14, 4252. https://doi.org/10.3390/polym14204252
Chungprempree J, Preechawong J, Nithitanakul M. Developing an Effective and Durable Film for Marine Fouling Prevention from PDMS/SiO2 and PDMS/PU with SiO2 Composites. Polymers. 2022; 14(20):4252. https://doi.org/10.3390/polym14204252
Chicago/Turabian StyleChungprempree, Jirasuta, Jitima Preechawong, and Manit Nithitanakul. 2022. "Developing an Effective and Durable Film for Marine Fouling Prevention from PDMS/SiO2 and PDMS/PU with SiO2 Composites" Polymers 14, no. 20: 4252. https://doi.org/10.3390/polym14204252
APA StyleChungprempree, J., Preechawong, J., & Nithitanakul, M. (2022). Developing an Effective and Durable Film for Marine Fouling Prevention from PDMS/SiO2 and PDMS/PU with SiO2 Composites. Polymers, 14(20), 4252. https://doi.org/10.3390/polym14204252