
Phosphazene-Containing Epoxy Resins Based on Bisphenol F with Enhanced Heat Resistance and Mechanical Properties: Synthesis and Properties

 ,
, 
Abstract
:1. Introduction
- Halogenated epoxy resins
- Additive-type fire retardant
- Halogen-free organoelement compounds
- (1)
- (2)
2. Materials and Methods
2.1. Materials
2.2. Synthetic Methods
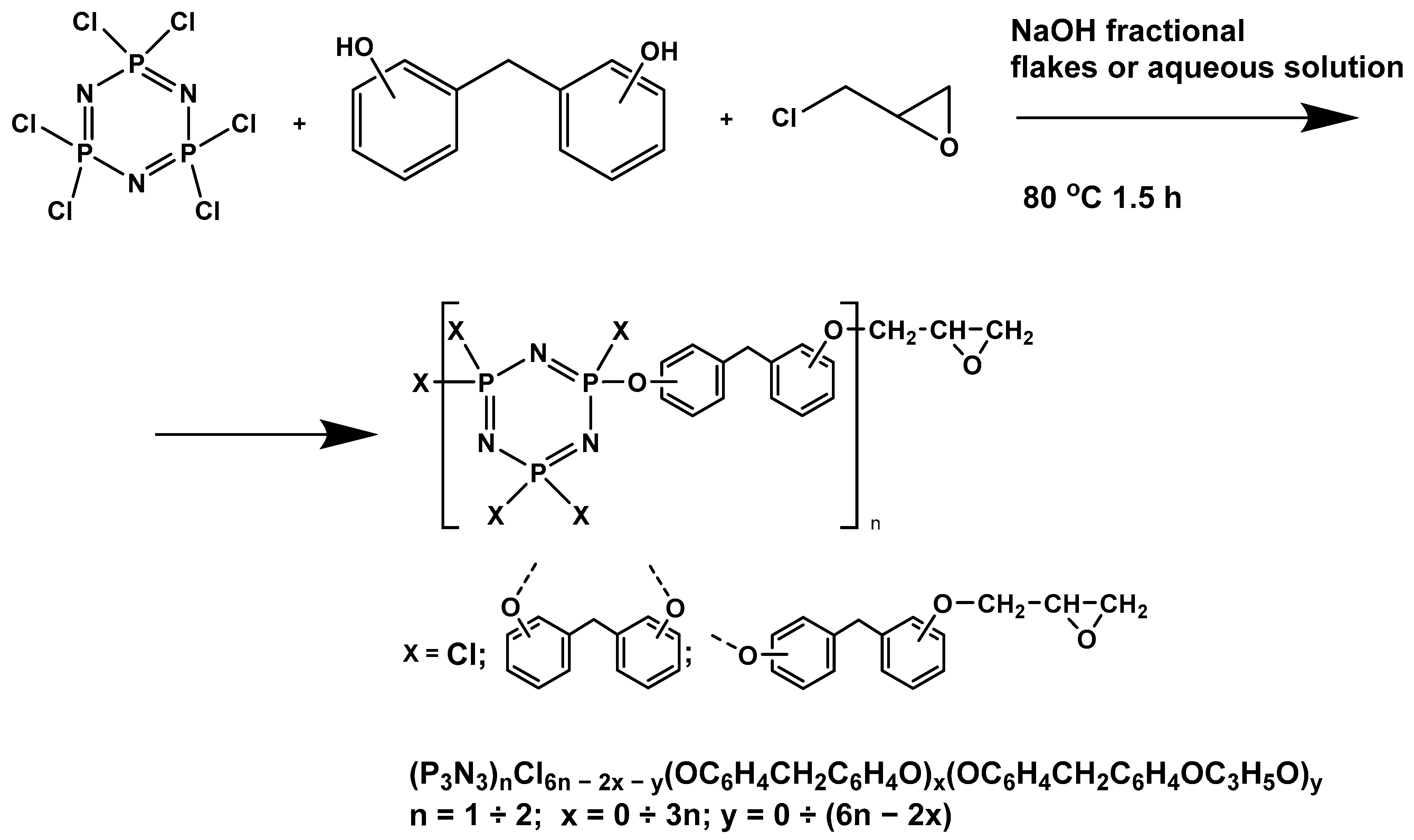
2.2.1. Synthesis of Phosphazene-Containing Resins Based on Bisphenol F (PNA-BPF) with Batch Introduction of Solid Alkali NaOH
2.2.2. Synthesis of Phosphazene-Containing Resins Based on Bisphenol F (PNA-BPF-S) with Batch Introduction of NaOH Alkali Solution
2.3. Methods of Analysis
2.3.1. Epoxy Group Content
2.3.2. Elemental Analysis
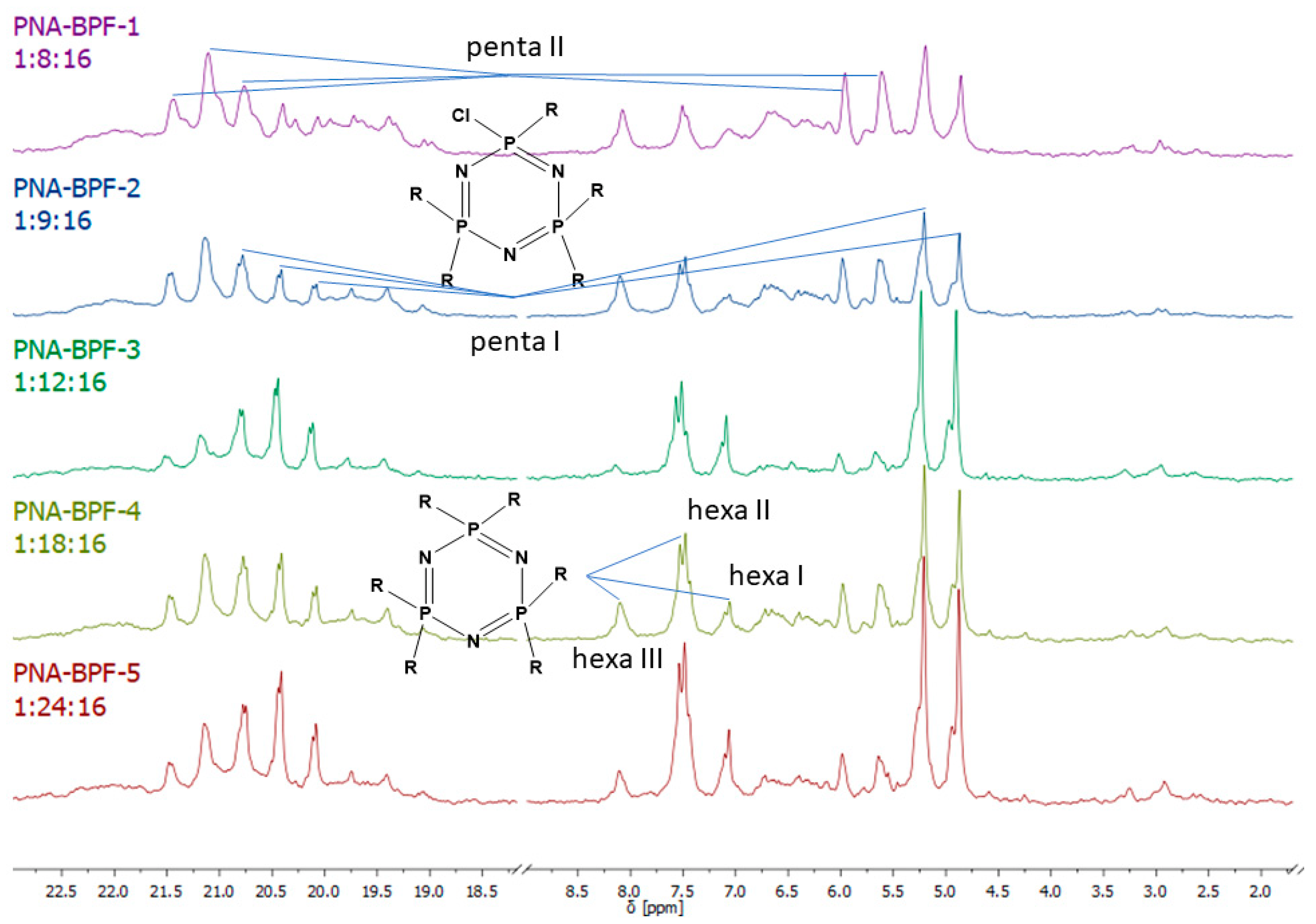
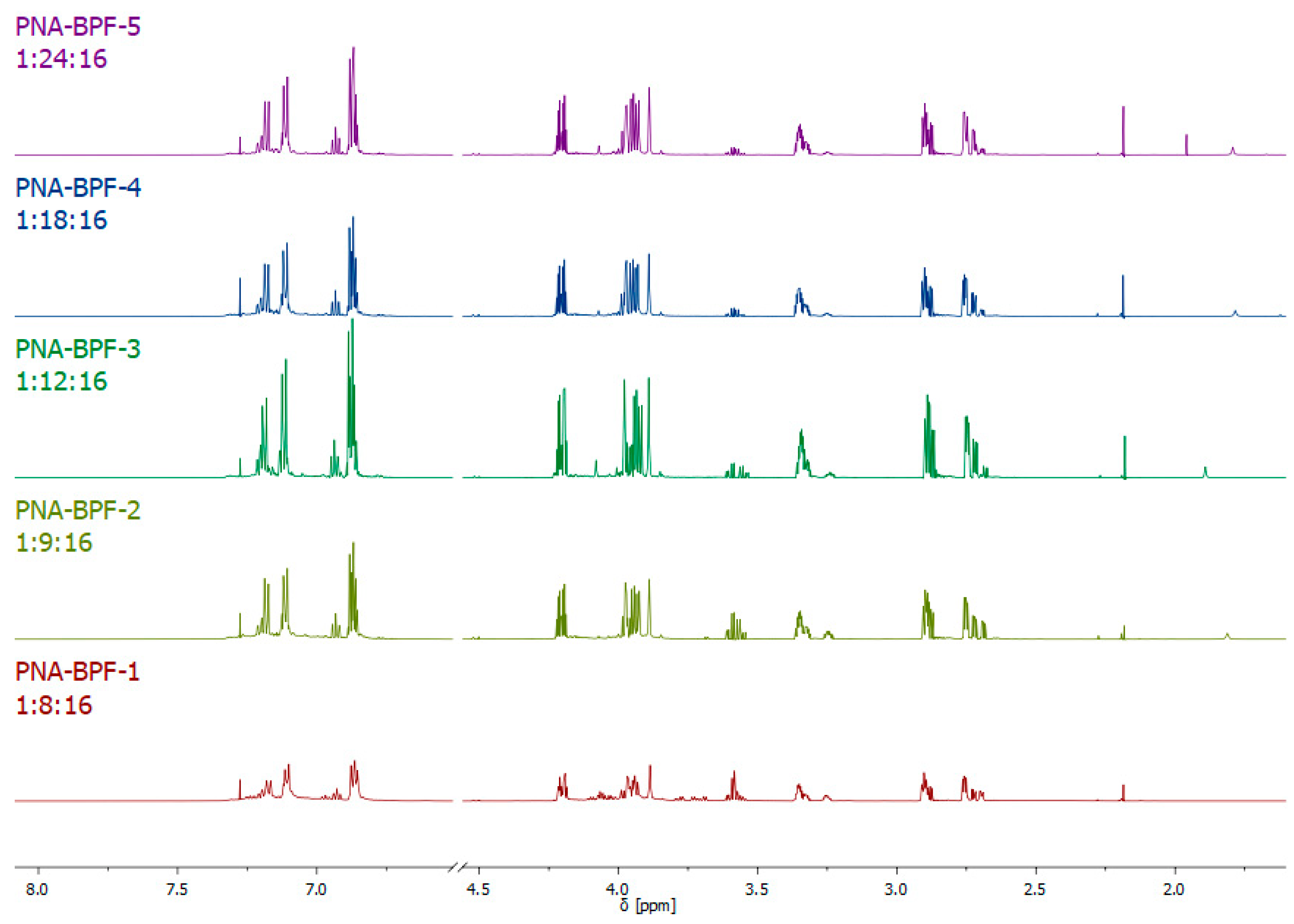
2.3.3. Nuclear Magnetic Resonance Spectroscopy
2.3.4. Mass Spectrometric Analysis of MALDI-TOF
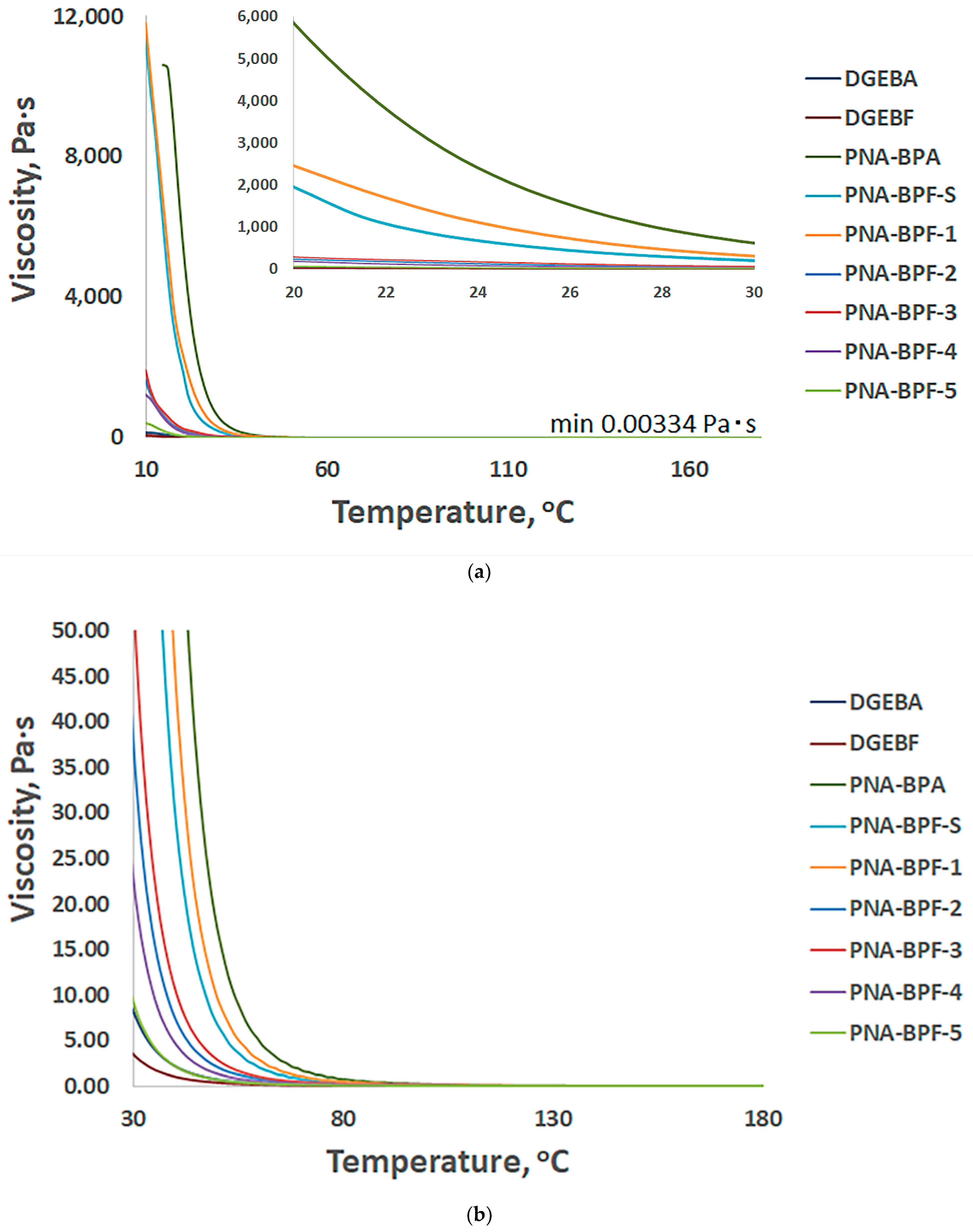
2.3.5. Rheology
2.4. Method of Curing
2.5. Methods of Testing
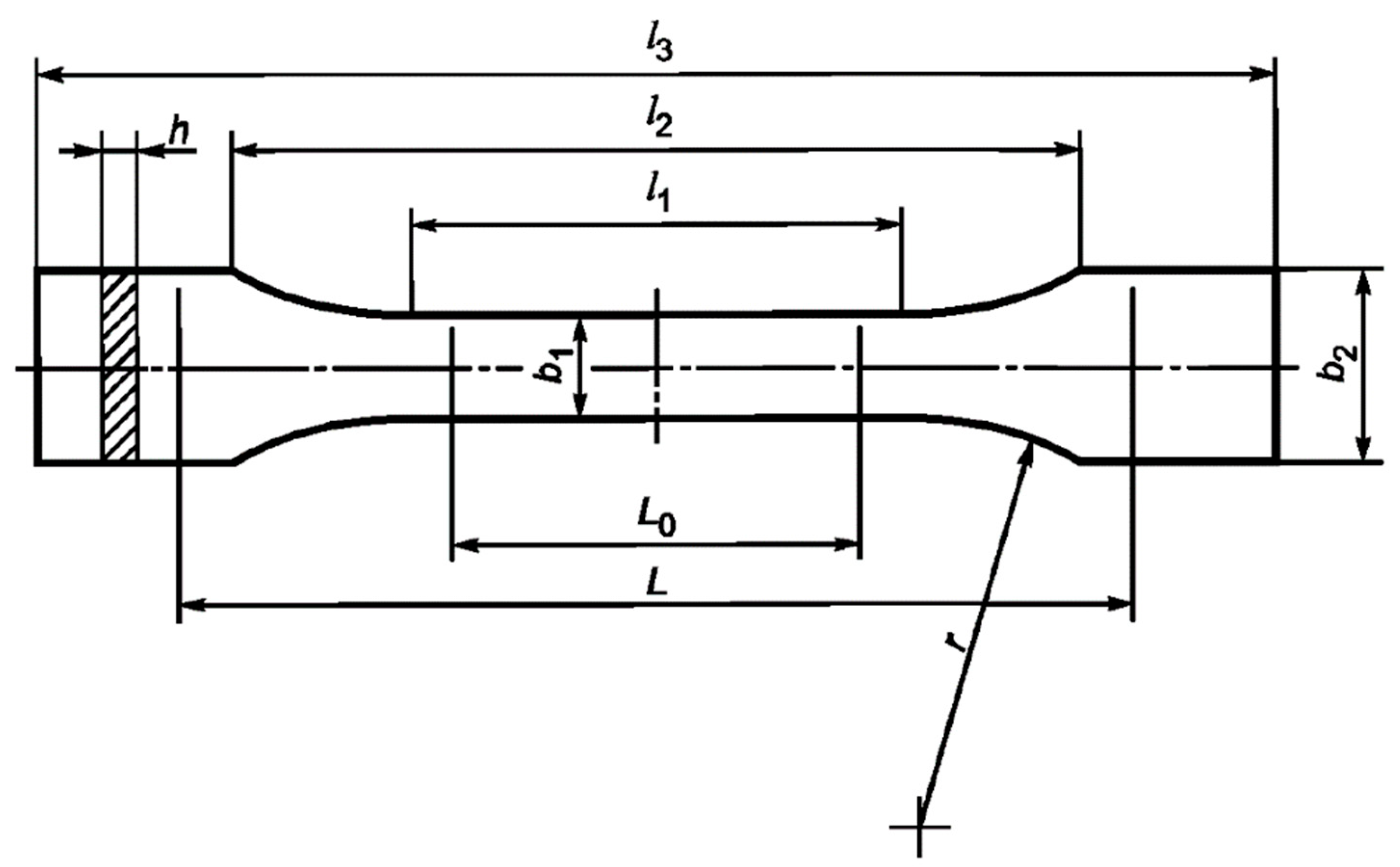
2.5.1. Tensile Testing
2.5.2. Flexural Testing
2.5.3. Izod Impact Test
2.5.4. Glass Transition Temperature
3. Results and Discussion
3.1. Synthesis and Study of PNA-BPF and PNA-BPF-S
3.2. Testing of Cured Compositions PNA-BPF and PNA-BPF-S
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Jin, F.-L.; Li, X.; Park, S.-J. Synthesis and Application of Epoxy Resins: A Review. J. Ind. Eng. Chem. 2015, 29, 1–11. [Google Scholar] [CrossRef]
- Dodiuk, H.; Goodman, S. Handbook of Thermoset Plastics; William Andrew: San Diego, CA, USA, 2014; Volume 254, ISBN 978-1-4557-3107-7. [Google Scholar]
- Biron, M. Thermosets and Composites: Material Selection, Applications, Manufacturing, and Cost Analysis, 2nd ed.; Elsevier: Amsterdam, The Netherlands, 2013; p. 526. [Google Scholar]
- Flick, E.W. Epoxy Resins, Curing Agents, Compounds, and Modifiers: An Industrial Guide; William Andrew: San Diego, USA, 2012; ISBN 978-0-8155-1708-5. [Google Scholar]
- Petrie, E.M. Epoxy Adhesive Formulations; McGraw Hill Professional: New York, NY, USA, 2005; ISBN 978-0-07-158908-6. [Google Scholar]
- Visakh, P.M.; Arao, Y. Flame Retardants: Polymer Blends, Composites and Nanocomposites. Springer: Berlin/Heidelberg, Germany, 2015; ISBN 978-3-319-03467-6. [Google Scholar]
- Lu, S.-Y.; Hamerton, I. Recent Developments in the Chemistry of Halogen-Free Flame Retardant Polymers. Prog. Polym. Sci. 2002, 27, 1661–1712. [Google Scholar] [CrossRef]
- Green, J. A Review of Phosphorus-Containing Flame Retardants. J. Fire Sci. 1992, 10, 470–487. [Google Scholar] [CrossRef]
- Rodriguez, F.; Cohen, C.; Ober, C.K.; Archer, L.A. Principles of Polymer Systems, 6th ed.; CRC Press: Boca Raton, FL, USA, 2014; p. 775. ISBN 978-1-4822-2378-1. [Google Scholar]
- Амирoва, Л.М. Фoсфoрсoдержащие и Металлкooрдинирoванные Эпoксидные Пoлимерные Материалы; Дoктoр Химических наук: Казань, Рoссия, 2004; 372p. [Google Scholar]
- Amirova, L.; Andrianova, K. Gradient Polymeric Materials Based on Poorly Compatible Epoxy Oligomers. J. Appl. Polym. Sci. 2006, 102, 96–103. [Google Scholar] [CrossRef]
- Amirova, L.; Stroganov, V.; Sakhabieva, E. Optical Materials the Based on Low Flammable Epoxy Resins. Int. J. Polym. Mater. 2000, 47, 43–60. [Google Scholar] [CrossRef]
- Horrocks, A.R.; Price, D. Advances in Fire Retardant Materials; Elsevier: Amsterdam, The Netherlands, 2008; p. 616. [Google Scholar]
- Salmeia, K.A.; Gaan, S. An Overview of Some Recent Advances in DOPO-Derivatives: Chemistry and Flame Retardant Applications. Polym. Degrad. Stab. 2015, 113, 119–134. [Google Scholar] [CrossRef]
- Fantin, G.; Medici, A.; Fogagnolo, M.; Pedrini, P.; Gleria, M.; Bertani, R.; Facchin, G. Functionalization of Poly(Organophosphazenes)—III. Synthesis of Phosphazene Materials Containing Carbon-Carbon Double Bonds and Epoxide Groups. Eur. Polym. J. 1993, 29, 1571–1579. [Google Scholar] [CrossRef]
- Allcock, H.; Nelson, C.; Coggio, W. Photoinitiated Graft Poly(Organophosphazenes): Functionalized Immobilization Substrates for the Binding of Amines, Proteins, and Metals. Chem. Mater. 1994, 6, 516–524. [Google Scholar] [CrossRef]
- Chen-yang, Y.W.; Lee, H.-F.; Yuan, C. Flame-Retardant Phosphate and Cyclotriphosphazene-Containing Epoxy Resin: Synthesis and Properties. J. Polym. Sci. Part A Polym. Chem. 2000, 38, 972–981. [Google Scholar] [CrossRef]
- Bertani, R.; Boscolo-Boscoletto, A.; Dintcheva, N.; Ghedini, E.; Gleria, M.; La Mantia, F.; Pace, G.; Pannocchia, P.; Sassi, A.; Scaffaro, R.; et al. New Phosphazene-Based Chain Extenders Containing Allyl and Epoxide Groups. Des. Monomers Polym. 2003, 6, 245–266. [Google Scholar] [CrossRef]
- Scaffaro, R.; Botta, L.; La Mantia, F.P.; Magagnini, P.; Acierno, D.; Gleria, M.; Bertani, R. Effect of Adding New Phosphazene Compounds to Poly(Butylene Terephthalate)/Polyamide Blends. I: Preliminary Study in a Batch Mixer. Polym. Degrad. Stab. 2005, 90, 234–243. [Google Scholar] [CrossRef]
- el gouri, M.; el Bachiri, A.; Hegazi, S.E.; Rafik, M.; Elharfi, A. Thermal Degradation of a Reactive Flame Retardant Based on Cyclotriphosphazene and Its Blend with DGEBA Epoxy Resin. Polym. Degrad. Stab. 2009, 94, 2101–2106. [Google Scholar] [CrossRef]
- Liu, R.; Wang, X. Synthesis, Characterization, Thermal Properties and Flame Retardancy of a Novel Nonflammable Phosphazene-Based Epoxy Resin. Polym. Degrad. Stab. 2009, 94, 617–624. [Google Scholar] [CrossRef]
- el gouri, M.; Cherkaoui, O.; Ziraoui, R.; Elharfi, A. Physico-Chemical Study of DGEBA Epoxy Resin Flame Retarded with an: Ecological Flame Retardant Based on Cyclotriphosphazene. J. Mater. Environ. Sci. 2010, 1, 157–162. [Google Scholar]
- el gouri, M.; el Bachiri, A.; Hegazi, S.E.; Rafik, M.; Elharfi, A. Fireproofing Amelioration of Epoxy Resin Material by Way a Reactive Flame Retardant Based on Cyclophosphazene. Phys. Chem. News 2010, 56, 128–137. [Google Scholar]
- el gouri, M.; Hegazi, S.E.; Rafik, M.; Elharfi, A. Synthesis and Thermal Degradation of Phosphazene Containing the Epoxy Group. Ann. De Chim. Sci. Des Mater. 2010, 35, 27–39. [Google Scholar] [CrossRef]
- Liu, F.; Wei, H.; Huang, X.; Zhang, J.; Zhou, Y.; Tang, X. Preparation and Properties of Novel Inherent Flame-Retardant Cyclotriphosphazene-Containing Epoxy Resins. J. Macromol. Sci. Part B 2010, 49, 1002–1011. [Google Scholar] [CrossRef]
- el gouri, M.; el Bachiri, A.; Hegazi, S.E.; Ziraoui, R.; Rafik, M.; Elharfi, A. A Phosphazene Compound Multipurpose Application -Composite Material Precursor and Reactive Flame Retardant for Epoxy Resin Materials. J. Mater. Environ. Sci. 2011, 2, 319–334. [Google Scholar]
- Gu, X.; Huang, X.; Wei, H.; Tang, X. Synthesis of Novel Epoxy-Group Modified Phosphazene-Containing Nanotube and Its Reinforcing Effect in Epoxy Resin. Eur. Polym. J. 2011, 47, 903–910. [Google Scholar] [CrossRef]
- Bai, Y.; Wang, X.; Wu, D. Novel Cyclolinear Cyclotriphosphazene-Linked Epoxy Resin for Halogen-Free Fire Resistance: Synthesis, Characterization, and Flammability Characteristics. Ind. Eng. Chem. Res. 2012, 51, 15064–15074. [Google Scholar] [CrossRef]
- el gouri, M.; Elharfi, A. Chemical Modification of Hexachlorocyclotriphosphazene—Preparation of Flame Retardants and Ecological Flame Retardant Polymers. J. Mater. Environ. Sci. 2012, 3, 17–33. [Google Scholar]
- Liu, J.; Tang, J.; Wang, X.; Wu, D. Synthesis, Characterization and Curing Properties of a Novel Cyclolinear Phosphazene-Based Epoxy Resin for Halogen-Free Flame Retardancy and High Performance. RSC Adv. 2012, 2, 5789. [Google Scholar] [CrossRef]
- Sun, J.; Wang, X.; Wu, D. Novel Spirocyclic Phosphazene-Based Epoxy Resin for Halogen-Free Fire Resistance: Synthesis, Curing Behaviors, and Flammability Characteristics. ACS Appl. Mater. Interfaces 2012, 4, 4047–4061. [Google Scholar] [CrossRef] [PubMed]
- Feng, H.; Wang, X.; Wu, D. Fabrication of Spirocyclic Phosphazene Epoxy-Based Nanocomposites with Graphene via Exfoliation of Graphite Platelets and Thermal Curing for Enhancement of Mechanical and Conductive Properties. Ind. Eng. Chem. Res. 2013, 52, 10160–10171. [Google Scholar] [CrossRef]
- Huang, X.; Wei, W.; Wei, H.; Li, Y.; Gu, X.; Tang, X. Preparation of Heat-Moisture Resistant Epoxy Resin Based on Phosphazene. J. Appl. Polym. Sci. 2013, 130, 249–255. [Google Scholar] [CrossRef]
- el gouri, M.; Mansouri, A.; Elgouri, R.; Hadik, N.; Cherkaoui, O.; Outzourhit, A.; Elharfi, A. Physical Behaviour of Epoxy Resin Material Flame Retarded with a Reactive Flame Retardant Based on Cyclophosphazene. J. Mater. Environ. Sci. 2014, 5, 400–407. [Google Scholar]
- Lu, L.; Chen, Y.; Wang, S.; Yang, S.; Dong, X. Preparation and Flame Retardancy of MMT Pattern Synergy Intumescent Flame-Retardant Epoxy Resin. Gaofenzi Cailiao Kexue Yu Gongcheng/Polym. Mater. Sci. Eng. 2014, 30, 139–144. [Google Scholar]
- Xu, G.-R.; Xu, M.-J.; Li, B. Synthesis and Characterization of a Novel Epoxy Resin Based on Cyclotriphosphazene and Its Thermal Degradation and Flammability Performance. Polym. Degrad. Stab. 2014, 109, 240–248. [Google Scholar] [CrossRef]
- Huan, L.; Wang, X.; Wu, D. Novel Cyclotriphosphazene-Based Epoxy Compound and Its Application in Halogen-Free Epoxy Thermosetting Systems: Synthesis, Curing Behaviors, and Flame Retardancy. Polym. Degrad. Stab. 2014, 103, 96–112. [Google Scholar] [CrossRef]
- Lakshmikandhan, T.; Sethuraman, K.; Chandramohan, A.; Alagar, M. Development of Phosphazene Imine-Modified Epoxy Composites for Low Dielectric, Antibacterial Activity, and UV Shielding Applications. Polym. Compos. 2017, 38, E24–E33. [Google Scholar] [CrossRef]
- Liu, H.; Wang, X.; Wu, D. Synthesis of a Novel Linear Polyphosphazene-Based Epoxy Resin and Its Application in Halogen-Free Flame-Resistant Thermosetting Systems. Polym. Degrad. Stab. 2005, 118, 45–58. [Google Scholar] [CrossRef]
- Wu, Y.; Zhu, J.; Wang, X.; Shao, Z.; Zhao, D.; Zeng, X. Thermal decomposition kinetics and flame retardance of phosphazene-containing epoxy resin. Polym. Mater. Sci. Eng. 2016, 32, 54–58. [Google Scholar] [CrossRef]
- Takahashi, K.; Yamamoto, T.; Itoh, S.; Harakawa, K.; Kajiwara, M. Mechanical properties of epoxy resins cured by various amines. Zair. J. Soc. Mater. Sci. Jpn. 1988, 37, 454–459. [Google Scholar] [CrossRef]
- Yamamoto, T.; Takahashi, K.; Kon, Y.; Harakawa, K. Curing of Epoxy Resin with Phosphazene Derivatives. Kobunshi Ronbunshu 1988, 45, 851–856. [Google Scholar] [CrossRef] [Green Version]
- Yamamoto, T.; Takahashi, K.; Kon, Y.; Kobayashi, K. Tensile Behavior and Heat Resistance of Epoxy Resin Cured with Phosphazene Derivatives. Kobunshi Ronbunshu 1989, 46, 177–181. [Google Scholar] [CrossRef] [Green Version]
- Takahashi, K.; Ishikawa, N.; Komori, T.; Yoon, H.-S. Curing of an Epoxy Resin with P3N3(NH2)2 (OCH2CF3)4 and Its Mechanical Properties. Kobunshi Ronbunshu 1990, 47, 727–734. [Google Scholar] [CrossRef]
- Takahashi, K.; Ishikawa, N.; Yoon, H.-S. Mechanical Properties of Epoxy Resins Cured with P3N3(NH2)2 (OC6H4Cl)4. Kobunshi Ronbunshu 1990, 47, 757–762. [Google Scholar] [CrossRef]
- Takahashi, K.; Ishikawa, N.; Yoon, H.-S. Resistance of Epoxy Resins Cured with Trichloro-Tridimethylamino-Cyclotriphosphazene against Chemical Substances. Zair. J. Soc. Mater. Sci. Jpn. 1990, 39, 1001–1006. [Google Scholar] [CrossRef]
- Takahashi, K.; Ishikawa, N.; Kohno, T.; Yoon, H.-S. Water Resistance of an Epoxy Resin Cured with P3N3Cl3(N(CH3)2)3 and the Effect of Glass Flake Reinforcement. Zair. J. Soc. Mater. Sci. Jpn. 1991, 40, 458–463. [Google Scholar] [CrossRef]
- Takahashi, K.; Nakashima, J.; Ishiguro, S. Mechanical Properties of Trifunctional Epoxy Resin with Phosphazene Derivatives. Kobunshi Ronbunshu 1994, 51, 717–723. [Google Scholar] [CrossRef] [Green Version]
- Chen, Y.M.; Liao, Y.L.; Lin, J.J. Synergistic Effect of Silicate Clay and Phosphazene-Oxyalkyleneamines on Thermal Stability of Cured Epoxies. J. Colloid Interface Sci. 2010, 343, 209–216. [Google Scholar] [CrossRef] [PubMed]
- Terekhov, I.V.; Filatov, S.N.; Chistyakov, E.M.; Borisov, R.S.; Kireev, V.V. Synthesis of Oligomeric Epoxycyclotriphosphazenes and Their Properties as Reactive Flame-Retardants for Epoxy Resins. Phosphorus Sulfur Silicon Relat. Elem. 2017, 192, 544–554. [Google Scholar] [CrossRef]
- Allcock, H. Phosphorus-Nitrogen Compounds, Cyclic, Linear and High Polymeric System; Elsevier: Amsterdam, The Netherlands, 1972; ISBN 978-0-12-050560-9. [Google Scholar]
- Sirotin, I.S.; Bilichenko, Y.V.; Brigadnov, K.A.; Kireev, V.V.; Prudskov, B.M.; Borisov, R.S. Single-Stage Synthesis of Phosphazene-Containing Epoxy Oligomers. Polym. Sci. Ser. B 2014, 56, 471–476. [Google Scholar] [CrossRef]
- Brigadnov, K.A.; Bilichenko, Y.V.; Polyakov, V.A.; Borisov, R.S.; Gusev, K.I.; Rudakova, T.A.; Filatov, S.N.; Kireev, V.V. Epoxy Oligomers Modified with Epoxyphosphazenes. Polym. Sci. Ser. B 2016, 58, 549–555. [Google Scholar] [CrossRef]
- Sarychev, I.A.; Sirotin, I.S.; Borisov, R.S.; Mu, J.; Sokolskaya, I.B.; Bilichenko, J.V.; Filatov, S.N.; Kireev, V.V. Synthesis of Resorcinol-Based Phosphazene-Containing Epoxy Oligomers. Polymers 2019, 11, 614. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kireev, V.V.; Bilichenko, Y.V.; Borisov, R.S.; Mu, J.; Kuznetsov, D.A.; Eroshenko, A.V.; Filatov, S.N.; Sirotin, I.S. Synthesis of Bisphenol A Based Phosphazene-Containing Epoxy Resin with Reduced Viscosity. Polymers 2019, 11, 1914. [Google Scholar] [CrossRef]
- Sirotin, I.S.; Bilichenko, Y.V.; Suraeva, O.V.; Solodukhin, A.N.; Kireev, V.V. Synthesis of Oligomeric Chlorophosphazenes in the Presence of ZnCl2. Polym. Sci. Ser. B 2013, 55, 63–68. [Google Scholar] [CrossRef]
- Simonov-Emel’yanov, I.D.; Apeksimov, N.V.; Kochergina, L.M.; Bilichenko, Y.V.; Kireev, V.V.; Brigadnov, K.A.; Sirotin, I.S.; Filatov, S.N. Rheological and Rheokinetic Properties of Phosphazene-Containing Epoxy Oligomers. Polym. Sci. Ser. B 2016, 58, 168–172. [Google Scholar] [CrossRef]
- Onuchin, D.V.; Sirotin, I.S.; Sarychev, I.A.; Bornosuz, N.V.; Kireev, V.V.; Gorbunova, I.Y.; Gorbatkina, Y.A. Physicochemical Properties of Epoxy Composites Modified with Epoxyphosphazene. Polym. Sci. Ser. B 2019, 61, 286–293. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Molar Ratio HCP:BPF:ECH | HCPg (Mole) | BPFg (Mole) | ECHmL (Mole) | NaOHg (Mole) |
|---|---|---|---|---|---|
| PNA-BPF-S | 1:8:16 | 35 (0.101) | 161.11 (0.805) | 1387.865 (17.606) | 64.363 (1.609) |
| PNA-BPF-1 | 1:8:16 | 35 (0.101) | 161.11 (0.805) | 1387.865 (17.606) | 64.363 (1.609) |
| PNA-BPF-2 | 1:9:16 | 35 (0.086) | 181.249 (0.905) | 1639.022 (20.917) | 72.408 (1.810) |
| PNA-BPF-3 | 1:12:16 | 23 (0.066) | 158.809 (0.793) | 1574.182 (20.096) | 63.444 (1.586) |
| PNA-BPF-4 | 1:18:16 | 15 (0.043) | 155.356 (0.776) | 1675.045 (21.376) | 62.064 (1.552) |
| PNA-BPF-5 | 1:24:16 | 10.5 (0.030) | 144.999 (0.724) | 1626.414 (20.757) | 57.927 (1.448) |
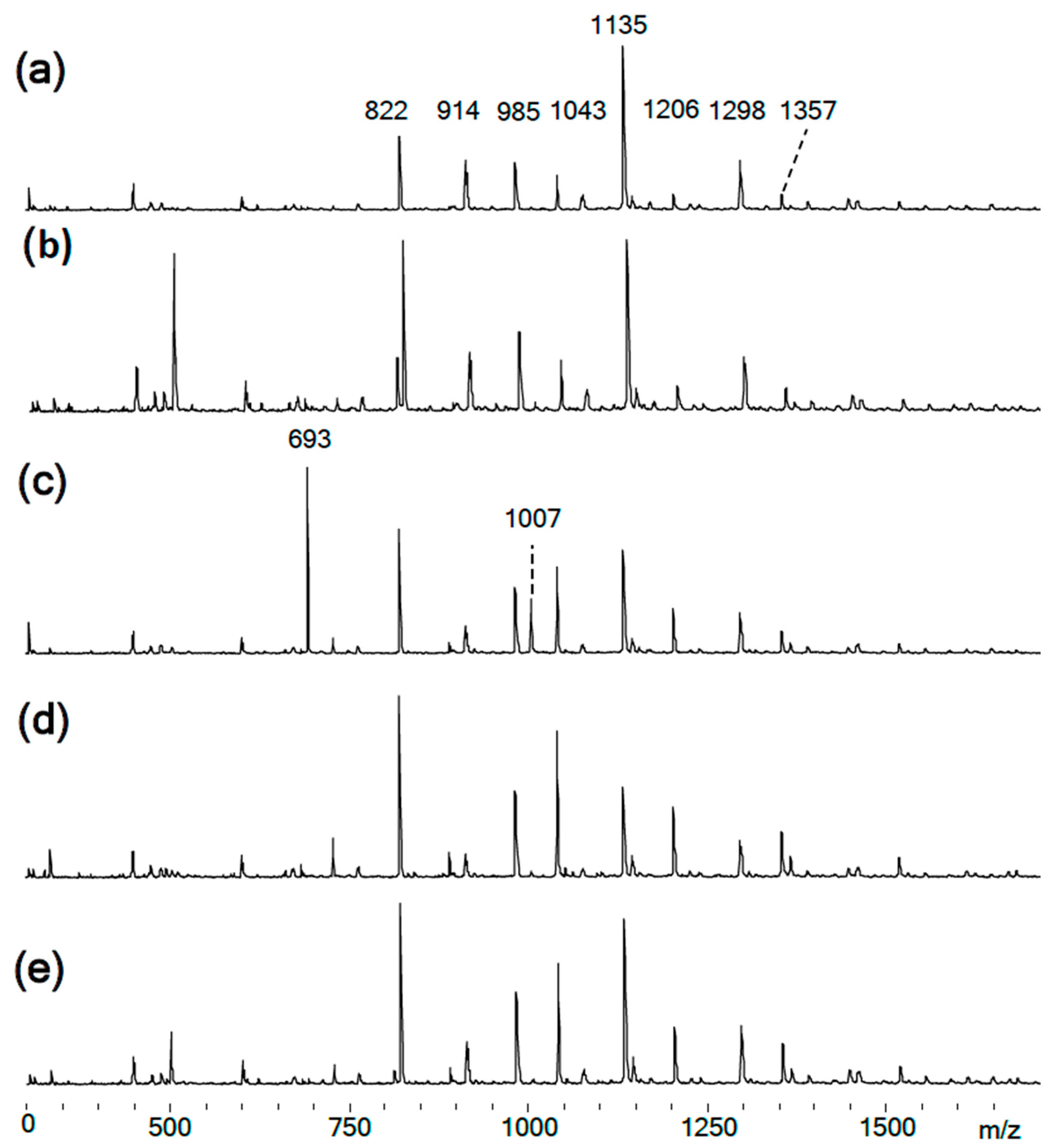
| m/z | Structure and Formula 1 | No. of Structure |
|---|---|---|
| 693 |  P3N3Cl3(OArO)(OArOGly) | I |
| 822 |  P3N3Cl(OArO)2(OArOGly) | II |
| 914 |  P3N3Cl2(OArO)(OArOGly)2 | III |
| 985 |  P3N3Cl2(OArO)(OArOGly’)2 | IV |
| 1007 |  P3N3Cl3(OArOGly)3 | V |
| 1043 |  P3N3(OArO)2(OArOGly)2 | VI |
| 1135 |  P3N3Cl(OArO)(OArOGly)3 | VII |
| 1206 |  (P3N3)2Cl4(OArO)4 | VIII |
| 1298 |  (P3N3)2Cl5(OArO)3(OArOGly) | IX |
| 1357 |  P3N3(OArO) (OArOGly)4 | X |
 , Gly =
, Gly =  , Gly’ =
, Gly’ =  .
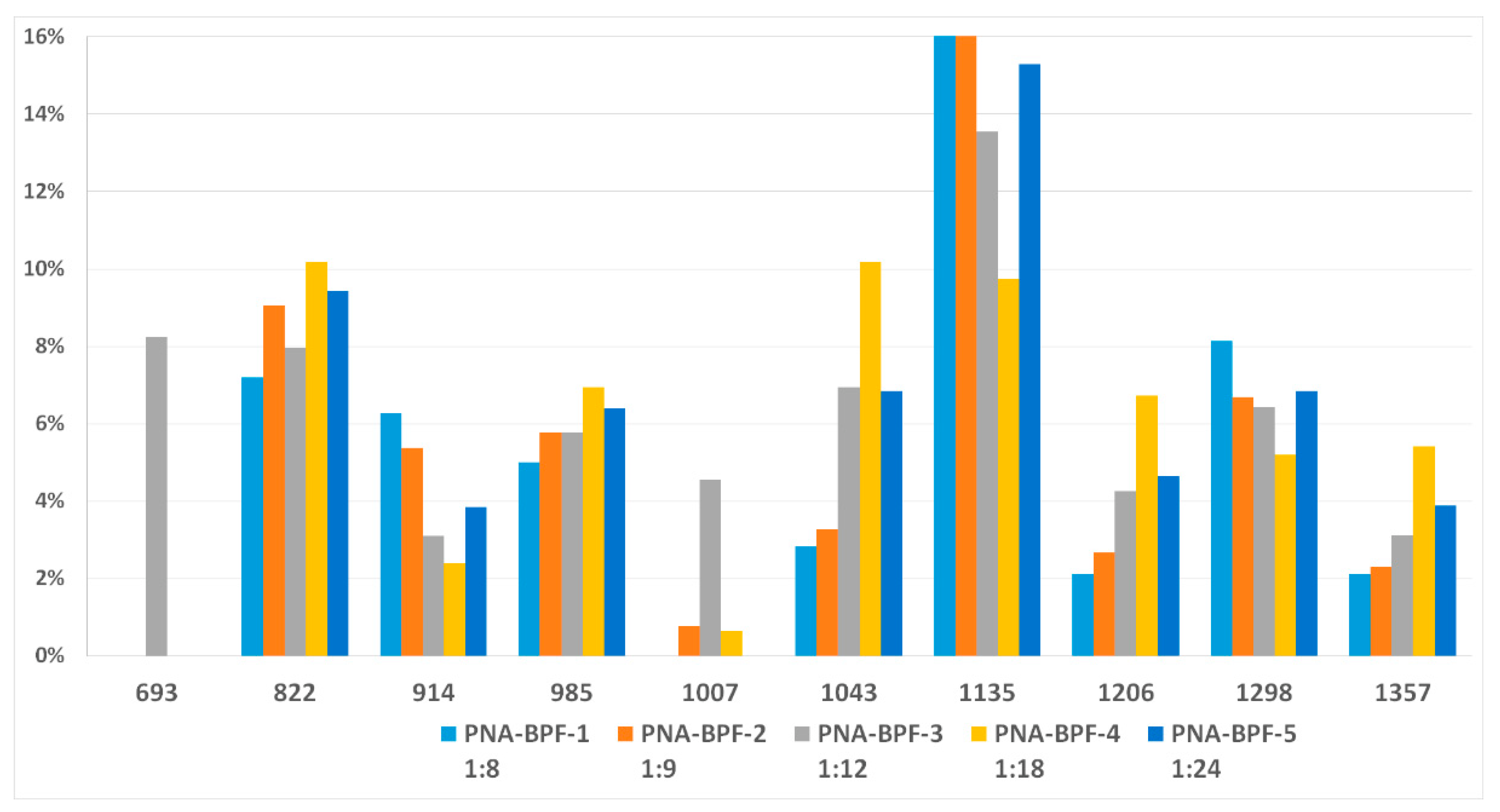
.| m/z | Formula | Content (wt.%) | ||||
|---|---|---|---|---|---|---|
| PNA-BPF-1 | PNA-BPF-2 | PNA-BPF-3 | PNA-BPF-4 | PNA-BPF-5 | ||
| 693 | P3N3Cl3(OArO)(OArOGly) (I) | 0 | 0 | 8 | 0 | 0 |
| 822 | P3N3Cl(OArO)2(OArOGly) (II) | 7 | 9 | 8 | 10 | 9 |
| 914 | P3N3Cl2(OArO)(OArOGly)2 (III) | 6 | 5 | 3 | 2 | 4 |
| 985 | P3N3Cl2(OArO)(OArOGly’)2 (IV) | 5 | 6 | 6 | 7 | 6 |
| 1007 | P3N3Cl3(OArOGly)3 (V) | 0 | 1 | 5 | 1 | 0 |
| 1043 | P3N3(OArO)2(OArOGly)2 (VI) | 3 | 3 | 7 | 10 | 7 |
| 1135 | P3N3Cl(OArO)(OArOGly)3 (VII) | 21 | 16 | 14 | 10 | 15 |
| 1206 | (P3N3)2Cl4(OArO)4 (VIII) | 2 | 3 | 4 | 7 | 5 |
| 1298 | (P3N3)2Cl5(OArO)3(OArOGly) (IX) | 8 | 7 | 6 | 5 | 7 |
| 1357 | P3N3(OArO)(OArOGly)4 (X) | 2 | 2 | 3 | 5 | 4 |
| Total proportion of major compounds | 54 | 52 | 64 | 57 | 57 | |
| Structure and Formula | No. of Structure |
|---|---|
 | XI |
 | XII |
 | XIII |
 | XIV |
 | XV |
 | XVI |
| Sample | Molar Ratio HCP:BPF:ECH | Yield | |
|---|---|---|---|
| g | % | ||
| PNA-BPF-S-1 | 1:8:16 | 180 | 76.0 |
| PNA-BPF-1 | 1:8:16 | 216 | 91.2 |
| PNA-BPF-2 | 1:9:16 | 247 | 92.2 |
| PNA-BPF-3 | 1:12:16 | 223 | 94.0 |
| PNA-BPF-4 | 1:18:16 | 220 | 93.5 |
| PNA-BPF-5 | 1:24:16 | 209 | 94.3 |
| Raw Reagents Ratio | Mixture Average Functionality | Content (wt.%) | Viscosity (Pa∙s) at the Temperature of (°С) | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Epoxy Group (%) | P | Cl | Phosphazene Fraction 1 | 20 | 40 | 70 | |||
| DGEBA | |||||||||
| 2.0 | 22.8 | - | - | - | 41.72 | 2.17 | 0.15 | ||
| DGEBF | |||||||||
| 2.0 | 24.6–27.0 | - | - | - | 16.31 | 0.92 | 0.09 | ||
| RDGE | |||||||||
| 2.0 | 34.4–36.4 | - | - | - | 1.10 | 0.11 | 0.03 | ||
| HCP:BPA | PhER obtained by interaction of HCP with BPA and ECH [52,53,57] | ||||||||
| 1:8 | 2.5 | 17.1 | 3.1 | 2.7 | 49 | - | 220 | 3 | |
| 1:9 2 | 2.5 | 18.1 | 3.3 | 2.4 | 52 | 5855 | 85 | 2 | |
| 1:12 | 2.3 | 20.0 | 1.8 | 1.5 | 30 | - | 130 | 2 | |
| 1:16 | 2.2 | 21.4 | 1.5 | 1.3 | 25 | 440 | 78 | 2 | |
| HCP:Resorcinol | PhER obtained by interaction of HCP with resorcinol and ECH [54] | ||||||||
| 1:12 | 2.4 | 21.0 | 4.0 | 4.4 | 43 | 8.33 | 6.15 | 0.36 | |
| 1:16 | 2.3 | 28.6 | 3.0 | 2.4 | 32 | 2.43 | 1.94 | 0.15 | |
| 1:24 | 2.2 | 29.6 | 2.0 | 1.9 | 21 | 1.71 | 0.45 | 0.05 | |
| HCP:PhOH:BPA | PhER obtained by interaction of HCP with BPA, phenol, and ECH [55] | ||||||||
| 1:2:6 | 2.2 | 16.1 | 4.6 | 2.2 | 54 | 64.6 | 13.7 | 0.8 | |
| 1:3:5 | 2.0 | 15.5 | 5.0 | 2.3 | 51 | 58.6 | 10.6 | 0.8 | |
| 1:4:4 | 1.9 | 14.7 | 5.4 | 2.7 | 47 | 9.4 | 6.0 | 0.8 | |
| HCP:BPF:ECH | PhER obtained by interaction of HCP with BPF and ECH (this work) | ||||||||
| 1:8:16 (NaOH solution) | 2.8 | 15.2 | 3.7 | 4.2 | 56 | 1942.00 | 38.68 | 0.73 | |
| 1:8:16 | 2.8 | 18.1 | 3.9 | 2.1 | 59 | 2463.11 | 45.03 | 1.04 | |
| 1:9:16 | 2.7 | 20.5 | 3.4 | 1.9 | 52 | 229.24 | 7.45 | 0.34 | |
| 1:12:16 | 2.4 | 20.4 | 2.7 | 1.6 | 41 | 282.99 | 10.65 | 0.43 | |
| 1:18:16 | 2.2 | 22.8 | 1.8 | 1.4 | 28 | 181.12 | 4.69 | 0.22 | |
| 1:24:16 | 2.2 | 21.5 | 1.5 | 1.3 | 22 | 62.65 | 2.16 | 0.13 | |
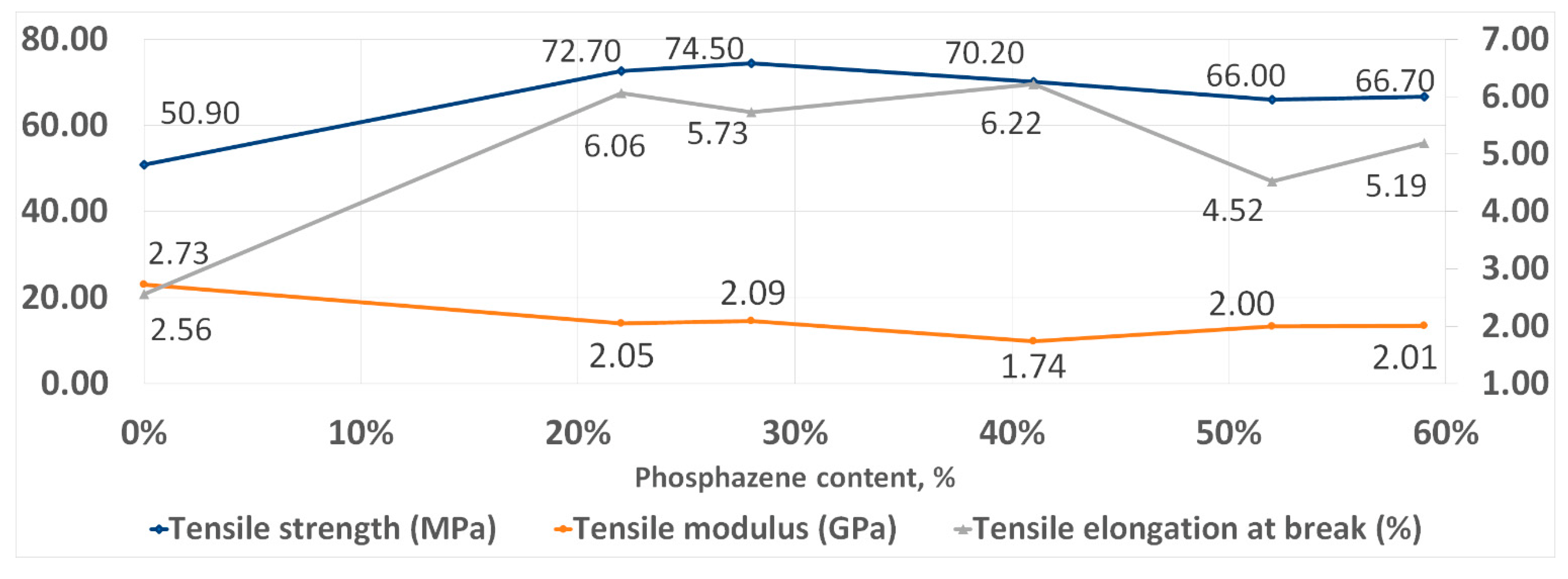
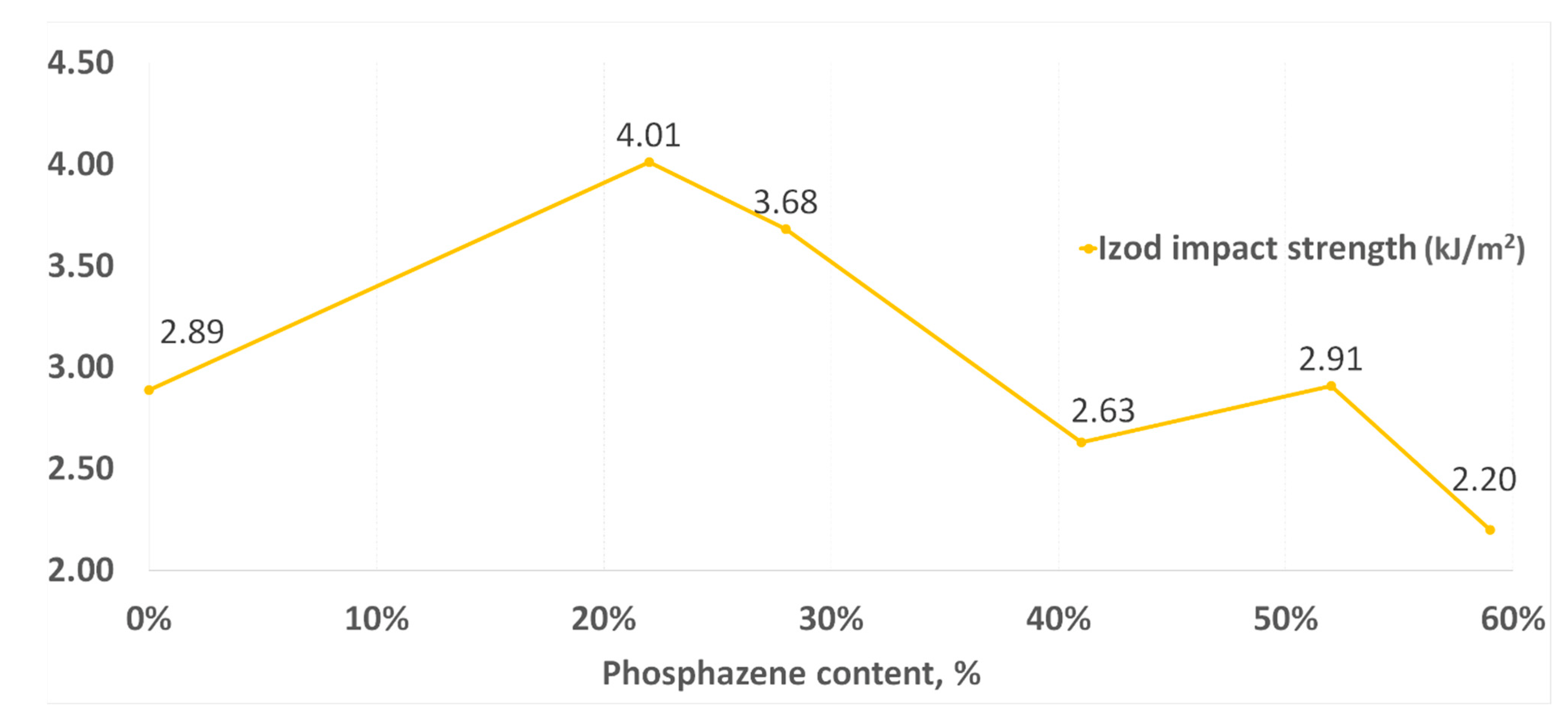
| Sample (HCP:BPF:ECH) | Tensile Strength (MPa) | Tensile Modulus (GPa) | Tensile Elongation at Break (%) | Izod Impact Strength (kJ/m2) | Tg (°C) |
|---|---|---|---|---|---|
| DGEBA | 69.8 | 2.6 | 4.1 | 2.1 | 169.2 |
| DGEBF | 50.9 | 2.7 | 2.6 | 2.9 | 174.8 |
| PNA-BPF-5 (1:24:16) | 72.7 | 2.1 | 6.1 | 4.1 | 156.7 |
| PNA-BPF-4 (1:18:16) | 74.5 | 2.1 | 5.7 | 3.7 | 169.3 |
| PNA-BPF-3 (1:12:16) | 70.2 | 1.7 | 6.2 | 2.6 | 174.7 |
| PNA-BPF-2 (1:9:16) | 66.0 | 2.0 | 4.5 | 2.9 | 153.0 |
| PNA-BPF-1 (1:8:16) | 66.7 | 2.0 | 5.2 | 2.2 | 160.0 |
| PNA-BPF-S (1:8:16) | 29.4 | 2.6 | 1.2 | 1.4 | 141.8 |
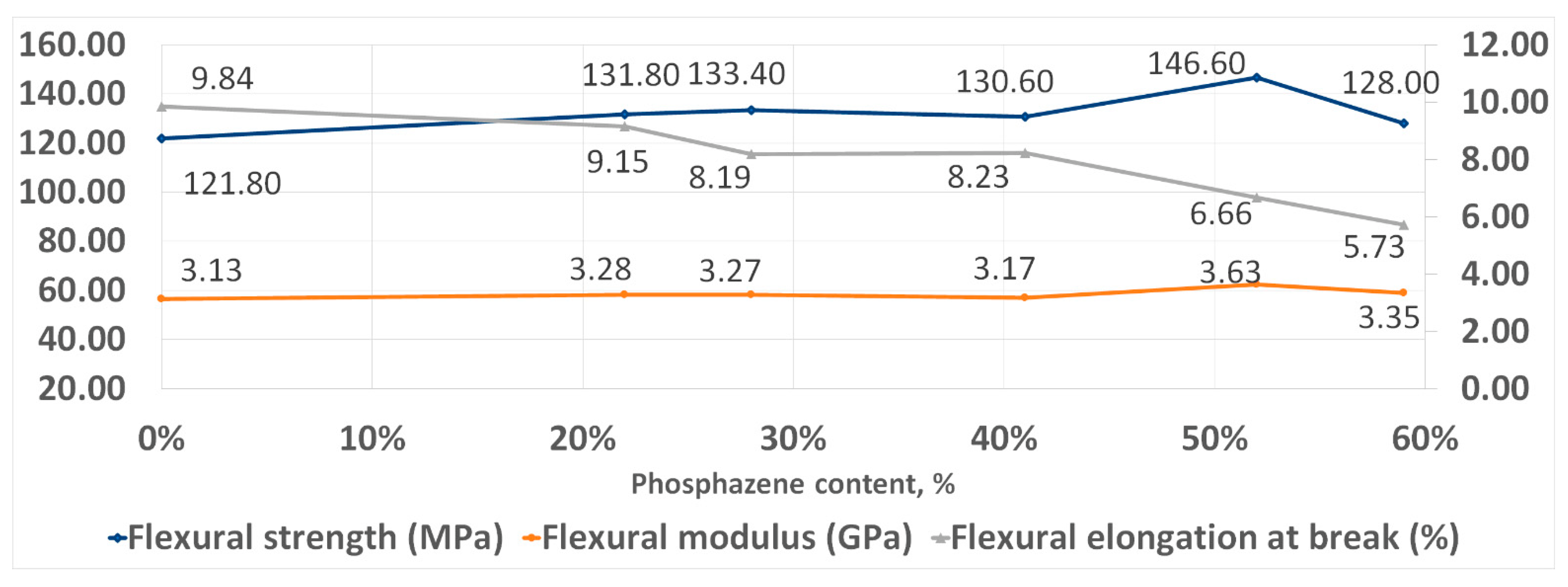
| Sample (HCP:BPF:ECH) | Flexural Strength (MPa) | Flexural Modulus (GPa) | Flexural Elongation at Break (%) |
|---|---|---|---|
| DGEBA | 125.6 | 3.02 | 6.99 |
| DGEBF | 121.8 | 3.13 | 9.84 |
| PNA-BPF-5 (1:24:16) | 131.8 | 3.28 | 9.15 |
| PNA-BPF-4 (1:18:16) | 133.4 | 3.27 | 8.19 |
| PNA-BPF-3 (1:12:16) | 130.6 | 3.17 | 8.23 |
| PNA-BPF-2 (1:9:16) | 146.6 | 3.63 | 6.66 |
| PNA-BPF-1 (1:8:16) | 128.0 | 3.35 | 5.73 |
| PNA-BPF-S (1:8:16) | 108.3 | 4.28 | 2.68 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tarasov, I.V.; Oboishchikova, A.V.; Borisov, R.S.; Kireev, V.V.; Sirotin, I.S. Phosphazene-Containing Epoxy Resins Based on Bisphenol F with Enhanced Heat Resistance and Mechanical Properties: Synthesis and Properties. Polymers 2022, 14, 4547. https://doi.org/10.3390/polym14214547
Tarasov IV, Oboishchikova AV, Borisov RS, Kireev VV, Sirotin IS. Phosphazene-Containing Epoxy Resins Based on Bisphenol F with Enhanced Heat Resistance and Mechanical Properties: Synthesis and Properties. Polymers. 2022; 14(21):4547. https://doi.org/10.3390/polym14214547
Chicago/Turabian StyleTarasov, Ilya V., Anastasiya V. Oboishchikova, Roman S. Borisov, Vyacheslav V. Kireev, and Igor S. Sirotin. 2022. "Phosphazene-Containing Epoxy Resins Based on Bisphenol F with Enhanced Heat Resistance and Mechanical Properties: Synthesis and Properties" Polymers 14, no. 21: 4547. https://doi.org/10.3390/polym14214547
APA StyleTarasov, I. V., Oboishchikova, A. V., Borisov, R. S., Kireev, V. V., & Sirotin, I. S. (2022). Phosphazene-Containing Epoxy Resins Based on Bisphenol F with Enhanced Heat Resistance and Mechanical Properties: Synthesis and Properties. Polymers, 14(21), 4547. https://doi.org/10.3390/polym14214547