




High-Pressure Depolymerization of Poly(lactic acid) (PLA) and Poly(3-hydroxybutyrate) (PHB) Using Bio-Based Solvents: A Way to Produce Alkyl Esters Which Can Be Modified to Polymerizable Monomers

 , , , ,
, , , ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods for the Characterization of Products
2.2.1. Fourier-Transform Infrared Spectrometry (FT-IR)
2.2.2. Mass Spectrometry (MS)
2.2.3. Nuclear Magnetic Resonance (NMR)
2.3. Alcoholyses of Polyesters
2.4. Methacrylation of Alkyl Esters
2.5. Methods for the Reaction Kinetics Study
2.5.1. LC–MS Method for Depolymerization Kinetics
2.5.2. GC-FID Method for Methacrylation Kinetics
3. Results
3.1. Depolymerization of PLA and PHB via Alcoholysis
3.2. Kinetics of the Depolymerization of PLA and PHB via Alcoholysis
3.3. Structural Characterization of Synthesized Alkyl Esters
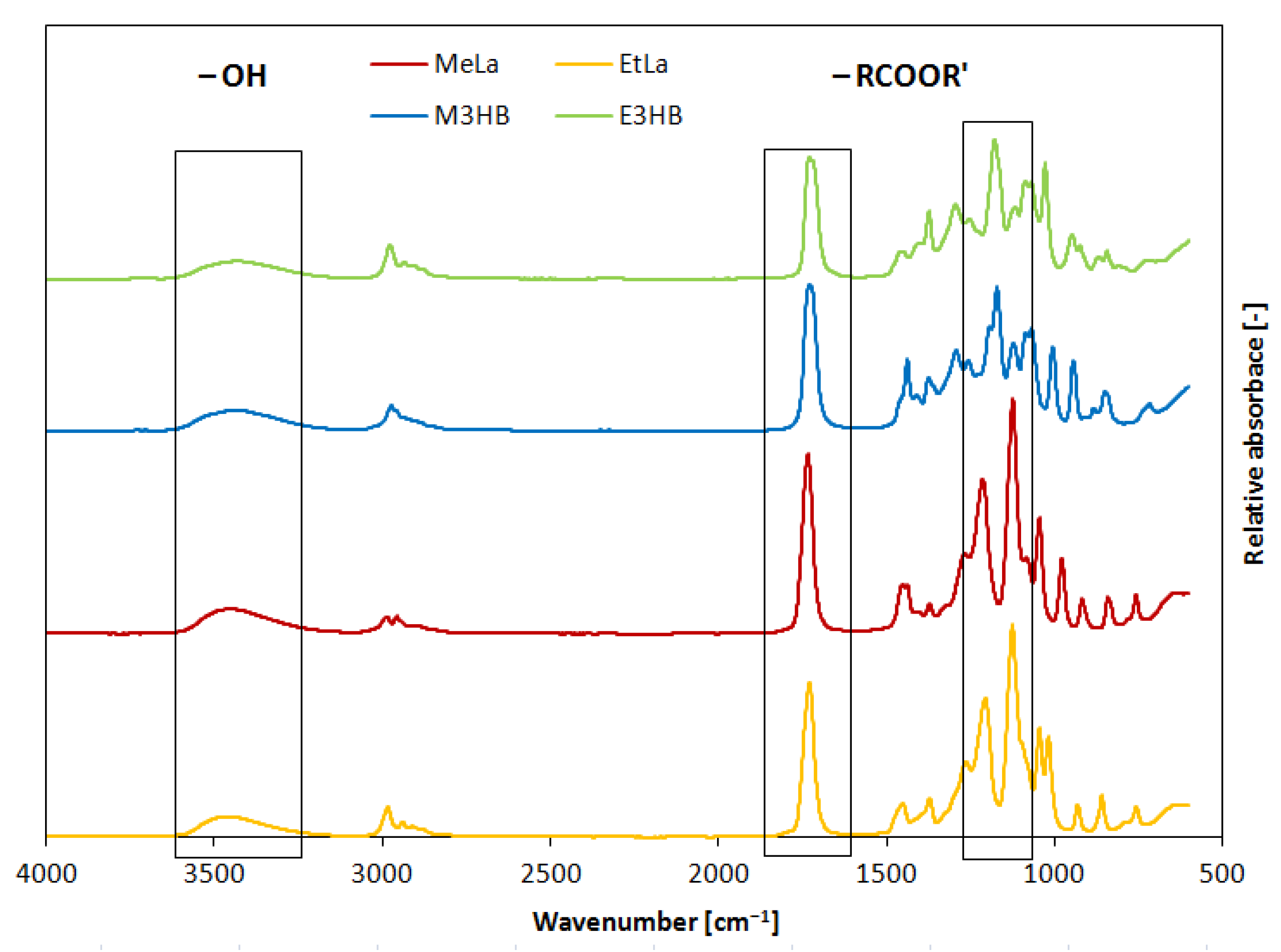
3.3.1. FT-IR Analyses of Alkyl Esters
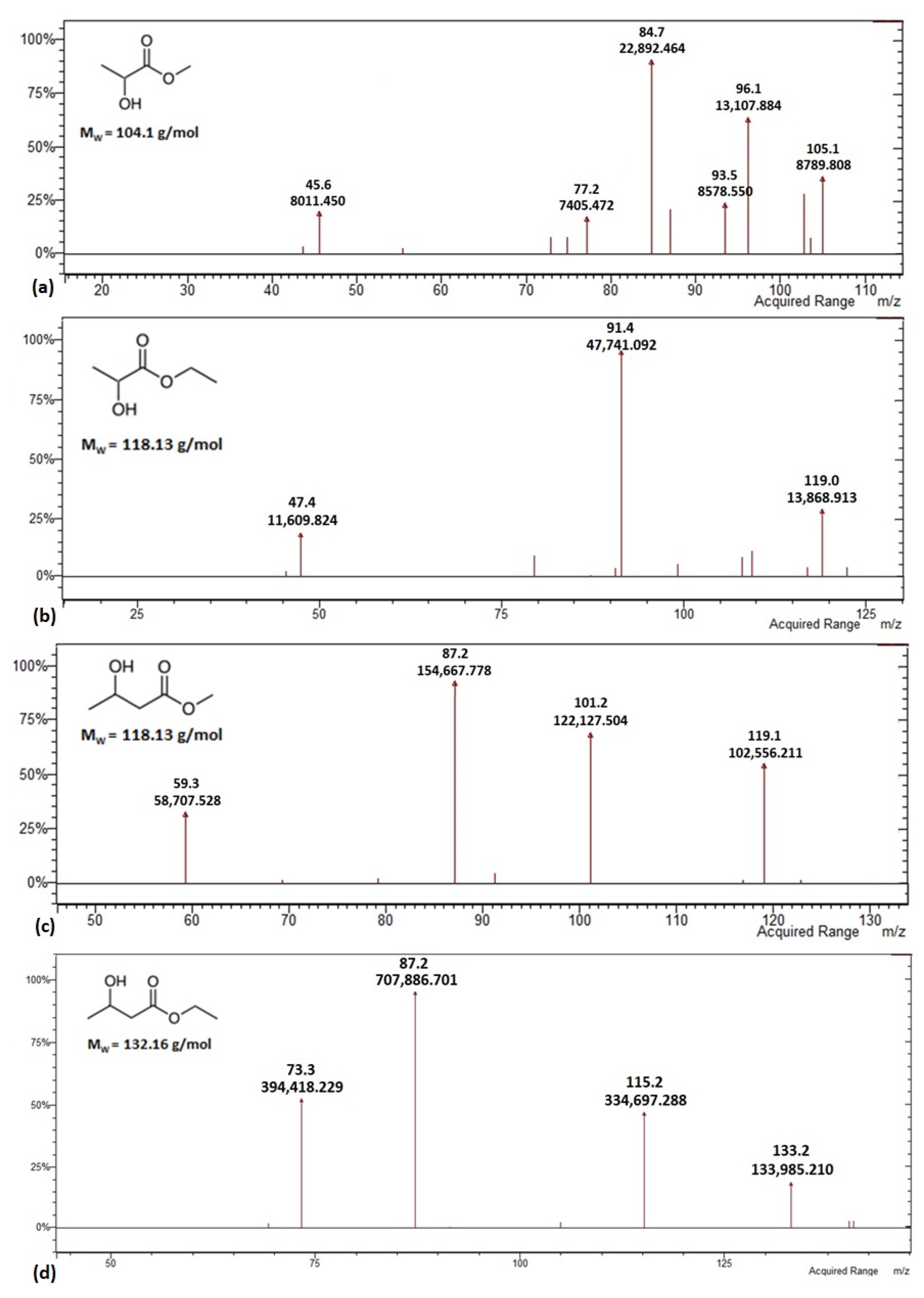
3.3.2. MS Analyses of Alkyl Esters
3.4. Methacrylation of the Alkyl Esters of Lactic and 3-Hydroxybutanoic Acid
3.5. Kinetics of the Methacrylation Reactions
3.6. Structural Characterization of Synthesized Methycrylated Alkyl Esters
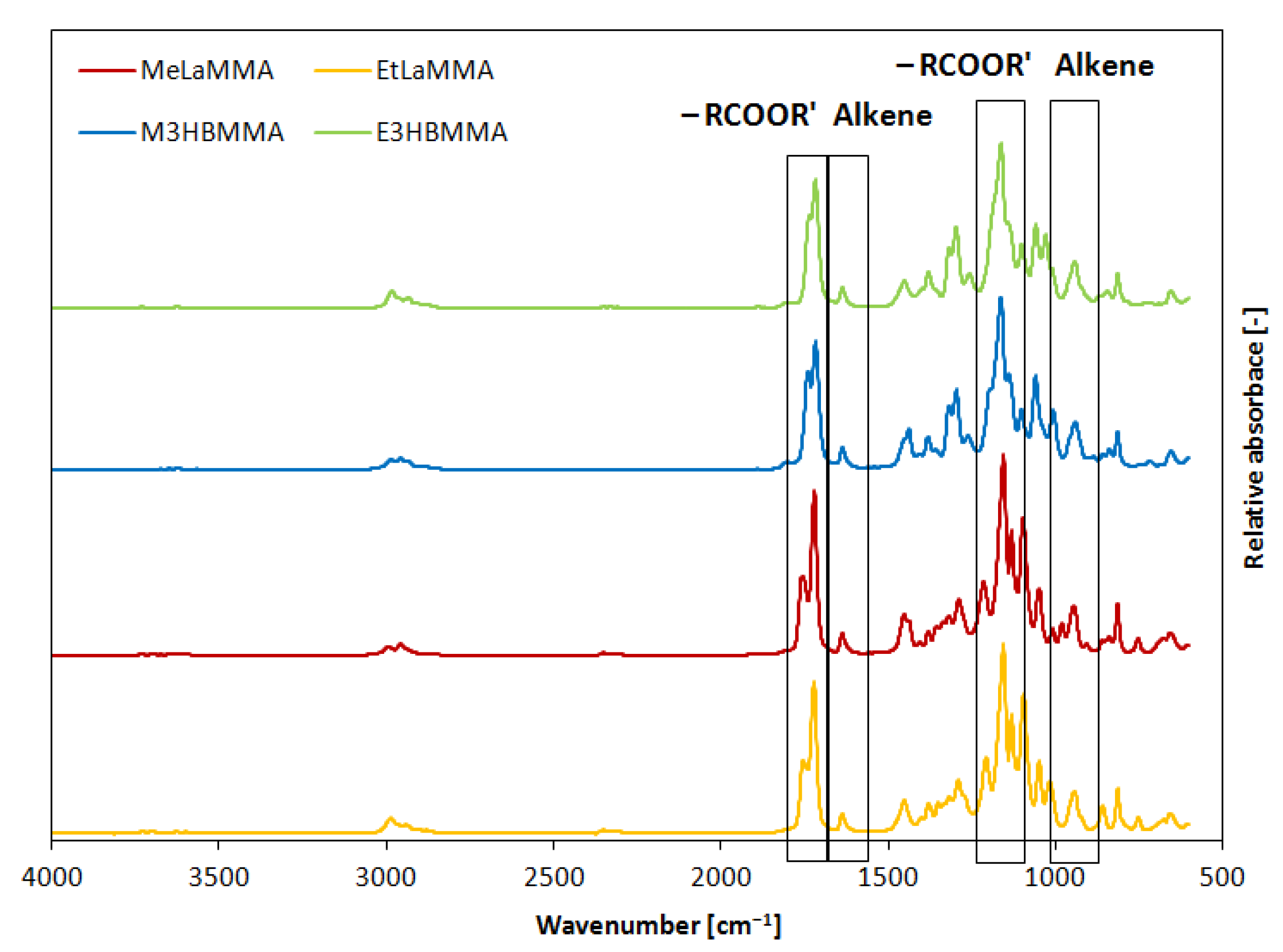
3.6.1. FT-IR Analyses of Methacrylated Alkyl Esters
3.6.2. MS Analyses of Methacrylated Alkyl Esters
4. Discussion
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Beltrán, F.R.; Barrio, I.; Lorenzo, V.; Del Río, B.; Martínez Urreaga, J.; de La Orden, M.U. Valorization of poly(lactic acid) wastes via mechanical recycling: Improvement of the properties of the recycled polymer. Waste Manag. Res. J. A Sustain. Circ. Econ. 2019, 37, 135–141. [Google Scholar] [CrossRef]
- Arrieta, M.P.; Samper, M.D.; Aldas, M.; López, J. On the Use of PLA-PHB Blends for Sustainable Food Packaging Applications. Materials 2017, 10, 1008. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ray, S.S.; Bousmina, M. Biodegradable polymers and their layered silicate nanocomposites: In greening the 21st century materials world. Prog. Mater. Sci. 2005, 50, 962–1079. [Google Scholar]
- Hottel, T.; Bilec, M.; Landis, A. Sustainability assessments of bio-based polymers. Polym. Degrad. Stab. 2013, 98, 1898–1907. [Google Scholar] [CrossRef]
- Reddy, M.M.; Vivekanandhan, S.; Misra, M.; Bhatia, S.K.; Mohanty, A.K. Biobased plastics and bionanocomposites: Current status and future opportunities. Prog. Polym. Sci. 2013, 38, 1653–1689. [Google Scholar] [CrossRef]
- Gough, C.R.; Callaway, K.; Spencer, E.; Leisy, K.; Jiang, G.; Yang, S.; Hu, X. Biopolymer-Based Filtration Materials. ACS Omega 2021, 6, 11804–11812. [Google Scholar] [CrossRef]
- Beltrán, F.; Arrieta, M.; Moreno, E.; Gaspar, G.; Muneta, L.; Carrasco-Gallego, R.; Yáñez, S.; Hidalgo-Carvajal, D.; de la Orden, M.; Urreaga, J.M. Evaluation of the Technical Viability of Distributed Mechanical Recycling of PLA 3D Printing Wastes. Polymers 2021, 13, 1247. [Google Scholar] [CrossRef] [PubMed]
- Moreno, E.; Beltrán, F.R.; Arrieta, M.P.; Gaspar, G.; Muneta, L.M.; Carrasco-Gallego, R.; Yáñez, S.; Hidalgo-Carvajal, D.; de la Orden, M.U.; Martínez Urreaga, J. Technical Evaluation of Mechanical Recycling of PLA 3D Printing Wastes. In Proceedings of the First International Conference on “Green” Polymer Materials, Basel, Switzerland, 4 November 2020; MDPI: Basel, Switzerland, 2021; p. 19. [Google Scholar]
- Leejarkpai, T.; Mungcharoen, T.; Suwanmanee, U. Comparative assessment of global warming impact and eco-efficiency of PS (polystyrene), PET (polyethylene terephthalate) and PLA (polylactic acid) boxes. J. Clean. Prod. 2016, 125, 95–107. [Google Scholar] [CrossRef]
- Piemonte, V.; Gironi, F. Kinetics of Hydrolytic Degradation of PLA. J. Polym. Environ. 2013, 21, 313–318. [Google Scholar] [CrossRef]
- Castro-Aguirre, E.; Iniguez-Franco, F.; Samsudin, H.; Fang, X.; Auras, R. Poly(lactic acid)—Mass production, processing, industrial applications, and end of life. Adv. Drug Deliv. Rev. 2016, 107, 333–366. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Papong, S.; Malakul, P.; Trungkavashirakun, R.; Wenunun, P.; Chom-in, T.; Nithitanakul, M.; Sarobol, E. Comparative assessment of the environmental profile of PLA and PET drinking water bottles from a life cycle perspective. J. Clean. Prod. 2014, 65, 539–550. [Google Scholar] [CrossRef]
- Chen, H.; Chen, F.; Chen, H.; Liu, H.; Chen, L.; Yu, L. Thermal degradation and combustion properties of most popular synthetic biodegradable polymers. Waste Manag. Res. J. A Sustain. Circ. Econ. 2022, 0734242X221129054. [Google Scholar] [CrossRef] [PubMed]
- Zhou, Q.; Xanthos, M. Nanosize and microsize clay effects on the kinetics of the thermal degradation of polylactides. Polym. Degrad. Stab. 2009, 94, 327–338. [Google Scholar] [CrossRef]
- Uğur, A.; Şahin, N.; Beyatli, Y. Accumulation of Poly-\beta-Hydroxybutyrate in Streptomyces Species During Growth with Different Nitrogen Sources. Turk. J. Biol. 2002, 26, 171–174. [Google Scholar]
- Lenz, R.W.; Marchessault, R.H. Bacterial Polyesters: Biosynthesis, Biodegradable Plastics and Biotechnology. Biomacromolecules 2005, 6, 1–8. [Google Scholar] [CrossRef]
- Arrieta, M.P.; Fortunati, E.; Dominici, F.; Rayón, E.; López, J.; Kenny, J.M. Multifunctional PLA–PHB/cellulose nanocrystal films: Processing, structural and thermal properties. Carbohydr. Polym. 2014, 107, 16–24. [Google Scholar] [CrossRef]
- Kervran, M.; Vagner, C.; Cochez, M.; Ponçot, M.; Saeb, M.R.; Vahabi, H. Thermal degradation of polylactic acid (PLA)/polyhydroxybutyrate (PHB) blends: A systematic review. Polym. Degrad. Stab. 2022, 201, 109995. [Google Scholar] [CrossRef]
- Kontárová, S.; Přikryl, R.; Melčová, V.; Menčík, P.; Horálek, M.; Figalla, S.; Plavec, R.; Feranc, J.; Sadílek, J.; Pospíšilová, A. Printability, Mechanical and Thermal Properties of Poly(3-Hydroxybutyrate)-Poly(Lactic Acid)-Plasticizer Blends for Three-Dimensional (3D) Printing. Materials 2020, 13, 4736. [Google Scholar] [CrossRef]
- Plavec, R.; Hlaváčiková, S.; Omaníková, L.; Feranc, J.; Vanovčanová, Z.; Tomanová, K.; Alexy, P. Recycling possibilities of bioplastics based on PLA/PHB blends. Polym. Test. 2020, 92, 106880. [Google Scholar] [CrossRef]
- Elsawy, M.A.; Kim, K.H.; Park, J.W.; Deep, A. Hydrolytic degradation of polylactic acid (PLA) and its composites. Renew. Sustain. Energy Rev. 2017, 79, 1346–1352. [Google Scholar] [CrossRef]
- Piemonte, V.; Sabatini, S.; Gironi, F. Chemical Recycling of PLA: A Great Opportunity Towards the Sustainable Development? J. Polym. Environ. 2013, 21, 640–647. [Google Scholar] [CrossRef]
- Coszach, P.; Bogaert, J.C.; Willocq, J. Chemical Recycling of PLA by Hydrolysis. U.S. Patent No 8,431,683, 2013. [Google Scholar]
- Cosate de Andrade, M.F.; Souza, P.; Cavalett, O.; Morales, A.R. Life Cycle Assessment of Poly(Lactic Acid) (PLA): Comparison Between Chemical Recycling, Mechanical Recycling and Composting. J. Polym. Environ. 2016, 24, 372–384. [Google Scholar] [CrossRef]
- McKeown, P.; Jones, M.D. The Chemical Recycling of PLA: A Review. Sustain. Chem. 2020, 1, 1–22. [Google Scholar] [CrossRef]
- Cristina, A.M.; Rosaria, A.; Sara, F.; Fausto, G. PLA Recycling by Hydrolysis at High Temperature. In AIP Conference Proceedings; AIP Publishing LLC: Melville, NY, USA, 2016; p. 020011. [Google Scholar]
- Tsuji, H.; Daimon, H.; Fujie, K. A New Strategy for Recycling and Preparation of Poly(l-lactic acid): Hydrolysis in the Melt. Biomacromolecules 2003, 4, 835–840. [Google Scholar] [CrossRef] [PubMed]
- Li, S.M.; Rashkov, I.; Espartero, J.L.; Manolova, N.; Vert, M. Synthesis, characterization, and hydrolytic degradation of PLA/PEO/PLA triblock copolymers with long poly (l-lactic acid) blocks. Macromolecules 1996, 29, 57–62. [Google Scholar] [CrossRef]
- Piemonte, V.; Gironi, F. Lactic Acid Production by Hydrolysis of Poly(Lactic Acid) in Aqueous Solutions: An Experimental and Kinetic Study. J. Polym. Environ. 2013, 21, 275–279. [Google Scholar] [CrossRef]
- Majgaonkar, P.; Hanich, R.; Malz, F.; Brüll, R. Chemical Recycling of Post-Consumer PLA Waste for Sustainable Production of Ethyl Lactate. Chem. Eng. J. 2021, 423, 129952. [Google Scholar] [CrossRef]
- Grewell, D.; Srinivasan, G.; Cochran, E. Depolymerization of Post-Consumer Polylactic Acid Products. J. Renew. Mater. 2014, 2, 157–165. [Google Scholar] [CrossRef] [Green Version]
- Lee, S.H.; Song, W.S. Enzymatic Hydrolysis of Polylactic Acid Fiber. Appl. Biochem. Biotechnol. 2011, 164, 89–102. [Google Scholar] [CrossRef]
- Payne, J.; McKeown, P.; Jones, M.D. A circular economy approach to plastic waste. Polym. Degrad. Stab. 2019, 165, 170–181. [Google Scholar] [CrossRef]
- Hirao, K.; Ohara, H. Synthesis and Recycle of Poly(L-lactic acid) using Microwave Irradiation. Polym. Rev. 2011, 51, 1–22. [Google Scholar] [CrossRef]
- Hirao, K.; Nakatsuchi, Y.; Ohara, H. Alcoholysis of Poly(l-lactic acid) under microwave irradiation. Polym. Degrad. Stab. 2010, 95, 925–928. [Google Scholar] [CrossRef]
- Song, X.; Liu, F.; Wang, H.; Wang, C.; Yu, S.; Liu, S. Methanolysis of microbial polyester poly(3-hydroxybutyrate) catalyzed by Brønsted-Lewis acidic ionic liquids as a new method towards sustainable development. Polym. Degrad. Stab. 2018, 147, 215–221. [Google Scholar] [CrossRef]
- Song, X.; Wang, H.; Liu, F.; Yu, S. Kinetics and mechanism of monomeric product from methanolysis of poly (3-hydroxybutyrate) catalyzed by acidic functionalized ionic liquids. Polym. Degrad. Stab. 2016, 130, 22–29. [Google Scholar] [CrossRef]
- Siddiqui, M.N.; Redhwi, H.H.; Al-Arfaj, A.A.; Achilias, D.S. Chemical Recycling of PET in the Presence of the Bio-Based Polymers, PLA, PHB and PEF: A Review. Sustainability 2021, 13, 10528. [Google Scholar] [CrossRef]
- National Center for Biotechnology Information. Methyl Lactate. PubChem Compound Database. Available online: https://pubchem.ncbi.nlm.nih.gov/compound/Methyl-lactate (accessed on 30 October 2022).
- National Center for Biotechnology Information. Ethyl Lactate. PubChem Compound Database. Available online: https://pubchem.ncbi.nlm.nih.gov/compound/Ethyl-lactate (accessed on 30 October 2022).
- National Center for Biotechnology Information. Methyl 3-Hydroxybutyrate. PubChem Compound Database. Available online: https://pubchem.ncbi.nlm.nih.gov/compound/Methyl-3-hydroxybutyrate (accessed on 30 October 2022).
- National Center for Biotechnology Information. Ethyl 3-Hydroxybutyrate. PubChem Compound Database. Available online: https://pubchem.ncbi.nlm.nih.gov/compound/Ethyl-3-hydroxybutyrate (accessed on 30 October 2022).
- Amarasekara, A.S.; Owereh, O.S. Synthesis of a sulfonic acid functionalized acidic ionic liquid modified silica catalyst and applications in the hydrolysis of cellulose. Catal. Commun. 2010, 11, 1072–1075. [Google Scholar] [CrossRef]
- Codari, F.; Lazzari, S.; Soos, M.; Storti, G.; Morbidelli, M.; Moscatelli, D. Kinetics of the hydrolytic degradation of poly(lactic acid). Polym. Degrad. Stab. 2012, 97, 2460–2466. [Google Scholar] [CrossRef]
- Hill, C.A.S.; Jones, D.; Strickland, G.; Cetin, N.S. Kinetic and Mechanistic Aspects of the Acetylation of Wood with Acetic Anhydride. Holzforschung 1998, 52, 623–629. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Methyl Lactate | Ethyl Lactate | Methyl 3-Hydroxybutyrate | Ethyl 3-Hydroxybutyrate | ||
|---|---|---|---|---|---|
| Reaction mixture | Polymer | 200 g PLA | 200 g PLA | 200 g PHB | 200 g PHB |
| Alcohol | 356 g MeOH | 511 g EtOH | 298 g MeOH | 428 g EtOH | |
| Catalyst | 5.28 g p-TSA | 5.28 g p-TSA | 4.42 g p-TSA | 4.42 g p-TSA | |
| Boiling point | 145 °C [39] | 154 °C [40] | 159 °C [41] | 185 °C [42] | |
| Methyl Lactate | Ethyl Lactate | Methyl 3-Hydroxybutyrate | Ethyl 3-Hydroxybutyrate | |
|---|---|---|---|---|
| Reaction rate constant k (min−1) | 0.0425 | 0.0327 | 0.0103 | 0.0064 |
| Methacrylated Methyl Lactate | Methacrylated Ethyl Lactate | Methacrylated Methyl 3-Hydroxybutyrate | Methacrylated Ethyl 3-Hydroxybutyrate | ||
|---|---|---|---|---|---|
| Reaction mixture | Ester | 30 g MeLa | 30 g EtLa | 30 g M3HB | 30 g E3HB |
| Anhydride | 44.4 g MAA | 39.2 g MAA | 39.2 g MAA | 35.0 g MAA | |
| Catalyst | 2.1 g solution | 1.85 g solution | 1.85 g solution | 1.66 g solution | |
| Mixture volume | 70.42 cm3 | 66.92 cm3 | 66.26 cm3 | 63.31 cm3 | |
| Methacrylated Methyl Lactate | Methacrylated Ethyl Lactate | Methacrylated Methyl 3-Hydroxybutyrate | Methacrylated Ethyl 3-Hydroxybutyrate | ||
|---|---|---|---|---|---|
| Yield of product | 5 h 24 h | 86.2% | 80.2% | 59.5% | 45.6% |
| 99.5% | 99.4% | 98.3% | 98.0% | ||
| Methacrylated Methyl Lactate | Methacrylated Ethyl Lactate | Methacrylated Methyl 3-Hydroxybutyrate | Methacrylated Ethyl 3-Hydroxybutyrate | |
|---|---|---|---|---|
| Reaction rate constant k′ (dm3/(mol·min)) | 0.0885 | 0.0554 | 0.0092 | 0.0079 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jašek, V.; Fučík, J.; Ivanová, L.; Veselý, D.; Figalla, S.; Mravcova, L.; Sedlacek, P.; Krajčovič, J.; Přikryl, R. High-Pressure Depolymerization of Poly(lactic acid) (PLA) and Poly(3-hydroxybutyrate) (PHB) Using Bio-Based Solvents: A Way to Produce Alkyl Esters Which Can Be Modified to Polymerizable Monomers. Polymers 2022, 14, 5236. https://doi.org/10.3390/polym14235236
Jašek V, Fučík J, Ivanová L, Veselý D, Figalla S, Mravcova L, Sedlacek P, Krajčovič J, Přikryl R. High-Pressure Depolymerization of Poly(lactic acid) (PLA) and Poly(3-hydroxybutyrate) (PHB) Using Bio-Based Solvents: A Way to Produce Alkyl Esters Which Can Be Modified to Polymerizable Monomers. Polymers. 2022; 14(23):5236. https://doi.org/10.3390/polym14235236
Chicago/Turabian StyleJašek, Vojtěch, Jan Fučík, Lucia Ivanová, Dominik Veselý, Silvestr Figalla, Ludmila Mravcova, Petr Sedlacek, Jozef Krajčovič, and Radek Přikryl. 2022. "High-Pressure Depolymerization of Poly(lactic acid) (PLA) and Poly(3-hydroxybutyrate) (PHB) Using Bio-Based Solvents: A Way to Produce Alkyl Esters Which Can Be Modified to Polymerizable Monomers" Polymers 14, no. 23: 5236. https://doi.org/10.3390/polym14235236
APA StyleJašek, V., Fučík, J., Ivanová, L., Veselý, D., Figalla, S., Mravcova, L., Sedlacek, P., Krajčovič, J., & Přikryl, R. (2022). High-Pressure Depolymerization of Poly(lactic acid) (PLA) and Poly(3-hydroxybutyrate) (PHB) Using Bio-Based Solvents: A Way to Produce Alkyl Esters Which Can Be Modified to Polymerizable Monomers. Polymers, 14(23), 5236. https://doi.org/10.3390/polym14235236