
Study on Effects of Nonlinear Behavior Characteristics of Prepreg Dielectric on Warpage of Substrate under Laminating Process



Abstract
:1. Introduction
2. Materials and Methods
2.1. Evaluation of Material Characteristics
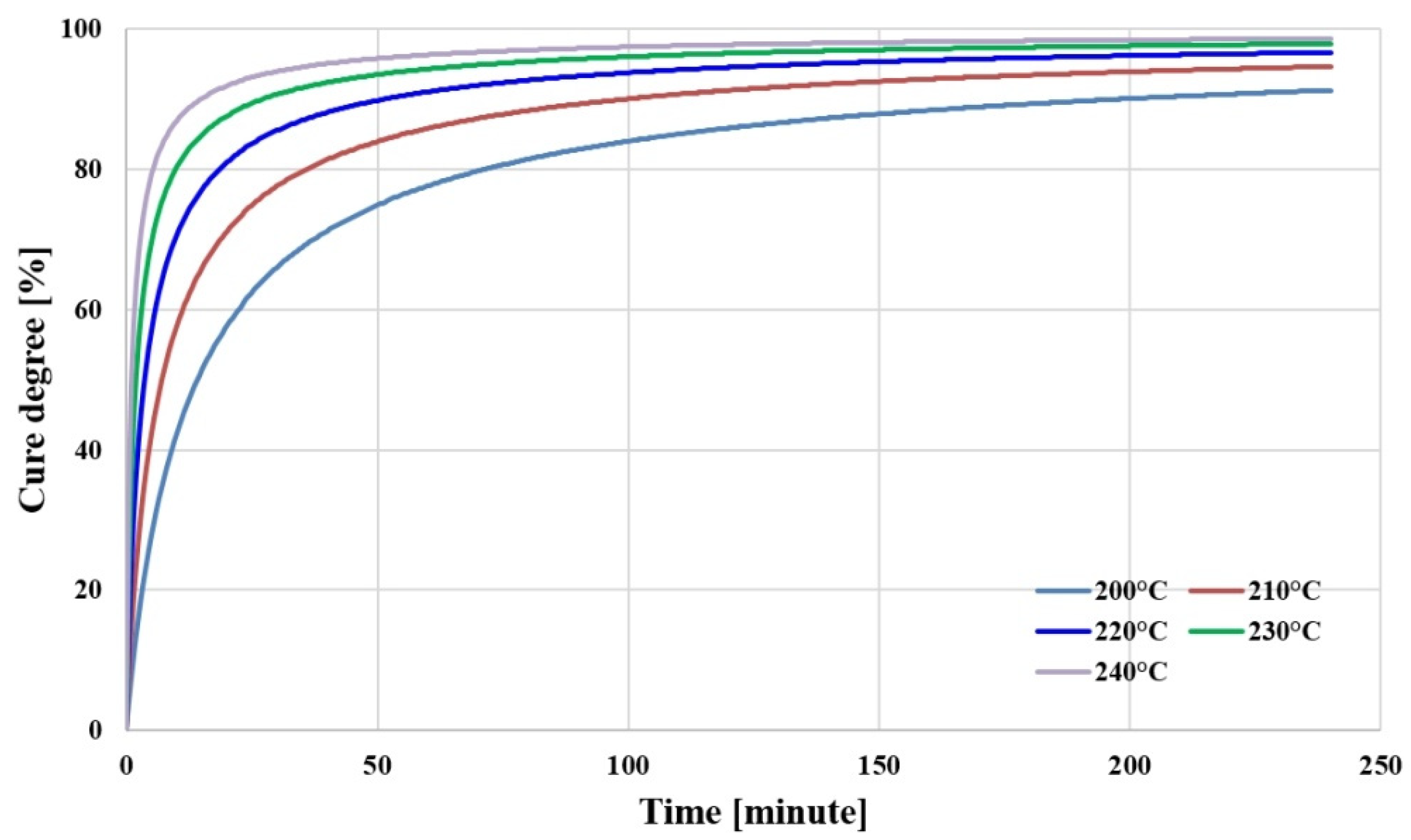
2.1.1. Cure Degree
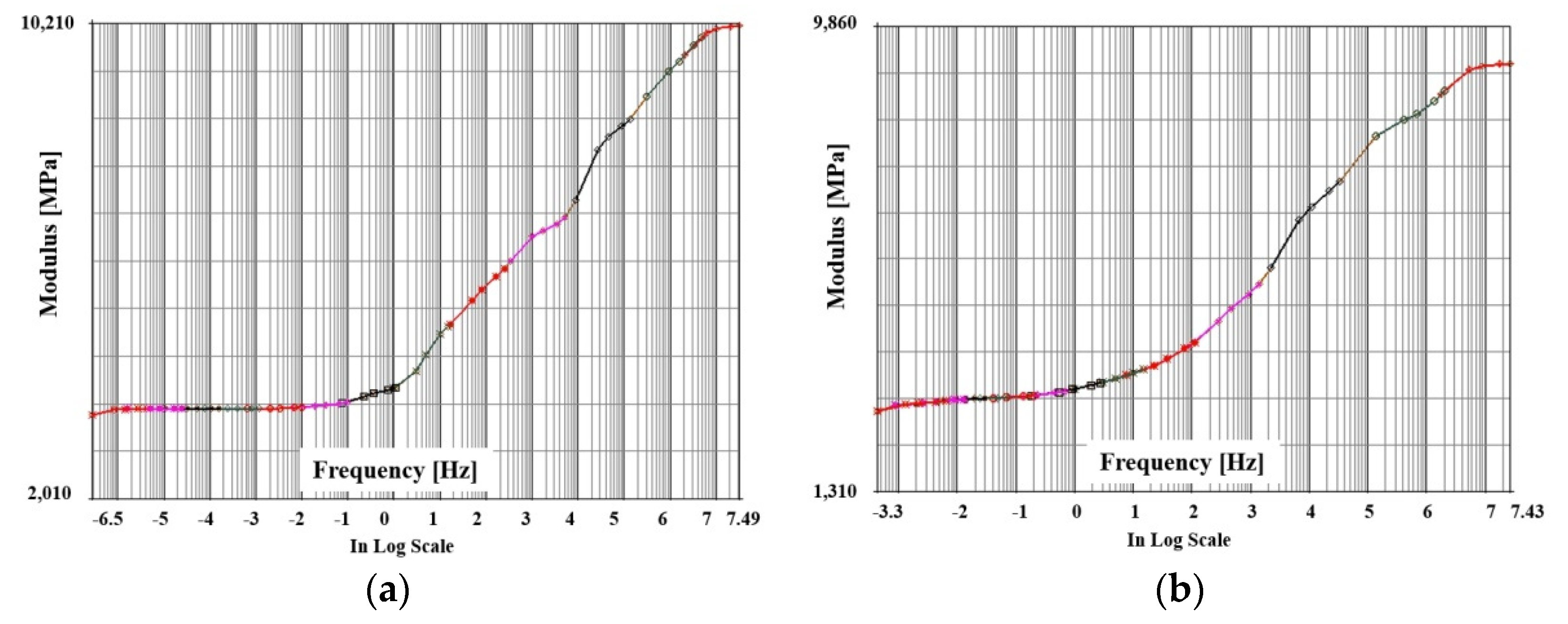
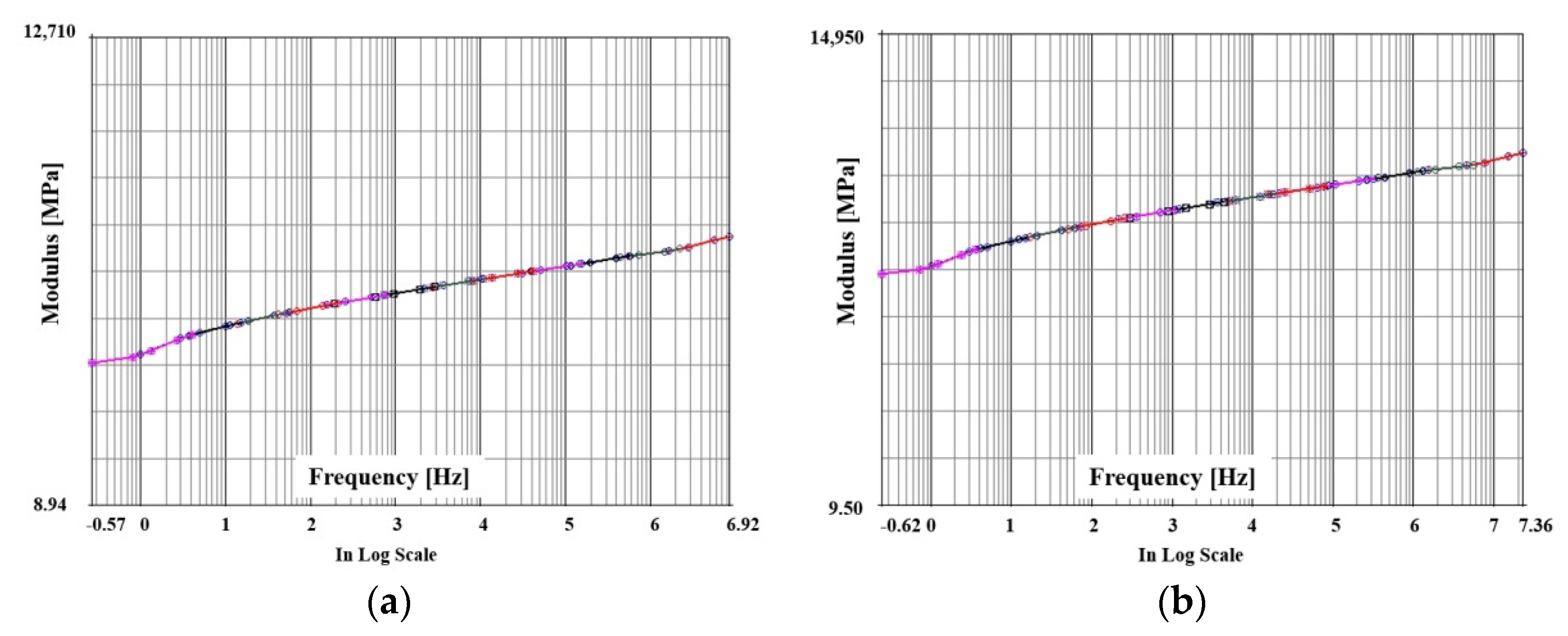
2.1.2. Storage Modulus
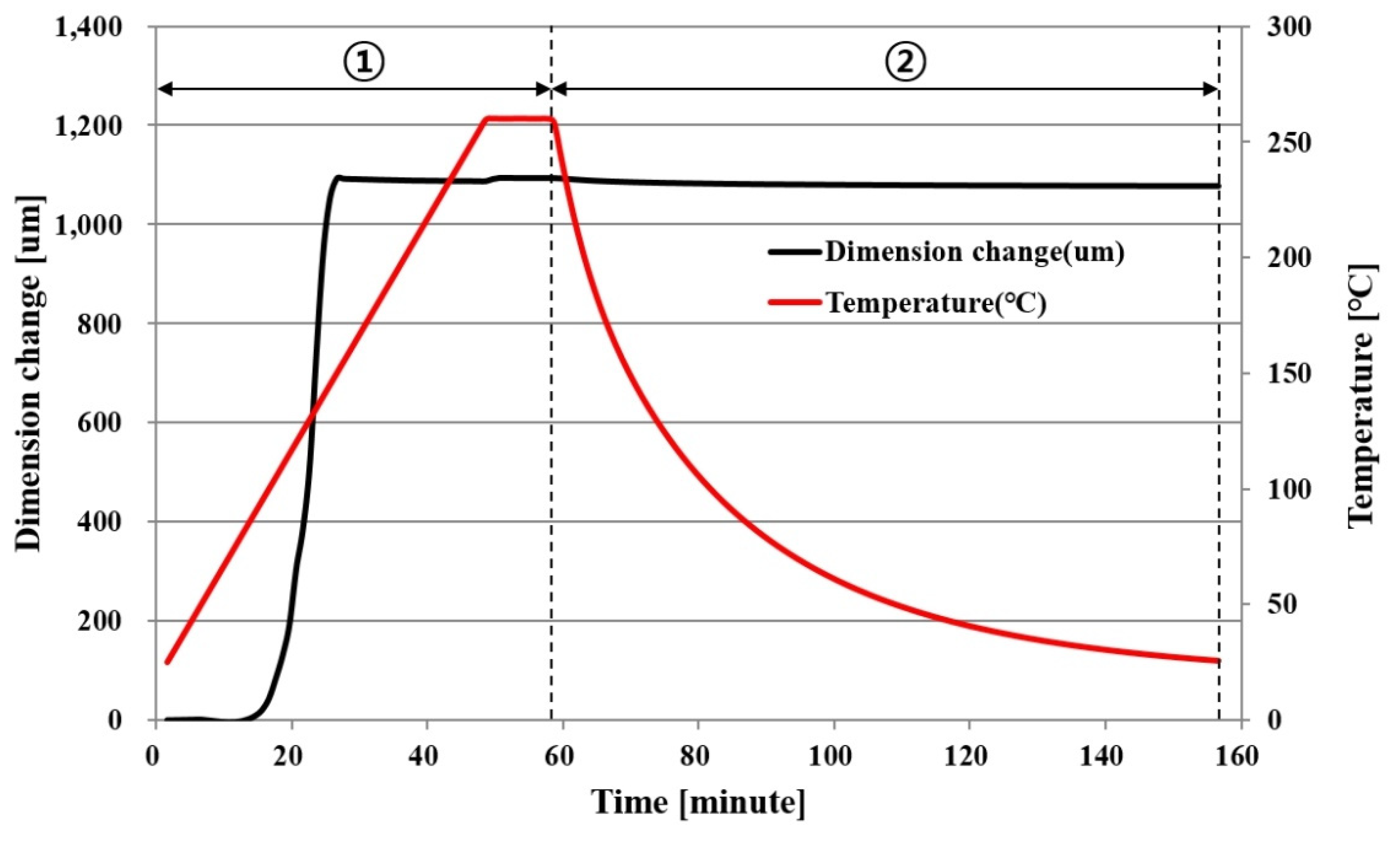
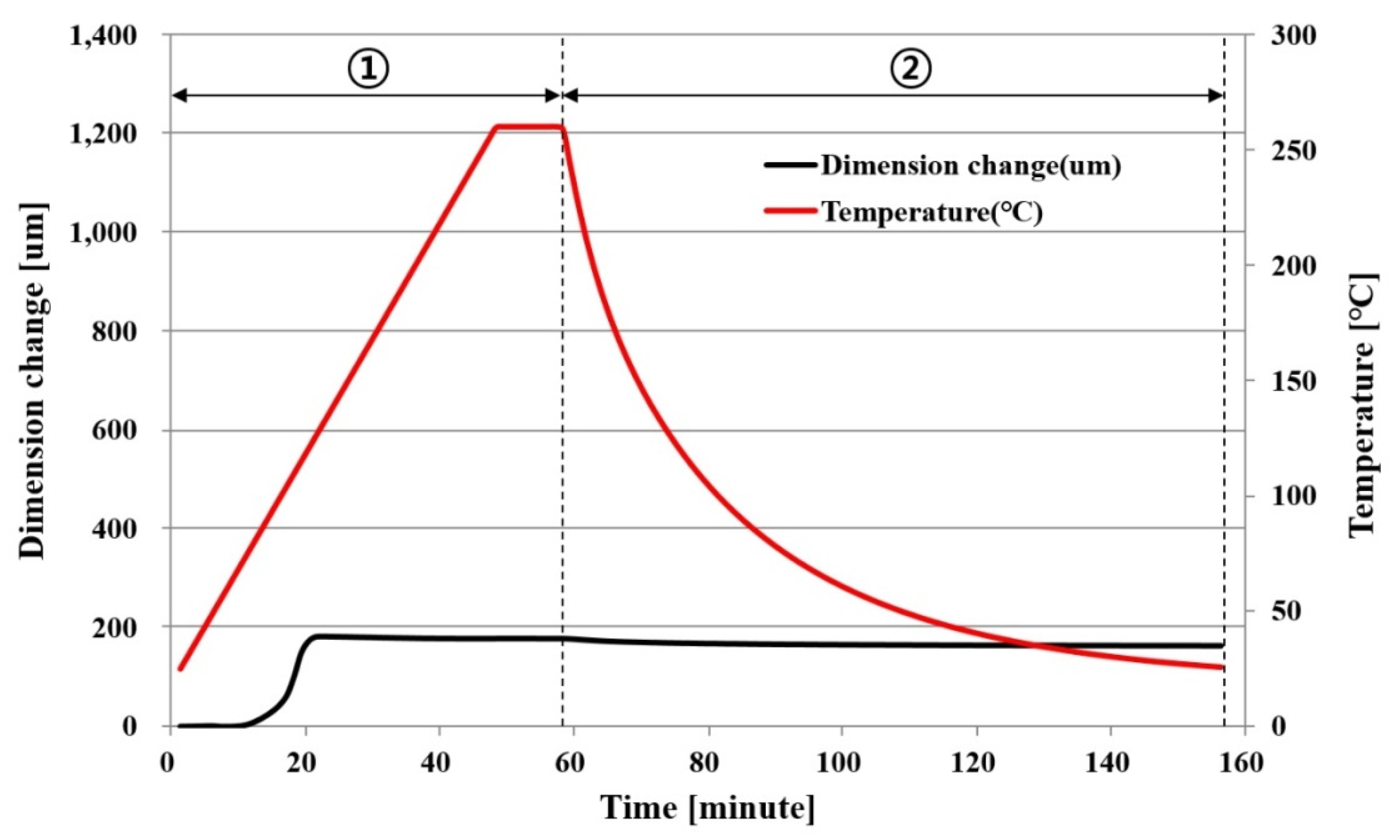
2.1.3. CTE (Coefficient of Thermal Expansion)
2.1.4. Cure Shrinkage
2.1.5. Viscoelasticity
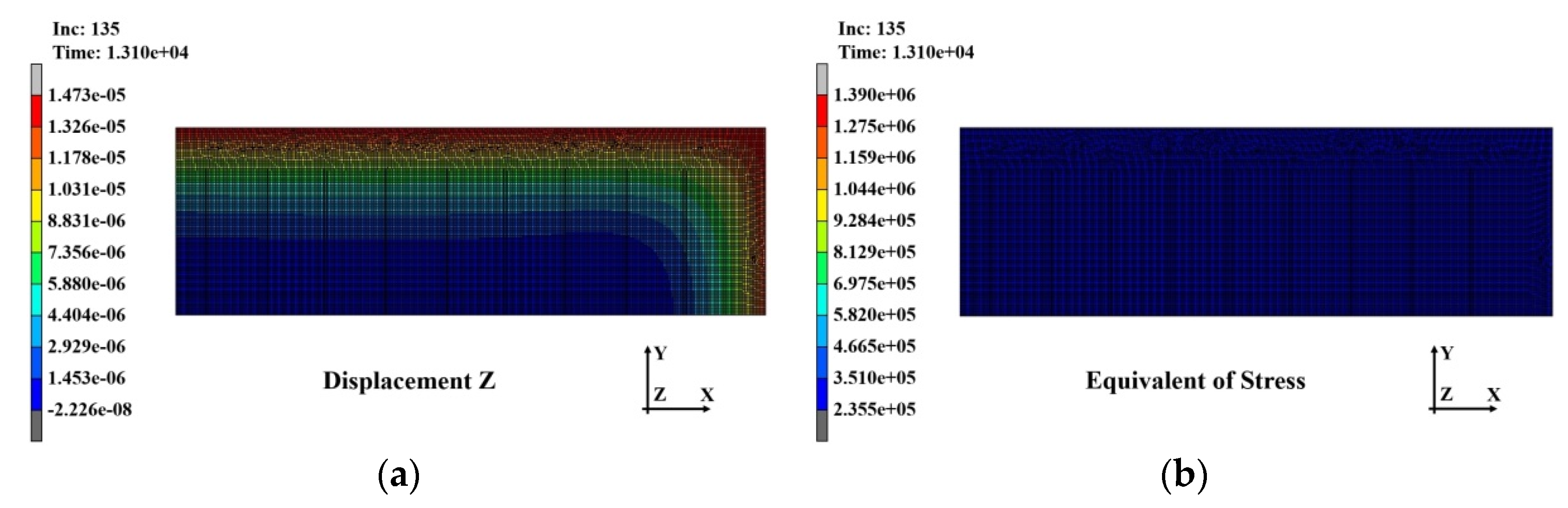
2.2. Finite Element Analysis
Modeling
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Shougo, M.; Shuichi, N.; Shyam, S.P.; Shuzi, H.; Keiichi, K.; Wataru, T. Electrophoretic deposition onto an insulator for thin film preparation toward electronic device fabrication. Appl. Phys. Lett. 2012, 101, 193305. [Google Scholar]
- Cho, S.H.; Ko, Y.B. Numerical Analysis of Thermal Deformation of a PCB for Semiconductor Package at Panel, Strip and Unit Levels. Microelectron. Packag. Soc. 2019, 26, 23–31. [Google Scholar]
- Cho, S.H.; Lee, S.S. Study on Behavior Characteristics of Embedded PCB for FCCSP Using Numerical Analysis. Microelectron. Packag. Soc. 2020, 27, 67–73. [Google Scholar]
- Straubinger, D.; Bozsóki, I.; Bušek, D.; Illés, B.; Géczy, A. Modelling of Temperature Distribution along PCB Thickness in Different Substrates during Reflow. Circuit World 2019, 46, 85–92. [Google Scholar] [CrossRef]
- Su, S.; Jian, M.; Hamasha, S. Effects of Surface Finish on the Shear Fatigue of SAC-Based Solder Alloys. IEEE Trans. Compon. Packag. Manuf. Technol. 2020, 10, 457–466. [Google Scholar] [CrossRef]
- Hsueh, C.H. Thermal stresses in elastic multilayer systems. Thin Solid Films 2002, 418, 182–188. [Google Scholar] [CrossRef]
- Darveaux, R.; Reichman, C.; Islam, N. Interface Failure in Lead Free Solder Joints. In Proceedings of the 56th Electronic Components and Technology Conference, San Diego, CA, USA, 30 May–2 June 2006; Volume 12. [Google Scholar]
- Lau, J.H.; Lee, S.W.R. Effects of Build-Up Printed Circuit Board Thickness in the Solder Joint Reliability of a Wafer Level Chip Scale Package (WLCSP). Trans. Compon. Packag. Technol. 2002, 25, 51. [Google Scholar] [CrossRef]
- Tsi, M.Y.; Hsu, C.H.J.; Wang, C.T.O. Investgation of thermomechanical behaviors of flip chip BGA packages during man-ufacturing process and thermal cycling. IEEE Trans. Compon. Packag. Technol. 2004, 27, 568. [Google Scholar] [CrossRef]
- Cho, S.H.; Cho, S.J.; Lee, J. Estimation of warpage and thermal stress of IVHs in flip-chip ball grid arrays package by FEM. Microelectron. Reliab. 2008, 48, 300. [Google Scholar] [CrossRef]
- Darveaux, R.; Banerji, K.; Mawer, A.; Mammo, E. Reliability of Plastic Ball Grid Array Assembly. Ball Grid Array Technology; McGraw-Hill: New York, NY, USA, 1995. [Google Scholar]
- Lau, J.H.; Prince, J.L.; Nakayama, W.; Wong, C.P. Electronic Packaging: Design, Materials. Process, and Reliability; McGraw-Hill: New York, NY, USA, 1997. [Google Scholar]
- Robert, S.; Kevin, C.; Wang, Y.P.; Hsiao, C.S. Comparative analysis of electrical Performance on coreless and standard Flip-Chip Substrate. In Proceedings of the 57th Electronic Components and Technology Conference, Sparks, NV, USA, 29 May–1 June 2007. [Google Scholar]
- Masazumi, A. Characterization of chip scale package materials. Microelectron. Reliab. 1999, 39, 1365. [Google Scholar]
- John, H.L.; Lee, W.W.R. Effects of Build-Up Printed Circuit Board Thickness in the Solder Joint Reliability of a Wafer Level Chip Scale Package. Trans. Compon. Packag. Technol. 2002, 25, 3. [Google Scholar]
- Sham, M.L.; Kim, J.K.; Park, J.H. Numerical analysis of plastic encapsulated electronic package reliability: Viscoelastic properties of underfill resin. Comput. Mater. Sci. 2007, 40, 81. [Google Scholar] [CrossRef] [Green Version]
- Xiong, Z.; Tay, A.A.O. Modeling of viscoelastic effects on interfacial delamination in IC packages. In Proceedings of the 50th Electronic Components and Technology Conference, Las Vegas, NV, USA, 21–24 May 2000; p. 1326. [Google Scholar]
- Liu, F.; Wan, B.; Wang, F.; Chen, W. Effect of Thermal Shock Process on the Microstructure and Peel Resistance of Single–Sided Copper Clad Laminates Used in Waste Printed Circuit Boards. J. Air Waste Manag. Assoc. 2019, 69, 1490–1502. [Google Scholar] [CrossRef] [PubMed]
- Rudajevová, A.; Dušek, K. Influence of Manufacturing Mechanical and Thermal Histories on Dimensional Stabilities of FR4 Laminate and FR4/Cu-Plated Holes. Materials 2018, 11, 2114. [Google Scholar] [CrossRef] [Green Version]
- Cho, S.H. Study on the Nonlinear Characteristic Effects of Dielectric on Warpage of Flip Chip BGA Substrate. J. Microelectron. Packag. Soc. 2013, 20, 33–38. [Google Scholar] [CrossRef] [Green Version]
- Kim, C.G.; Lee, T.I.; Kim, M.S.; Kim, T.S. Mechanism of warpage orientation rotation due to viscoelastic polymer sub-strates during thermal processing. Microelectron. Reliab. 2017, 73, 136–145. [Google Scholar] [CrossRef]
- Yeo, A.; Lee, C. Flip Chip Solder Joint Reliability Analysis Using Viscoplastic and Elastic-Plastic-Creep Constitutive Models. IEEE Trans. Compon. Packag. Technol. 2006, 29, 355–363. [Google Scholar] [CrossRef]
- Lau, C.S.; Abdullah, M.Z.; Mujeebu, M.A.; Yusop, N.M.D. Finite element analysis on the effect of solder joint geometry for the reliability of ball grid array assembly with flexible and rigid PCBs. J. Eng. Sci. Technol. 2014, 9, 47–63. [Google Scholar]
- Fan, X.J.; Varia, B.; Han, Q. Design and optimization of thermo-mechanical reliability in wafer level packaging. Microelectron. Reliab. 2010, 50, 536–546. [Google Scholar] [CrossRef]
- Van-Lai, P.; Huayan, W.; Jiefeng, X.; Jing, W.; Park, S.; Charandeep, S. A Study of Substrate Models and Its Effect on Package Warpage Prediction. In Proceedings of the 69th Electronic Components and Technology Conference (ECTC), Las Vegas, NV, USA, 28–31 May 2019; pp. 1130–1139. [Google Scholar]
- Froš, D.; Dušek, K.; Veselý, P. Investigation of Impacts on Printed Circuit Board Laminated Composites Caused by Surface Finish Application. Polymer 2021, 13, 3203. [Google Scholar] [CrossRef]
- MSC Software. MSC/MARC2019 Manual; MSC Software Corporation: Newport Beach, CA, USA, 2019. [Google Scholar]
- Cho, S.H.; Jang, J.Y.; Kim, J.C.; Kang, S.W.; Seong, I.; Bae, K.Y. A Study on Heat Transfer Characteristics of PCBs with a Carbon CCL. J. Microelectron. Packag. Soc. 2015, 22, 37–46. [Google Scholar] [CrossRef]
- Eslami, H.; Gharibi, A.; Müller-Plathe, F. Mechanisms of Nucleation and Solid−Solid-Phase Transitions in Triblock Janus Assemblies. J. Chem. Theory Comput. 2021, 17, 1742–1754. [Google Scholar] [CrossRef] [PubMed]
- Halpin, J.C. Effects of Environmental Factors on Composite Materials; Air Force Materials Lab.: Wright-Patterson, OH, USA, 1969. [Google Scholar]






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Period | Temp.1 [°C] | Temp.2 °C | Dim.1 [μm] | Dim.2 [μm] | CTE [μm/m °C] |
|---|---|---|---|---|---|
| 1 | 25 | 40 | −0.10607 | 0.637419 | 6.8 |
| 2 | 40 | 55 | 0.637419 | −0.40103 | −9.5 |
| 3 | 55 | 70 | −0.40103 | −4.65864 | −39 |
| 4 | 70 | 85 | −4.65864 | 2.056672 | 62 |
| 5 | 85 | 100 | 2.056672 | 43.81728 | 380 |
| 6 | 100 | 115 | 43.81728 | 191.7137 | 1400 |
| 7 | 115 | 130 | 191.7137 | 513.288 | 2900 |
| 8 | 130 | 145 | 513.288 | 1053.922 | 5000 |
| 9 | 145 | 150 | 1053.922 | 1092.348 | 1100 |
| 10 | 150 | 160 | 1092.348 | 1091.73 | −85 |
| 11 | 160 | 260 | 1091.73 | 1091.541 | −0.26 |
| 12 | 260 | 25 | 1093.541 | 1077.452 | 94 |
| Period | Temp.1 [°C] | Temp.2 [°C] | Dim.1 [μm] | Dim.2 [μm] | CTE [μm/m °C] |
|---|---|---|---|---|---|
| 1 | 25 | 50 | −0.2797 | 0.5419 | 45 |
| 2 | 50 | 65 | 0.5419 | −0.5355 | −99 |
| 3 | 65 | 85 | −0.5355 | 15.0881 | 110 |
| 4 | 85 | 100 | 15.0881 | 46.1321 | 280 |
| 5 | 100 | 110 | 46.1321 | 103.1538 | 780 |
| 6 | 110 | 120 | 103.1538 | 170.5707 | 930 |
| 7 | 120 | 160 | 170.5707 | 180.27 | 33 |
| 8 | 160 | 260 | 180.27 | 177.5883 | −37 |
| 9 | 260 | 25 | 177.5883 | 162.8827 | 84 |
| Conditions | Direction | ||
|---|---|---|---|
| under curing | x | 32.3 | 550.6 |
| y | 8.45 | 211.5 | |
| after cured | x | 848.7 | 2973.1 |
| y | 3003.4 | 9729.6 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cho, S.; Ko, Y. Study on Effects of Nonlinear Behavior Characteristics of Prepreg Dielectric on Warpage of Substrate under Laminating Process. Polymers 2022, 14, 561. https://doi.org/10.3390/polym14030561
Cho S, Ko Y. Study on Effects of Nonlinear Behavior Characteristics of Prepreg Dielectric on Warpage of Substrate under Laminating Process. Polymers. 2022; 14(3):561. https://doi.org/10.3390/polym14030561
Chicago/Turabian StyleCho, Seunghyun, and Youngbae Ko. 2022. "Study on Effects of Nonlinear Behavior Characteristics of Prepreg Dielectric on Warpage of Substrate under Laminating Process" Polymers 14, no. 3: 561. https://doi.org/10.3390/polym14030561
APA StyleCho, S., & Ko, Y. (2022). Study on Effects of Nonlinear Behavior Characteristics of Prepreg Dielectric on Warpage of Substrate under Laminating Process. Polymers, 14(3), 561. https://doi.org/10.3390/polym14030561