
Performance Investigation and Cost–Benefit Analysis of Recycled Tire Polymer Fiber-Reinforced Cemented Paste Backfill


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
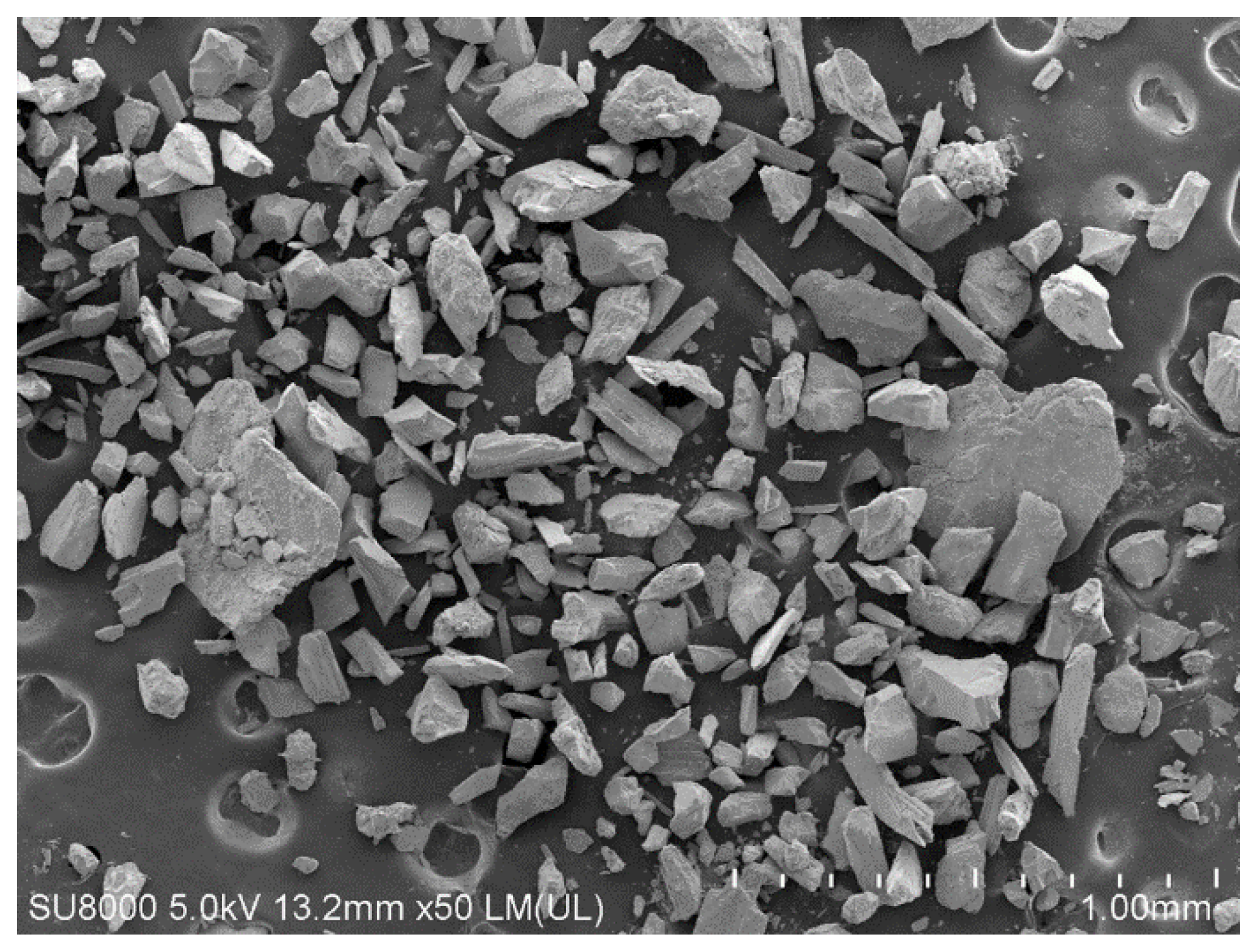
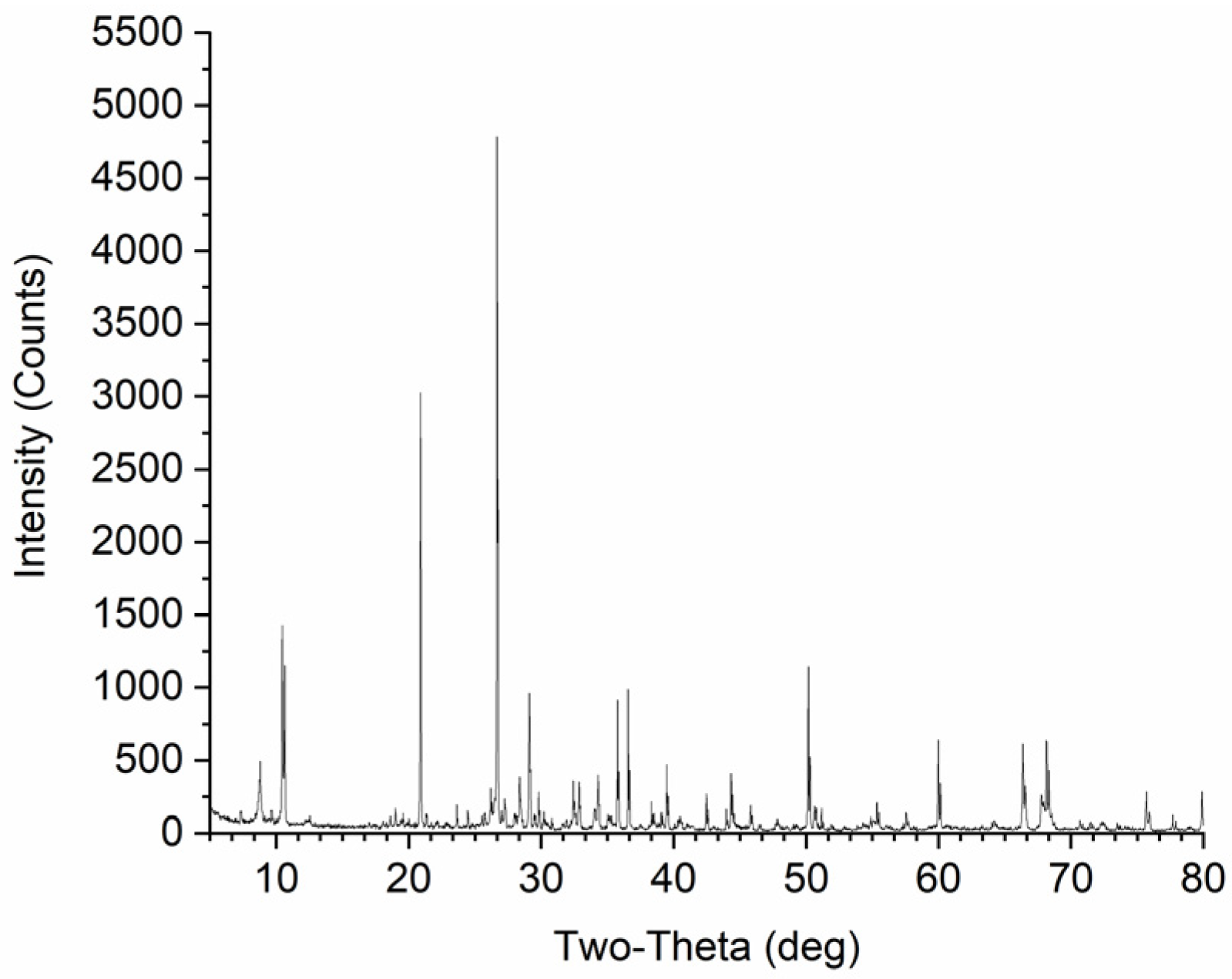
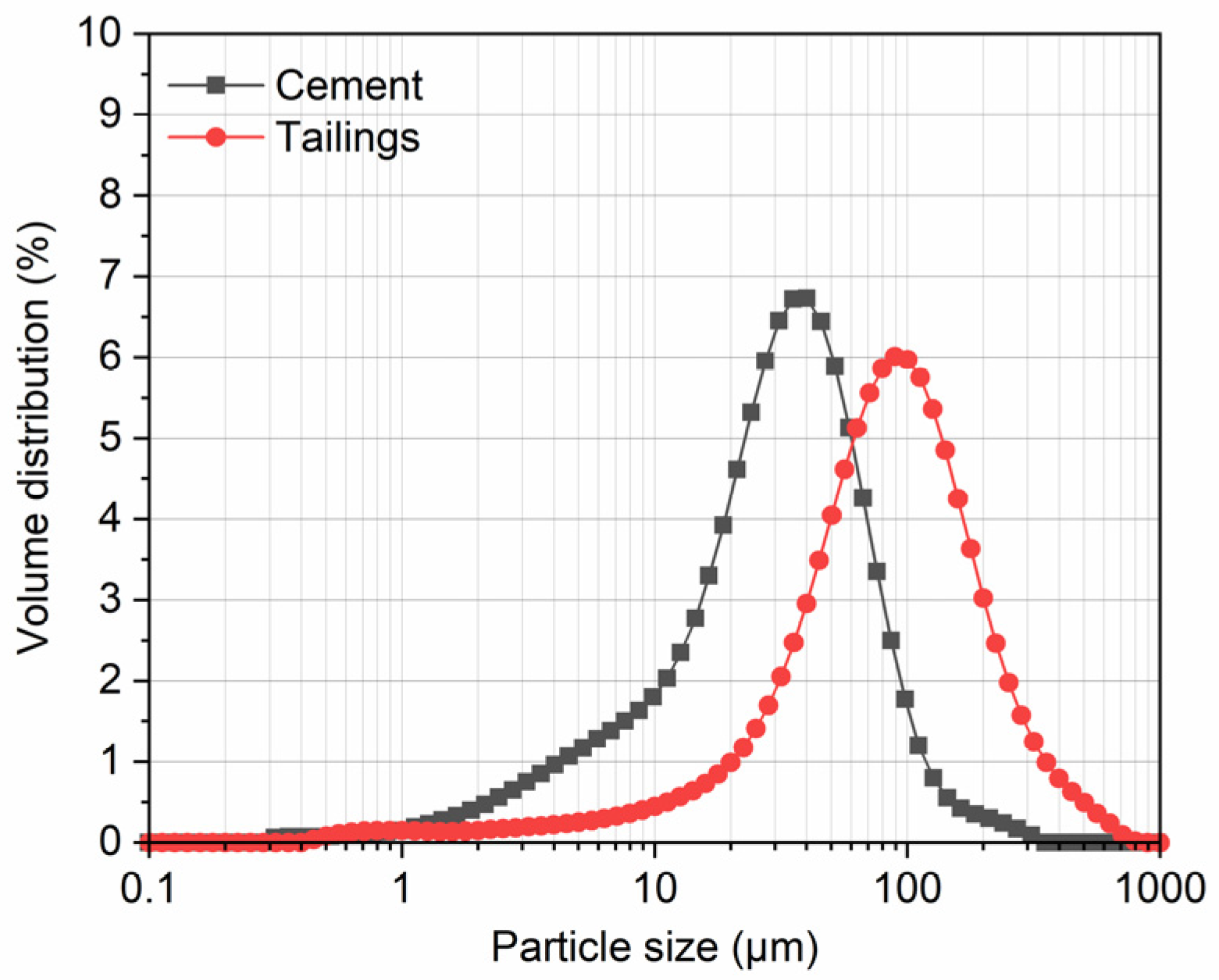
2.1.1. Binder, Water and Tailings
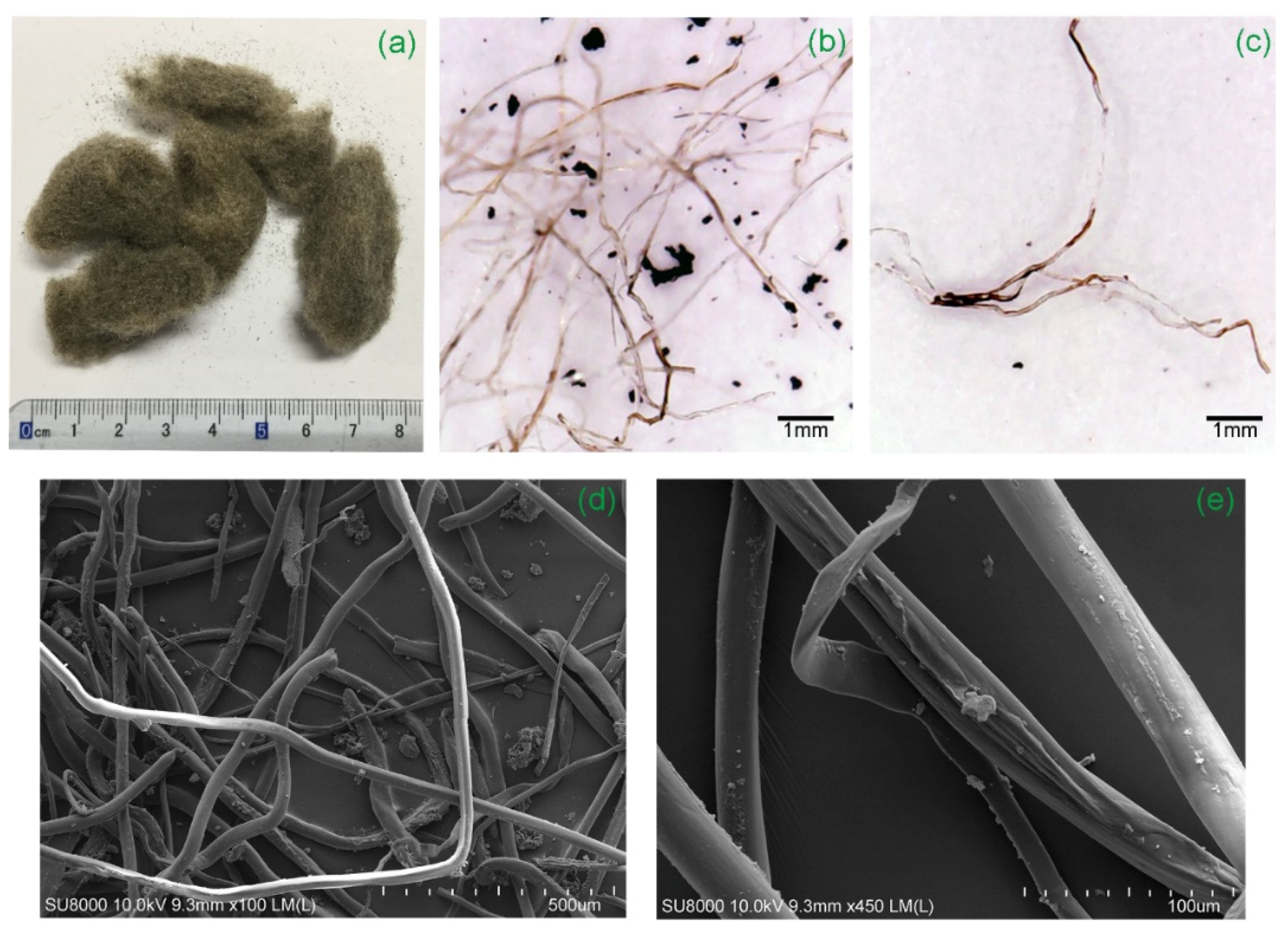
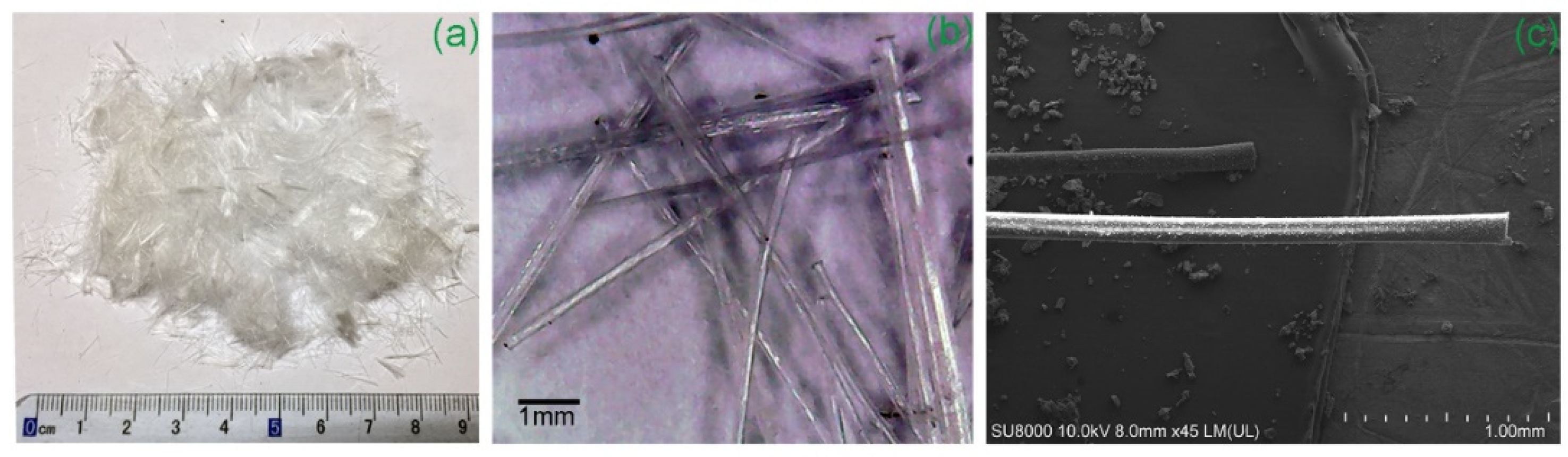
2.1.2. Fibers
2.2. Preparation of Mixtures and Specimens
2.3. Testing Methods
2.3.1. Slump Test
2.3.2. Unconfined Compression Test
2.3.3. Scanning Electron Microscopy (SEM) Analysis
3. Results and Discussion
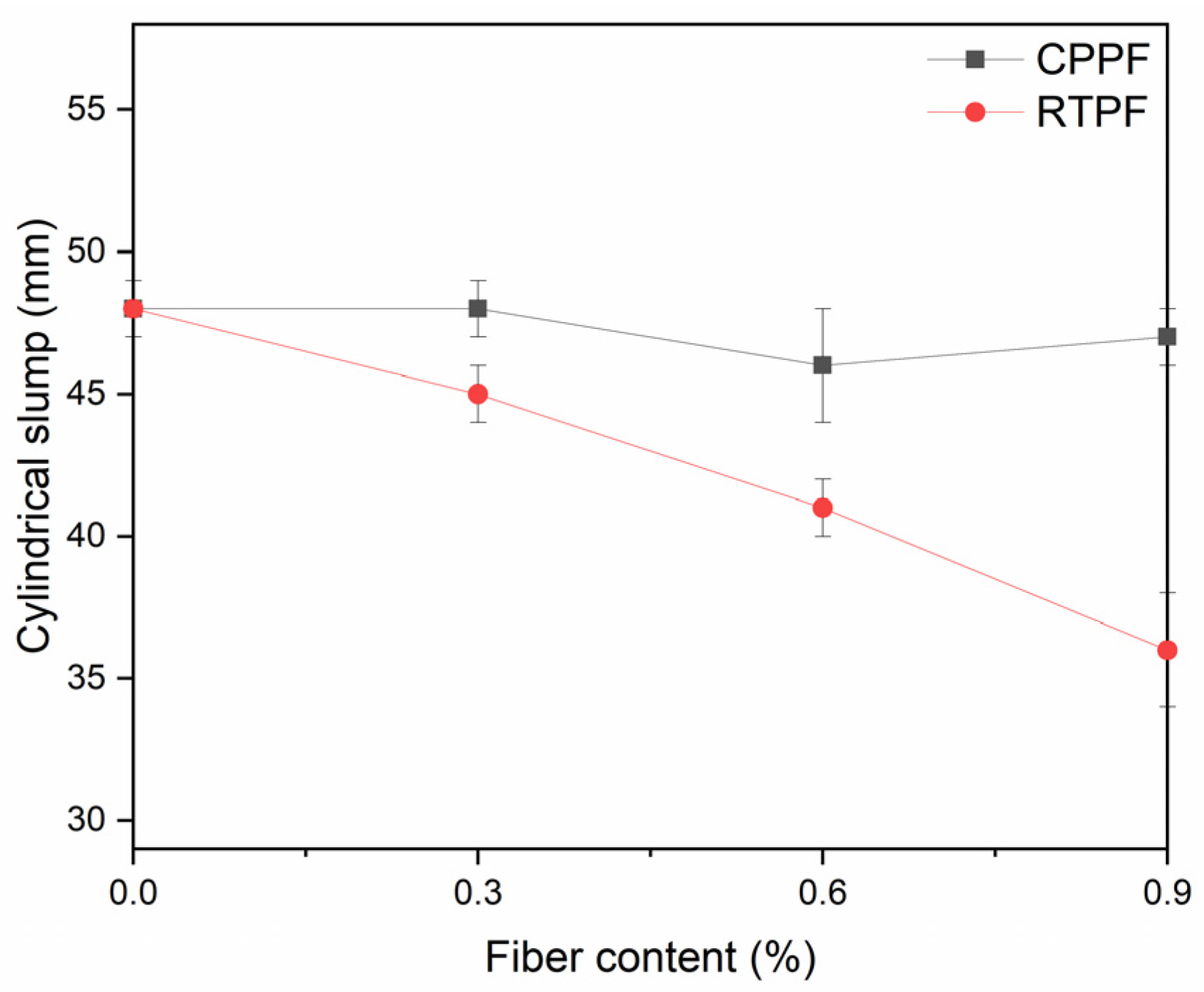
3.1. Flowability of Fresh CPB Slurry
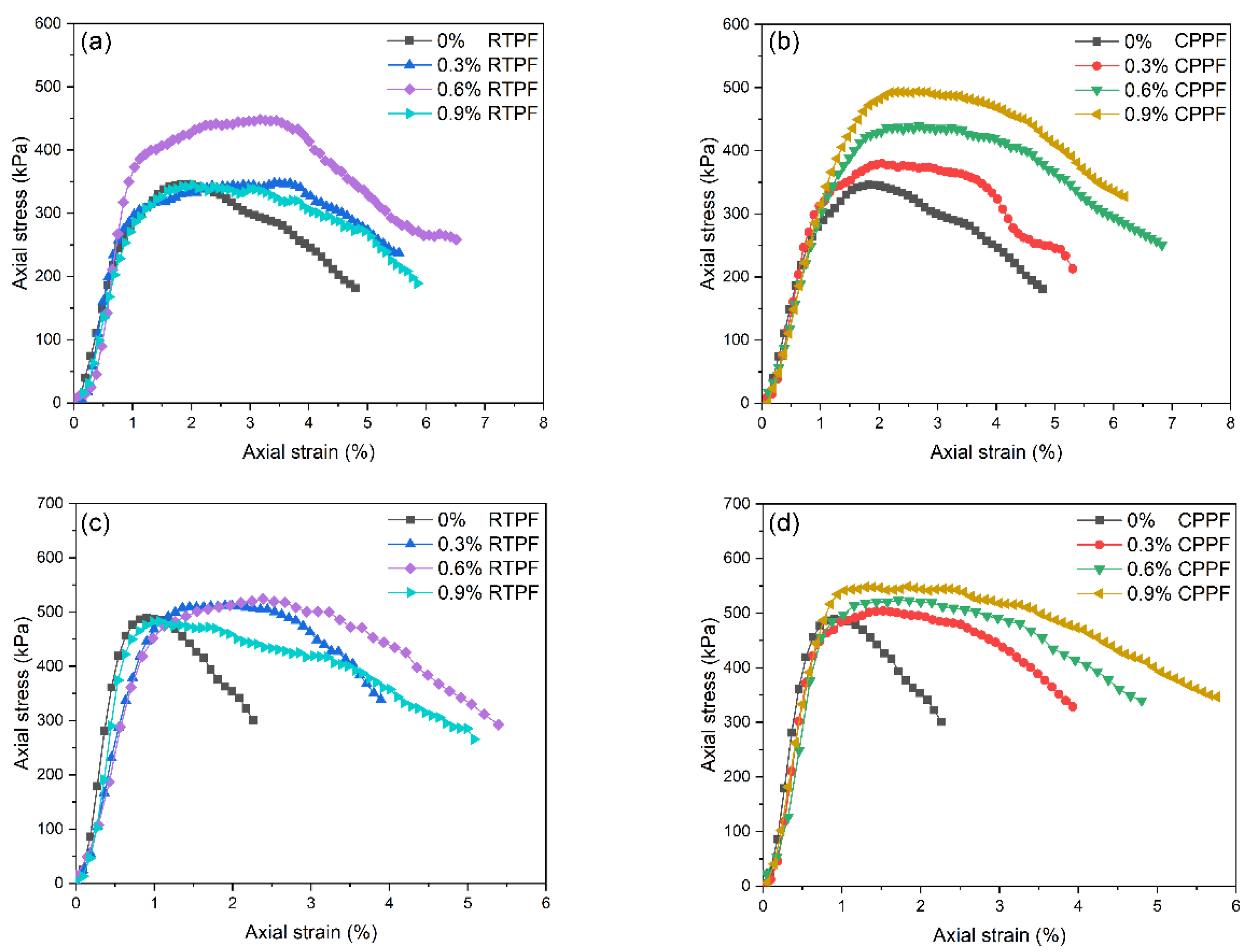
3.2. Mechanical Properties
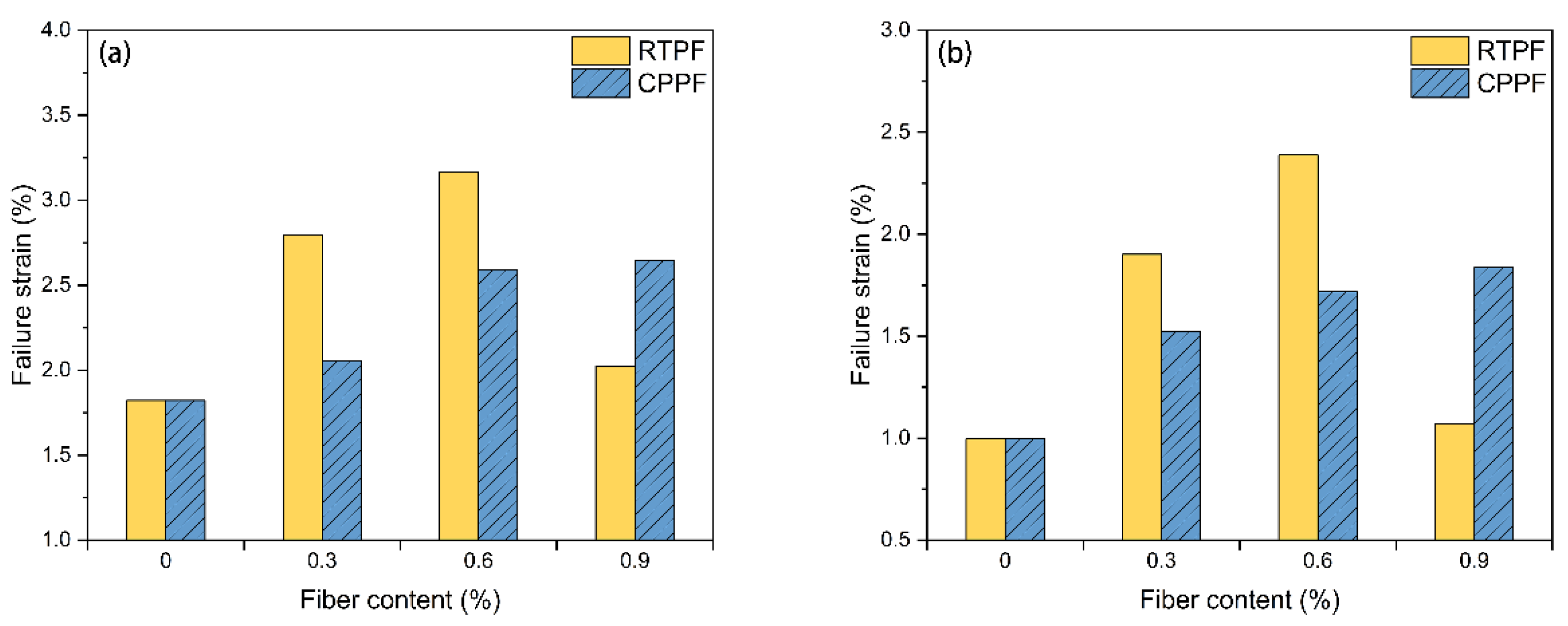
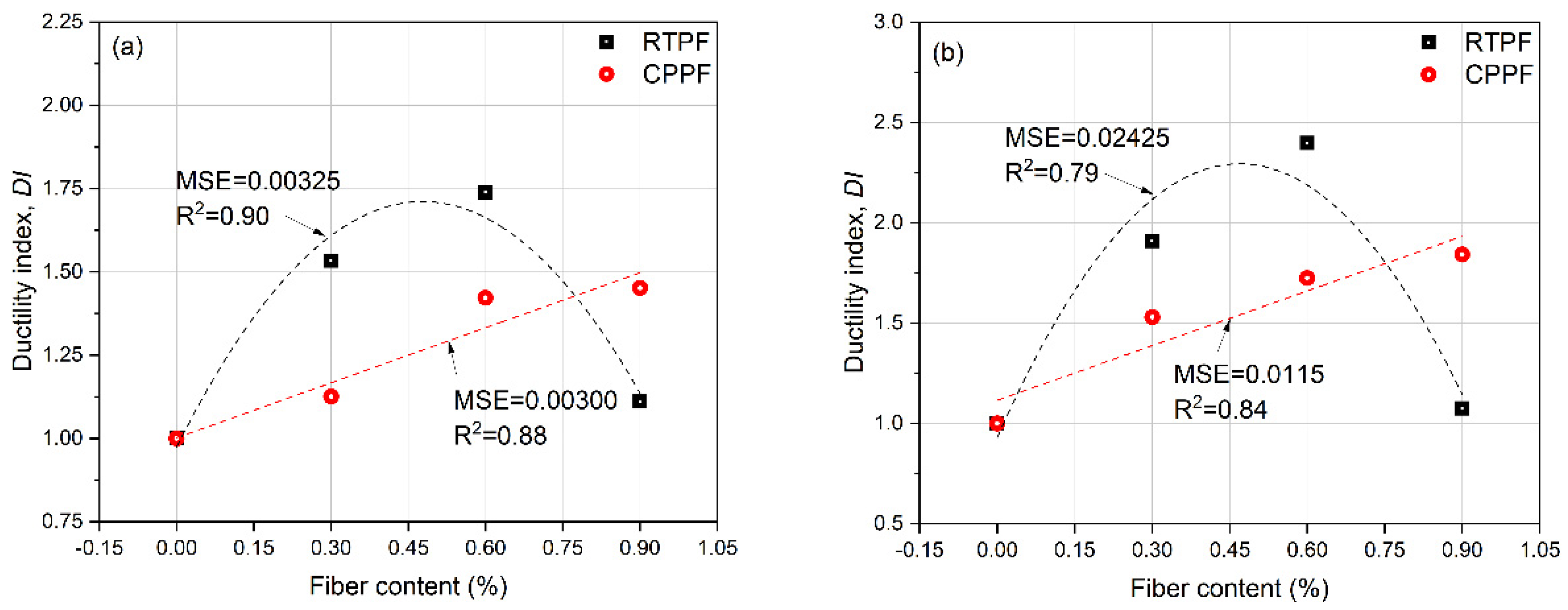
3.2.1. Failure Strain
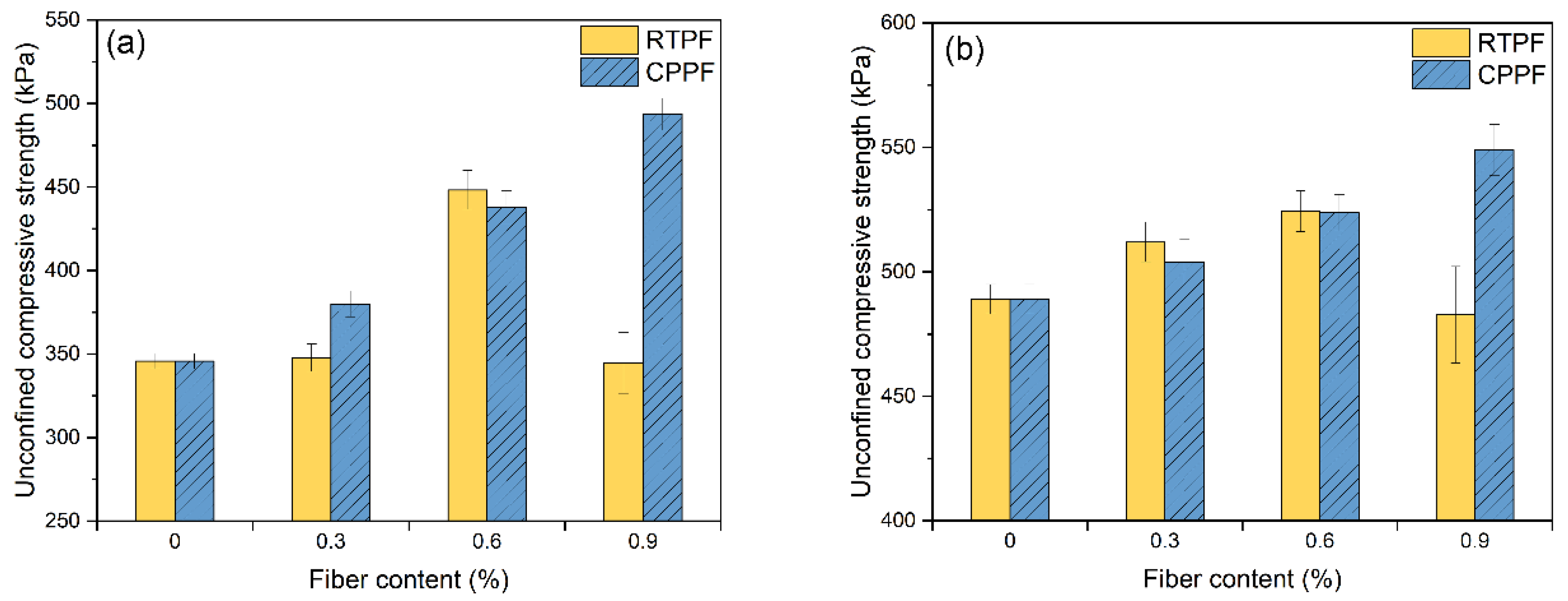
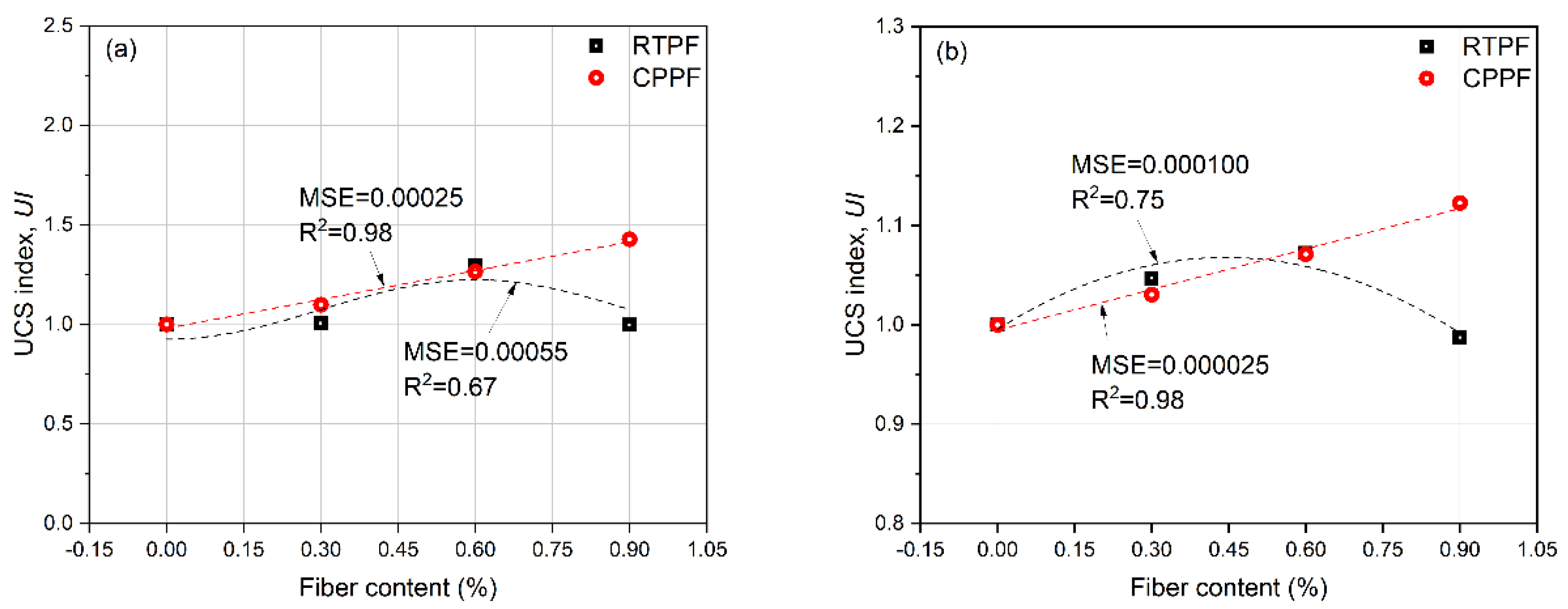
3.2.2. Unconfined Compressive Strength
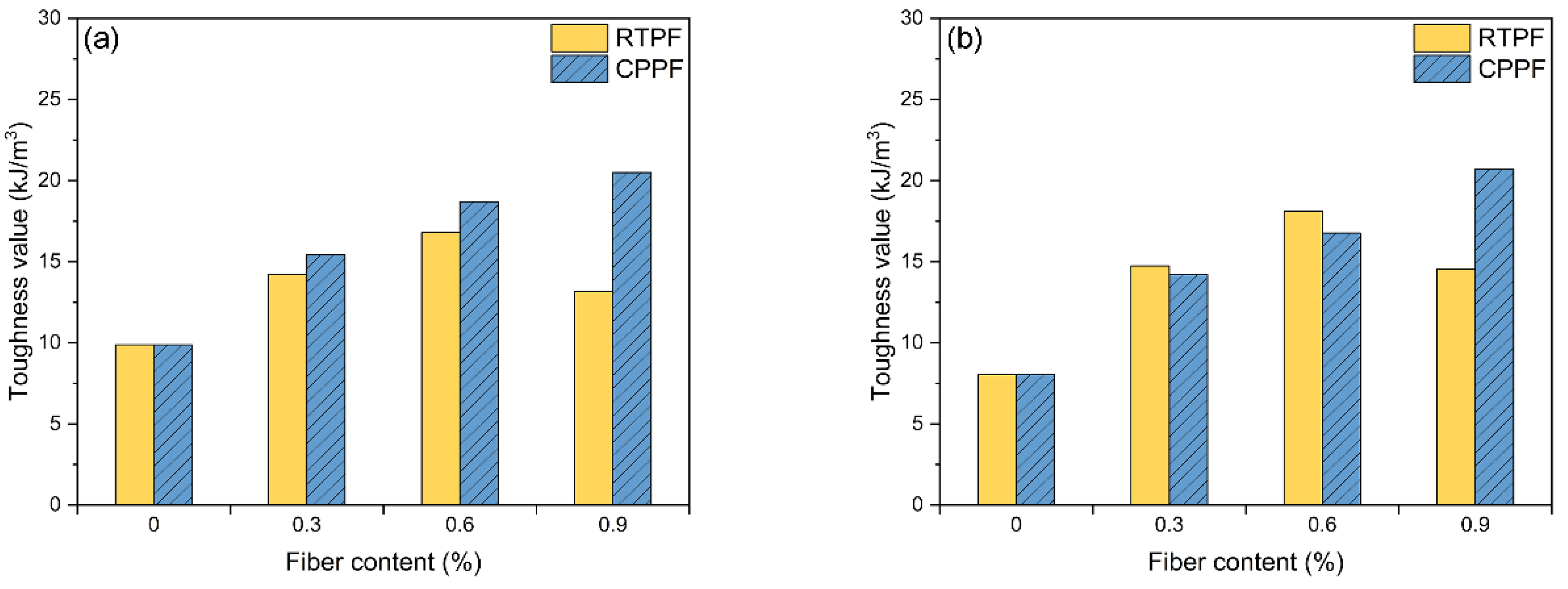
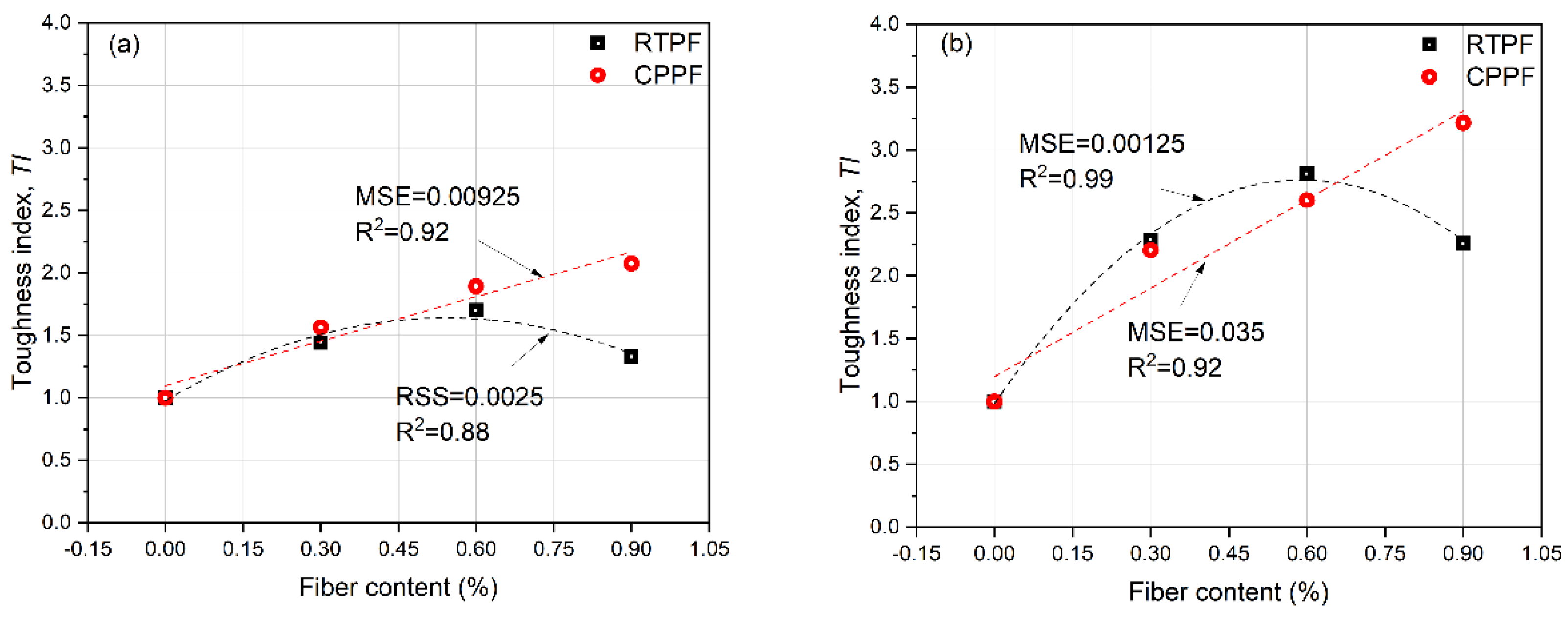
3.2.3. Toughness
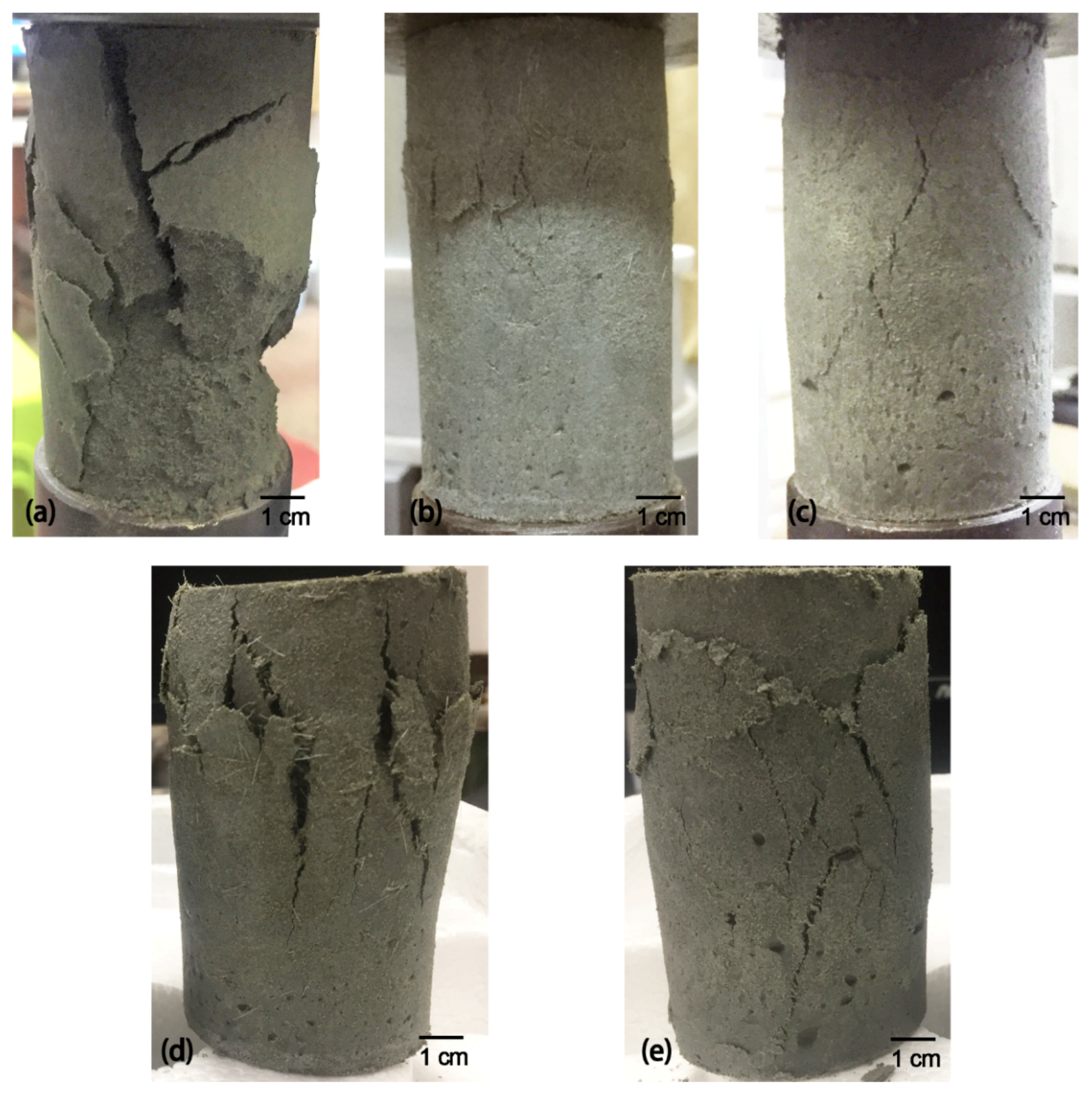
3.3. Failure Modes
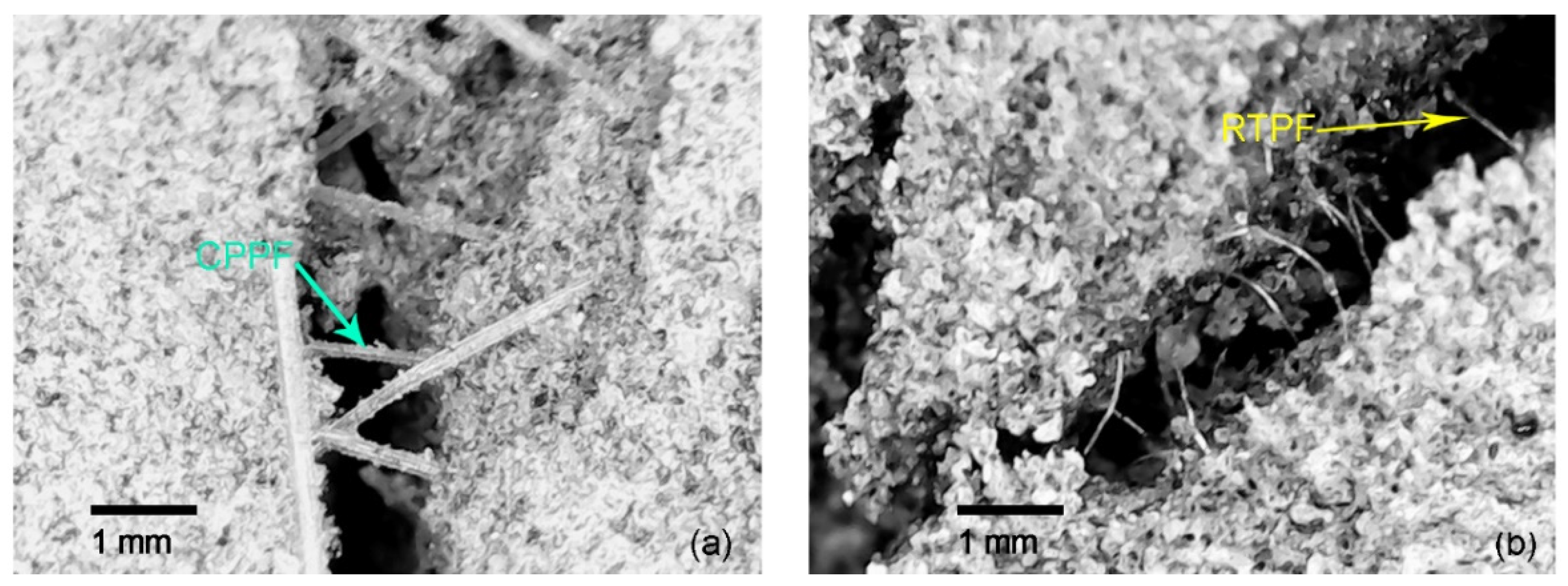
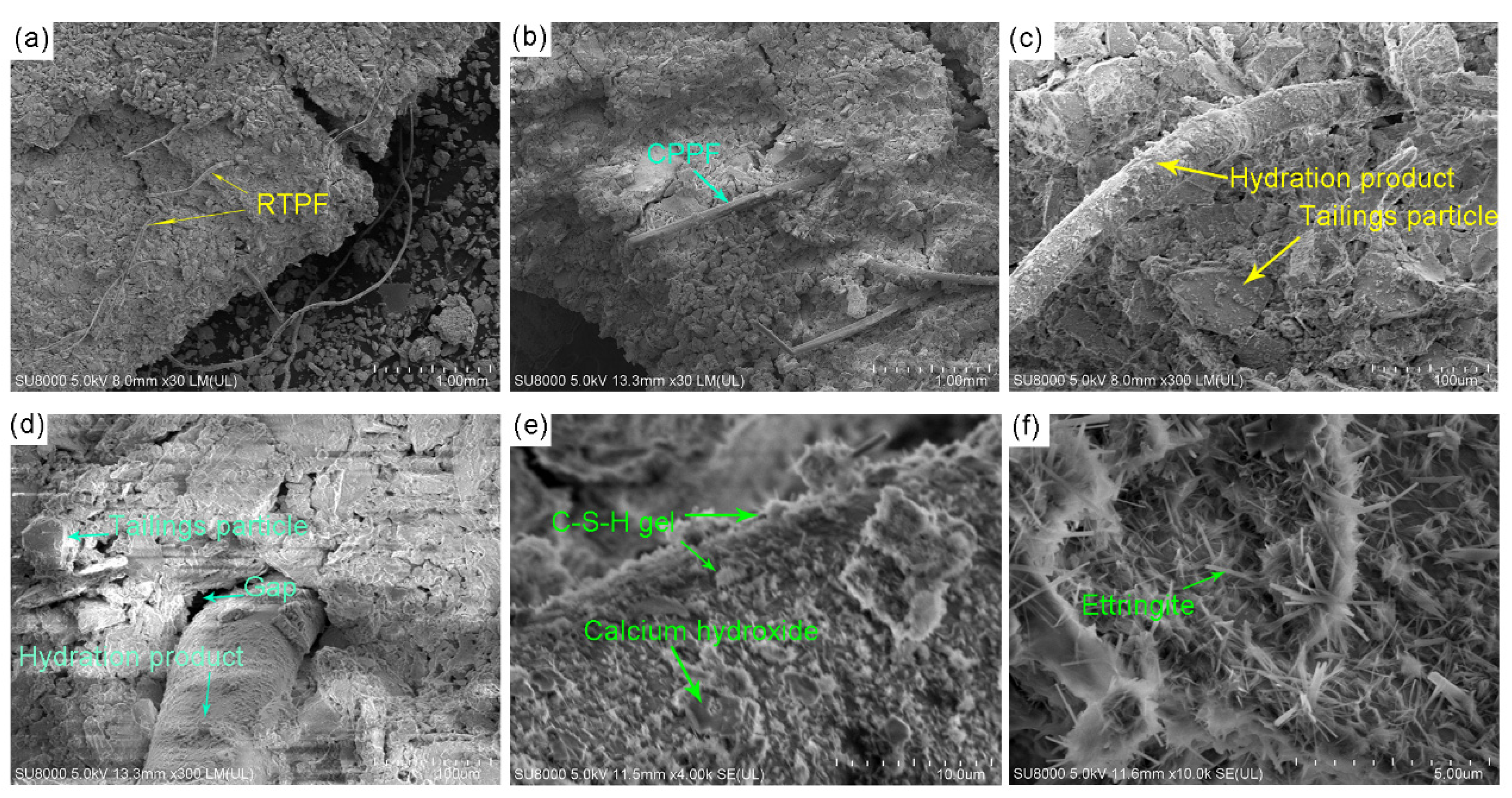
3.4. Microscopic Observations
3.5. Cost–Benefit Analysis
4. Conclusions
- The increase in RTPF content could decrease the flowability of CPB, while CPPFs have little impact on it. The RTPF-reinforced CPB had a good flowability (more than 40 mm) when the fiber content was limited to less than 0.6%.
- The inclusion of RTPFs or CPPFs improves the failure strain, UCS and toughness of CPB. Although increasing the CPPF content can continuously improve the mechanical properties of CPB, optimal fiber content of the RTPF is identified for the best compressive mechanical property of the RTPF-reinforced CPB. In this study, the optimal fiber content of RTPF is 0.6%.
- The ordinary CPB showed a brittle failure with wide major cracks and falling blocks, while the RTPF-reinforced CPB showed a bulging failure mode with several small cracks. The RTPF-reinforced CPB could remain integrated under a large strain. This is important for avoiding the sudden structure failure and falling of big blocks, resulting in reduced injuries. Microscopic observations of the fiber-reinforced CPB showed that the bridge effect of RTPFs and CPPFs is responsible for preventing the development of cracks and enhancing structural strength if the fibers are uniformly distributed.
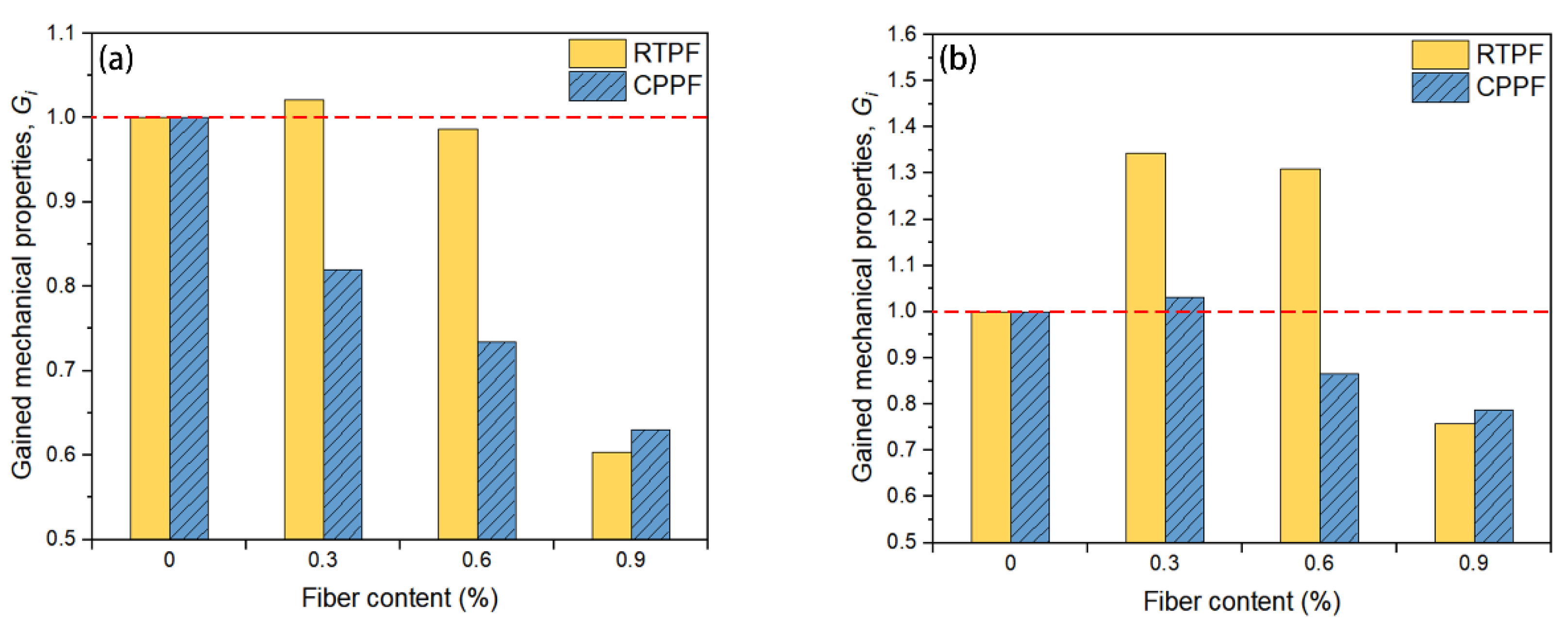
- The inclusion of appropriate amounts of RTPFs into CPB could gain relatively high mechanical properties with a lower material cost. Due to the better bond between fibers and the CPB matrix, the Gi value of RTPF-reinforced CPB at 28-day-curing age was higher than that at 7-day-curing age.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Onuaguluchi, O.; Banthia, N. Scrap tire steel fiber as a substitute for commercial steel fiber in cement mortar: Engineering properties and cost-benefit analyses. Resour. Conserv. Recycl. 2018, 134, 248–256. [Google Scholar] [CrossRef]
- Saghafi, M.D.; Teshnizi, Z.S.H. Recycling value of building materials in building assessment systems. Energy Build. 2011, 43, 3181–3188. [Google Scholar] [CrossRef]
- Fernandez, A.M.; Barriocanal, C.; Alvarez, R. Pyrolysis of a waste from the grinding of scrap tyres. J. Hazard. Mater. 2012, 203–204, 236–243. [Google Scholar] [CrossRef]
- Yadav, J.S.; Tiwari, S.K. The impact of end-of-life tires on the mechanical properties of fine-grained soil: A Review. Environ. Dev. Sustain. 2017, 21, 485–568. [Google Scholar] [CrossRef]
- Singh, A.; Spak, S.N.; Stone, E.A.; Downard, J.; Bullard, R.; Pooley, M.; Kostle, P.A.; Mainprize, M.W.; Wichman, M.D.; Peters, T.; et al. Uncontrolled combustion of shredded tires in a landfill -Part 2: Population exposure, public health response, and an air quality index for urban fires. Atmos. Environ. 2015, 104, 273–283. [Google Scholar] [CrossRef]
- Stefanov, S.; Biocanin, R.; Vojinovic-Miloradov, M.; Sokolovic, S.; Ivankovic, D. Ecological modeling of pollutants in accidental fire at the landfill waste. Therm. Sci. 2013, 17, 903–913. [Google Scholar] [CrossRef]
- Cuevas, J.; Gonzalez-Santamaria, D.E.; Garcia-Delgado, C.; Ruiz, A.; Garralon, A.; Ruiz, A.I.; Fernandez, R.; Eymar, E.; Jimenez-Ballesta, R. Impact of a tire fire accident on soil pollution and the use of clay minerals as natural geo-indicators. Environ. Geochem. Health 2020, 42, 2147–2161. [Google Scholar] [CrossRef]
- Gao, W.; Ariyama, T.; Ojima, T.; Meier, A. Energy impacts of recycling disassembly material in residential buildings. Energy Build. 2001, 33, 553–562. [Google Scholar] [CrossRef]
- Qi, C.; Chen, Q.; Fourie, A.; Zhang, Q. An intelligent modelling framework for mechanical properties of cemented paste backfill. Miner. Eng. 2018, 123, 16–27. [Google Scholar] [CrossRef]
- Sheshpari, M. A review of underground mine backfilling methods with emphasis on cemented paste backfill. Electron. J. Geotech. Eng. 2015, 20, 5183–5208. [Google Scholar]
- Huang, S.; Xia, K.; Qiao, L. Dynamic tests of cemented paste backfill: Effects of strain rate, curing time, and cement content on compressive strength. J. Mater. Sci. 2011, 46, 5165–5170. [Google Scholar] [CrossRef]
- Ercikdi, B.; Cihangir, F.; Kesimal, A.; Deveci, H.; Alp, I. Utilization of water-reducing admixtures in cemented paste backfill of sulphide-rich mill tailings. J. Hazard. Mater. 2010, 179, 940–946. [Google Scholar] [CrossRef] [PubMed]
- Tang, C.; Shi, B.; Gao, W.; Chen, F.; Cai, Y. Strength and mechanical behavior of short polypropylene fiber reinforced and cement stabilized clayey soil. Geotext. Geomembr. 2007, 25, 194–202. [Google Scholar] [CrossRef]
- Fall, M.; Belem, T.; Samb, S.; Benzaazoua, M. Experimental characterization of the stress–strain behaviour of cemented paste backfill in compression. J. Mater. Sci. 2007, 42, 3914–3922. [Google Scholar] [CrossRef]
- Yi, X.W.; Ma, G.W.; Fourie, A. Compressive behaviour of fibre-reinforced cemented paste backfill. Geotext. Geomembr. 2015, 43, 207–215. [Google Scholar] [CrossRef]
- Chen, X.; Shi, X.; Zhou, J.; Chen, Q.; Li, E.; Du, X. Compressive behavior and microstructural properties of tailings polypropylene fibre-reinforced cemented paste backfill. Constr. Build. Mater. 2018, 190, 211–221. [Google Scholar] [CrossRef]
- Alaloul, W.S.; Musarat, M.A.; Haruna, S.; Law, K.; Tayeh, B.A.; Rafiq, W.; Ayub, S. Mechanical Properties of Silica Fume Modified High-Volume Fly Ash Rubberized Self-Compacting Concrete. Sustainability 2021, 13, 5571. [Google Scholar] [CrossRef]
- Alaloul, W.S.; Musarat, M.A.; Tayeh, B.A.; Sivalingam, S.; Rosli, M.F.B.; Haruna, S.; Khan, M.I. Mechanical and deformation properties of rubberized engineered cementitious composite (ECC). Case Stud. Constr. Mater. 2020, 13, e000385. [Google Scholar] [CrossRef]
- Wang, Y.; Yu, Z.; Wang, H. Experimental investigation on some performance of rubber fiber modified cemented paste backfill. Constr. Build. Mater. 2021, 271, 121586. [Google Scholar] [CrossRef]
- Yang, X.; You, Z.; Perram, D.; Hand, D.; Ahmed, Z.; Wei, W.; Luo, S. Emission analysis of recycled tire rubber modified asphalt in hot and warm mix conditions. J. Hazard. Mater. 2019, 365, 942–951. [Google Scholar] [CrossRef]
- Onuaguluchi, O.; Banthia, N. Value-added reuse of scrap tire polymeric fibers in cement-based structural applications. J. Clean. Prod. 2019, 231, 543–555. [Google Scholar] [CrossRef]
- Figueiredo, F.P.; Huang, S.-S.; Angelakopoulos, H.; Pilakoutas, K.; Burgess, I. Effects of Recycled Steel and Polymer Fibres on Explosive Fire Spalling of Concrete. Fire Technol. 2019, 55, 1495–1516. [Google Scholar] [CrossRef] [Green Version]
- Xie, X.; Zhou, Z.; Jiang, M.; Xu, X.; Wang, Z.; Hui, D. Cellulosic fibers from rice straw and bamboo used as reinforcement of cement-based composites for remarkably improving mechanical properties. Compos. Part B Eng. 2015, 78, 153–161. [Google Scholar] [CrossRef]
- Jiang, H.; Qi, Z.; Yilmaz, E.; Han, J.; Qiu, J.; Dong, C. Effectiveness of alkali-activated slag as alternative binder on workability and early age compressive strength of cemented paste backfills. Constr. Build. Mater. 2019, 218, 689–700. [Google Scholar] [CrossRef]
- Qi, C.; Chen, Q.; Fourie, A.; Tang, X.; Zhang, Q.; Dong, X.; Feng, Y. Constitutive modelling of cemented paste backfill: A data-mining approach. Constr. Build. Mater. 2019, 197, 262–270. [Google Scholar] [CrossRef]
- Festugato, L.; Fourie, A.; Consoli, N.C. Cyclic shear response of fibre-reinforced cemented paste backfill. Géotechnique Lett. 2013, 3, 5–12. [Google Scholar] [CrossRef] [Green Version]
- Cao, S.; Yilmaz, E.; Song, W. Fiber type effect on strength, toughness and microstructure of early age cemented tailings backfill. Constr. Build. Mater. 2019, 223, 44–54. [Google Scholar] [CrossRef]
- Jiang, H.; Fall, M.; Cui, L. Freezing behaviour of cemented paste backfill material in column experiments. Constr. Build. Mater. 2017, 147, 837–846. [Google Scholar] [CrossRef]
- Fall, M.; Benzaazoua, M.; Saa, E.G. Mix proportioning of underground cemented tailings backfill. Tunn. Undergr. Space Technol. 2008, 23, 80–90. [Google Scholar] [CrossRef]
- Chen, X.; Shi, X.; Zhou, J.; Yu, Z.; Huang, P. Determination of mechanical, flowability, and microstructural properties of cemented tailings backfill containing rice straw. Constr. Build. Mater. 2020, 246, 118520. [Google Scholar] [CrossRef]
- ASTM C 143; Standard Test Method for Slump of Hydraulic-Cement Concrete. ASTM International: West Conshohocken, PA, USA, 2010.
- Niroshan, N.; Sivakugan, N.; Veenstra, R.L. Flow Characteristics of Cemented Paste Backfill. Geotech. Geol. Eng. 2018, 36, 2261–2272. [Google Scholar] [CrossRef]
- ASTM C 39; Standard Test Method for Compressive Strength of Cylindrical Concrete Specimens. ASTM International: West Conshohocken, PA, USA, 2002.
- Tajdini, M.; Nabizadeh, A.; Taherkhani, H.; Zartaj, H. Effect of Added Waste Rubber on the Properties and Failure Mode of Kaolinite Clay. Int. J. Civ. Eng. 2016, 15, 949–958. [Google Scholar] [CrossRef]
- Khaloo, A.R.; Dehestani, M.; Rahmatabadi, P. Mechanical properties of concrete containing a high volume of tire-rubber particles. Waste Manag. 2008, 28, 2472–2482. [Google Scholar] [CrossRef]
- Foudazi, A.; Mehdipour, I.; Donnell, K.M.; Khayat, K.H. Evaluation of steel fiber distribution in cement-based mortars using active microwave thermography. Mater. Struct. 2016, 49, 5051–5065. [Google Scholar] [CrossRef]
- Gupta, T.; Chaudhary, S.; Sharma, R.K. Assessment of mechanical and durability properties of concrete containing waste rubber tire as fine aggregate. Constr. Build. Mater. 2014, 73, 562–574. [Google Scholar] [CrossRef]
- Yadav, J.S.; Tiwari, S.K. Effect of inclusion of crumb rubber on the unconfined compressive strength and wet-dry durability of cement stabilized clayey soil. J. Build. Mater. Struct. 2016, 3, 68–84. [Google Scholar]
- Li, X.; Gong, F.; Tao, M.; Dong, L.; Du, K.; Ma, C.; Zhou, Z.; Yin, T. Failure mechanism and coupled static-dynamic loading theory in deep hard rock mining: A review. J. Rock Mech. Geotech. Eng. 2017, 9, 767–782. [Google Scholar] [CrossRef]
- Yao, G.; Wang, Q.; Wang, Z.; Wang, J.; Lyu, X. Activation of hydration properties of iron ore tailings and their application as supplementary cementitious materials in cement. Powder Technol. 2020, 360, 863–871. [Google Scholar] [CrossRef]
- Molinos-Senante, M.; Hernandez-Sancho, F.; Sala-Garrido, R. Economic feasibility study for wastewater treatment: A cost-benefit analysis. Sci. Total Environ. 2010, 408, 4396–4402. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition | Tailings | Cement | Physical Properties | Tailings | Cement |
|---|---|---|---|---|---|
| SiO2 | 55.50 | 21.40 | Specific gravity | 2.76 | 3.10 |
| Al2O3 | 2.93 | 4.31 | Specific surface (cm2/g) | 2640 | 3580 |
| Fe2O3 | 23.80 | 4.91 | D10 (μm) | 20.41 | 6.66 |
| MgO | 3.18 | 3.00 | D50 (μm) | 79.62 | 33.2 |
| CaO | 5.26 | 62.34 | D90 (μm) | 208.89 | 81.2 |
| SO3 | 0.41 | 2.20 | - | - | - |
| Na2O | 0.62 | - | - | - | - |
| K2O | 0.80 | - | - | - | - |
| P2O5 | 0.38 | - | - | - | - |
| MnO | 0.21 | - | - | - | - |
| TiO2 | 0.12 | - | - | - | - |
| Physical Properties | RTPF | CPPF | Other Features | RTPF | CPPF |
|---|---|---|---|---|---|
| Specific gravity | 0.96 | 0.91 | Major ingredient | Polyester | Poly-propylene |
| Average length (mm) | 10.0 | 6.0 | Impurity | Rubber | None |
| Average diameter (mm) | 0.03 | 0.1 | - | - | - |
| Moisture regain (%) | >0.4 | <0.03 | |||
| Tensile strength (MPa) | 620 | 590 | - | - | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yu, Z.; Wang, Y.; Li, J. Performance Investigation and Cost–Benefit Analysis of Recycled Tire Polymer Fiber-Reinforced Cemented Paste Backfill. Polymers 2022, 14, 708. https://doi.org/10.3390/polym14040708
Yu Z, Wang Y, Li J. Performance Investigation and Cost–Benefit Analysis of Recycled Tire Polymer Fiber-Reinforced Cemented Paste Backfill. Polymers. 2022; 14(4):708. https://doi.org/10.3390/polym14040708
Chicago/Turabian StyleYu, Zhuoqun, Yongyan Wang, and Jianguang Li. 2022. "Performance Investigation and Cost–Benefit Analysis of Recycled Tire Polymer Fiber-Reinforced Cemented Paste Backfill" Polymers 14, no. 4: 708. https://doi.org/10.3390/polym14040708
APA StyleYu, Z., Wang, Y., & Li, J. (2022). Performance Investigation and Cost–Benefit Analysis of Recycled Tire Polymer Fiber-Reinforced Cemented Paste Backfill. Polymers, 14(4), 708. https://doi.org/10.3390/polym14040708