4.1. Flow Front Comparison of Short-Shot Testing
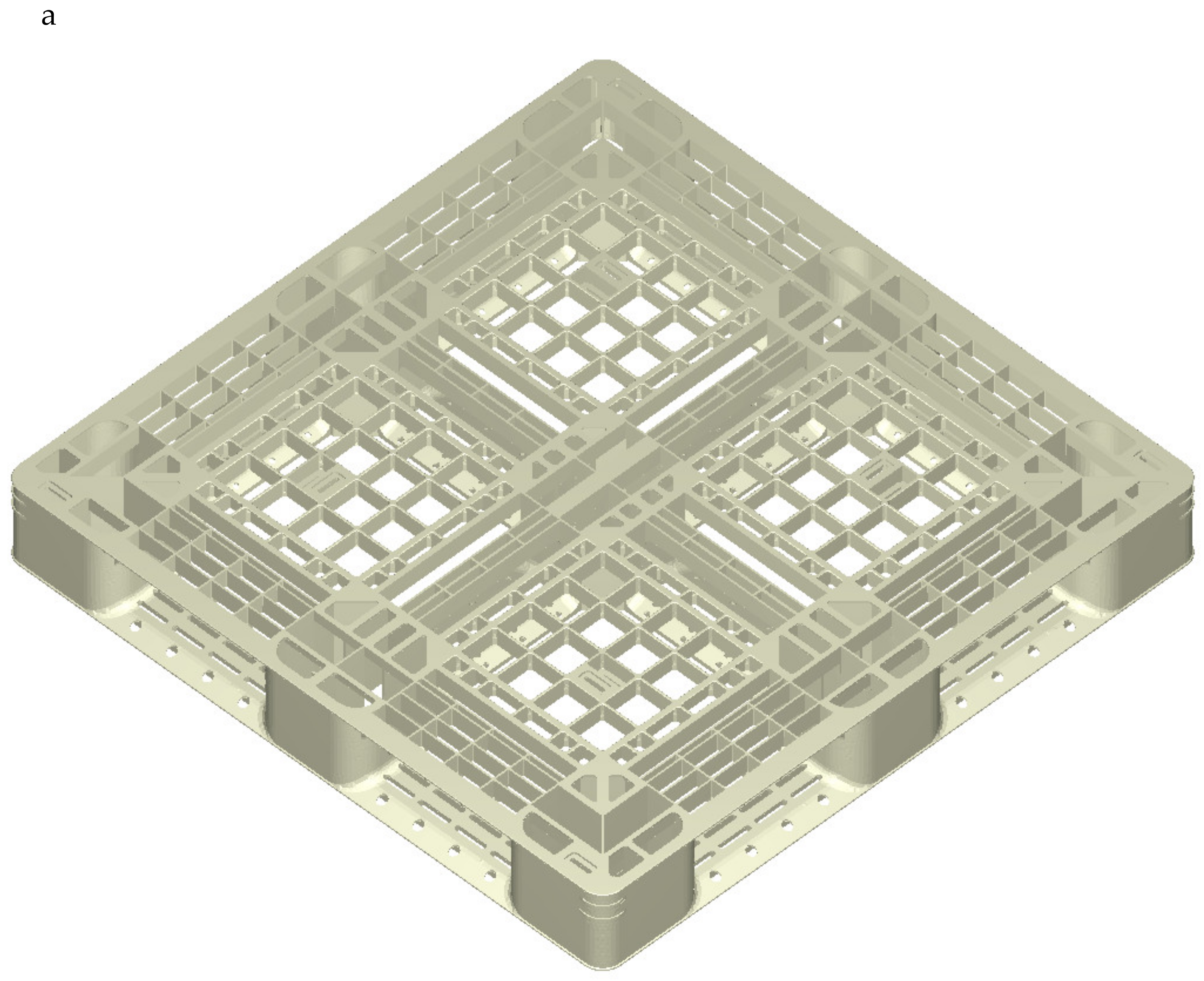
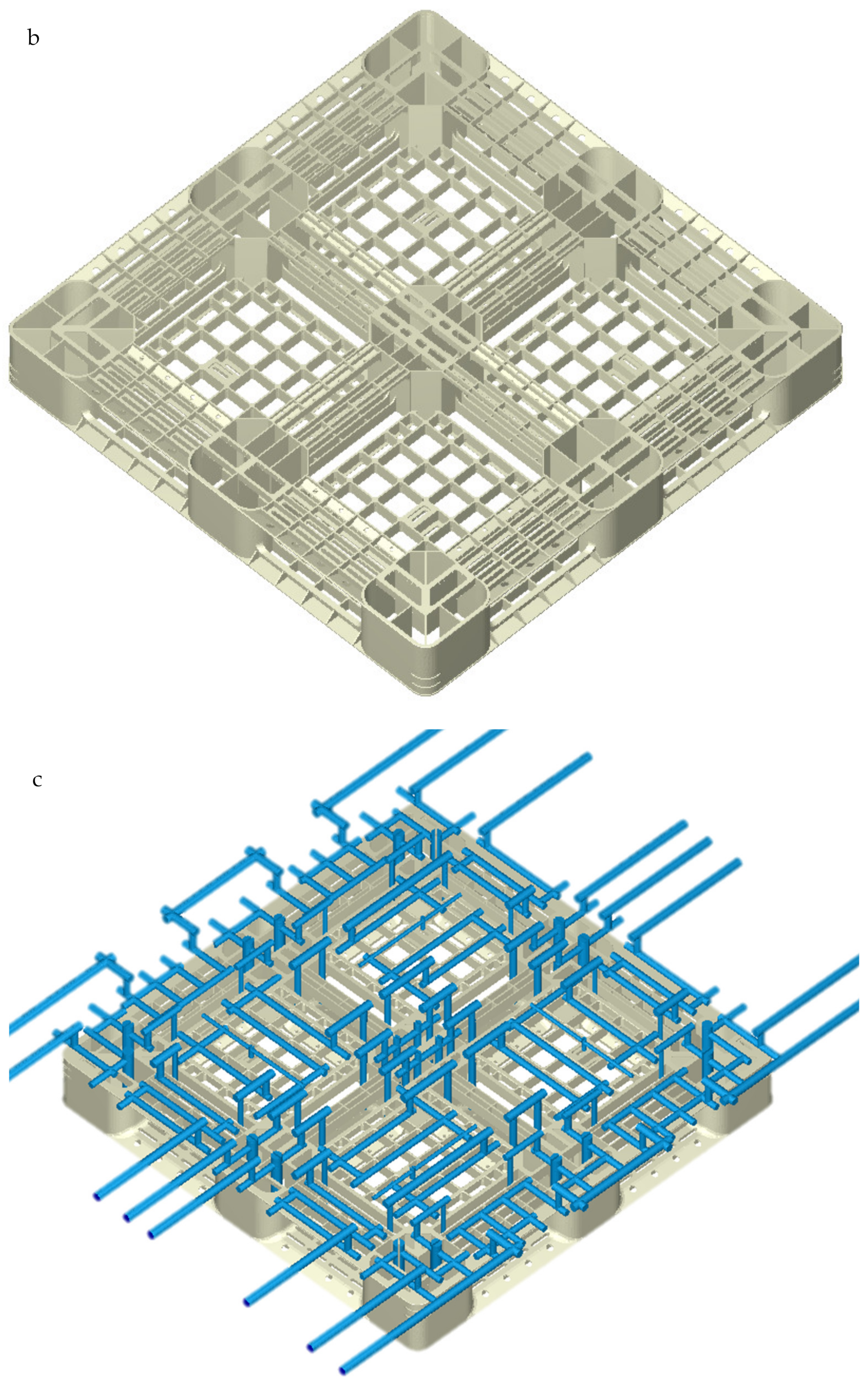
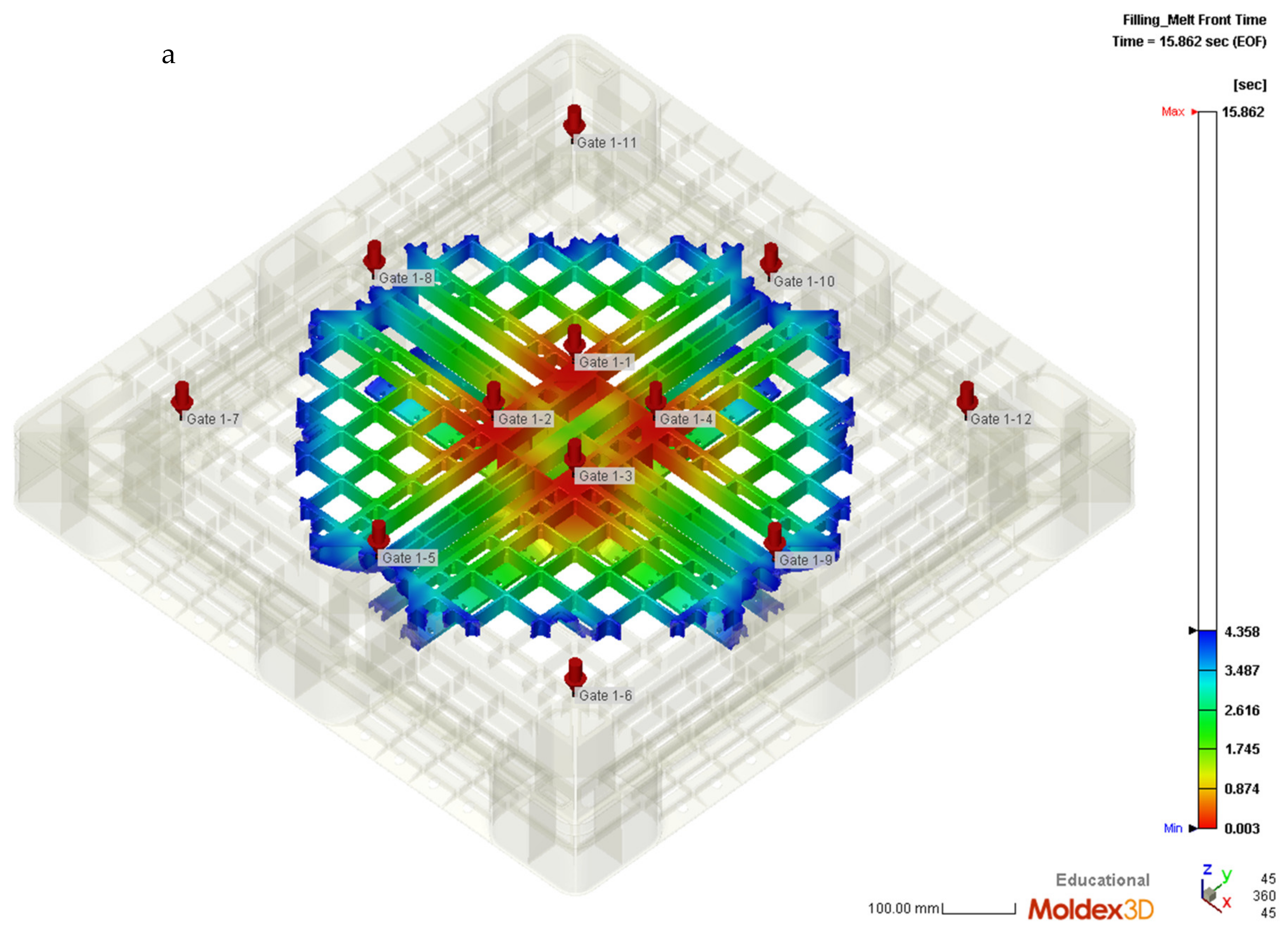
The control system of the sequential valve gates activates the opening sequence of the gates, which can perform the relay filling of recycled PP. The activation sequence of the gates depends on the correct timing of the material flow. The flow front distribution timing can be estimated by a short-shot estimation during the actual filling. It can also be analyzed through the Moldex3D software by using the flow time of the filled recycled PP. Under simultaneous filling, the short-shot test is obtained by the ratio of the molding pallet weight obtained. The density of recycled PP of 1026 kg/m3 multiplies the volume of the plastic pallet of 13,160,000 mm3 with the addition of the chemical foaming agent. To determine the mass fill percent or the mass degree of the short-shot, the weight of the short-shot injection molded pallets is divided by the total pallet mass. The total pallet mass is found by taking the density multiplied by the total volume of the pallet, or by weighing the fully filled injection molded pallet.
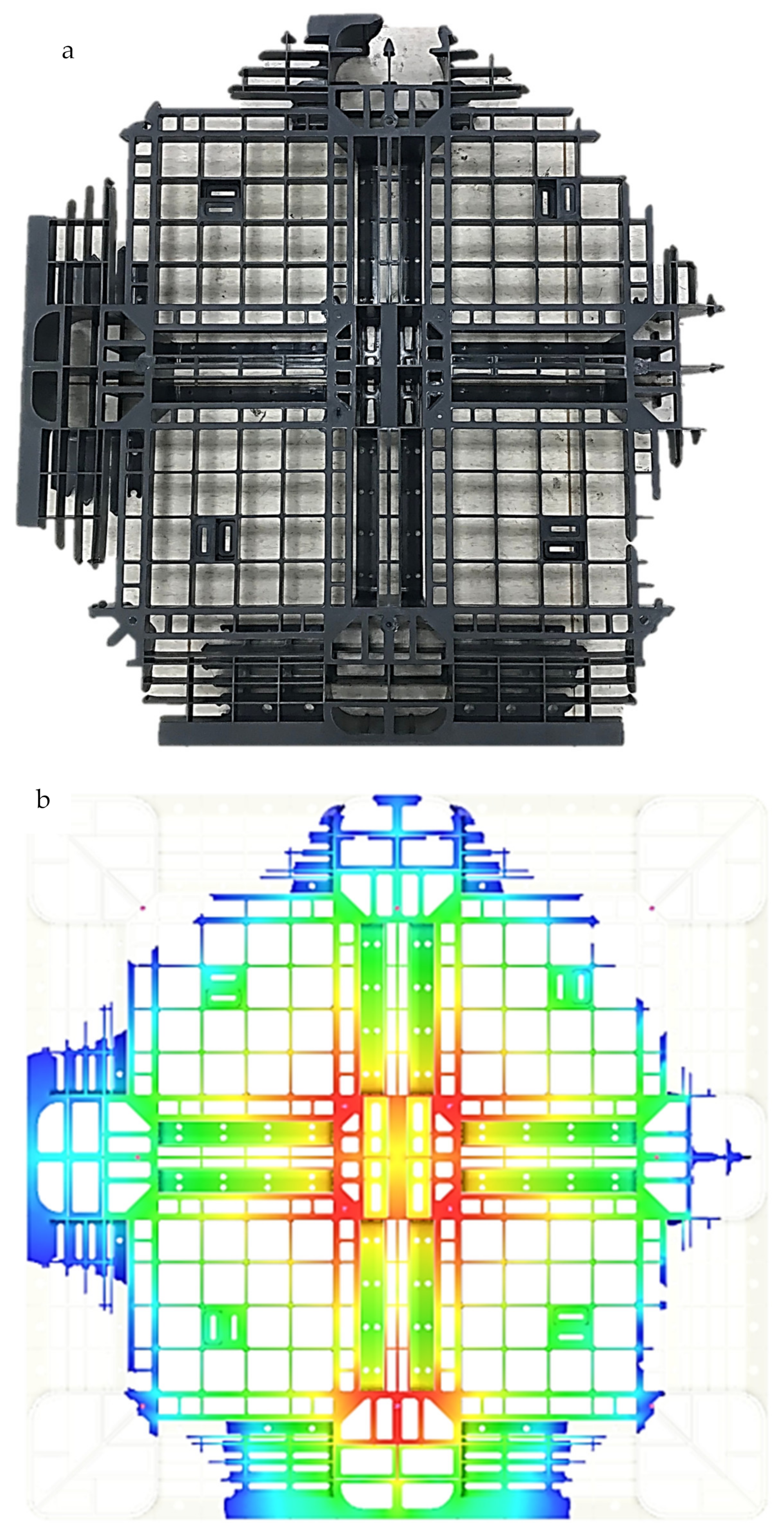
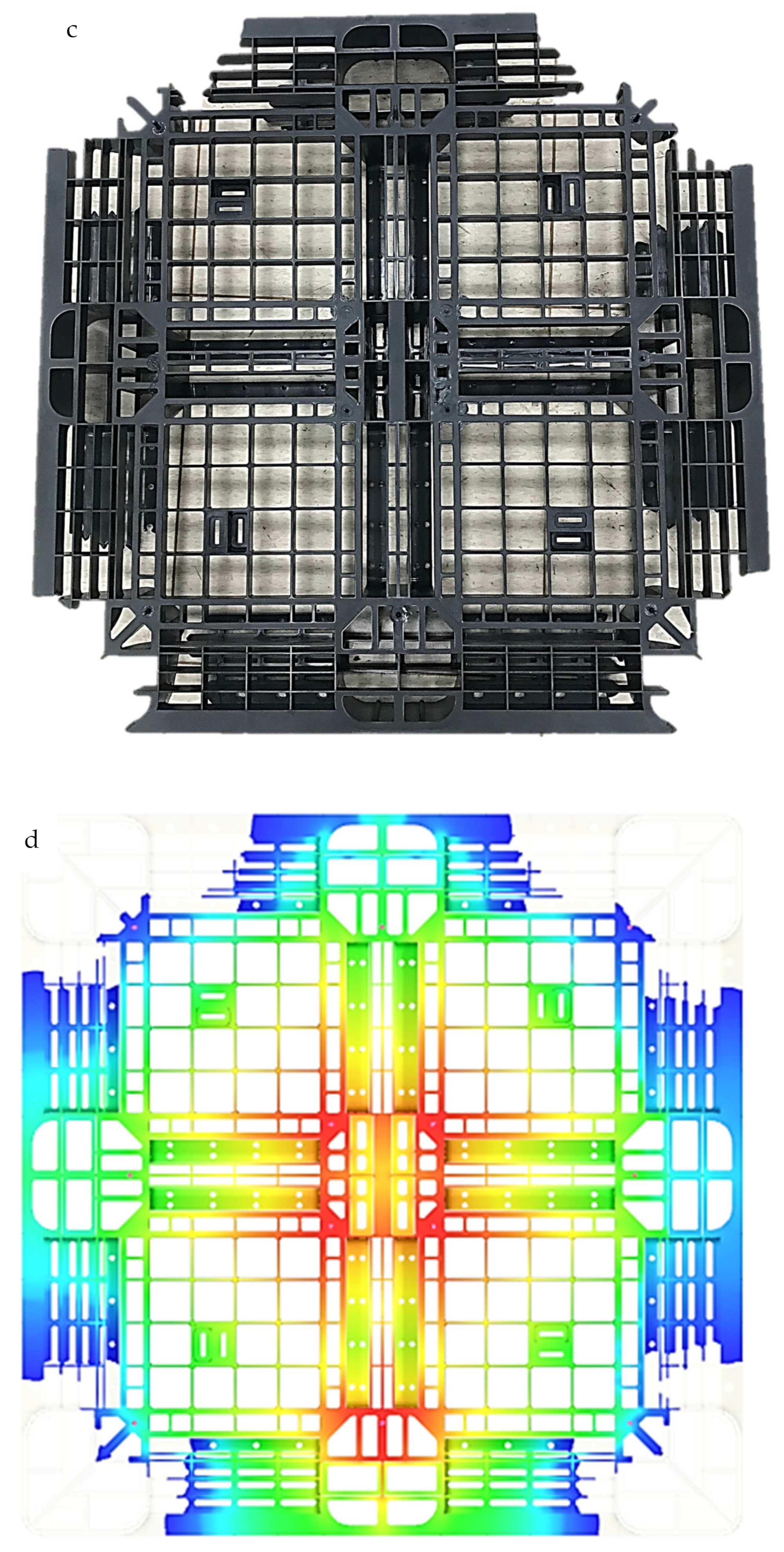
This mass fill percent can then be used to compare the experimental short-shot cases to the simulation, and the flow fronts can also be compared. In this study, the first short-shot molding pallet weight was 7.002 kg, which gives a short-shot ratio of 57.9%. The second short-shot molding pallet weight was 9.060 kg, giving a short-shot ratio of 74.4%. The flow front distribution is shown in
Figure 3.
Figure 3a shows that the time control is at 57.9% before the flow front, and as shown
Figure 3b, the actual short-shot ratio is near 57.9%.
Figure 3c shows that the time control is at 74.49% before the flow front, and as shown in
Figure 3d, the actual short-shot ratio before the flow front is 74.49%. This shows the close relationships between the time control and actual flow front statistics.
4.2. Effects from Injection Molding Parameters
According to the time control for filling recycled PP, filling the melted material from different gates at various times would lead to different flow front styles. This can affect the contact and welding of the different flow fronts, and the melted materials’ weld lines, temperature, and location could affect the strength of the molded product. The flatness means the difference between the highest and lowest levels of the pallet surfaces. When goods are stacked on a pallet, to maintain stability, flatness should be decreased. To minimize warpage of a pallet, an optimization analysis is needed; the conditions include mold temperature, melt temperature, cooling waterway temperature, and cooling water temperature. By increasing the packing time and reducing the cooling time, the cycle time is unchanged during the analysis. In an injection molding experiment, cooling water temperature is considered to equal mold temperature. However, in our study the mold temperature is higher than the cooling water temperature, due to the fact that the heat within the mold has never been transferred away during the previous cycle of injection molding. A higher mold temperature reduces the difference between the temperature of the molded part and mold temperature, thus leading to a greater density.
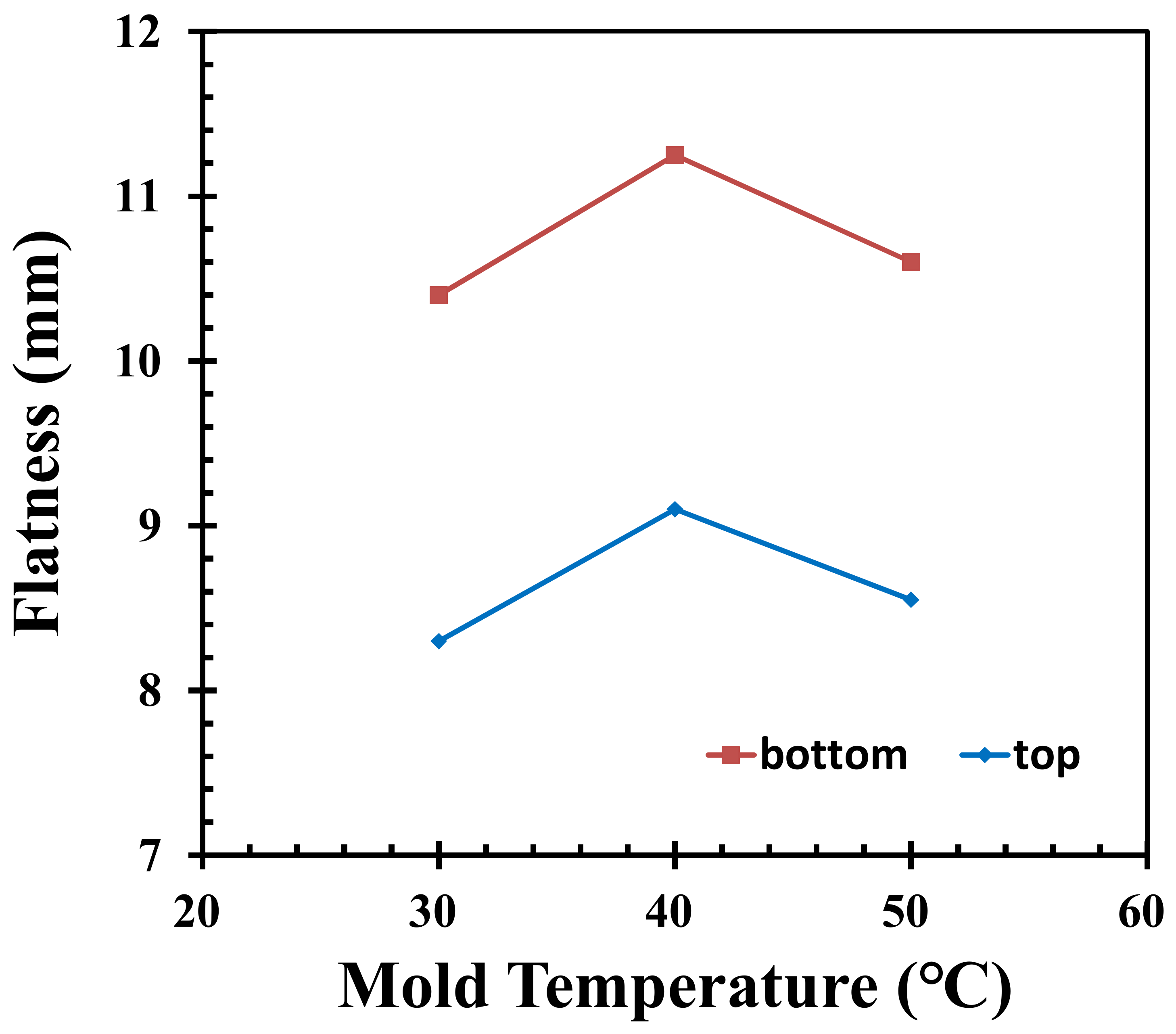
Under the fixed conditions of the other injection molding parameters, accordingly, the mold temperatures are 30 °C, 40 °C, and 50 °C. In
Figure 4, the resulting flatness profiles of the top surface of the pallet are 8.3 mm, 8.5 mm, and 9.2 mm, respectively, while the flatness profiles of the pallet bottom surface are 10.4 mm, 10.6 mm, and 10.7 mm, respectively. On the one hand, as the mold temperature increases, the flatness of the top and bottom of the pallet also increases. This could be caused by the increase in mold temperature, which results in a longer freeze time and increases the effectiveness of the packing. On the other hand, the flatness of the top and bottom of the pallet decreases with respect to the mold temperature. This could be caused by the decrease in mold temperature, leading to a small difference in the shrinkage of the material. These two trends all produce benefits for the product; hence, the product may not show a positive or negative result. There is an overall 3.5% and 2.8% change in the flatness of the top and bottom of the pallet, respectively, when the mold temperature increases or decreases by 10 degrees.
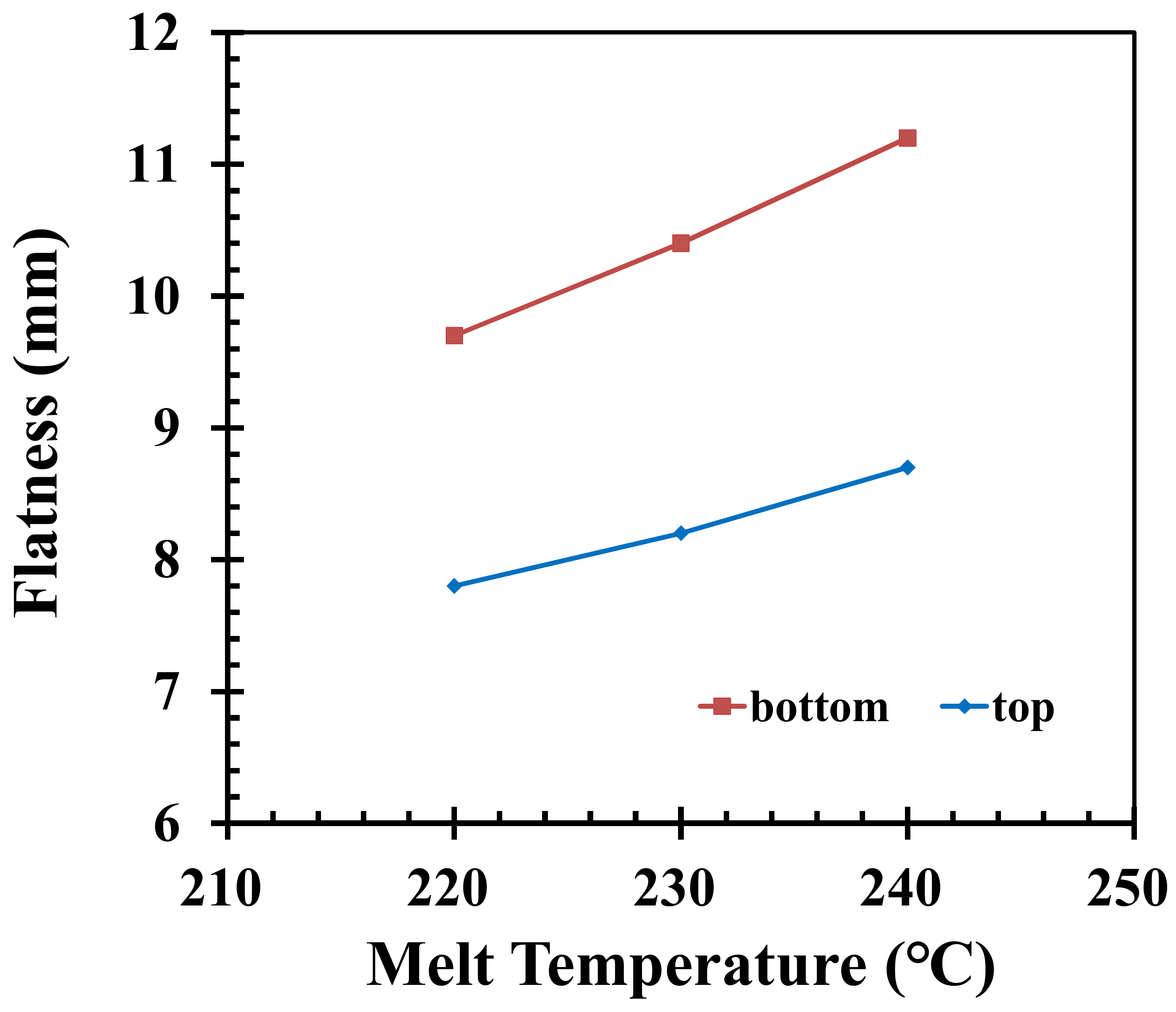
A higher melt temperature under the same cycle time of the injection molding process may yield a higher average temperature of the pallet when the pallet is demolded. This is because the warpage only occurred after demolding from the mold; at that time, the pallet is free to stretch. Similarly, as shown in
Figure 5, by fixing other injection parameters, where the melt temperatures are 220 °C, 230 °C, and 240 °C, the top surface areas of the pallet are 7.8 mm, 8.5 mm, and 9.2 mm, respectively, while the bottom surface areas of the pallet are 9.7 mm, 10.6 mm, and 11.4 mm, respectively. According to
Figure 5, it can be seen that when the melt temperature is increased from 220 degrees to 240 degrees, the surface areas of the top and bottom of the pallet are increased. An increase in melt temperature leads to a larger difference in surface temperature; an increase in material mobility due to greater shrinkage leads to an increase in displacement; after the material cools down, the shrinkage decreases. When the displacement is small, an increase or decrease in temperature of 10 degrees affects the flatness of the top and bottom of the pallet by 15.2% and 14.9%, respectively.
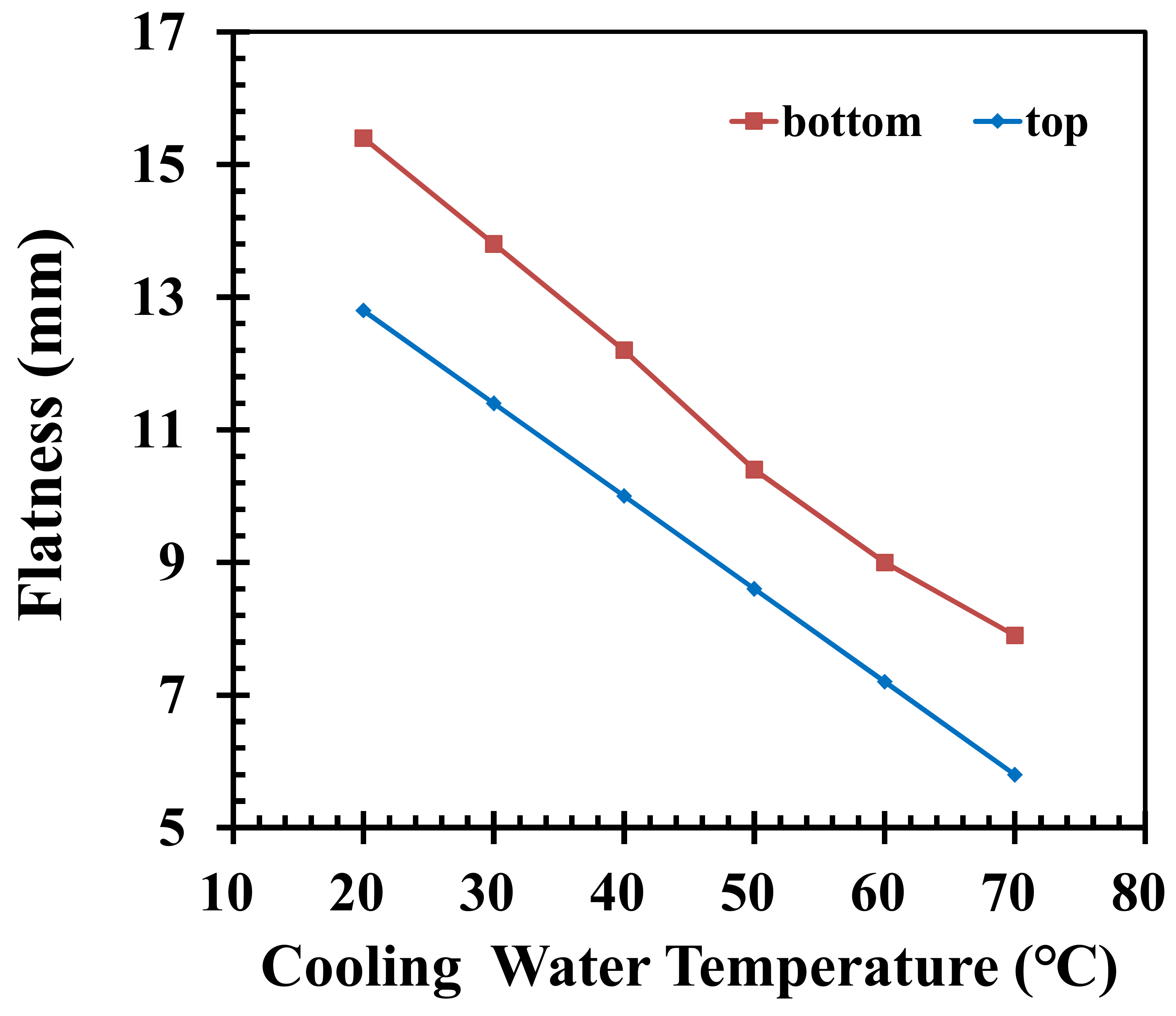
The cooling water temperatures are set as 20, 30, 40, 50, 60, and 70 °C to analyze how the flatness of the product is affected. It can be seen in
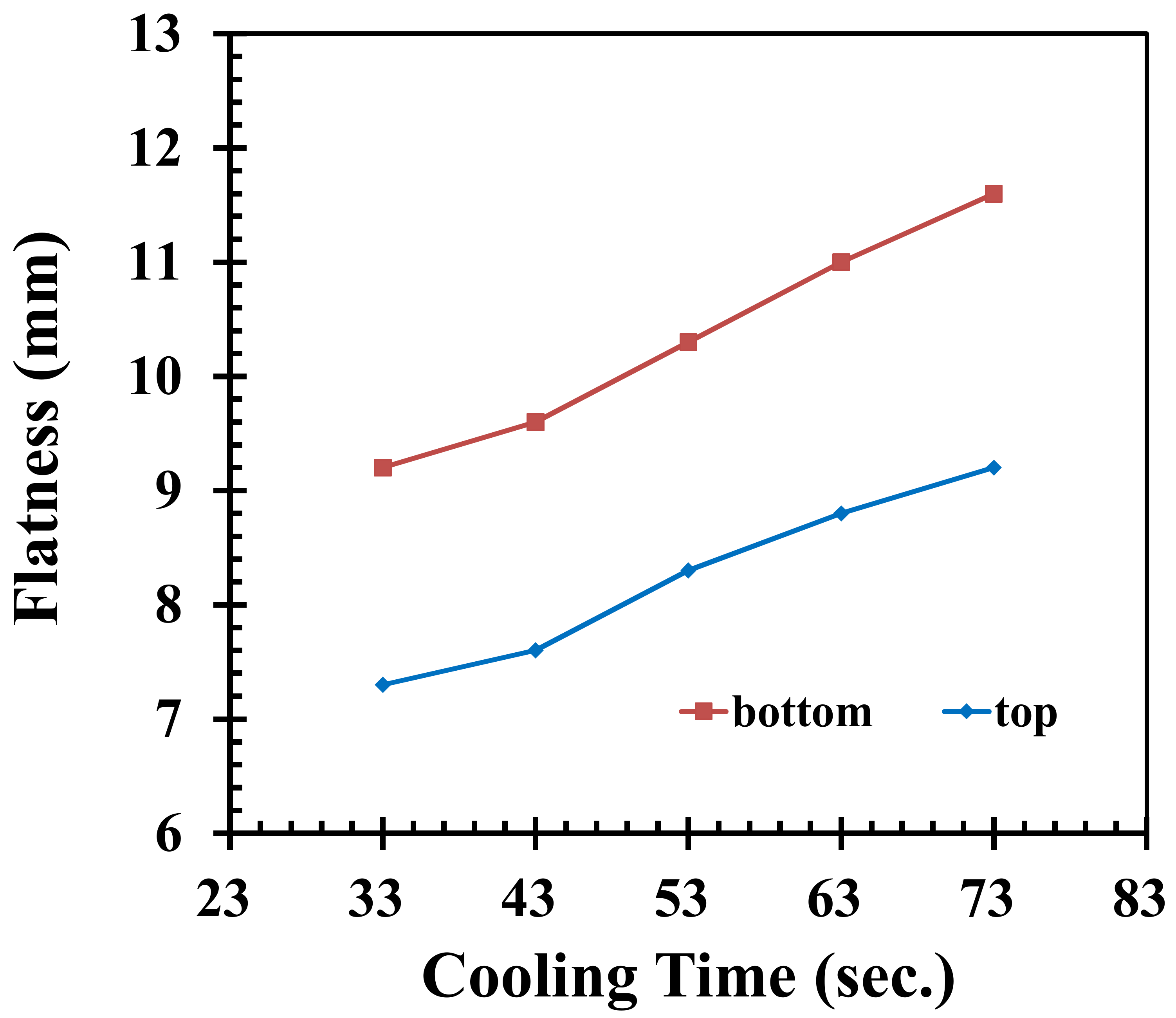
Figure 6 that when the temperature of the cooling water increases, the flatness values have a clear downward trend, while decreasing the temperature of the cooling water leads to higher flatness values. By increasing the temperature of the cooling water, the freeze time is lengthened, which leads to more effective packing. Due to the lower and upper limits of the cooling water temperature, which are 20 °C and 70 °C, respectively, the change in flatness values of the top and bottom of the pallet are 55.5% and 52.3%, respectively. The cooling time is 33, 43, 53, 63, and 73 s, while the other injection parameters are fixed according to
Table 1. Through simulation, the flatness of the pallet is shown in
Figure 7. As can be seen, when shortening the cooling time, the average temperature of the pallet is decreased while the pallet is ejected from the mold; therefore, the temperature difference between the highest and lowest point on the same surface is increased. This causes the flatness values of the top and bottom of the pallet to be increased. An increase in cooling time results in a temperature difference between the exterior and interior of the pallet, which leads to a higher rate of deformation in the z-axis. The warping of the product also increases. However, with a shorter cooling time, lower flatness values would result.
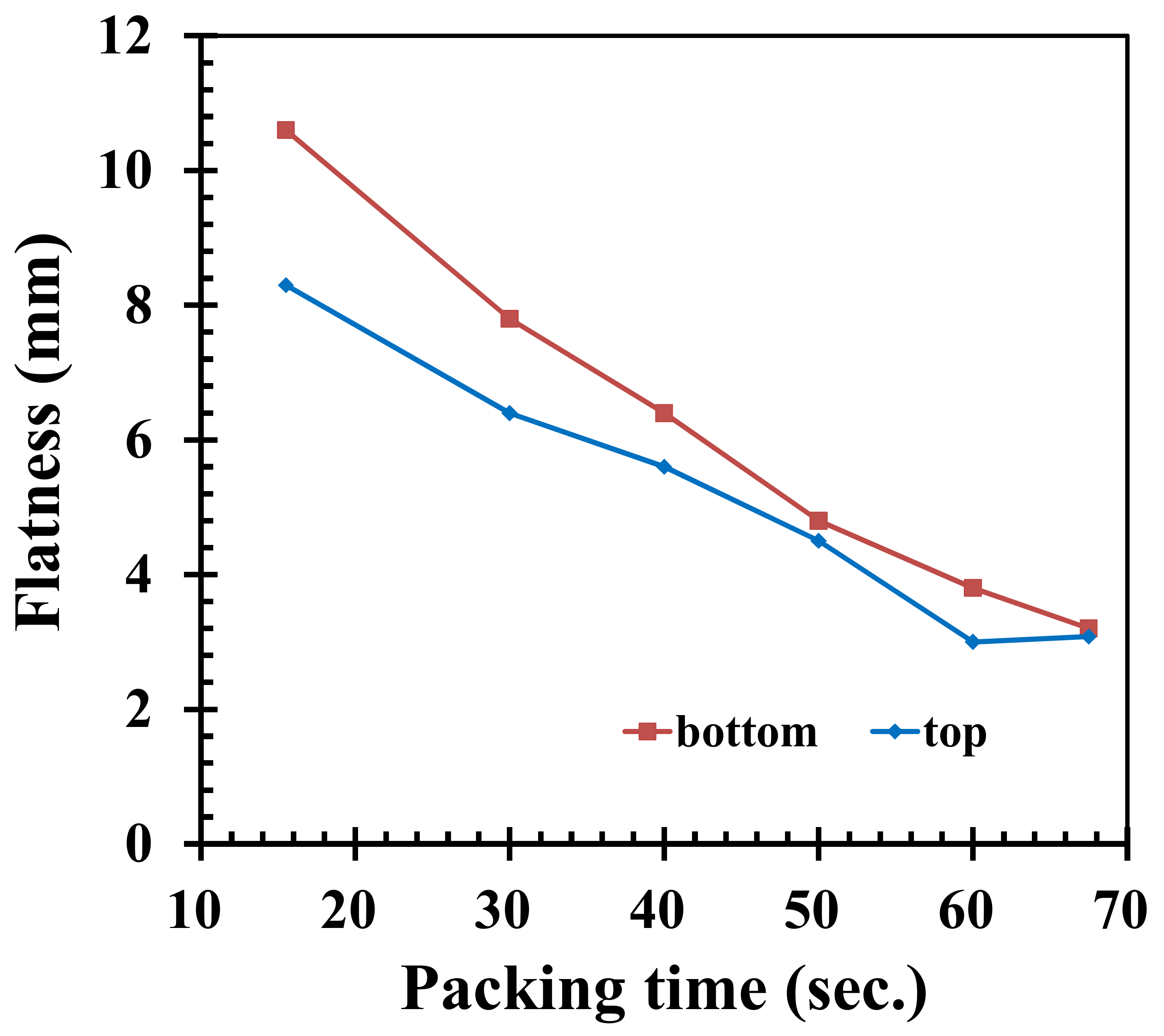
A longer packing time may decrease the average temperature of the pallet, and thus decrease the associated warpage of the pallet. Under the condition that the total cycle time stays the same, while the packing time is increased and cooling time is decreased, when the time used is 68.5 s as in
Figure 8, flatness would be affected by changes in these parameters. Therefore, the packing times are set at 15.5, 30, 40, 50, 60, and 67.5 s, according to
Table 3.
Figure 8 shows how the flatness values decrease with an increase in packing time. The clamping force and the final flow front of the material near the gates is affected more by a lengthened packing time, resulting in an increase in flatness. Under the same cycle time, while taking the upper limit of the packing time, changes in the flatness values of the top and bottom of the pallet are 65.9% and 67.9%, respectively. If the packing time of 40 s is increased or decreased by 10 s, the change in flatness values of the top and bottom of the pallet are 33.3% and 39.7%, respectively.
4.3. Flatness of Pallet Using the Preset Sequential Scheme
Following
Table 2, the actuating times of all of the gates are listed in
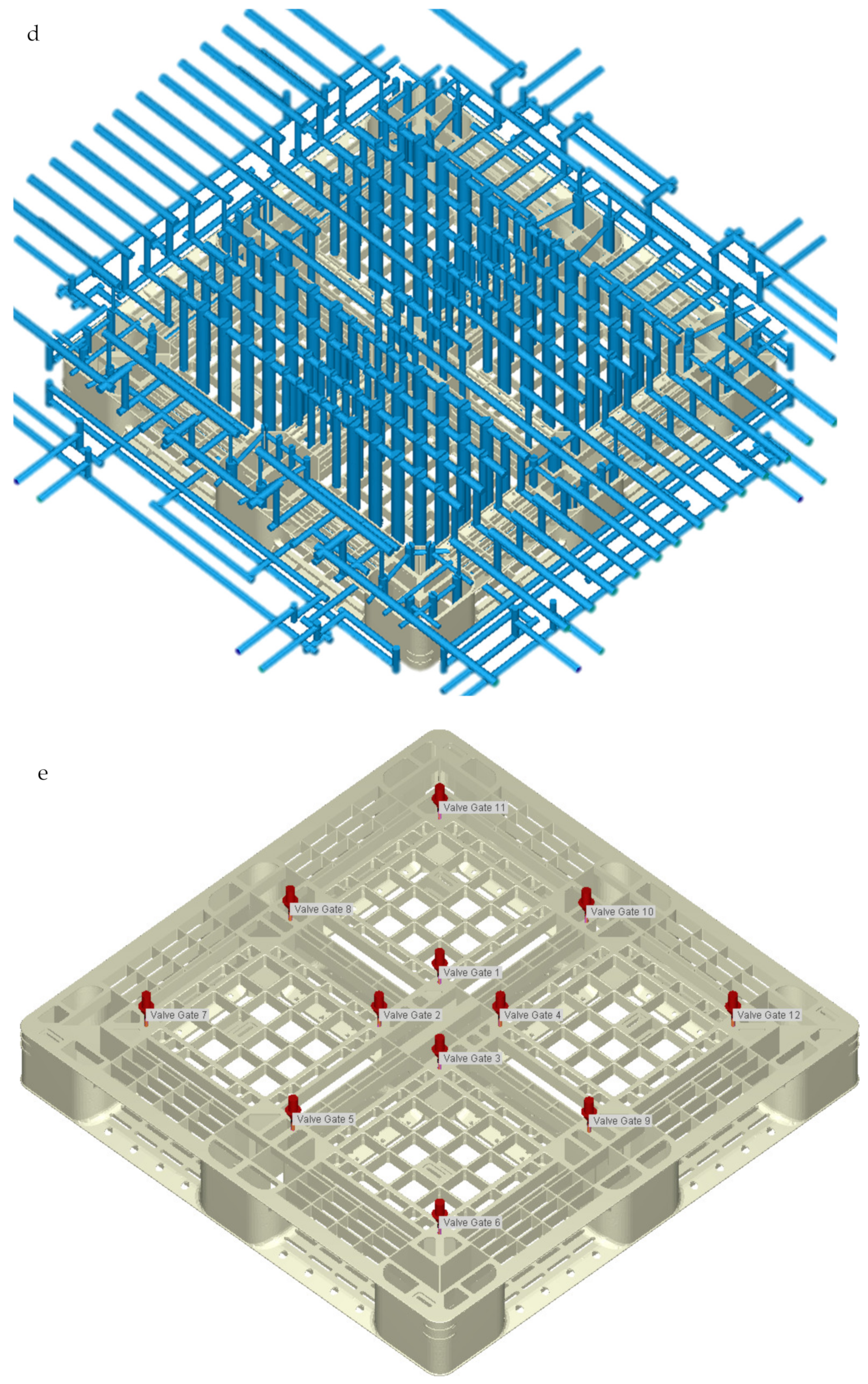
Table 3, where start and stop times to fill each gate are easily described and compared. The gates of 5, 9, and 10 are abnormally switched using the machine manufacturer’s preset sequence. By using the time control of the 9 phases, phase 1 refers to the opening of gates 1–4 and 10 at 0 s. Phase 2 is the closure of gates 1–4 after 6 s. During phase 3, gates 5 and 9 continue the filling process. Phase 4 is the opening of gate 8 after 9 s, and phase 5 closes gates 5, 9, and 10. Phase 6 occurs at 9.7 s, where gate 9 is opened with an interval of 0.1 s, and phases 8 and 9 refer to the opening of gates 5 and 10, respectively. Finally, phase 9 is the opening of gates 6, 7, 11, and 12 to finish the filling process until completion.
Under the preset sequence of the filling valve gates, as depicted in
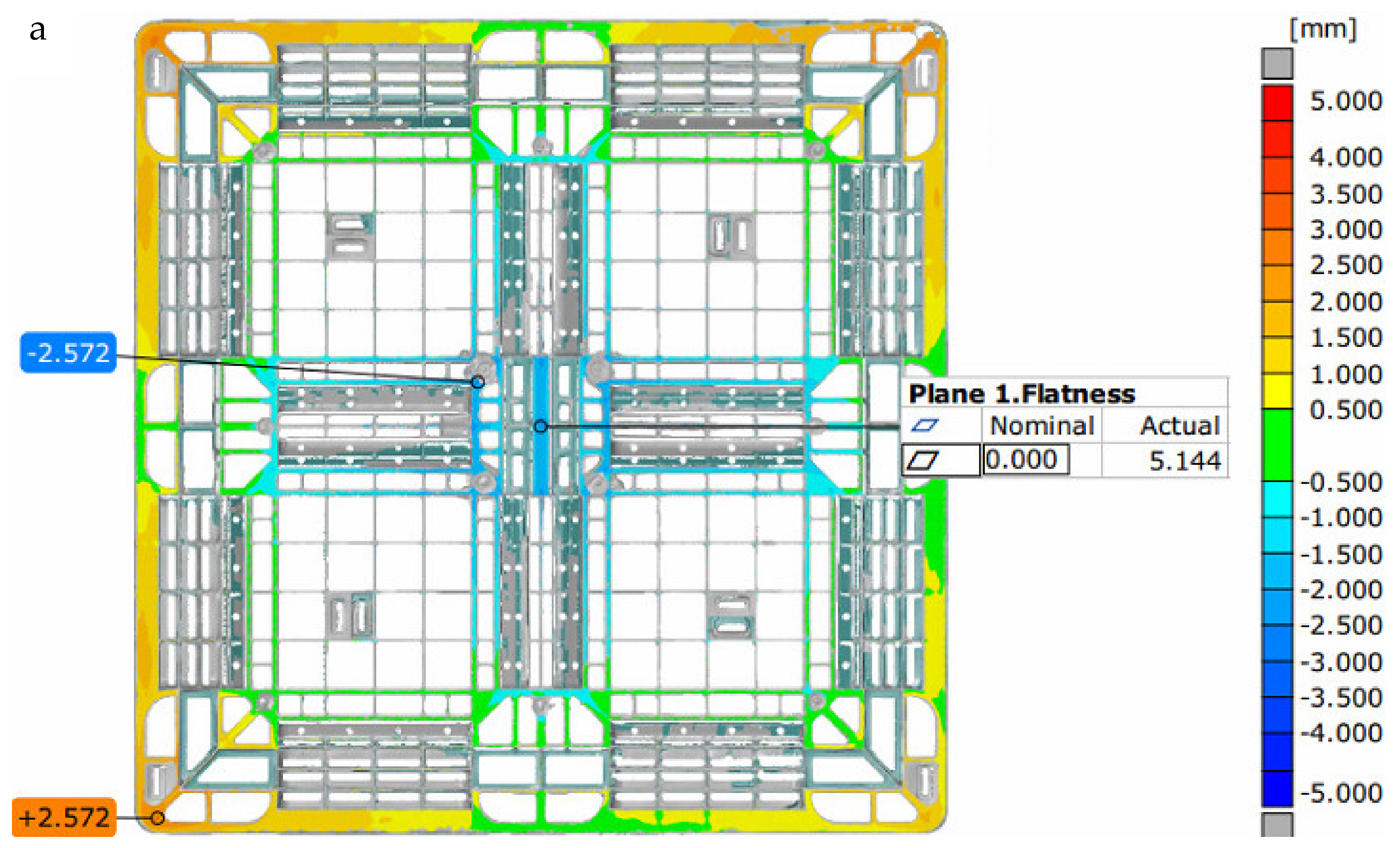
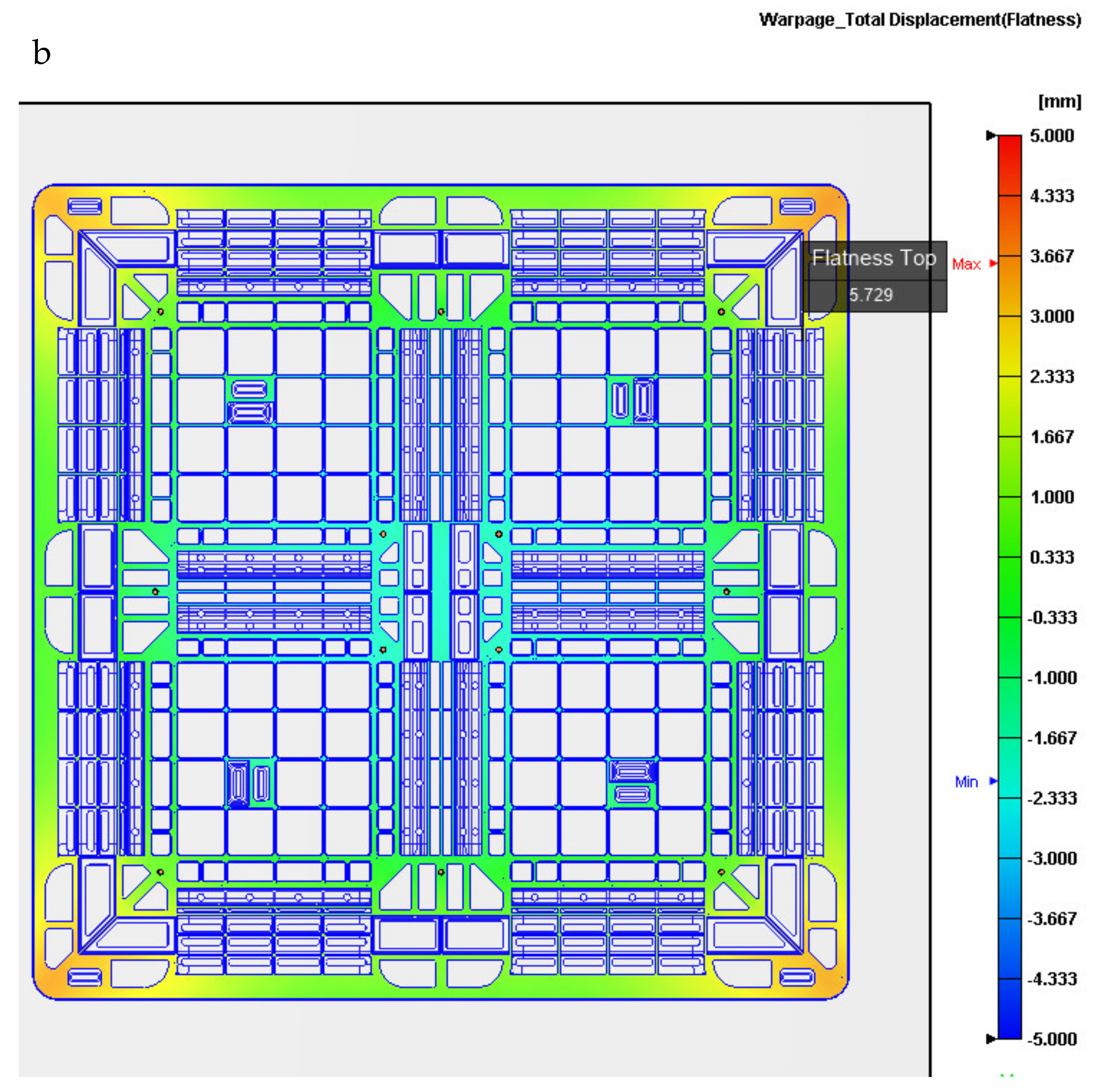
Table 3, the contribution volume of each gate depicts that gates 6, 7, 11, and 12 are the major contributors in filling the melt polymer into the mold cavity; their contribution volumes reach about 50% of the total volume of the pallet. Gates 5, 9, and 10 have interruptions on filling, which may induce mechanical faults on the gates. At the initial filling stage by gates 1 to 4, the filling times are 6 s, which provide larger flow lengths from the gates for this rib-structured pallet. The top surface profile of the actual pallet measured by the ATOS scan system is displayed in
Figure 9a, which is concave and has a flatness of 5.144 mm. The numerical top surface profile of the pallet derived by the Moldex3D 2020 is shown in
Figure 9b, where the flatness is 5.729 mm and matches the actual flatness.
4.4. Flatness Verifications by Proposed Sequential Scheme
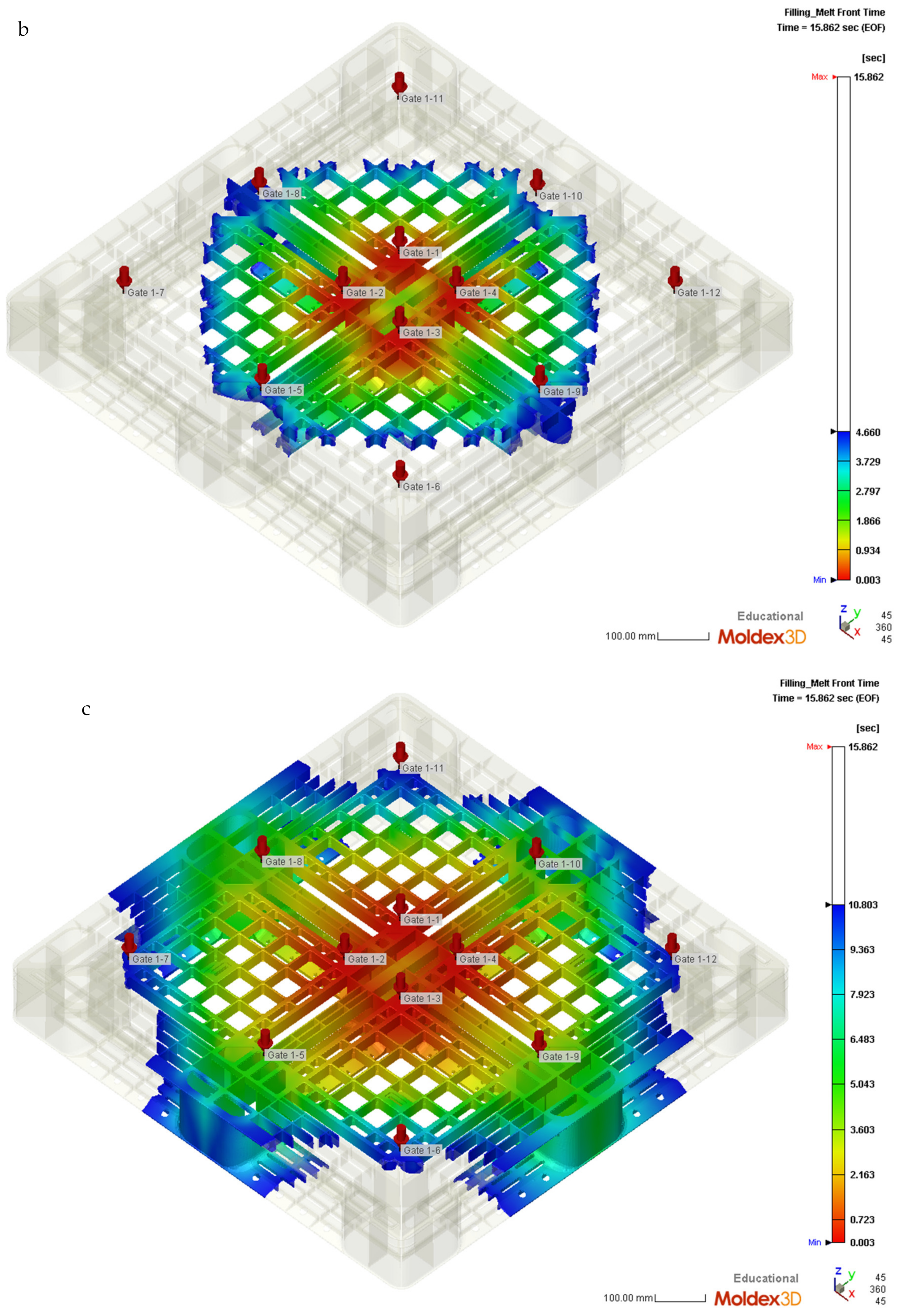
By using the propagations of flow fronts from the filling gates via simulations on Moldex3D 2020,
Table 4 shows the new proposed sequence of the valve gates replacing those shown in
Table 2. The simulated flow fronts are from the initial opening of gates 1 to 4 during the filling stage. Gates 5 and 9 are then opened once, which meets the initial flow front at 4.35 s, as shown in
Figure 10a. Then, in
Figure 10b, gates 8 and 10 are opened at the times of 4.67 and 4.72 s, respectively.
Figure 10c depicts that at the time of 10.8 s, all the valve gates are actuated to fill the melt polymer. All the valves of gates are closed until the end of the packing stage. Under the scheme of setting the valve gate actuating to open once the flow front spreads to it, the actual warpage of the pallet was measured to compare with the numerical values.
Table 5 indicated the switiching time of each filling gate. The valve gates would be divided into three categories. The gates of number 5, 9, 8 and 10 are included to the second category for different reaching time of the initial flow front to them. All the valve gates are closed before packing stage of injection molding process.
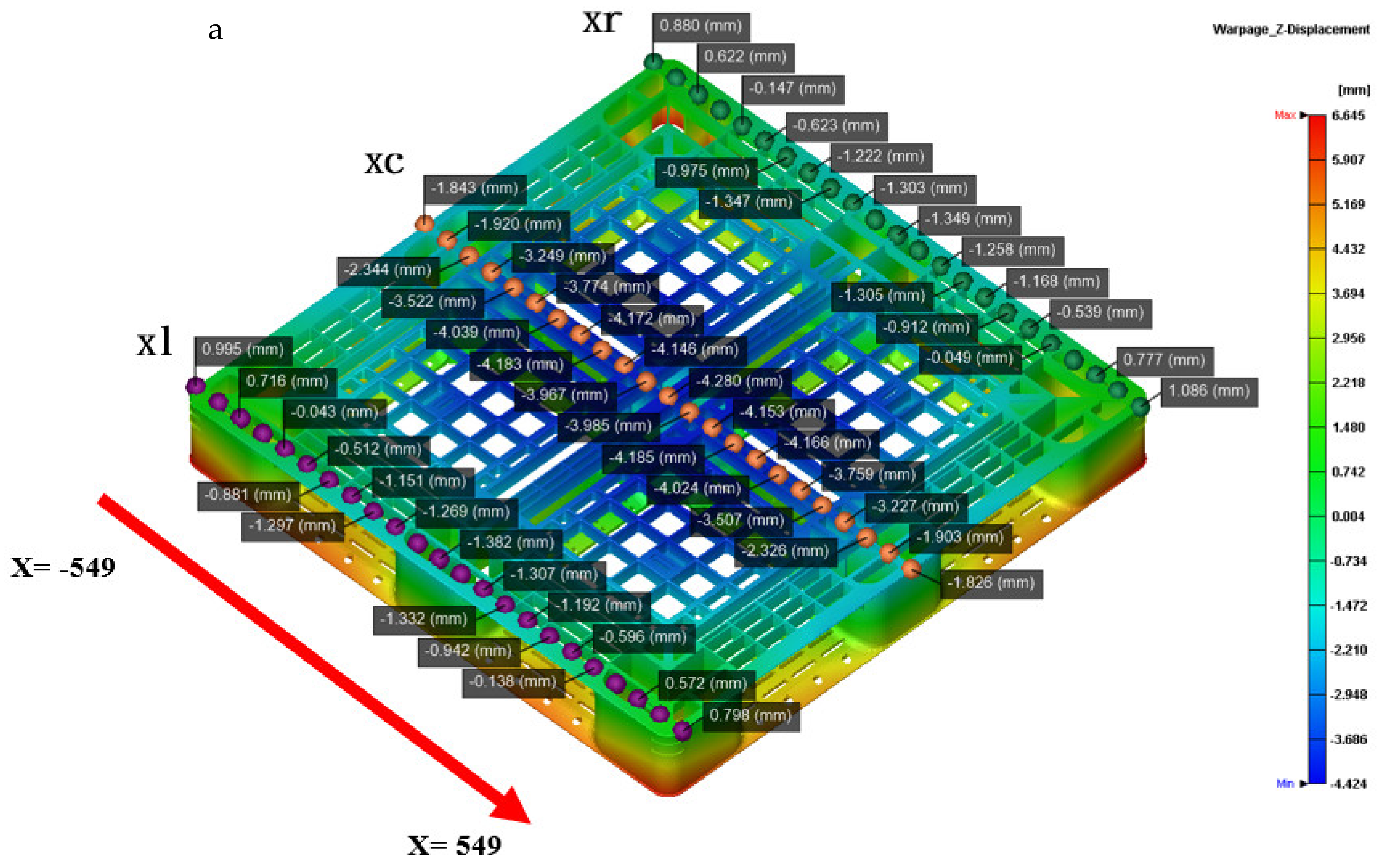
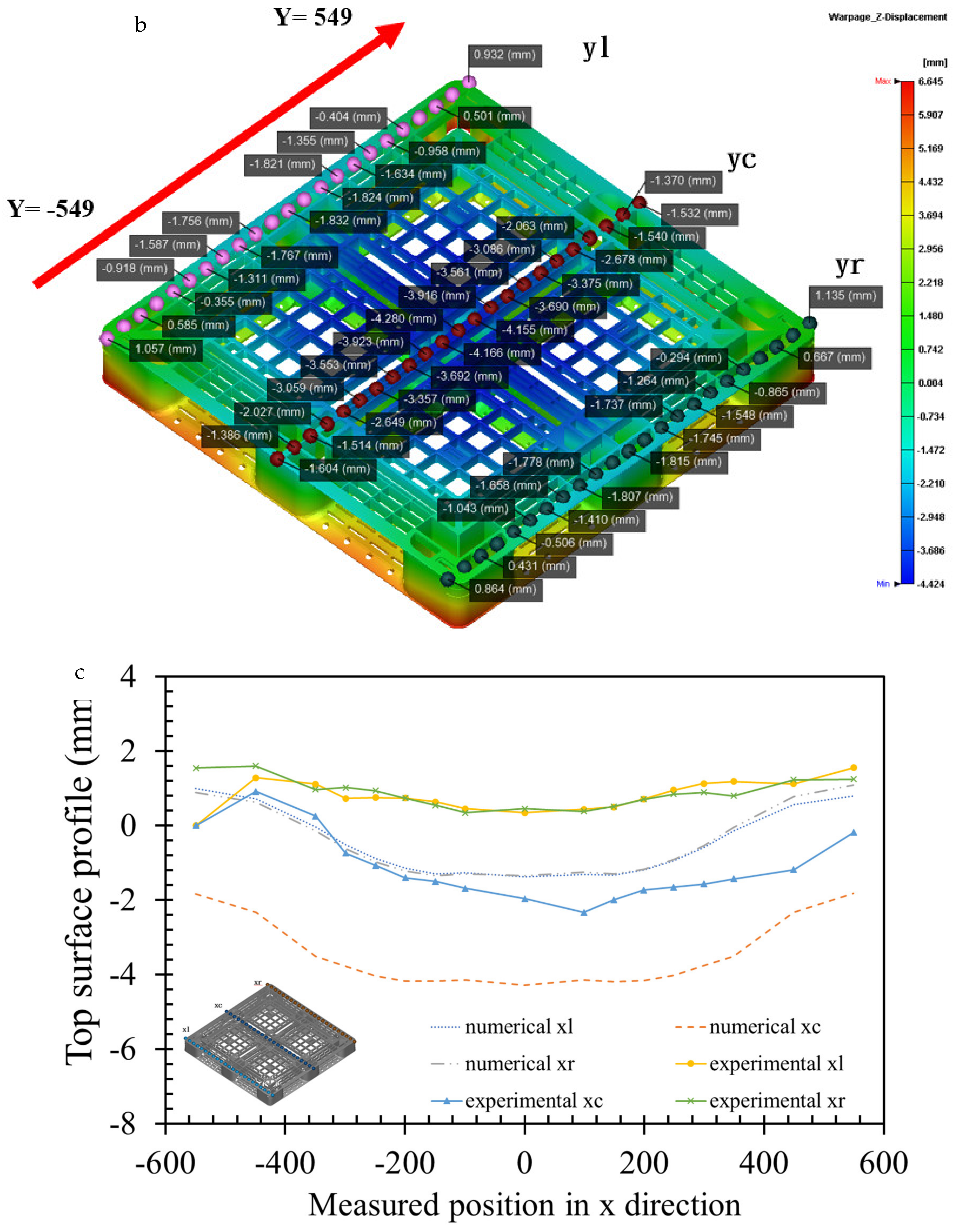
Figure 11a shows that the actual flatness of the top of the pallet is 5.1 mm, and
Figure 11b shows that the simulated flatness of the top of pallet is 5.8 mm, under the usage that the packing time by time control is 40 s. The schematic diagrams showing the measurement positions of the height deformation along the x- and y-axis of the actual and simulated top pallet surface are shown in
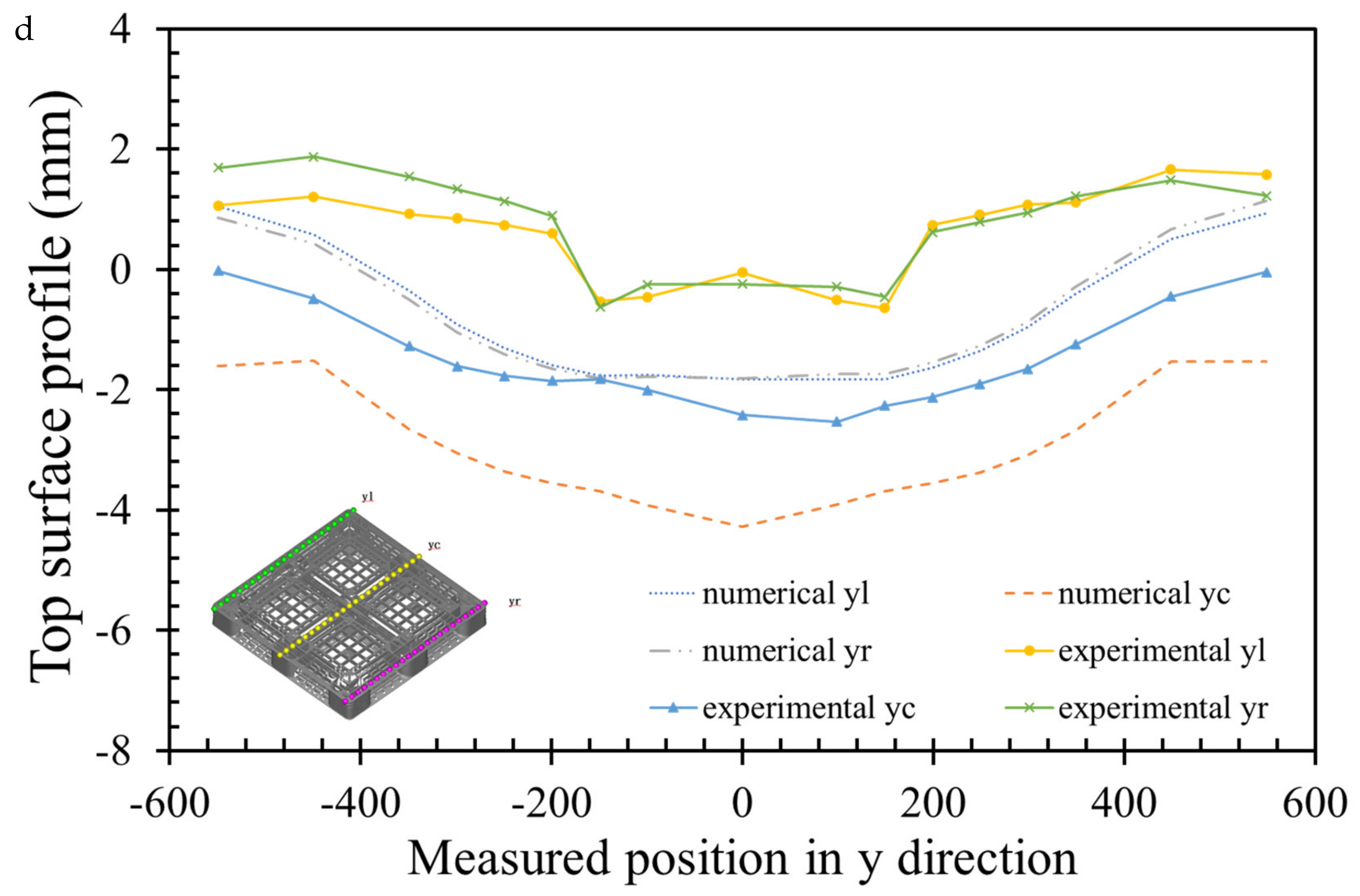
Figure 11a,b, while the warping trends of the height deformation along the x- and y-axis are shown in
Figure 11c,d. Through the simulated and actual height deformations of the top pallet surface, it can be seen that the outer part warps upwards, while the central part warps downwards.
From the above analysis, we can draw conclusions about how the injection parameters can affect flatness. By adjusting the temperature parameters, the greatest impacts on flatness occur by changing the cooling water temperature, material temperature, and mold temperature, whereas by adjusting the time parameters, the greatest impacts on flatness occur by increasing the packing time and cooling time. Therefore, the injection parameters that have an impact on flatness are packing time, cooling water temperature, material temperature, cooling time, sequential valve gate control, and mold temperature. On the basis of the analysis, increasing the packing time to 40 s and reducing the cooling time, while maintaining the cycle time, results in the simulated flatness being closer to the actual flatness. The simulated flatness of the top and bottom pallet surface is 5.7 mm and 6.4 mm, respectively, while the actual flatness of the top and bottom pallet surface is 5.1 mm and 6.4 mm. Since the results of the simulated pallet are remarkably close to that of the actual pallet, the simulated results can be used as a reference.
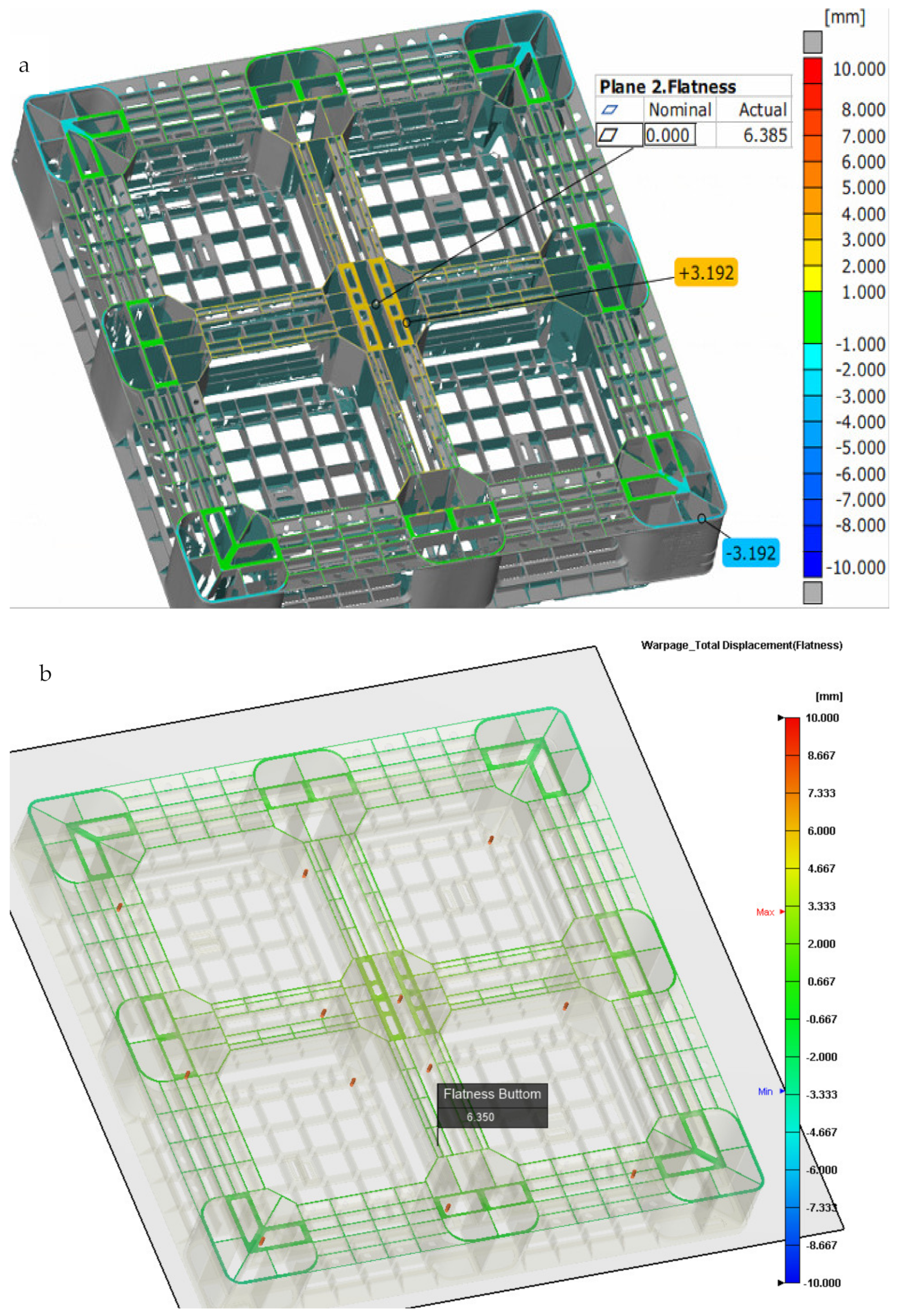
As shown in
Figure 12a, the actual bottom flatness of the pallet by the ATOS scan system is 6.385 mm under the proposed sequential valve gate scheme.
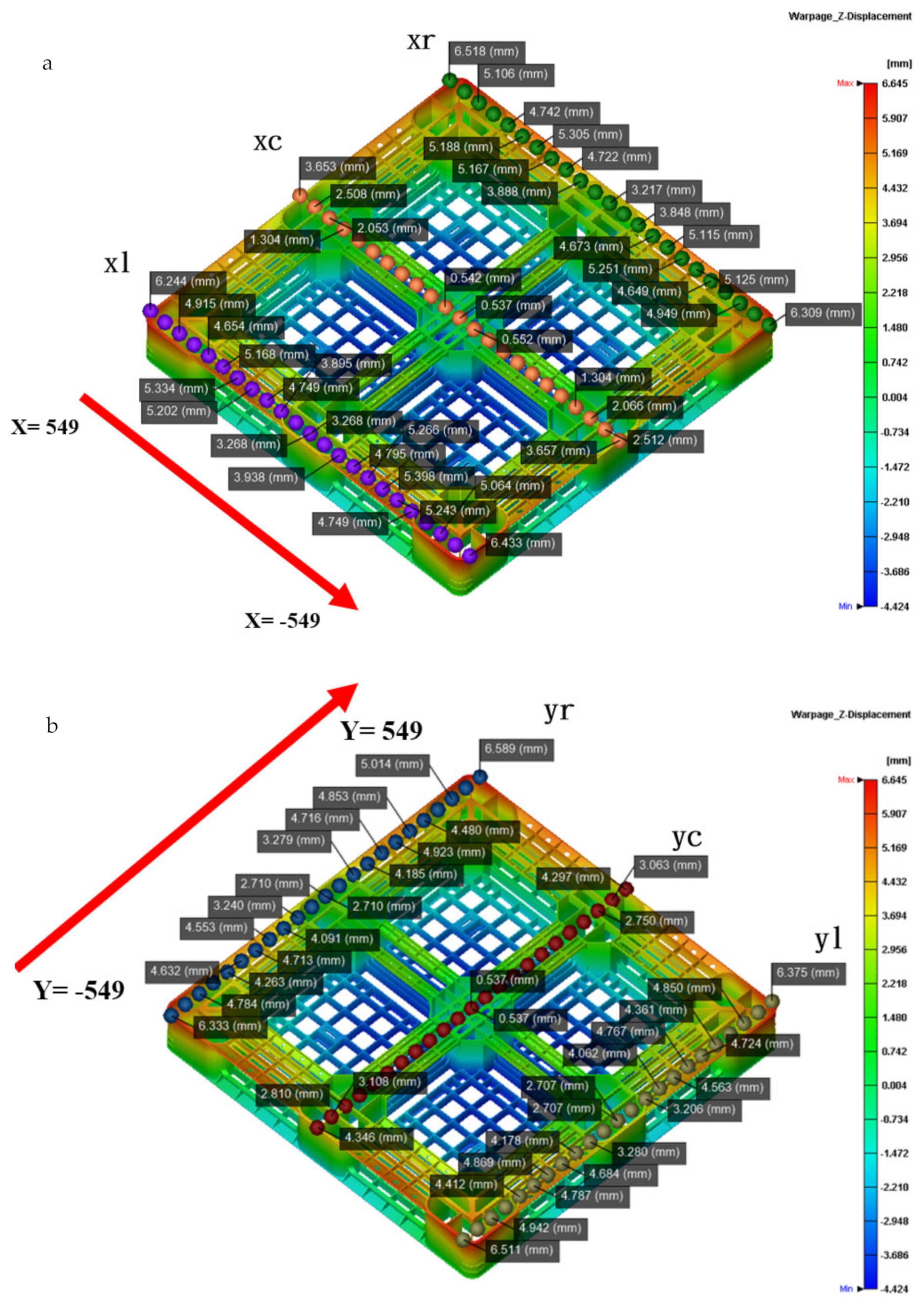
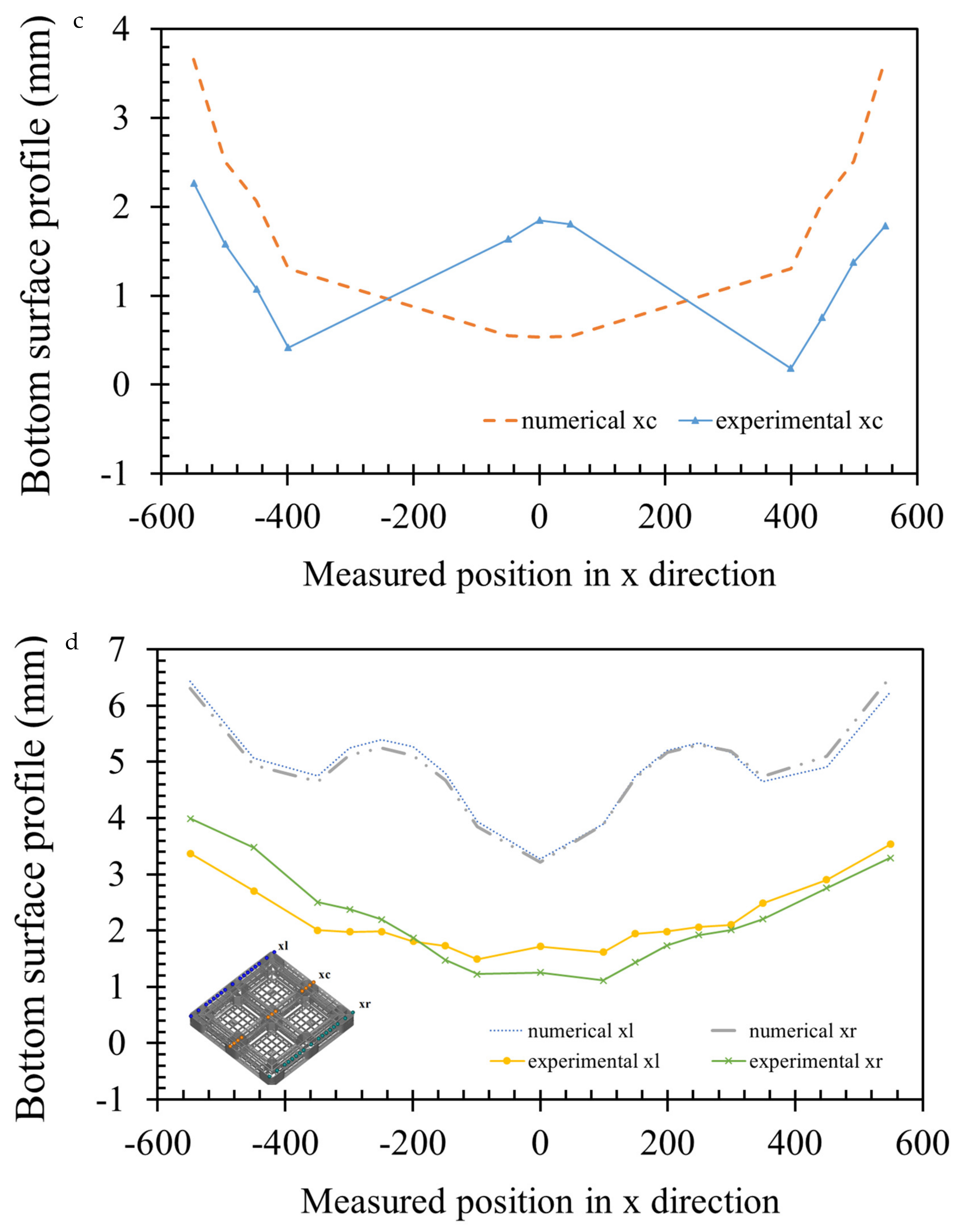
Figure 10b shows that the simulated bottom flatness of the pallet, when using a packing time of 40 s by time control, is 6.350 mm. The schematic diagrams showing the measurement positions of the height deformation along the x- and y-axis of the actual and simulated top pallet surface are shown in
Figure 13a,b.
Figure 13c,d displays the height deformation in the x-axis. While an upward warpage trend can be seen in the simulated central part along the y-axis, in the actual product, a downward trend is displayed. The deformations in the actual and simulated products differ by around 1.3 mm. The simulated and actual measurement positions on both sides of the x-axis show the same trend, while the center concaves upward. This analysis meets the actual flatness, and the top flatness of the pallet is closer to the actual warpage trend, as compared with the bottom flatness of the pallet. To improve the accuracy of the numerical prediction, we need to perform more experiments in the future.
According to the results of the analysis above, the injection parameters can affect the flatness of the pallet. By adjusting the temperature parameters, which are the cooling water temperature and the mold temperature, the influence is greater than that obtained by adjusting the time parameters, which are increasing the packing time and cooling time. The injection parameters that have the largest impact on flatness are the packing time, cooling water temperature, material temperature, cooling time, sequential scheme, and mold temperature. Through analysis, the actual and simulated flatness of the pallet are closest by increasing the packing time to 40 s and reducing the cooling time, while keeping the length of the cycle. Under these conditions the simulated top and bottom flatness of the pallet are 5.7 mm and 6.4 mm, respectively, while the actual top and bottom flatness of the pallet are 5.1 mm and 6.4 mm, respectively. As the results of the simulated pallet are close to that of the actual pallet, the simulated results can be used as a reference. The deformation profile in the height direction shows a deformation trend that concaves downwards. This warping trend is seen from both the cross section and the exterior.




























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}












