
Application of Sulfur and Peroxide Curing Systems for Cross-Linking of Rubber Composites Filled with Calcium Lignosulfonate




Abstract
:1. Introduction
2. Experimental
2.1. Materials
2.2. Methods
2.2.1. Preparation and Curing of Rubber Compounds
2.2.2. Determination of Curing Characteristics
2.2.3. Determination of Cross Link Density
2.2.4. Investigation of Physical–Mechanical Characteristics
2.2.5. Microscopic Analysis
3. Results and Discussion
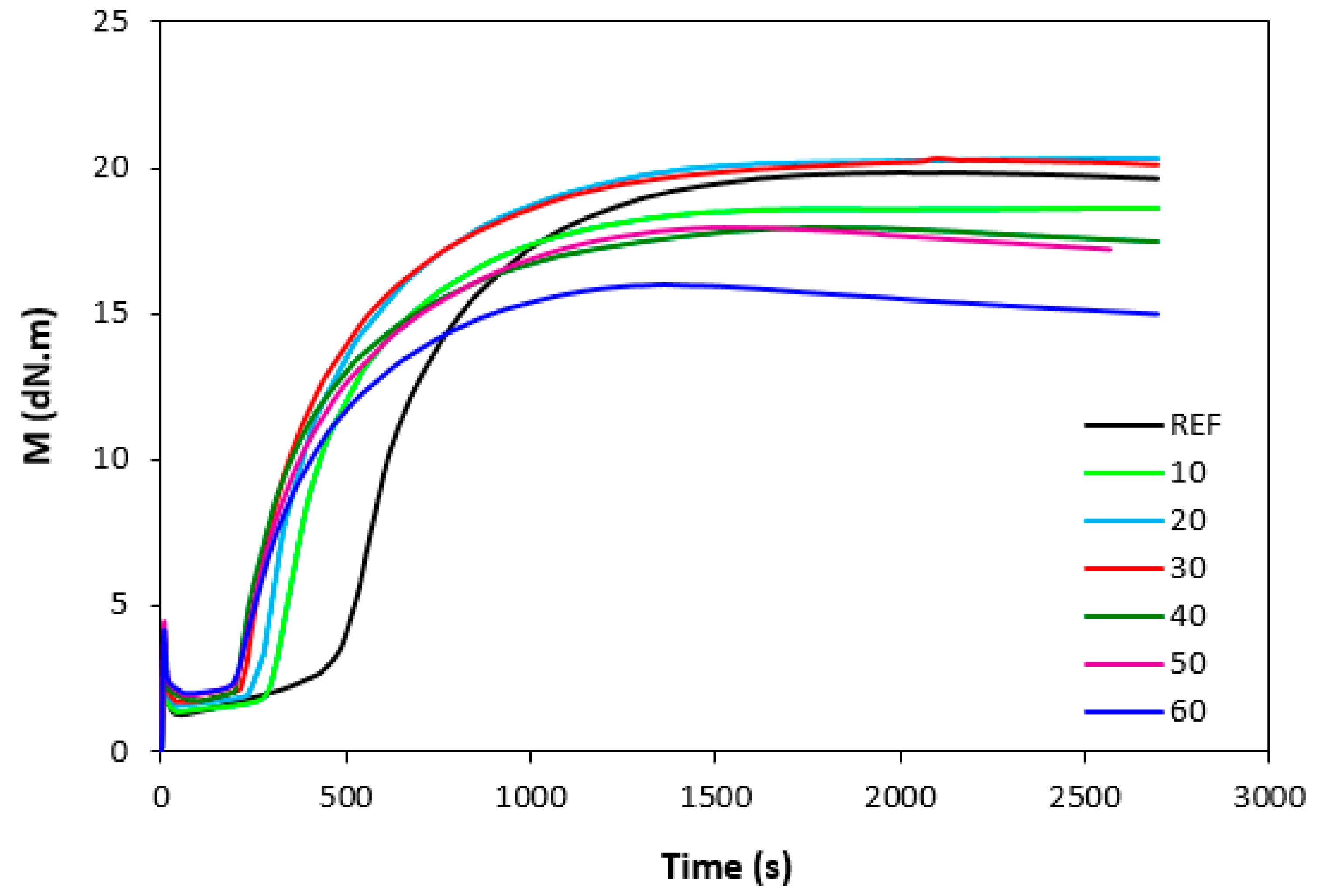
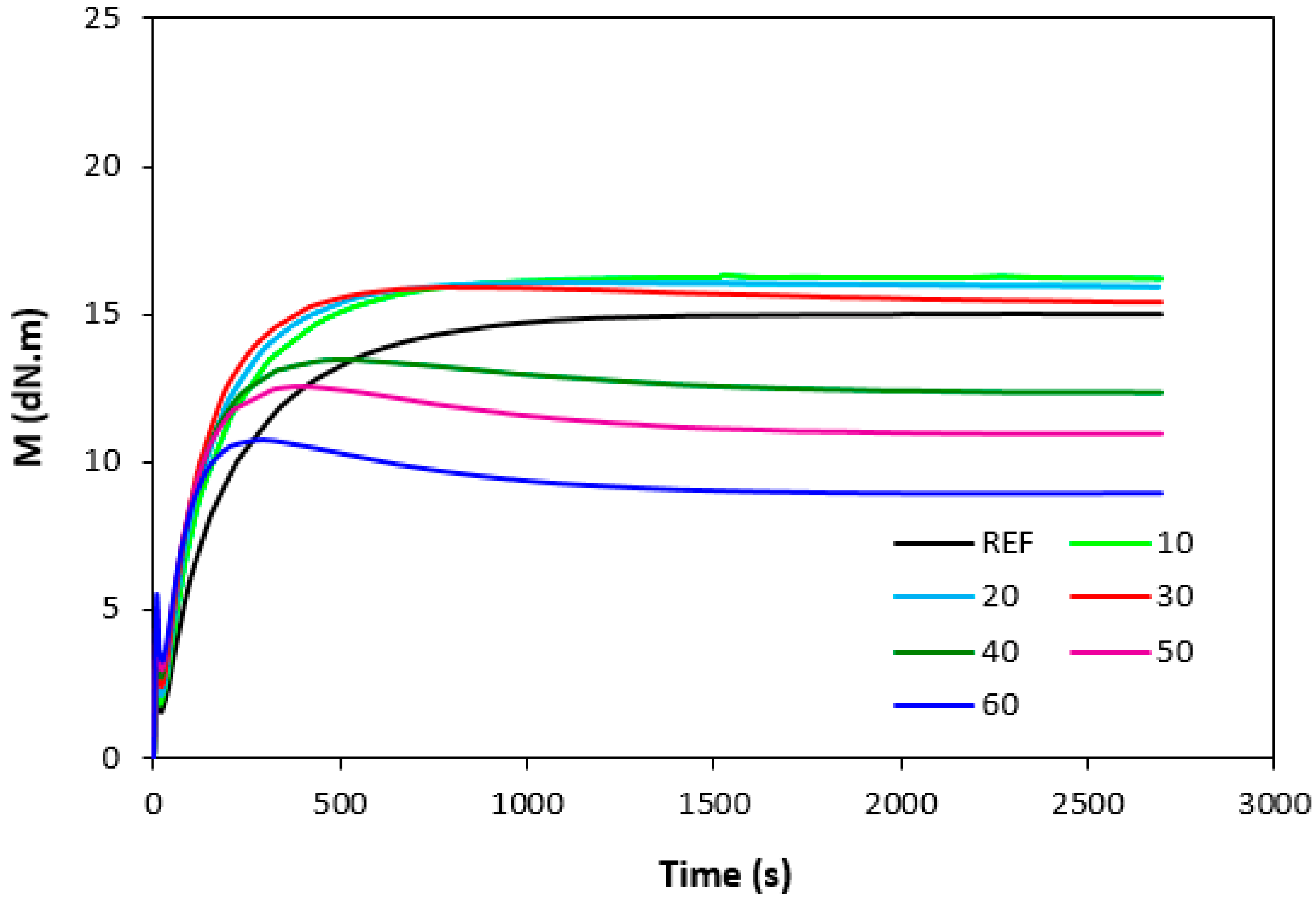
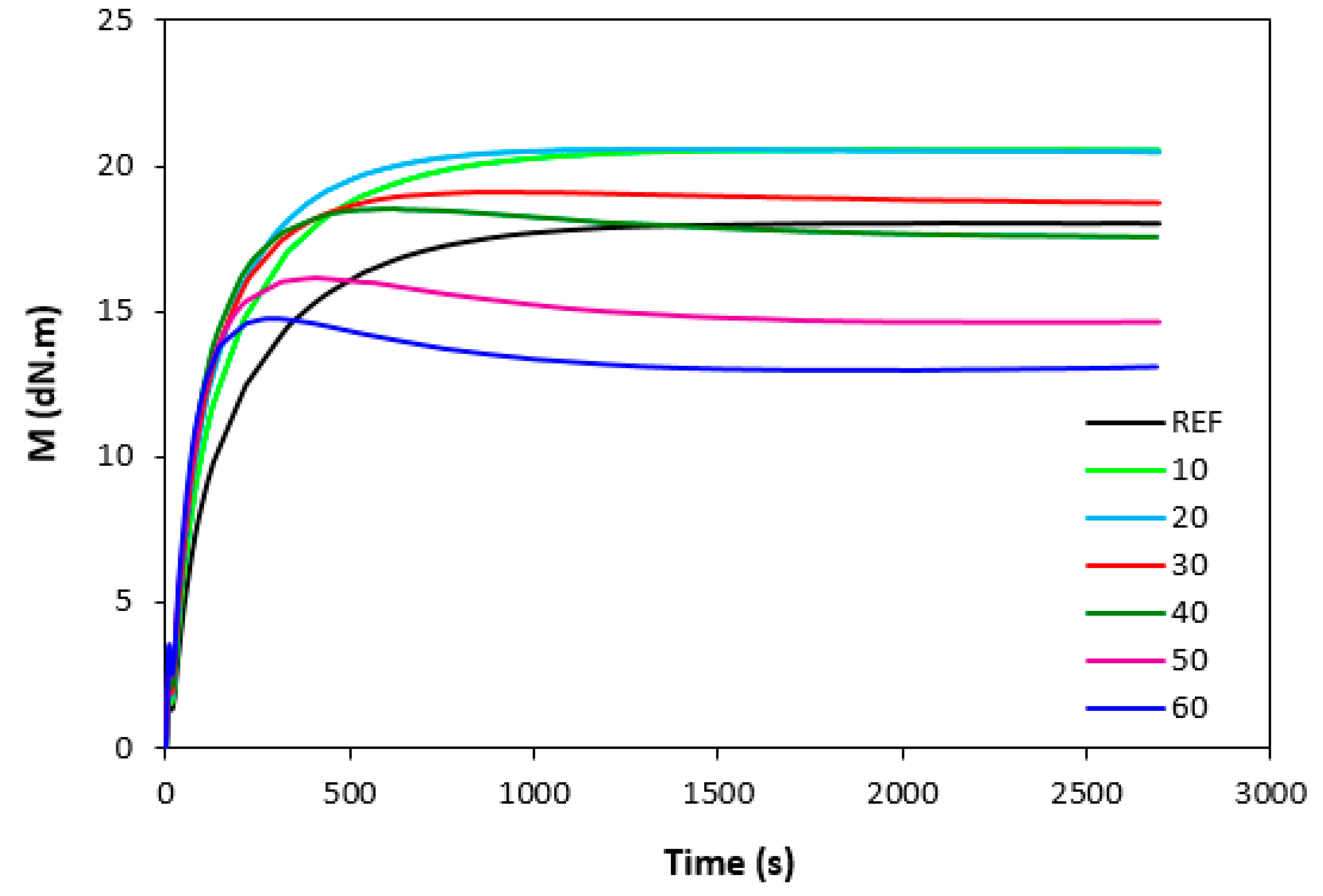
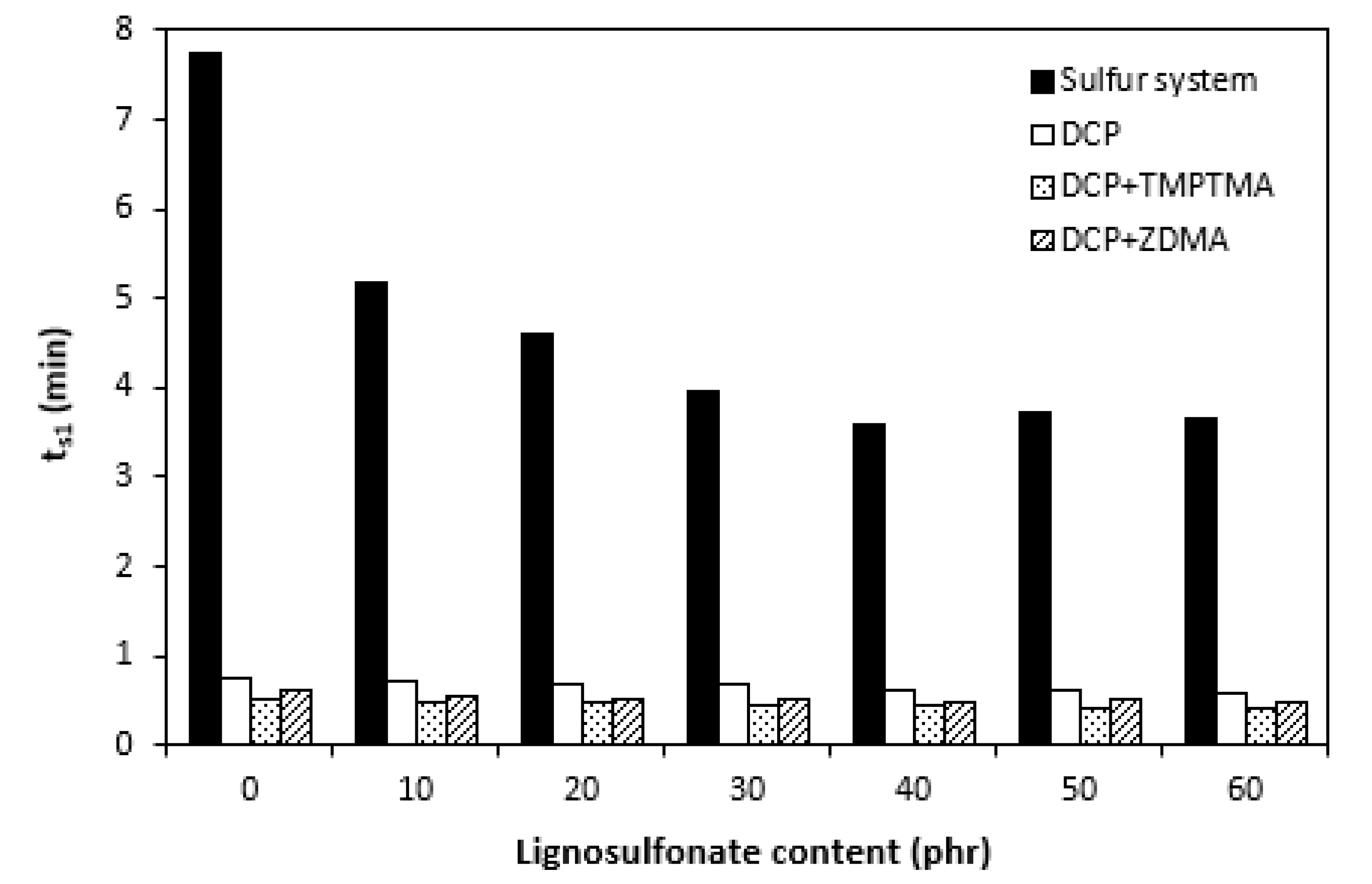
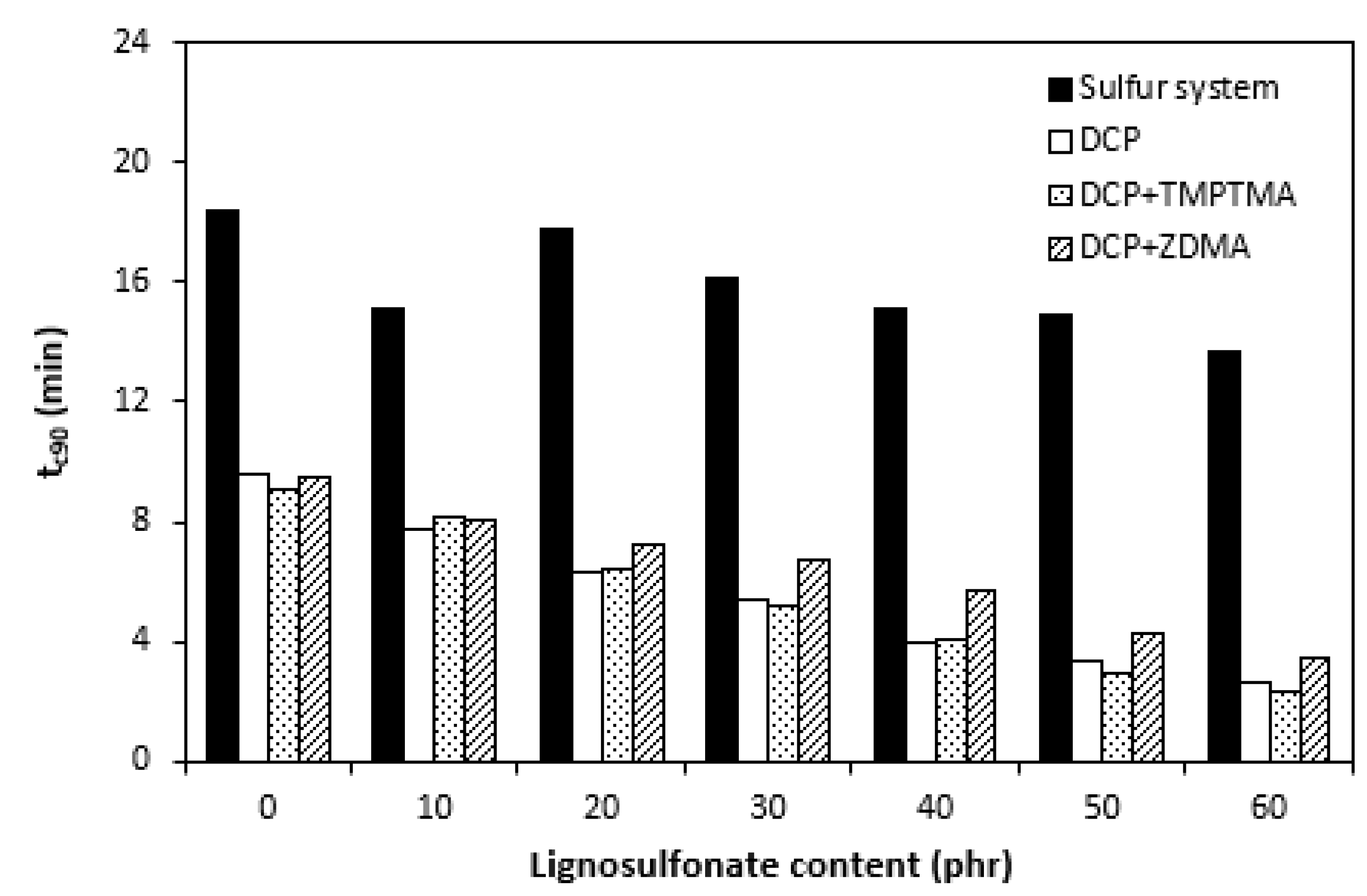
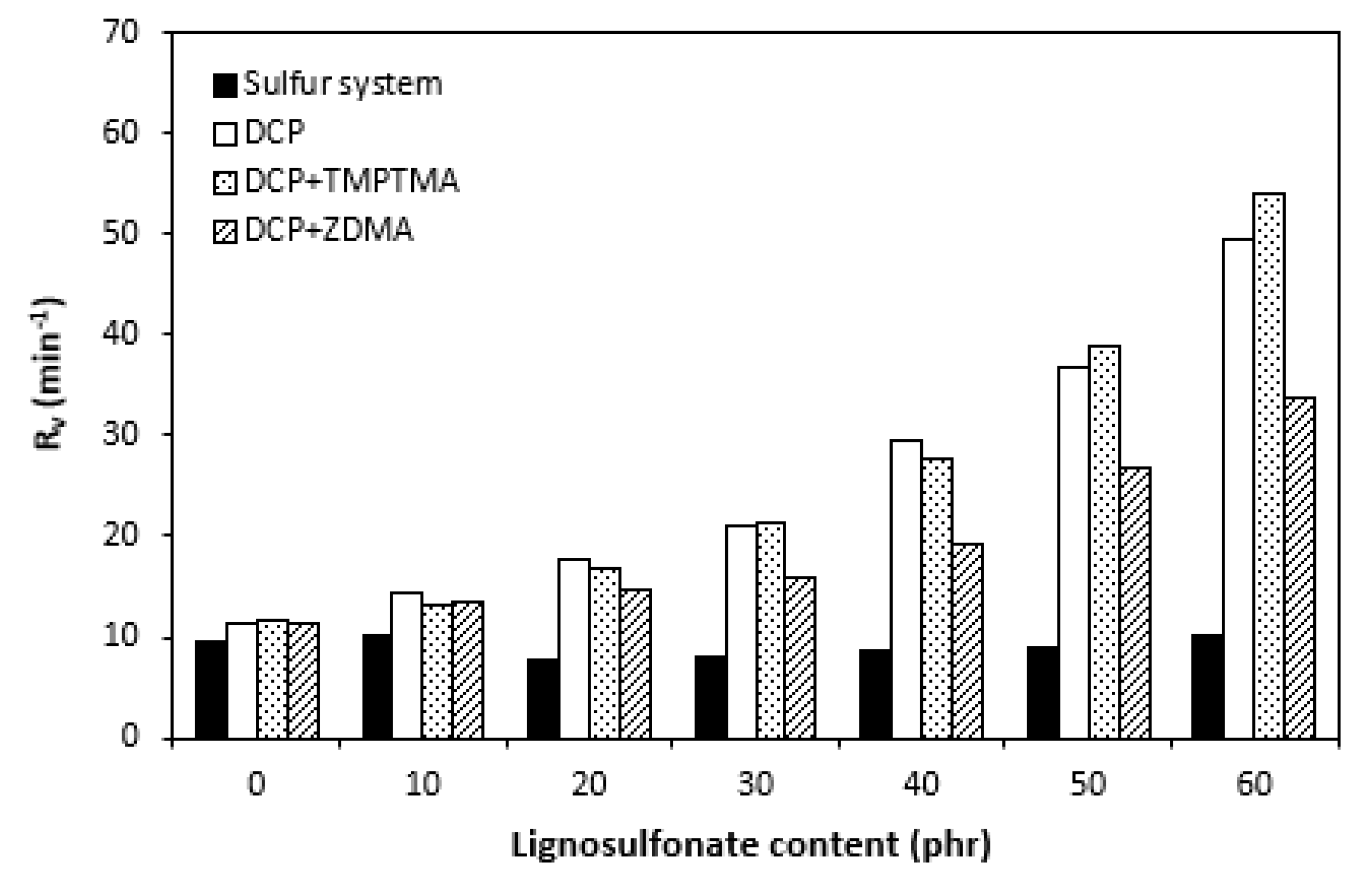
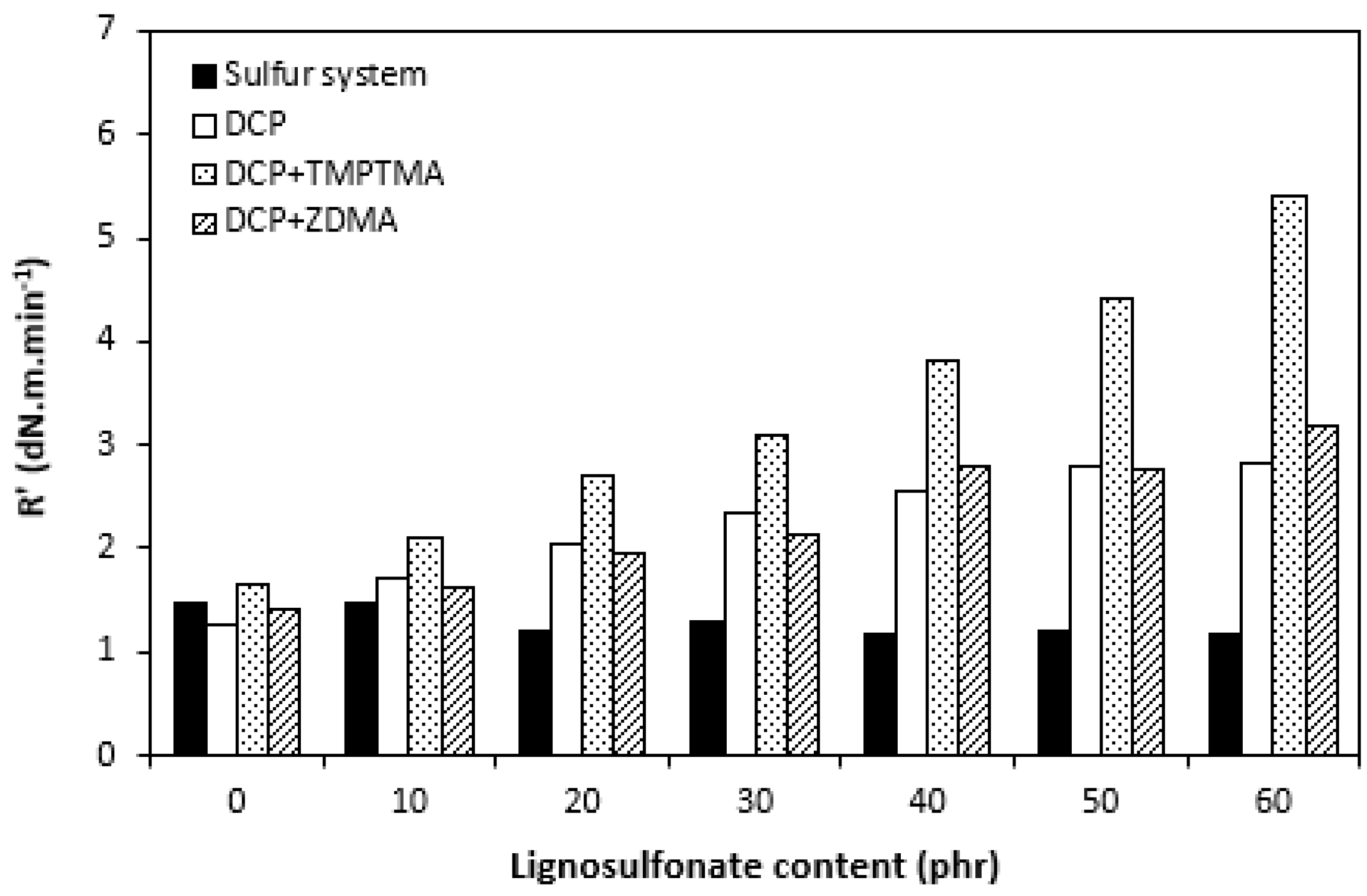
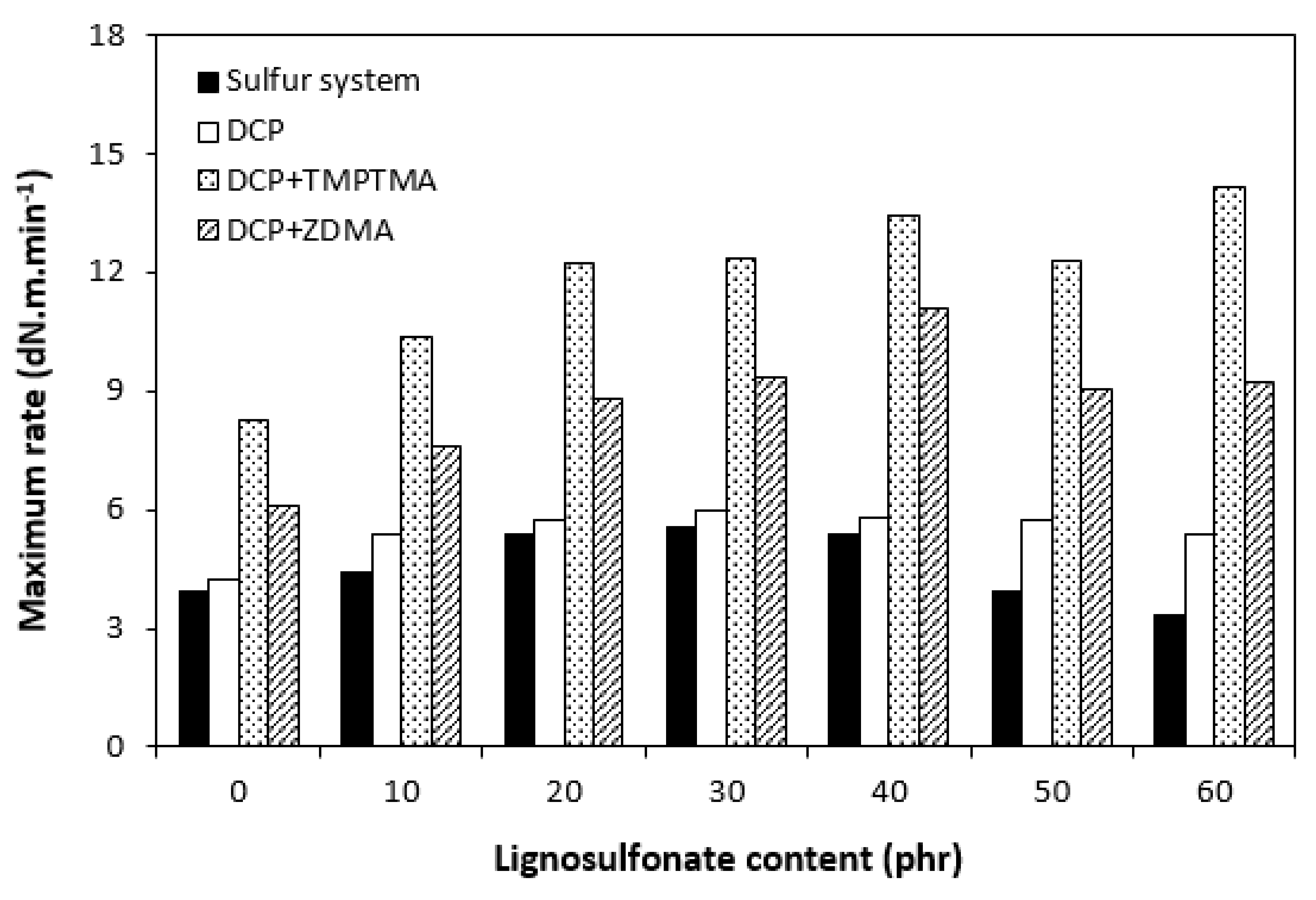
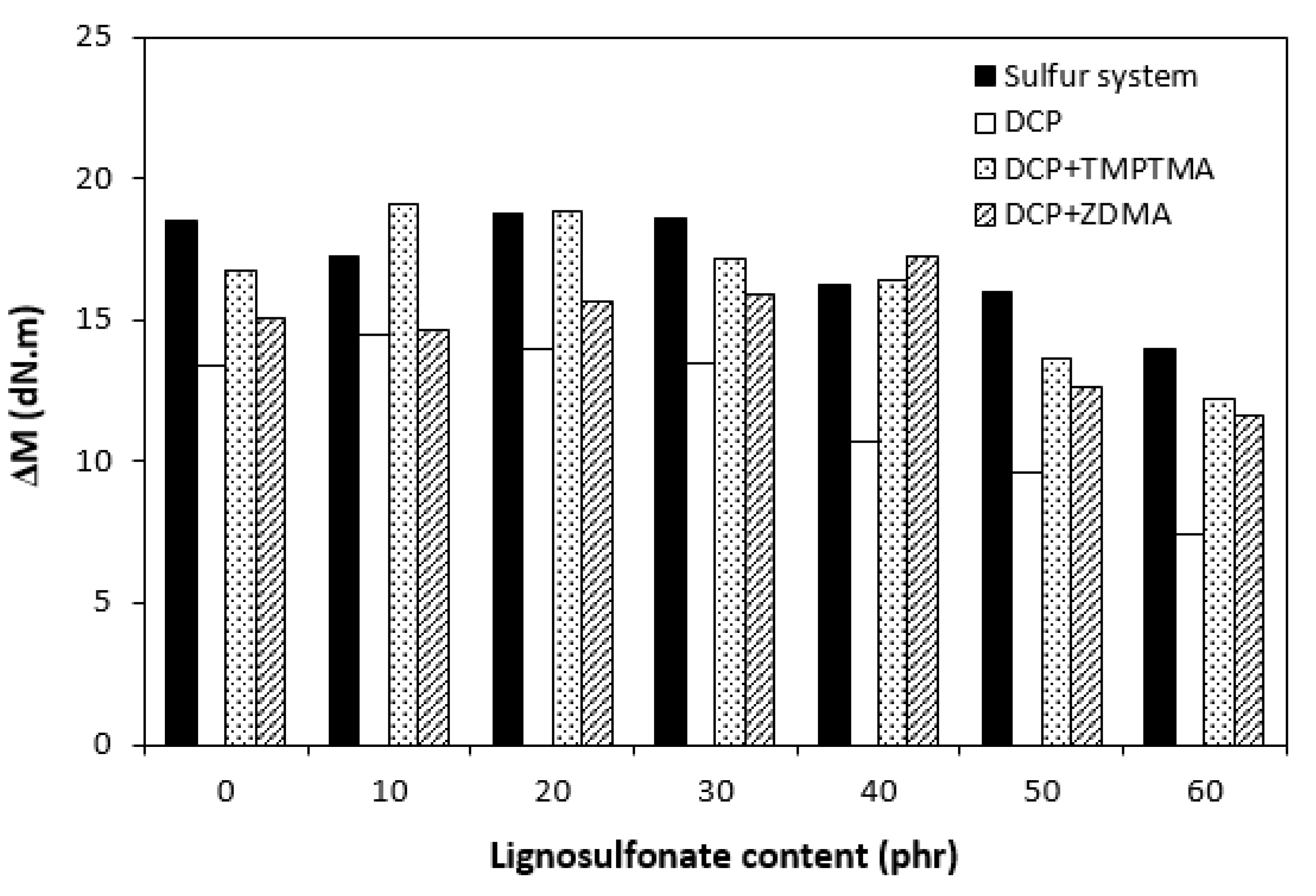
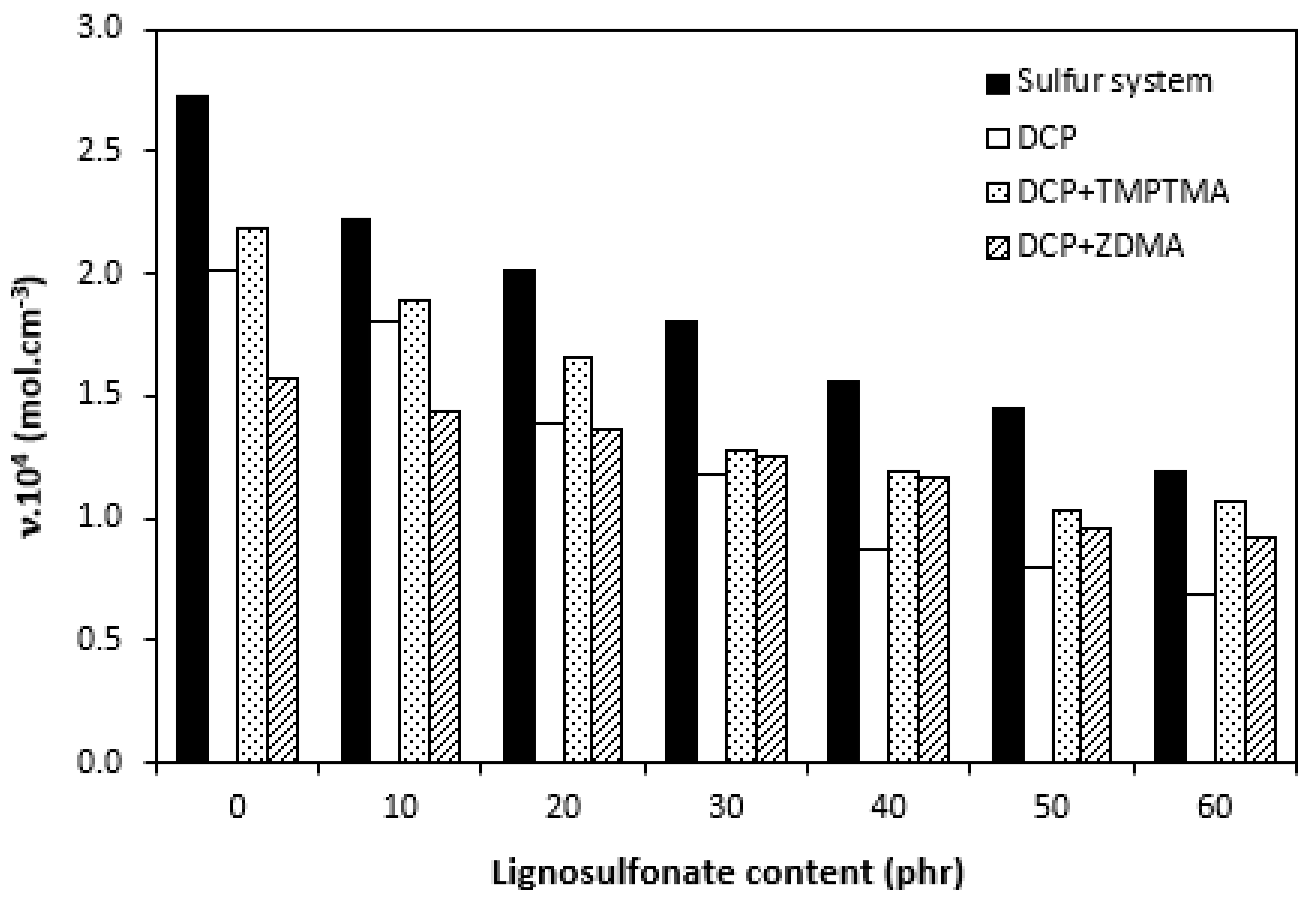
3.1. Influence of Lignosulfonate and Curing System Composition on Cross-Linking of Rubber Compounds
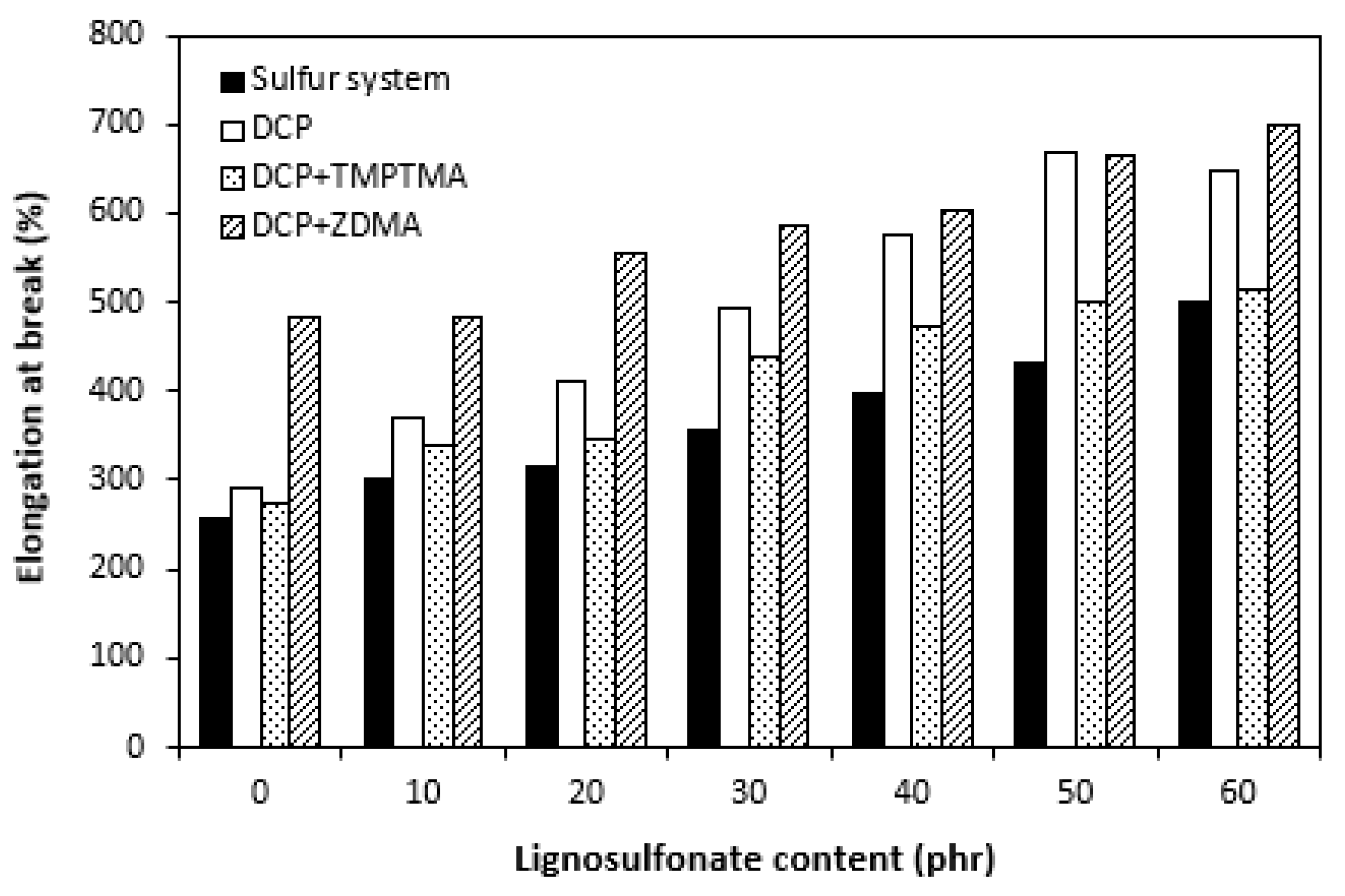
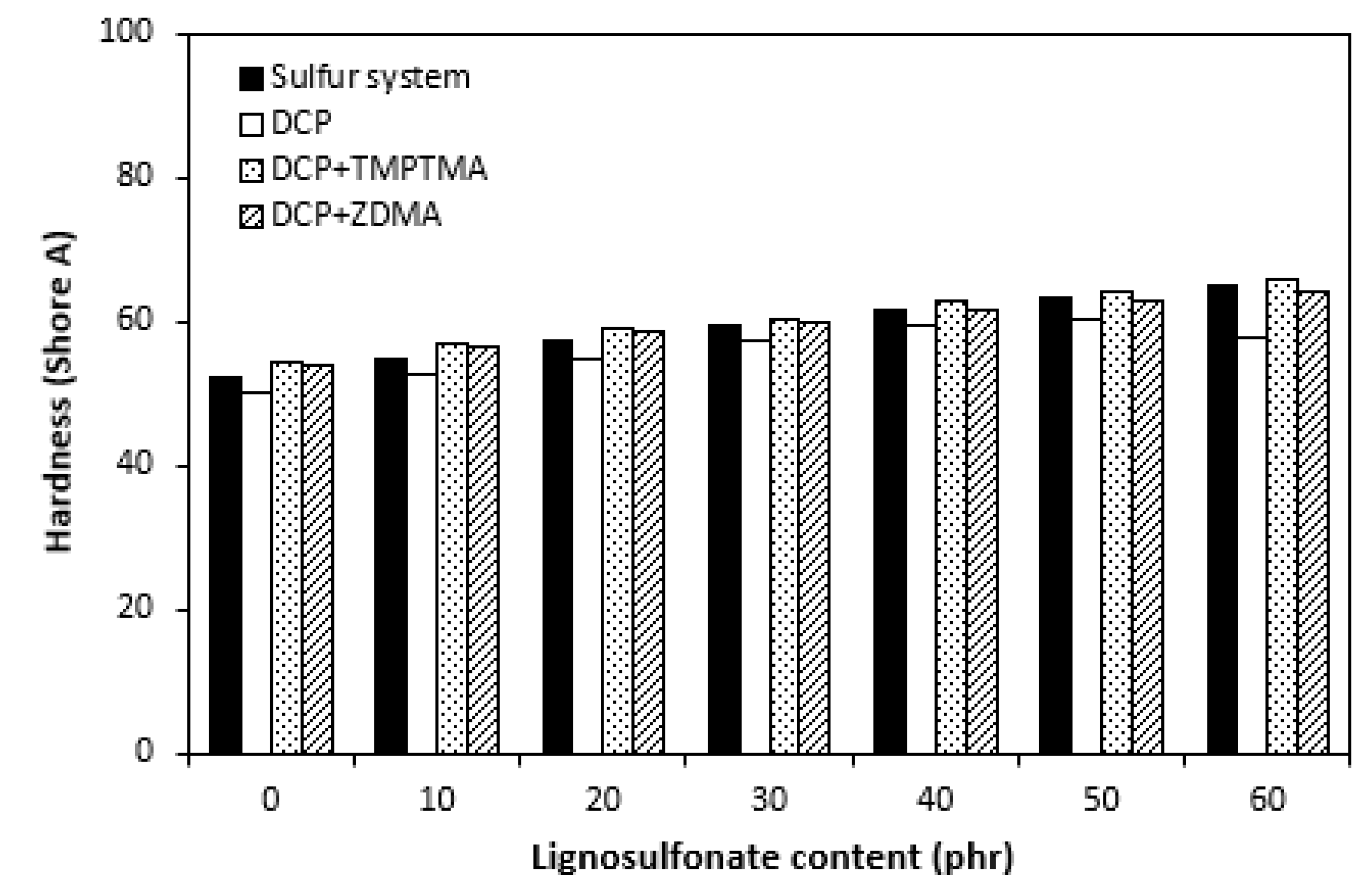
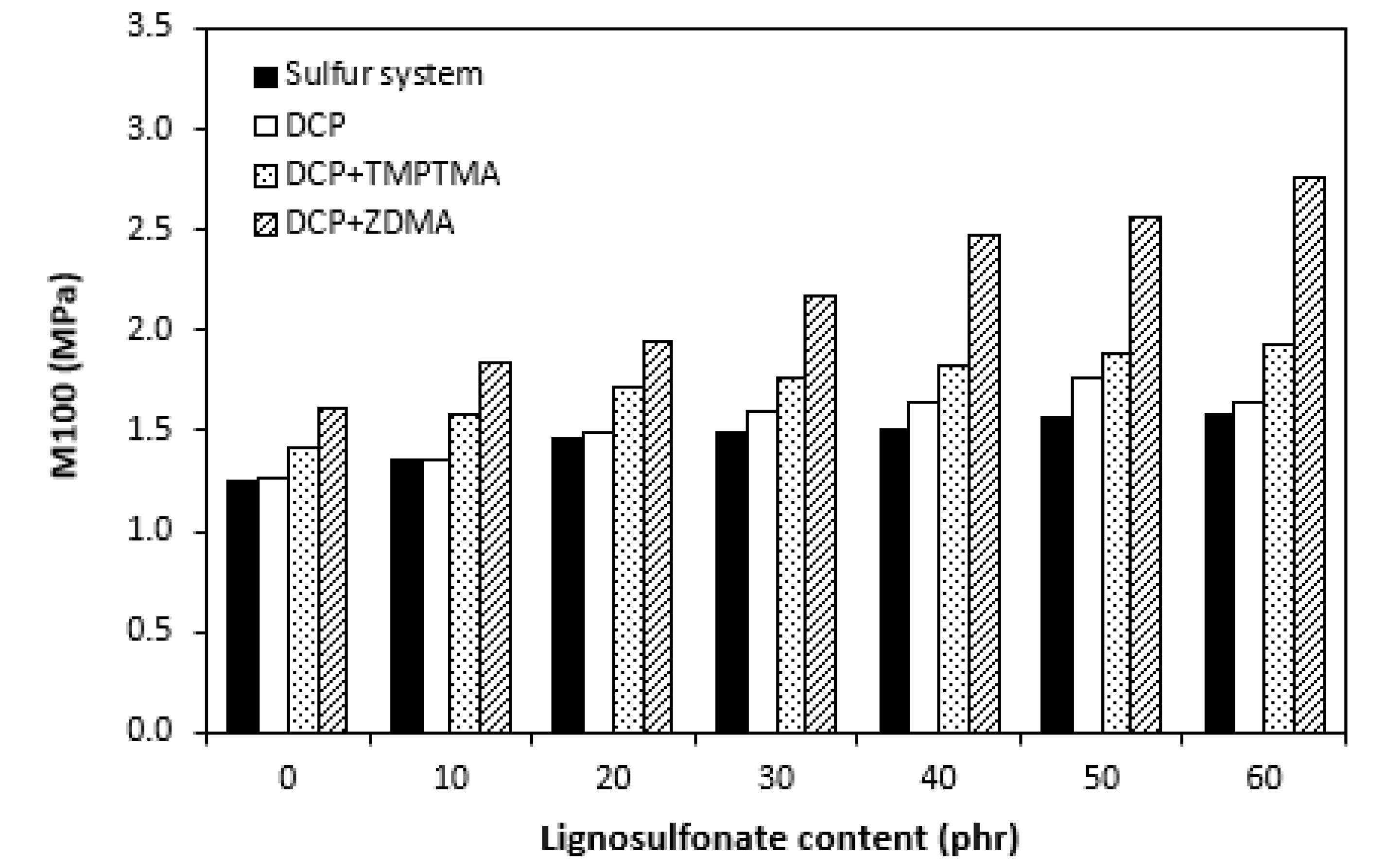
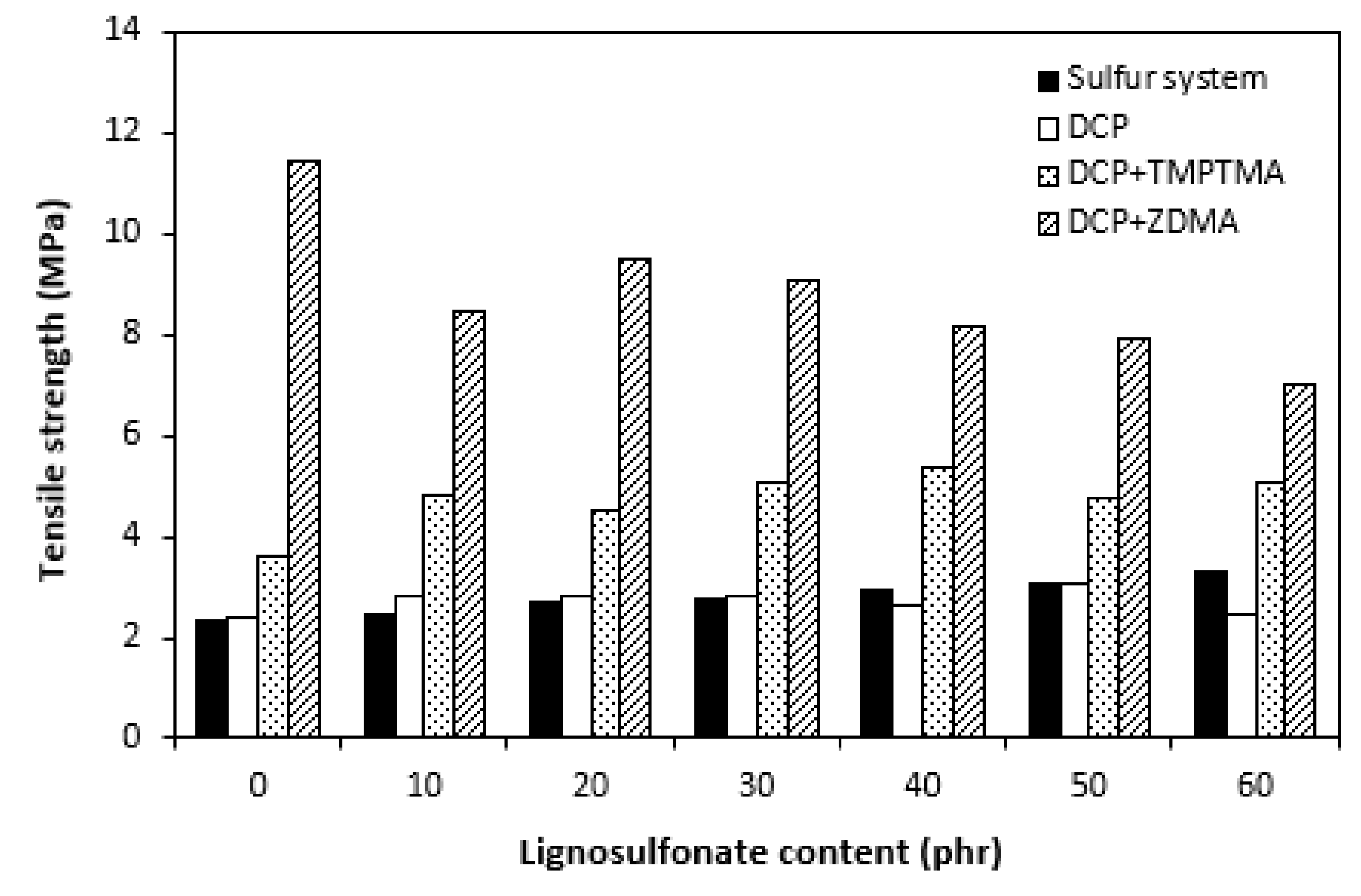
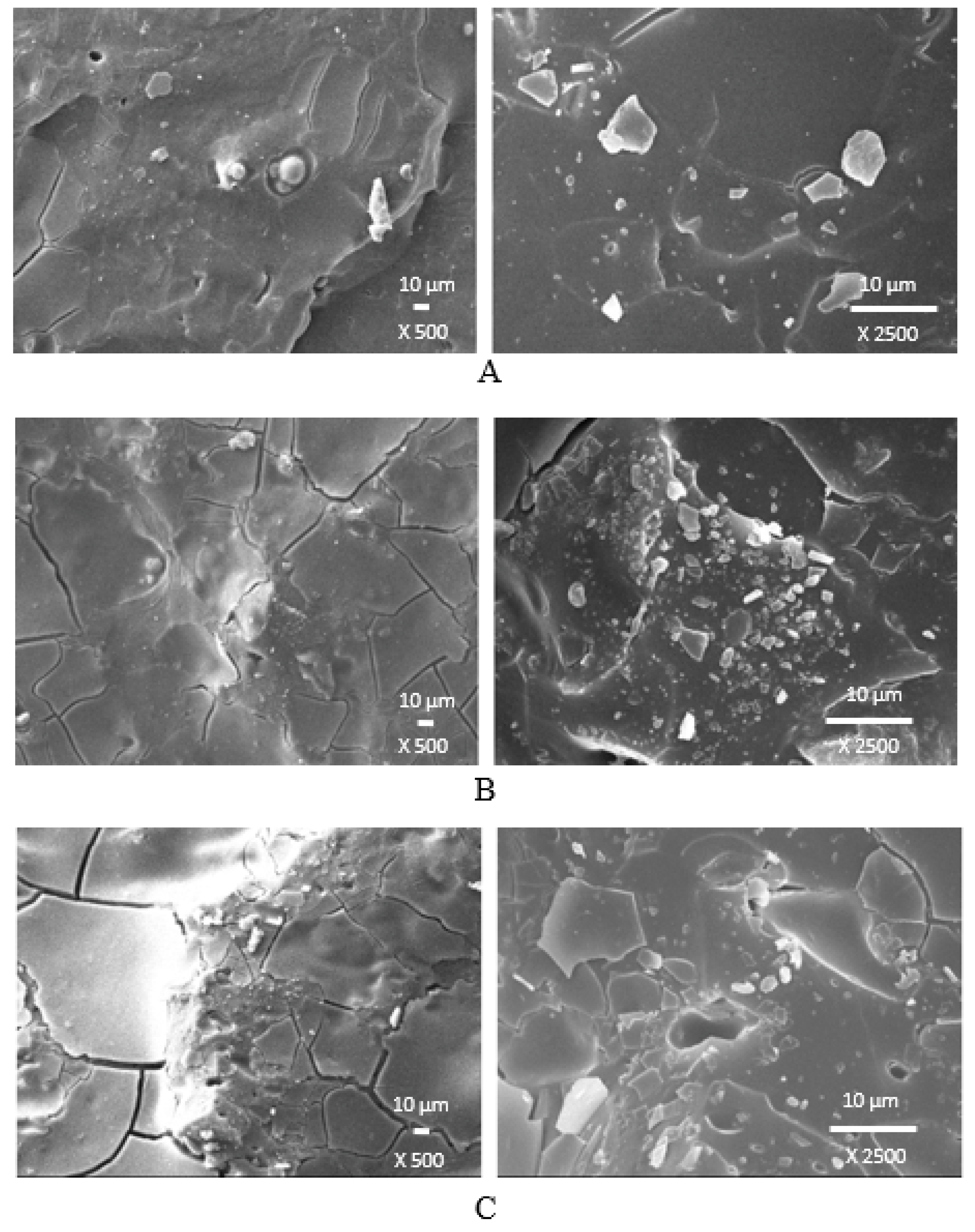
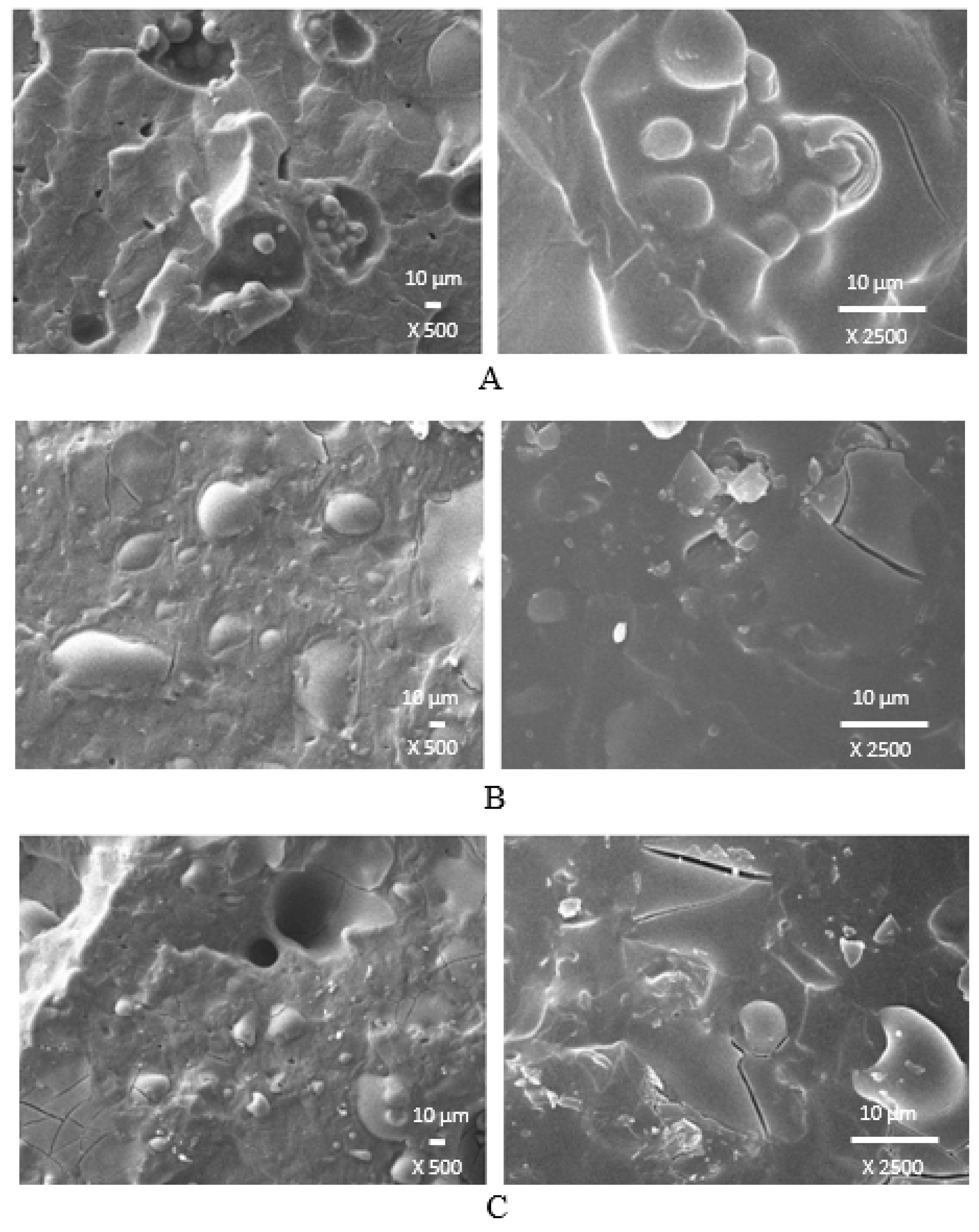
3.2. Influence of Lignosulfonate and Curing System Composition on Properties and Morphology of Composites
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Hait, S.; De, D.; Ghosh, P.; Chanda, J.; Mukhopadhyay, R.; Dasgupta, S.; Sallat, A.; Al Aiti, M.; Stöckelhuber, K.W.; Wießner, S.; et al. Understanding the coupling effect between lignin and polybutadiene elastomer. J. Compos. Sci. 2021, 5, 154. [Google Scholar] [CrossRef]
- Ragauskas, A.J.; Beckham, G.T.; Biddy, M.J.; Chandra, R.; Chen, F.; Davis, M.F.; Davison, B.H.; Dixon, R.A.; Gilna, P.; Keller, M.; et al. Lignin valorization: Improving lignin processing in the biorefinery. Science 2014, 344, 1246843. [Google Scholar] [CrossRef] [PubMed]
- Collins, M.N.; Nechifor, M.; Tanasǎ, F.; Zǎnoagǎ, M.; McLoughlin, A.; Strózyk, M.A.; Culebras, M.; Teacǎ, C.A. Valorization of lignin in polymer and composite systems for advanced engineering applications—A review. Int. J. Biol. Macromol. 2019, 131, 828–849. [Google Scholar] [CrossRef] [PubMed]
- Bajwa, D.S.; Pourhashem, G.; Ullah, A.H.; Bajwa, S.G. A concise review of current lignin production, applications, products and their environmental impact. Ind. Crops Prod. 2019, 139, 111526. [Google Scholar] [CrossRef]
- Laurichesse, S.; Avérous, L. Chemical modification of lignins: Towards biobased polymers. Prog. Polym. Sci. 2014, 39, 1266–1290. [Google Scholar] [CrossRef]
- Jiang, C.; He, H.; Jiang, H.; Ma, L.; Jia, D.M. Nano-lignin filled natural rubber composites: Preparation and characterization. Express Polym. Lett. 2013, 7, 480–493. [Google Scholar] [CrossRef]
- Klapiszewski, L.; Bula, K.; Sobczak, M.; Jesionowski, T. Influence of processing conditions on the thermal stability and mechanical properties of PP/silica-lignin composites. Int. J. Polym. Sci. 2016, 2016, 1627258. [Google Scholar] [CrossRef] [Green Version]
- Sadeghifar, H.; Argyropoulos, D.S. Correlations of the antioxidant properties of softwood kraft lignin fractions with the thermal stability of its blends with polyethylene. ACS Sustain. Chem. Eng. 2015, 3, 349–356. [Google Scholar] [CrossRef]
- Maraveas, C.; Bayer, I.S.; Bartzanas, T. Recent advances in antioxidant polymers: From sustainable and natural monomers to synthesis and applications. Polymers 2021, 13, 2465. [Google Scholar] [CrossRef]
- Marques, M.F.V.; Oliveira, R.J.B.; Araujo, R.S.; Amantes, B.P. In situ stabilization of polypropylene by lignin using a Ziegler-Natta catalyst. Polyolefins J. 2014, 1, 17–24. [Google Scholar]
- Dai, P.; Liang, M.; Ma, X.; Luo, Y.; He, M.; Gu, X.; Gu, Q.; Hussain, I.; Luo, Z. Highly efficient, environmentally friendly lignin-based flame retardant used in epoxy resin. ACS Omega 2020, 5, 32084–32093. [Google Scholar] [CrossRef] [PubMed]
- Yang, H.; Yu, B.; Xu, X.; Bourbigot, S.; Wang, H.; Song, P. Lignin-derived bio-based flame retardants toward high-performance sustainable polymeric materials. Green Chem. 2020, 22, 2129–2161. [Google Scholar] [CrossRef]
- Wang, C.; Kelley, S.S.; Vanditti, R.A. Lignin-based thermoplastic materials. Chem Sus Chem. 2016, 9, 770–783. [Google Scholar] [CrossRef] [PubMed]
- Hudec, I.; Kubačková, J.; Feranc, J.; Alexy, P.; Preťo, J. Application of lignosulfonate and starch as a component of rubber blends. Kaut. Gummi Kunst. 2013, 4, 39–42. [Google Scholar]
- Shorey, R.; Gupta, A.; Mekonnen, T.H. Hydrophobic modification of lignin for rubber composites. Ind. Crops Prod. 2021, 174, 114189. [Google Scholar] [CrossRef]
- Abid, U.; Gill, Y.Q.; Irfan, M.S.; Umer, R.; Saeed, F. Potential applications of polycarbohydrates, lignin, proteins, polyacids, and other renewable materials for the formulation of green elastomers. Int. J. Biol. Macromol. 2021, 181, 1–29. [Google Scholar] [CrossRef]
- Cao, Q.; Wu, Q.; Dai, L.; Shen, X.; Si, C. A well-defined lignin-based filler for tuning the mechanical properties of polymethyl methacrylate. Green Chem. 2021, 23, 2329–2335. [Google Scholar] [CrossRef]
- Lin, N.; Fan, D.; Chang, P.R.; Yu, J.; Cheng, X.; Huang, J. Structure and properties of poly(butylene succinate) filled with lignin: A case of lignosulfonate. J. Appl. Polym. Sci. 2011, 121, 1717–1724. [Google Scholar] [CrossRef]
- Datta, J.; Parcheta, P. A comparative study on selective properties of Kraft lignin—Natural rubber composites containing different plasticizers. Iran. Polym. J. 2017, 26, 453–466. [Google Scholar] [CrossRef] [Green Version]
- Wang, N.; Zhang, C.; Zhu, W.; Weng, Y. Improving interfacial adhesion of PLA/Lignin composites by one-step solvent-free modification method. J. Renew. Mater. 2020, 8, 1139–1149. [Google Scholar] [CrossRef]
- Mohamad Aini, N.A.; Othman, N.; Hussin, M.H.; Sahakaro, K.; Hayeemasae, N. Hydroxymethylation-modified lignin and its effectiveness as a filler in rubber composites. Processes 2019, 7, 315. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Z.; Terrasson, V.; Guénin, E. Lignin nanoparticles and their nanocomposites. Nanomaterials 2021, 11, 1136. [Google Scholar] [CrossRef] [PubMed]
- Dutta, K.; Singh, A. Chemical modification of lignin and thereafter grafting with lactic acid for flexible polymer film preparation. J. Appl. Polym. Sci. 2022, 139, 52320. [Google Scholar] [CrossRef]
- Mansilla, M.A.; Marzocca, A.J.; Macchi, C.; Somoza, A. Natural rubber/styrene-butadiene rubber blends prepared by solution mixing: Influence of vulcanization temperature using a Semi-EV sulfur curing system on the microstructural properties. Polym. Test. 2017, 63, 150–157. [Google Scholar] [CrossRef] [Green Version]
- Kruželák, J.; Sýkora, R.; Hudec, I. Sulphur and peroxide vulcanisation of rubber compounds—Overview. Chem. Pap. 2016, 70, 1533–1555. [Google Scholar] [CrossRef]
- Dondi, D.; Buttafava, A.; Zeffiro, A.; Palamini, C.; Lostritto, A.; Giannini, L.; Faucitano, A. The mechanisms of the sulphur-only and catalytic vulcanization of polybutadiene: An EPR and DFT study. Eur. Polym. J. 2015, 62, 222–235. [Google Scholar] [CrossRef]
- Cong, C.; Liu, Q.; Li, J.; Meng, X.; Zhou, Q. The effect of peroxide crosslinking on the synergistic crosslink of double bond and nitrile group of nitrile rubber in H2S environment. Polym. Test. 2019, 76, 298–304. [Google Scholar] [CrossRef]
- Wang, J.; Pan, S.; Zhang, Y.; Guo, S. Crosslink network evolution of BIIR/EPDM blends during peroxide vulcanization. Polym. Test. 2017, 59, 253–261. [Google Scholar] [CrossRef]
- Zedler, L.; Colom, X.; Canavate, J.; Reza Saeb, M.; Haponiuk, J.T.; Formela, K. Investigating the impact of curing system on structure-property relationship of natural rubber modified with brewery by-product and ground tire rubber. Polymers 2020, 12, 545. [Google Scholar] [CrossRef] [Green Version]
- Strohmeier, L.; Balasooriya, W.; Schrittesser, B.; van Duin, M.; Schlögl, S. Hybrid in situ reinforcement of EPDM rubber compounds based on phenolic novolac resin and ionic coagent. Appl. Sci. 2022, 12, 2432. [Google Scholar] [CrossRef]
- Zhao, X.; Cornish, K.; Vodovotz, Y. Synergistic mechanisms underlie the peroxide and coagent improvement of natural-rubber-toughened poly(3-hydroxybutyrate-co-3-hydroxyvalerate) mechanical performance. Polymers 2019, 11, 565. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lee, Y.S.; Ha, K.R. Effects of co-agent type and content on curing characteristics and mechanical properties of HNBR composite. Elastom. Compos. 2020, 55, 95–102. [Google Scholar]
- Yuan, Z.; Li, W.; Li, C.; Ye, L. Construction of multiple crosslinking networks in EPDM rubber: Synergistic reinforcing effect of graphene-zinc dimethacrylate on EPDM and improvement mechanism of sealing resilience. Compos. A 2019, 121, 254–264. [Google Scholar] [CrossRef]
- Laying, B.; De Keyzer, J.; Seveno, D.; Van Bael, A. Effect of co-agents on adhesion between peroxide cured ethylene-propylene-diene monomer and thermoplastics in two-component injection molding. J. Appl. Polym. Sci. 2019, 136, 48414. [Google Scholar] [CrossRef]
- Kruželák, J.; Sýkora, R.; Hudec, I. Vulcanization of rubber compounds with peroxide curing systems. Rubber Chem. Technol. 2017, 90, 60–88. [Google Scholar] [CrossRef]
- Dong, X.; Ma, N.; Han, B.; Guo, P.; Huang, Y. Improved distribution homogeneity of carbonyl iron particles in magnetorheological elastomers by adding zinc dimethacrylate. Smart Mater. Struct. 2020, 29, 025021. [Google Scholar] [CrossRef]
- Kraus, G. Swelling of filler-reinforced vulcanizates. J. Appl. Polym. Sci. 1963, 7, 861–871. [Google Scholar] [CrossRef]
- Chapman, A.; Johnson, T. The role of zinc in the vulcanization of styrene-butadiene rubbers. Kaut. Gummi Kunst. 2005, 58, 358–361. [Google Scholar]
- Coran, A.Y. Chemistry of the vulcanization and protection of elastomers: A review of the achievements. J. Appl. Polym. Sci. 2003, 87, 24–30. [Google Scholar] [CrossRef]
- Kyselá, G.; Hudec, I.; Alexy, P. Manufacturing and Processing of Rubber, 1st ed.; Bratislava, Slovak University of Technology Press: Bratislava, Slovakia, 2010. [Google Scholar]
- Kruželák, J.; Kvasničáková, A.; Hložeková, K.; Hudec, I. Influence of dicumyl peroxide and Type I and II co-agents on cross-linking and physical-mechanical proprties of rubber compounds based on NBR. Plast. Rubber Compos. 2020, 49, 307–320. [Google Scholar] [CrossRef]
- Valentín, J.L.; Posadas, P.; Fernández-Torres, A.; Malmierca, M.A.; González, L.; Chassé, W.; Saalwächter, K. Inhomogeneities and chain dynamics in diene rubbers vulcanized with different cure systems. Macromolecules 2010, 43, 421–4222. [Google Scholar] [CrossRef]
- Ansarifar, A. Highly Efficient Methods for Sulfur Vulcanization Techniques, Results and Implications; Balboa Press: Bloomington, IN, USA, 2022. [Google Scholar]
- Ferradino, G. Antioxidant selection for peroxide cure elastomer applications. Rubber Chem. Technol. 2003, 76, 694–718. [Google Scholar] [CrossRef]
- Antonovski, V.L.; Khursan, S.L. Physical Chemistry of Organic Peroxides; Brill Academic Publisher: Leiden, The Netherlands, 2005. [Google Scholar]
- Conley, M.L.; Mohammed, F.S.; Wislow, C.; Eldridge, H.; Cogen, J.M.; Chaudhary, B.I.; Pollet, P.; Liotta, C.L. Mechanism of acid-catalyzed decomposition of dicumyl peroxide in dodecane: Intermediacy of cumene hydroperoxide. Ind. Eng. Chem. Res. 2016, 55, 5865–5873. [Google Scholar] [CrossRef]
- Alam, M.N.; Kumar, V.; Potiyaraj, P.; Lee, D.J.; Choi, J. Mutual dispersion of graphite–silica binary fillers and its effects on curing, mechanical, and aging properties of natural rubber composites. Polym. Bull. 2022, 79, 2707–2724. [Google Scholar] [CrossRef]
- Alam, M.N.; Kumar, V.; Potiyaraj, P.; Lee, D.J.; Choi, J. Synergistic activities of binary accelerators in presence of magnesium oxide as a cure activator in the vulcanization of natural rubber. J. Elastom. Plast. 2022, 54, 123–144. [Google Scholar] [CrossRef]
- Areskogh, D.; Li, J.; Gellerstedt, G.; Henriksson, G. Structural modification of commercial lignosulphonates through laccase catalysis and ozonolysis. Ind. Crops Prod. 2010, 32, 458–466. [Google Scholar] [CrossRef]
- Ruwoldt, J. A Critical review of the physicochemical properties of lignosulfonates: Chemical structure and behavior in aqueous solution, at surfaces and interfaces. Surfaces 2020, 3, 622–648. [Google Scholar] [CrossRef]
- Bahl, K.; Jana, S.C. Surface modification of lignosulfonates for reinforcement of styrene–butadiene rubber compounds. J. Appl. Polym. Sci. 2014, 131, 40123. [Google Scholar] [CrossRef]
- Hemmilä, V.; Hosseinpourpia, R.; Adamopoulos, S.; Eceiza, A. Characterization of wood-based industrial biorefinery lignosulfonates and supercritical water hydrolysis lignin. Waste Biomass. Valorization 2020, 11, 5835–5845. [Google Scholar] [CrossRef] [Green Version]
- Henning, S.K.; Costin, R. Fundamentals of curing elastomers with peroxides and coagents. Rubber World 2006, 233, 28–35. [Google Scholar]
- Lu, Y.; Liu, L.; Tian, M.; Geng, H.; Zhang, L. Study on mechanical properties of elastomers reinforced by zinc dimethacrylate. Eur. Polym. J. 2005, 41, 589–598. [Google Scholar] [CrossRef]
- Zhao, M.; Chen, H.; Yuan, J.; Wu, Y.; Li, S.; Liu, R. The study of ionic and entanglements self-healing behavior of zinc dimethacrylate enhanced natural rubber and natural rubber/butyl rubber composite. J. Appl. Polym. Sci. 2022, 139, 52084. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | N | C | H | S | -OH |
|---|---|---|---|---|---|
| wt.% | 0.14 | 46.63 | 5.35 | 5.62 | 1.56 |
| EPDM | ZnO | Stearic Acid | CBS | Sulfur | DCP | TMPTMA | ZDMA | Filler | |
|---|---|---|---|---|---|---|---|---|---|
| Form. 1 | 100 | 3 | 2 | 1.5 | 1.5 | 0–60 | |||
| Form. 2 | 100 | 1 | 0–60 | ||||||
| Form. 3 | 100 | 1 | 10 | 0–60 | |||||
| Form. 4 | 100 | 1 | 10 | 0–60 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kruželák, J.; Hložeková, K.; Kvasničáková, A.; Tomanová, K.; Hudec, I. Application of Sulfur and Peroxide Curing Systems for Cross-Linking of Rubber Composites Filled with Calcium Lignosulfonate. Polymers 2022, 14, 1921. https://doi.org/10.3390/polym14091921
Kruželák J, Hložeková K, Kvasničáková A, Tomanová K, Hudec I. Application of Sulfur and Peroxide Curing Systems for Cross-Linking of Rubber Composites Filled with Calcium Lignosulfonate. Polymers. 2022; 14(9):1921. https://doi.org/10.3390/polym14091921
Chicago/Turabian StyleKruželák, Ján, Klaudia Hložeková, Andrea Kvasničáková, Katarína Tomanová, and Ivan Hudec. 2022. "Application of Sulfur and Peroxide Curing Systems for Cross-Linking of Rubber Composites Filled with Calcium Lignosulfonate" Polymers 14, no. 9: 1921. https://doi.org/10.3390/polym14091921
APA StyleKruželák, J., Hložeková, K., Kvasničáková, A., Tomanová, K., & Hudec, I. (2022). Application of Sulfur and Peroxide Curing Systems for Cross-Linking of Rubber Composites Filled with Calcium Lignosulfonate. Polymers, 14(9), 1921. https://doi.org/10.3390/polym14091921