

Effects of Annealing for Strength Enhancement of FDM 3D-Printed ABS Reinforced with Recycled Carbon Fiber


Abstract
:1. Introduction
2. Materials and Methods
2.1. Filament Fabrication
2.2. FDM 3D Printing Specifications
2.3. Annealing
2.4. Mechanical Testing
2.4.1. Filament Single Fiber Tensile Testing
2.4.2. FDM 3D-Printed Sample Mechanical Testing
2.5. Dimensional Analysis
2.6. Morphology Analysis
3. Characterization of Self-Fabricated rCF/ABS Filaments
3.1. Filament Single Fiber Tensile Test
3.2. Analysis of Filament Fracture Surface
4. Results and Discussion of Annealed FDM 3D-Printed Specimens
4.1. Mechanical Properties
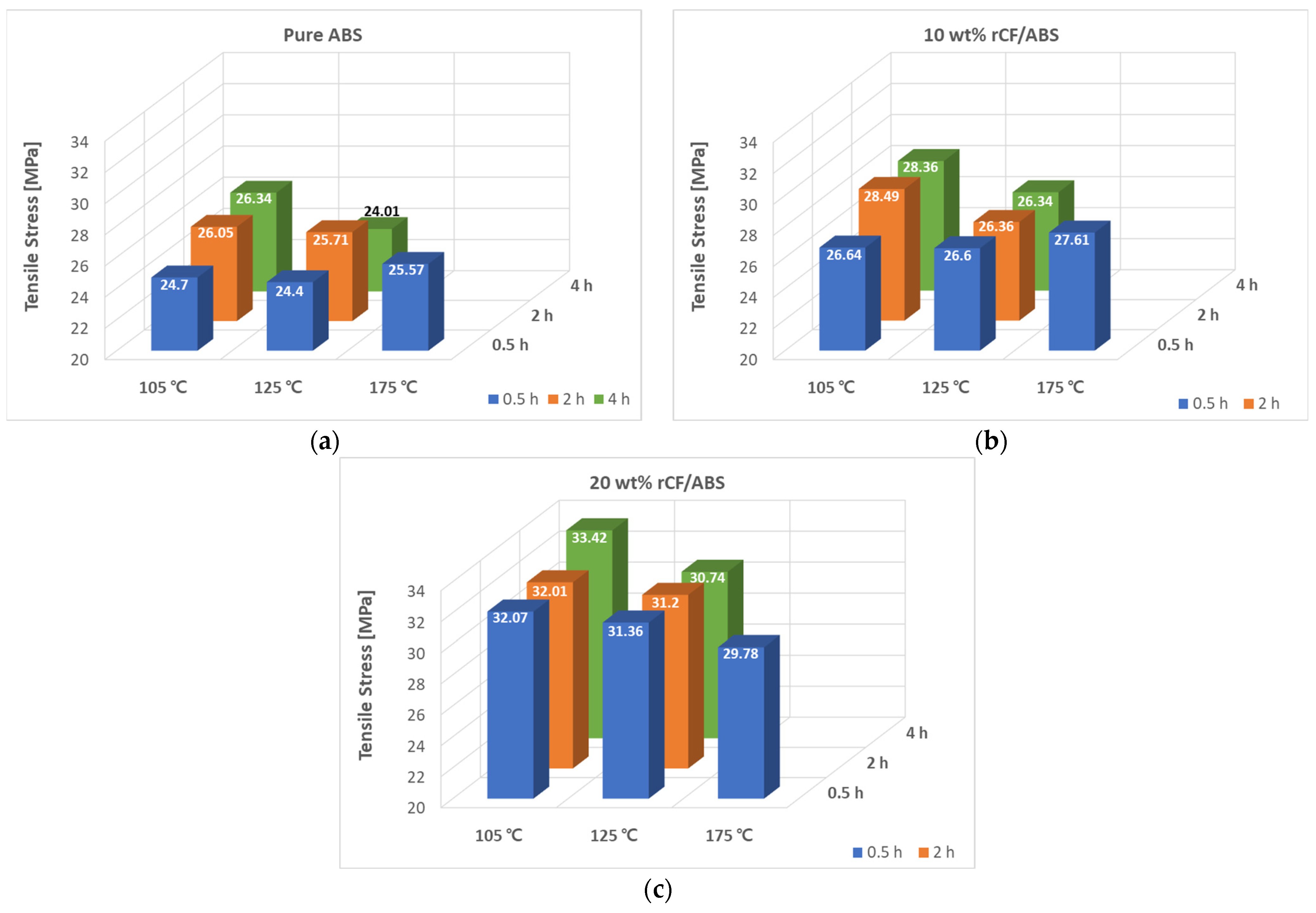
4.1.1. FDM 3D-Printed Samples’ Tensile Test Results
4.1.2. FDM 3D-Printed Samples’ Flexural Test Results
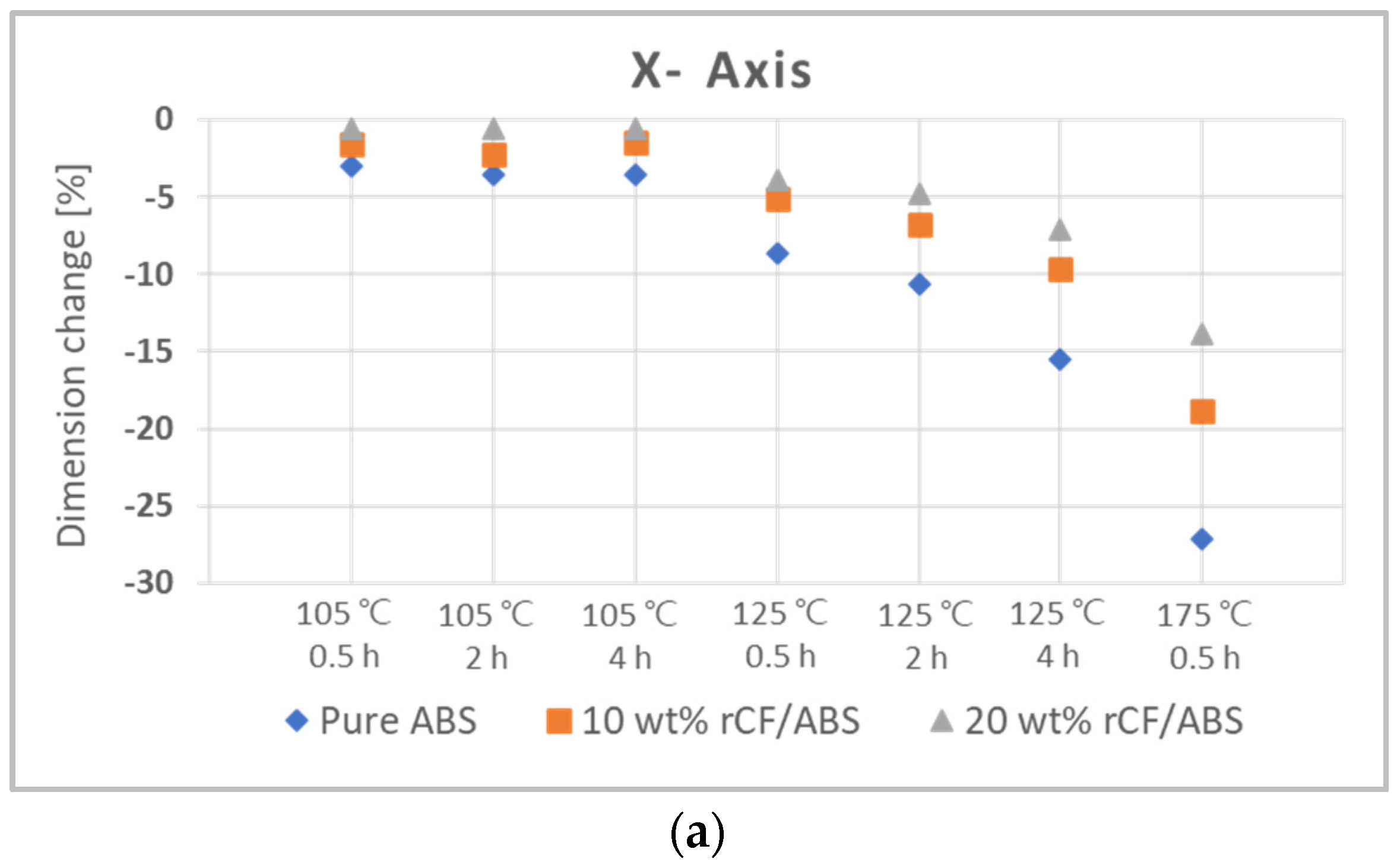
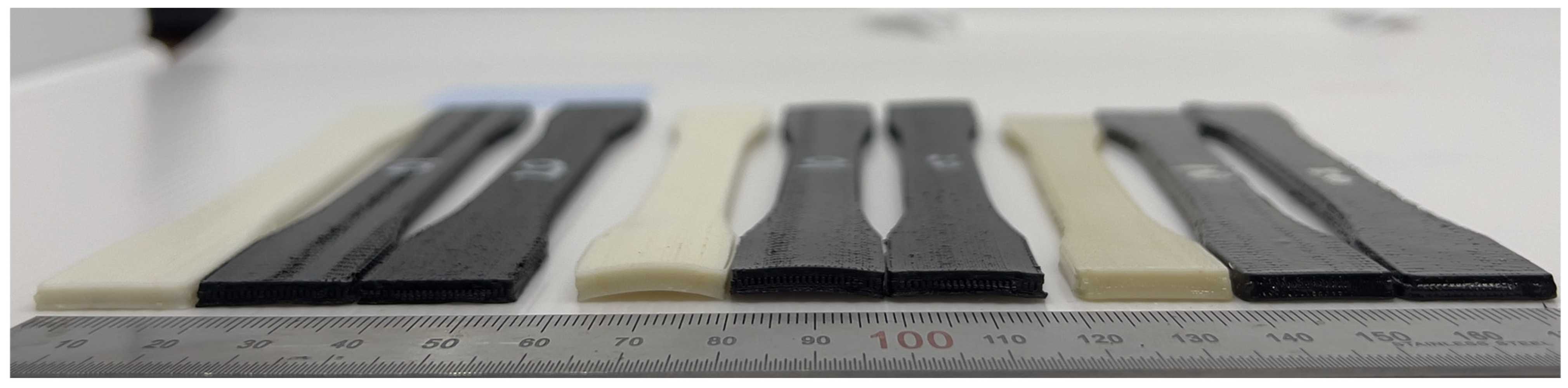
4.2. Post-Annealing Dimension Analysis
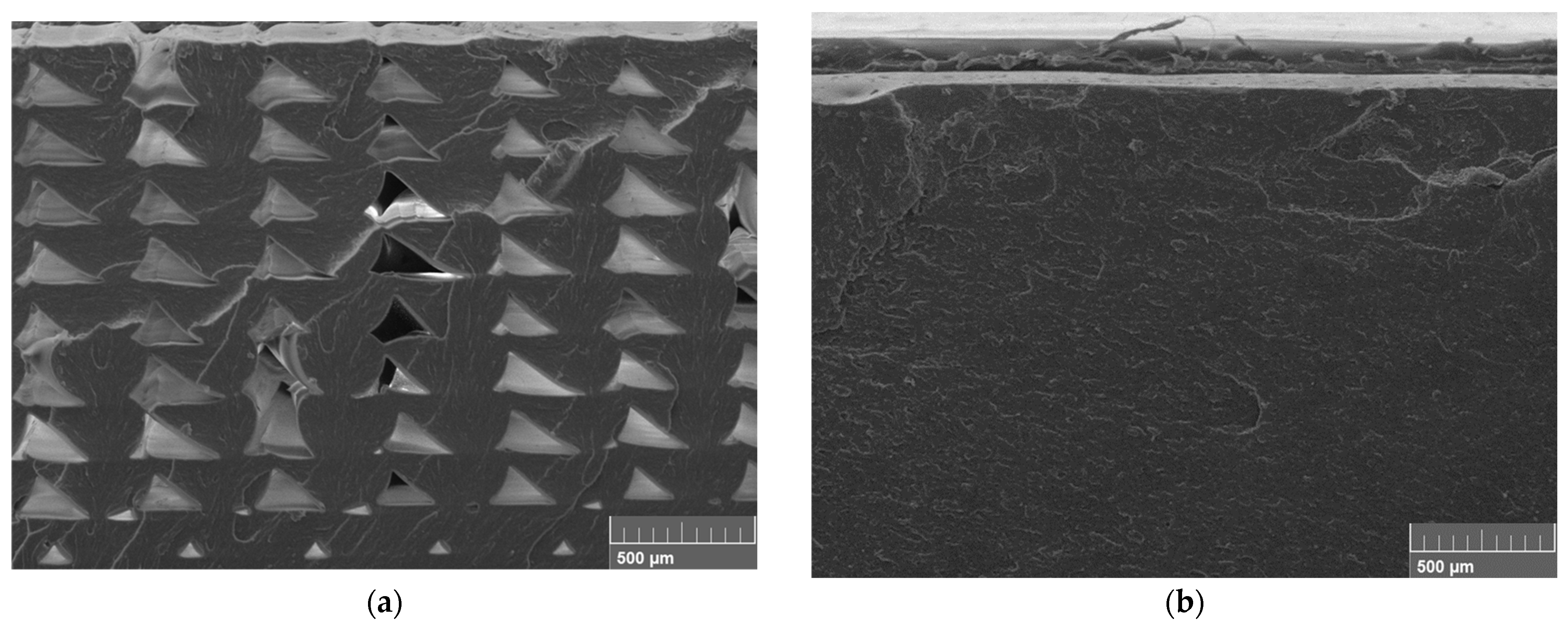
4.3. Post-Annealing Morphorlogy Analysis
5. Conclusions
- The mechanical properties of the filament produced under various temperature combinations of the filament extruder were found to be closely related to the temperature of heat zone 1. The conditions that showed the highest tensile properties were all achieved when the temperature of heat zone 1, which was close to the nozzle, was the lowest at 200 °C. However, heat zones 2–3 did not significantly affect the tensile properties.
- Cross-sectional microstructure analysis of filaments with different fiber content showed that internal pores increase with increasing fiber content; in particular, large and small pores were observed at 20 wt% rCF, suggesting that internal pores increase with increasing fiber content, which may adversely affect the mechanical properties.
- Tensile and flexural tests showed that the addition of rCF significantly affected the mechanical properties. The tensile strength and modulus increased with fiber reinforcement, and the flexural modulus increased with the fiber content. The exception was the flexural strength at 20 wt% rCF, which was lower than that of pure ABS. This decrease in flexural strength is consistent with the defects observed in the filament cross-sectional analysis with increasing fiber content.
- Most of the annealed specimens had their highest tensile strengths at 105 °C and 4 h, and the tensile modulus increased proportionally with increasing treatment temperature and time. The largest increase was at 20 wt% rCF, where the strength and modulus increased by 12.94% and 36.44%, respectively.
- The flexural properties showed an increase in strength and modulus due to annealing at all temperature and time conditions. The largest increase in flexural stress (42.33%) and modulus (71.47%) occurred at 175 °C for the 20 wt% rCF sample.
- Observation of the fracture surfaces of the tensile sample after annealing confirmed that the voids between the beads caused by the FDM process healed as the annealing temperature increased. We also observed a reduction in micropores due to the addition of rCF and the closure of the gaps between the rCF and polymer. This was closely related to the improvement in the mechanical properties due to annealing.
- Annealing has a significant impact on sample dimensions. In particular, it causes large shrinkage in the same direction as the printing direction in FDM printing. However, this deformation decreases significantly as the rCF content increases.
- The results of the mechanical property improvement and dimensional stability due to annealing show that rCF-reinforced ABS is more suitable for annealing than pure ABS.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A




References
- Wong, K.V.; Hernandez, A. A review of additive manufacturing. Int. Sch. Res. Not. 2012, 2012, 208760. [Google Scholar] [CrossRef] [Green Version]
- Ali, Z.; Yan, Y.; Mei, H.; Cheng, L.; Zhang, L. Effect of infill density, build direction and heat treatment on the tensile mechanical properties of 3D-printed carbon-fiber nylon composites. Compos. Struct. 2023, 304, 116370. [Google Scholar] [CrossRef]
- Sharma, S.; Sudhakara, P.; Nijjar, S.; Saini, S.; Singh, G. Recent progress of composite materials in various novel engineering applications. Mater. Today Proc. 2018, 5, 28195–28202. [Google Scholar] [CrossRef]
- Filgueira, D.; Holmen, S.; Melbø, J.K.; Moldes, D.; Echtermeyer, A.T.; Chinga-Carrasco, G. 3D printable filaments made of biobased polyethylene biocomposites. Polymers 2018, 10, 314. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Henke, K.; Treml, S. Wood based bulk material in 3D printing processes for applications in construction. Eur. J. Wood Wood Prod. 2013, 71, 139–141. [Google Scholar] [CrossRef]
- Conner, B.P.; Manogharan, G.P.; Martof, A.N.; Rodomsky, L.M.; Rodomsky, C.M.; Jordan, D.C.; Limperos, J.W. Making sense of 3-D printing: Creating a map of additive manufacturing products and services. Addit. Manuf. 2014, 1, 64–76. [Google Scholar] [CrossRef]
- Mani, M.; Lyons, K.W.; Gupta, S.K. Sustainability characterization for additive manufacturing. J. Res. Natl. Inst. Stand. Technol. 2014, 119, 419. [Google Scholar] [CrossRef]
- Rosen, D.W. Computer-aided design for additive manufacturing of cellular structures. Comput. Aided Des. Appl. 2007, 4, 585–594. [Google Scholar] [CrossRef]
- Popescu, D.; Zapciu, A.; Amza, C.; Baciu, F.; Marinescu, R. FDM process parameters influence over the mechanical properties of polymer specimens: A review. Polym. Test. 2018, 69, 157–166. [Google Scholar] [CrossRef]
- Fina, F.; Goyanes, A.; Gaisford, S.; Basit, A.W. Selective laser sintering (SLS) 3D printing of medicines. Int. J. Pharm. 2017, 529, 285–293. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Dermeik, B.; Travitzky, N. Laminated object manufacturing of ceramic-based materials. Adv. Eng. Mater. 2020, 22, 2000256. [Google Scholar] [CrossRef]
- Unkovskiy, A.; Schmidt, F.; Beuer, F.; Li, P.; Spintzyk, S.; Kraemer Fernandez, P. Stereolithography vs. direct light processing for rapid manufacturing of complete denture bases: An in vitro accuracy analysis. J. Clin. Med. 2021, 10, 1070. [Google Scholar] [CrossRef]
- Wang, P.; Zou, B.; Ding, S.; Huang, C.; Shi, Z.; Ma, Y.; Yao, P. Preparation of short CF/GF reinforced PEEK composite filaments and their comprehensive properties evaluation for FDM-3D printing. Compos. B Eng. 2020, 198, 108175. [Google Scholar] [CrossRef]
- Ning, F.; Cong, W.; Qiu, J.; Wei, J.; Wang, S. Additive manufacturing of carbon fiber reinforced thermoplastic composites using fused deposition modeling. Compos. B Eng. 2015, 80, 369–378. [Google Scholar] [CrossRef]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Li, H.; Wang, T.; Li, Q.; Yu, Z.; Wang, N. A quantitative investigation of distortion of polylactic acid/PLA) part in FDM from the point of interface residual stress. Int. J. Adv. Manuf. Technol. 2018, 94, 381–395. [Google Scholar] [CrossRef]
- Casavola, C.; Cazzato, A.; Moramarco, V.; Pappalettera, G. Residual stress measurement in fused deposition modelling parts. Polym. Test. 2017, 58, 249–255. [Google Scholar] [CrossRef]
- Handwerker, M.; Wellnitz, J.; Marzbani, H.; Tetzlaff, U. Annealing of chopped and continuous fibre reinforced polyamide 6 produced by fused filament fabrication. Compos. B Eng. 2021, 223, 109119. [Google Scholar] [CrossRef]
- Wickramasinghe, S.; Do, T.; Tran, P. FDM-based 3D printing of polymer and associated composite: A review on mechanical properties, defects and treatments. Polymers 2020, 12, 1529. [Google Scholar] [CrossRef]
- Shofner, M.L.; Lozano, K.; Rodríguez-Macías, F.J.; Barrera, E.V. Nanofiber-reinforced polymers prepared by fused deposition modeling. J. Appl. Polym. Sci. 2003, 89, 3081–3090. [Google Scholar] [CrossRef]
- Wang, P.; Pan, A.; Xia, L.; Cao, Y.; Zhang, H.; Wu, W. Effect of process parameters of fused deposition modeling on mechanical properties of poly-ether-ether-ketone and carbon fiber/poly-ether-ether-ketone. High Perform. Polym. 2022, 34, 337–351. [Google Scholar] [CrossRef]
- Peng, X.; Zhang, M.; Guo, Z.; Sang, L.; Hou, W. Investigation of processing parameters on tensile performance for FDM-printed carbon fiber reinforced polyamide 6 composites. Compos. Commun. 2020, 22, 100478. [Google Scholar] [CrossRef]
- Zak, G.; Haberer, M.; Park, C.B.; Benhabib, B. Mechanical properties of short-fibre layered composites: Prediction and experiment. Rapid Prototyp. J. 2000, 6, 107–118. [Google Scholar] [CrossRef]
- Chacón, J.M.; Caminero, M.A.; Núñez, P.J.; García-Plaza, E.; García-Moreno, I.; Reverte, J.M. Additive manufacturing of continuous fibre reinforced thermoplastic composites using fused deposition modelling: Effect of process parameters on mechanical properties. Compos. Sci. Technol. 2019, 181, 107688. [Google Scholar] [CrossRef]
- Heidari-Rarani, M.; Rafiee-Afarani, M.; Zahedi, A.M. Mechanical characterization of FDM 3D printing of continuous carbon fiber reinforced PLA composites. Compos. B Eng. 2019, 175, 107147. [Google Scholar] [CrossRef]
- Shehab, E.; Meiirbekov, A.; Amantayeva, A.; Suleimen, A.; Tokbolat, S.; Sarfraz, S. A cost modelling system for recycling carbon fiber-reinforced composites. Polymers 2021, 13, 4208. [Google Scholar] [CrossRef]
- Li, X.; Bai, R.; McKechnie, J. Environmental and financial performance of mechanical recycling of carbon fibre reinforced polymers and comparison with conventional disposal routes. J. Clean. Prod. 2016, 127, 451–460. [Google Scholar] [CrossRef]
- Pakdel, E.; Kashi, S.; Varley, R.; Wang, X. Recent progress in recycling carbon fibre reinforced composites and dry carbon fibre wastes. Resour. Conserv. Recycl. 2021, 166, 105340. [Google Scholar] [CrossRef]
- Yip, H.L.H.; Pickering, S.J.; Rudd, C.D. Characterisation of carbon fibres recycled from scrap composites using fluidised bed process. Plast. Rubber Compos. 2002, 31, 278–282. [Google Scholar] [CrossRef]
- Wong, K.; Rudd, C.; Pickering, S.; Liu, X. Composites recycling solutions for the aviation industry. Sci. China Technol. Sci. 2017, 60, 1291–1300. [Google Scholar] [CrossRef]
- Liu, W.; Huang, H.; Zhu, L.; Liu, Z. Integrating carbon fiber reclamation and additive manufacturing for recycling CFRP waste. Compos. B Eng. 2021, 215, 108808. [Google Scholar] [CrossRef]
- Todoroki, A.; Oasada, T.; Mizutani, Y.; Suzuki, Y.; Ueda, M.; Matsuzaki, R.; Hirano, Y. Tensile property evaluations of 3D printed continuous carbon fiber reinforced thermoplastic composites. Adv. Compos. Mater. 2020, 29, 147–162. [Google Scholar] [CrossRef]
- Tekinalp, H.L.; Kunc, V.; Velez-Garcia, G.M.; Duty, C.E.; Love, L.J.; Naskar, A.K.; Blue, C.A.; Ozcan, S. Highly oriented carbon fiber–polymer composites via additive manufacturing. Compos. Sci. Technol. 2014, 105, 144–150. [Google Scholar] [CrossRef] [Green Version]
- Fitzharris, E.R.; Watt, I.; Rosen, D.W.; Shofner, M.L. Interlayer bonding improvement of material extrusion parts with polyphenylene sulfide using the Taguchi method. Addit. Manuf. 2018, 24, 287–297. [Google Scholar] [CrossRef]
- Bhandari, S.; Lopez-Anido, R.A.; Gardner, D.J. Enhancing the interlayer tensile strength of 3D printed short carbon fiber reinforced PETG and PLA composites via annealing. Addit. Manuf. 2019, 30, 100922. [Google Scholar] [CrossRef]
- Akhoundi, B.; Nabipour, M.; Hajami, F.; Shakoori, D. An experimental study of nozzle temperature and heat treatment (annealing) effects on mechanical properties of high-temperature polylactic acid in fused deposition modeling. Polym. Eng. Sci. 2020, 60, 979–987. [Google Scholar] [CrossRef]
- Basgul, C.; Yu, T.; MacDonald, D.W.; Siskey, R.; Marcolongo, M.; Kurtz, S.M. Does annealing improve the interlayer adhesion and structural integrity of FFF 3D printed PEEK lumbar spinal cages? J. Mech. Behav. Biomed. Mater. 2020, 102, 103455. [Google Scholar] [CrossRef]
- Kumar, K.S.; Soundararajan, R.; Shanthosh, G.; Saravanakumar, P.; Ratteesh, M. Augmenting effect of infill density and annealing on mechanical properties of PETG and CFPETG composites fabricated by FDM. Mater. Today Proc. 2021, 45, 2186–2191. [Google Scholar] [CrossRef]
- Billah, K.M.M.; Lorenzana, F.A.; Martinez, N.L.; Wicker, R.B.; Espalin, D. Thermomechanical characterization of short carbon fiber and short glass fiber-reinforced ABS used in large format additive manufacturing. Addit. Manuf. 2020, 35, 101299. [Google Scholar] [CrossRef]
- ASTM D638-14; Standard Test Method for Tensile Properties of Plastics. Annual Book ASTM Standard: West Conshohocken, PA, USA, 2014; pp. 1–17.
- ASTM D790-07; Standard Test Methods for Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating Materials. ASTM Int.: West Conshohocken, PA, USA, 2007.
- Blok, L.G.; Longana, M.L.; Yu, H.; Woods, B.K. An investigation into 3D printing of fibre reinforced thermoplastic composites. Addit. Manuf. 2018, 22, 176–186. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Temperature Combination | Heater 1 [°C] | Heater 2 [°C] | Heater 3 [°C] | Heater 4 [°C] |
|---|---|---|---|---|
| 1 | 200 | 200 | 225 | 240 |
| 2 | 250 | 200 | 225 | 240 |
| 3 | 200 | 250 | 225 | 240 |
| 4 | 250 | 250 | 225 | 240 |
| 5 | 200 | 225 | 200 | 240 |
| 6 | 250 | 225 | 200 | 240 |
| 7 | 200 | 225 | 250 | 240 |
| 8 | 250 | 225 | 250 | 240 |
| 9 | 225 | 200 | 200 | 240 |
| 10 | 225 | 250 | 200 | 240 |
| 11 | 225 | 200 | 250 | 240 |
| 12 | 225 | 250 | 250 | 240 |
| 13 | 225 | 225 | 225 | 240 |
| Number | Annealing Temperature (°C) | Time (h) |
|---|---|---|
| 1 | Untreated | - |
| 2 | 105 | 0.5 |
| 3 | 2 | |
| 4 | 4 | |
| 5 | 125 | 0.5 |
| 6 | 2 | |
| 7 | 4 | |
| 8 | 175 | 0.5 |
| Diameter [mm] | Heater 1 [°C] | Heater 2 [°C] | Heater 3 [°C] | Heater 4 [°C] | Extruder RPM | Fan Speed [%] |
|---|---|---|---|---|---|---|
| 1.75 | 200 | 230 | 230 | 240 | 3.5 | 55 |
| 2.85 | 6.5 | 65 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Seok, W.; Jeon, E.; Kim, Y. Effects of Annealing for Strength Enhancement of FDM 3D-Printed ABS Reinforced with Recycled Carbon Fiber. Polymers 2023, 15, 3110. https://doi.org/10.3390/polym15143110
Seok W, Jeon E, Kim Y. Effects of Annealing for Strength Enhancement of FDM 3D-Printed ABS Reinforced with Recycled Carbon Fiber. Polymers. 2023; 15(14):3110. https://doi.org/10.3390/polym15143110
Chicago/Turabian StyleSeok, Wonseok, Euysik Jeon, and Youngshin Kim. 2023. "Effects of Annealing for Strength Enhancement of FDM 3D-Printed ABS Reinforced with Recycled Carbon Fiber" Polymers 15, no. 14: 3110. https://doi.org/10.3390/polym15143110
APA StyleSeok, W., Jeon, E., & Kim, Y. (2023). Effects of Annealing for Strength Enhancement of FDM 3D-Printed ABS Reinforced with Recycled Carbon Fiber. Polymers, 15(14), 3110. https://doi.org/10.3390/polym15143110