
Dry Friction and Wear Behavior of Laser-Sintered Graphite/Carbon Fiber/Polyamide 12 Composite

Abstract
:1. Introduction
2. Materials and Methods
2.1. Selective Laser Sintering of Test Specimens
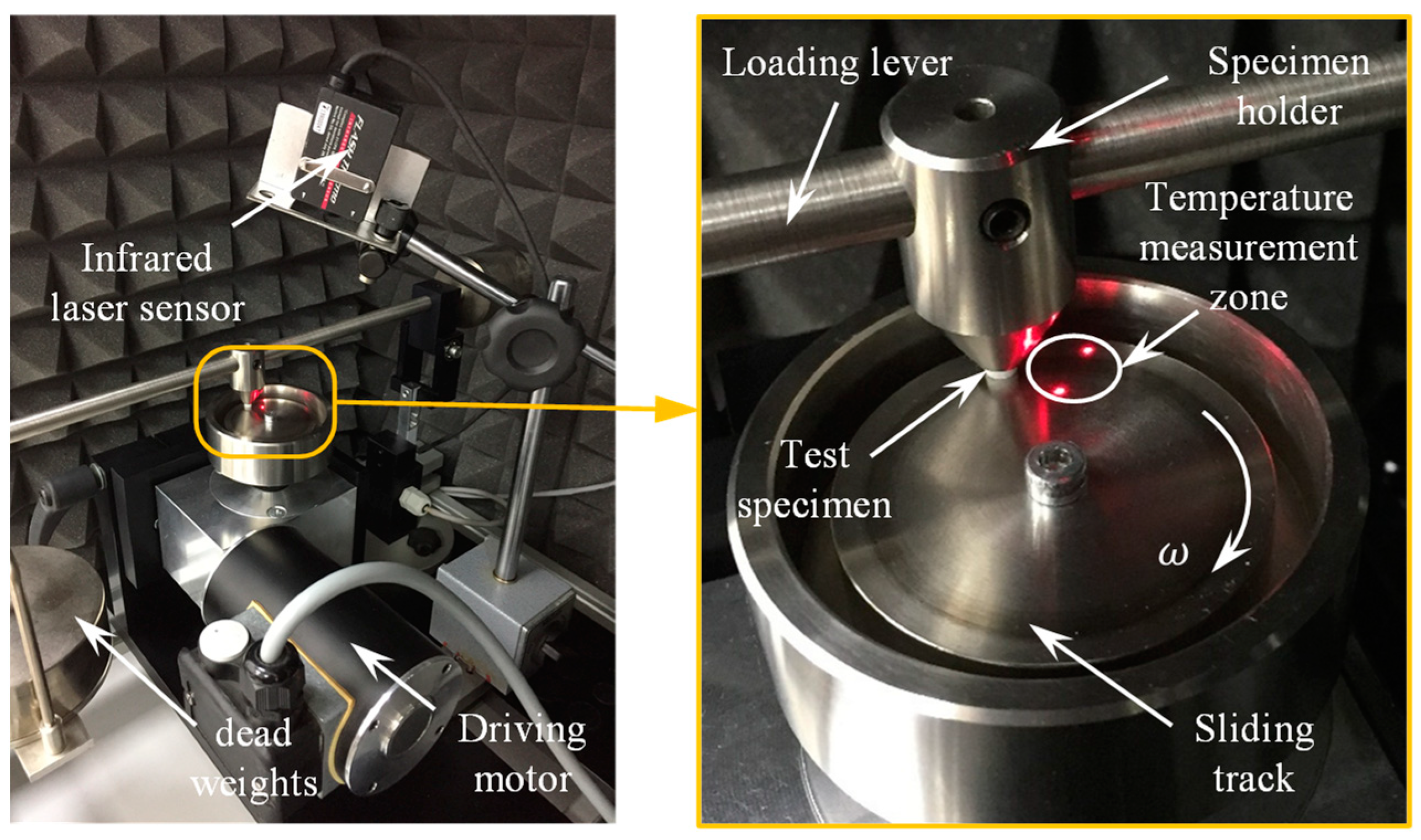
2.2. Pin-on-Disc Tribometer
2.3. Experimental Measurements
2.4. Experimental Conditions
3. Results and Discussions
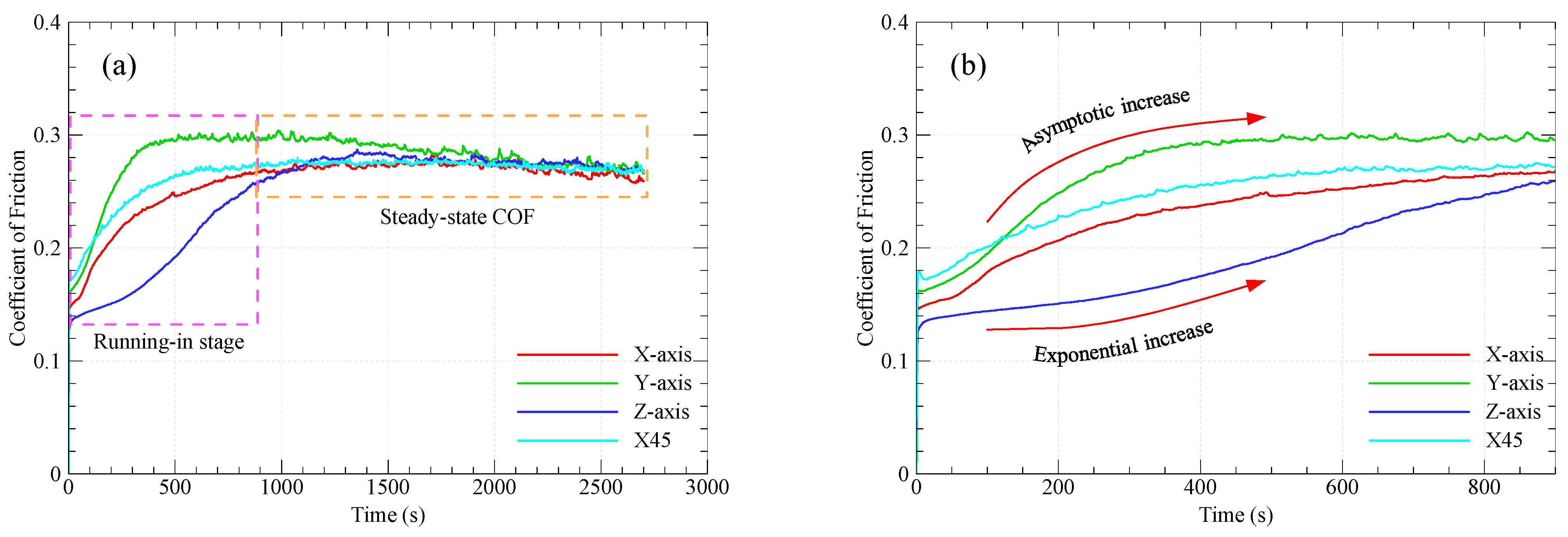
3.1. Coefficient of Friction (COF)
3.2. Friction-Induced Noise
3.3. Contact Temperature
3.4. Specific Wear Rate
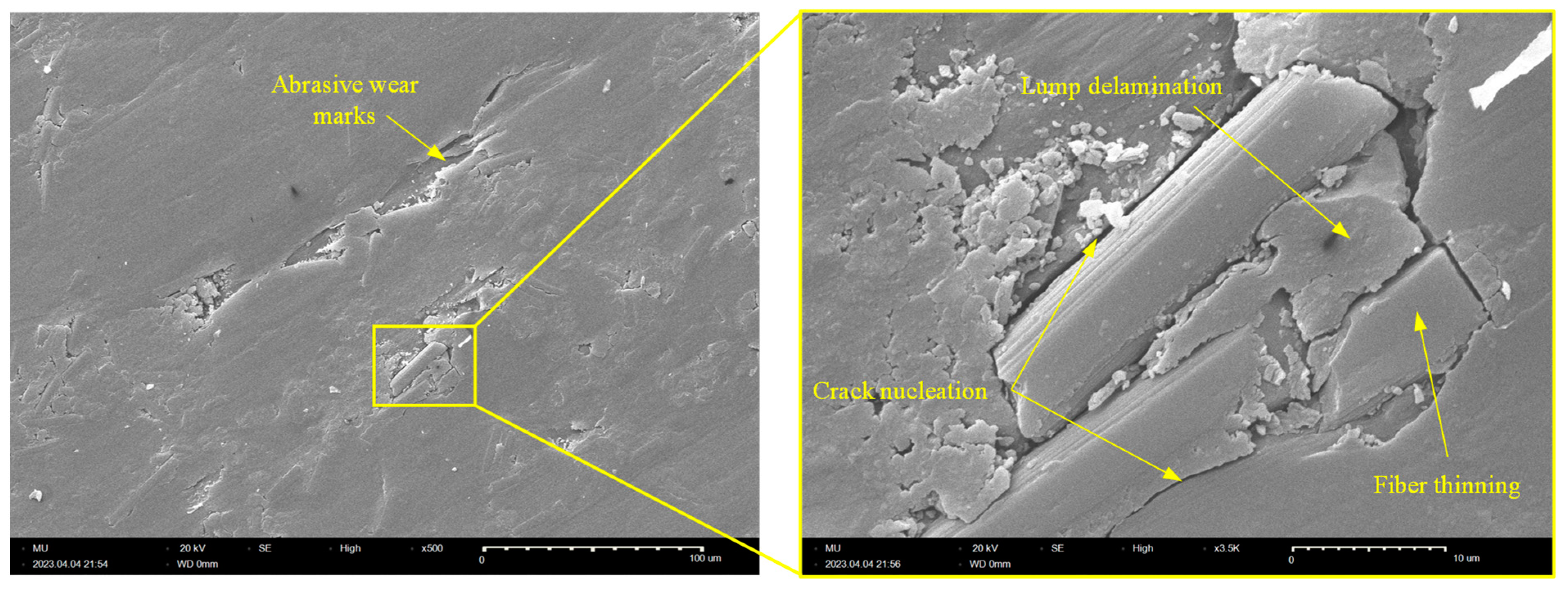
3.5. Scanning Electron Microscopy (SEM)
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Goodridge, R.D.; Tuck, C.J.; Hague, R.J.M. Laser sintering of polyamides and other polymers. Prog. Mater. Sci. 2012, 57, 229–267. [Google Scholar] [CrossRef]
- Zhao, M.; Wudy, K.; Drummer, D. Crystallization Kinetics of Polyamide 12 during Selective Laser Sintering. Polymers 2018, 10, 168. [Google Scholar] [CrossRef] [PubMed]
- Zárybnická, L.; Petrů, J.; Krpec, P.; Pagáč, M. Effect of Additives and Print Orientation on the Properties of Laser Sintering-Printed Polyamide 12 Components. Polymers 2022, 14, 1172. [Google Scholar] [CrossRef] [PubMed]
- Yu, G.; Ma, J.; Li, J.; Wu, J.; Yu, J.; Wang, X. Mechanical and Tribological Properties of 3D Printed Polyamide 12 and SiC/PA12 Composite by Selective Laser Sintering. Polymers 2022, 14, 2167. [Google Scholar] [CrossRef]
- Aldahash, S.A.; Salman, S.A.; Gadelmoula, A.M. Towards selective laser sintering of objects with customized mechanical properties based on ANFIS predictions. J. Mech. Sci. Technol. 2020, 34, 5075–5084. [Google Scholar] [CrossRef]
- Randhawa, K.S.; Patel, A.D. A review on tribo-mechanical properties of micro- and nanoparticulate-filled nylon composites. J. Polym. Eng. 2021, 41, 339–355. [Google Scholar] [CrossRef]
- Gadelmoula, A.; Aldahash, S.A. Tribological Properties of Glass Bead-Filled Polyamide 12 Composite Manufactured by Selective Laser Sintering. Polymers 2023, 15, 1268. [Google Scholar] [CrossRef]
- Ogin, S.; Brøndsted, P.; Zangenberg, J. Composite materials: Constituents, architecture, and generic damage. In Modeling Damage, Fatigue and Failure of Composite Materials; Woodhead Publishing Series in Composites Science and Engineering; Elsevier: Amsterdam, The Netherlands, 2016; pp. 3–23. [Google Scholar] [CrossRef]
- Kausar, A. Advances in Carbon Fiber Reinforced Polyamide-Based Composite Materials. Adv. Mater. Sci. 2019, 19, 67–82. [Google Scholar] [CrossRef]
- Jing, W.; Hui, C.; Qiong, W.; Hongbo, L.; Zhanjun, L. Surface modification of carbon fibers and the selective laser sintering of modified carbon fiber/nylon 12 composite powder. Mater. Des. 2017, 116, 253–260. [Google Scholar] [CrossRef]
- Aldahash, S.A.; Gadelmoula, A.M. Orthotropic properties of cement-filled polyamide 12 manufactured by selective laser sintering. Rapid Prototyp. J. 2020, 26, 1103–1112. [Google Scholar] [CrossRef]
- Caulfield, B.; McHugh, P.E.; Lohfeld, S. Dependence of mechanical properties of polyamide components on build parameters in the SLS process. J. Mater. Process. Technol. 2007, 182, 477–488. [Google Scholar] [CrossRef]
- Bai, J.; Yuan, S.; Chow, W.; Chua, C.K.; Zhou, K.; Wei, J. Effect of surface orientation on the tribological properties of laser sintered polyamide 12. Polym. Test. 2015, 48, 111–114. [Google Scholar] [CrossRef]
- Yan, C.; Hao, L.; Xu, L.; Shi, Y. Preparation, characterisation and processing of carbon fibre/polyamide-12 composites for selective laser sintering. Compos. Sci. Technol. 2011, 71, 1834–1841. [Google Scholar] [CrossRef]
- Nar, K.; Majewski, C.; Lewis, R. Evaluating the effect of solid lubricant inclusion on the friction and wear properties of Laser Sintered Polyamide-12 components. Wear 2023, 522, 204873. [Google Scholar] [CrossRef]
- Zhang, H.; Zhang, Z.; Friedrich, K. Effect of fiber length on the wear resistance of short carbon fiber reinforced epoxy composites. Compos. Sci. Technol. 2007, 67, 222–230. [Google Scholar] [CrossRef]
- Srinath, G.; Gnanamoorthy, R. Effect of Short Fibre Reinforcement on the Friction and Wear Behaviour of Nylon 66. Appl. Compos. Mater. 2005, 12, 369–383. [Google Scholar] [CrossRef]
- Liu, Y.; Zhu, L.; Zhou, L.; Li, Y. Microstructure and mechanical properties of reinforced polyamide 12 composites prepared by laser additive manufacturing. Rapid Prototyp. J. 2019, 25, 1127–1134. [Google Scholar] [CrossRef]
- Zhou, S.; Zhang, Q.; Wu, C.; Huang, J. Effect of carbon fiber reinforcement on the mechanical and tribological properties of polyamide6/polyphenylene sulfide composites. Mater. Des. 2013, 44, 493–499. [Google Scholar] [CrossRef]
- Gadelmoula, A.; Aldahash, S.A. Effect of Reinforcement with Short Carbon Fibers on the Friction and Wear Resistance of Additively Manufactured PA12. Polymers 2023, 15, 3187. [Google Scholar] [CrossRef]
- Friedrich, K. Wear of Reinforced Polymers by Different Abrasive Counterparts. Compos. Mater. Ser. 1986, 1, 233–287. [Google Scholar] [CrossRef]
- Gilardi, R.; Bonacchi, D.; Spahr, M.E. Graphitic Carbon Powders for Polymer Applications. In Encyclopedia of Polymers and Composites; Palsule, S., Ed.; Springer: Berlin/Heidelberg, Germany, 2014; pp. 1–17. [Google Scholar] [CrossRef]
- Meng, Y.; Xu, J.; Ma, L.; Jin, Z.; Prakash, B.; Ma, T.; Wang, W. A review of advances in tribology in 2020–2021. Friction 2022, 10, 1443–1595. [Google Scholar] [CrossRef]
- Unal, H.; Esmer, K.; Mimaroglu, A. Mechanical, electrical and tribological properties of graphite filled polyamide-6 composite materials. J. Polym. Eng. 2013, 33, 351–355. [Google Scholar] [CrossRef]
- Wu, H.; Chen, K.; Li, Y.; Ren, C.; Sun, Y.; Huang, C. Fabrication of Natural Flake Graphite/Ceramic Composite Parts with Low Thermal Conductivity and High Strength by Selective Laser Sintering. Appl. Sci. 2020, 10, 1314. [Google Scholar] [CrossRef]
- Gadelmoula, A.M.; Aldahash, S.A. Effects of Fabrication Parameters on the Properties of Parts Manufactured with Selective Laser Sintering: Application on Cement-Filled PA12. Adv. Mater. Sci. Eng. 2019, 2019, 8404857. [Google Scholar] [CrossRef]
- Johansson, P.; Elo, R.; Naeini, V.F.; Marklund, P.; Björling, M.; Shi, Y. Insights of the Ultralow Wear and Low Friction of Carbon Fiber Reinforced PTFE in Inert Trace Moisture Environment. Tribol. Lett. 2023, 71, 100. [Google Scholar] [CrossRef]
- Goh, G.D.; Yap, Y.L.; Agarwala, S.; Yeong, W.Y. Recent Progress in Additive Manufacturing of Fiber Reinforced Polymer Composite. Adv. Mater. Technol. 2019, 4, 1800271. [Google Scholar] [CrossRef]
- Myshkin, N.; Kovalev, A.; Spaltman, D.; Woydt, M. Contact mechanics and tribology of polymer composites. J. Appl. Polym. Sci. 2014, 131, 39870. [Google Scholar] [CrossRef]
- Sinha Sujeet and Briscoe Brian, Polymer Tribology; Imperial College Press: London, UK, 2009.
- Hutchings, I.M.; Shipway, P. Tribology: Friction and Wear of Engineering Materials, 2nd ed.; Elsevier: Amsterdam, The Netherlands, 2016. [Google Scholar]
- Chang, L.; Zhang, Z.; Zhang, H.; Schlarb, A. On the sliding wear of nanoparticle filled polyamide 66 composites. Compos. Sci. Technol. 2006, 66, 3188–3198. [Google Scholar] [CrossRef]
- Bahadur, S. The development of transfer layers and their role in polymer tribology. Wear 2000, 245, 92–99. [Google Scholar] [CrossRef]
- Ye, J.; Khare, H.; Burris, D. Quantitative characterization of solid lubricant transfer film quality. Wear 2014, 316, 133–143. [Google Scholar] [CrossRef]
- Rodiouchkina, M.; Lind, J.; Pelcastre, L.; Berglund, K.; Rudolphi, K.; Hardell, J. Tribological behaviour and transfer layer development of self-lubricating polymer composite bearing materials under long duration dry sliding against stainless steel. Wear 2021, 484–485, 204027. [Google Scholar] [CrossRef]
- Lieng-Huang, L. Polymer Science and Technology: Advances in Polymer Friction and Wear; Plenum Press: New York, NY, USA; London, UK, 1974; Volume 5A. [Google Scholar] [CrossRef]
- Rosso, S.; Meneghello, R.; Biasetto, L.; Grigolato, L.; Concheri, G.; Savio, G. In-depth comparison of polyamide 12 parts manufactured by Multi Jet Fusion and Selective Laser Sintering. Addit. Manuf. 2020, 36, 101713. [Google Scholar] [CrossRef]
- Ma, N.; Liu, W.; Ma, L.; He, S.; Liu, H.; Zhang, Z.; Sun, A.; Huang, M.; Zhu, C. Crystal transition and thermal behavior of Nylon 12. e-Polymers 2020, 20, 346–352. [Google Scholar] [CrossRef]
- Salmoria, G.; Leite, J.; Vieira, L.; Pires, A.; Roesler, C. Mechanical properties of PA6/PA12 blend specimens prepared by selective laser sintering. Polym. Test. 2012, 31, 411–416. [Google Scholar] [CrossRef]
- Tewari, U.; Bijwe, J.; Mathur, J.; Sharma, I. Studies on abrasive wear of carbon fibre (short) reinforced polyamide composites. Tribol. Int. 1992, 25, 53–60. [Google Scholar] [CrossRef]
- Li, J.; Xia, Y.C. The reinforcement effect of carbon fiber on the friction and wear properties of carbon fiber reinforced PA6 composites. Fibers Polym. 2009, 10, 519–525. [Google Scholar] [CrossRef]
- Czelusniak, T.; Amorim, F.L. Influence of energy density on selective laser sintering of carbon fiber-reinforced PA12. Int. J. Adv. Manuf. Technol. 2020, 111, 2361–2376. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Graphite/CF/PA12 Composite | |
|---|---|
| Powder color | Black color |
| SLS system | 3D Systems SLS sPro 60 HD-HS |
| Outline power (W) | 11 |
| Hatching power (W) | 34 |
| Scanning speed (m/s) | 12 |
| Scan spacing (mm) | 0.15 |
| Layer thickness (mm) | 0.1 |
| Specifications | |
|---|---|
| Normal load (N) | 50 |
| Disc rotation velocity (rpm) | 120 |
| Sliding track radius (mm) | 20 |
| Sliding speed (mm/s) | 250 |
| Test duration (min) | 45 |
| Disc initial temperature (°C) | 29–30 |
| Background noise level (dBA) | 35–37 |
| Humidity (%) | 7–10 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gadelmoula, A.; Aldahash, S.A. Dry Friction and Wear Behavior of Laser-Sintered Graphite/Carbon Fiber/Polyamide 12 Composite. Polymers 2023, 15, 3916. https://doi.org/10.3390/polym15193916
Gadelmoula A, Aldahash SA. Dry Friction and Wear Behavior of Laser-Sintered Graphite/Carbon Fiber/Polyamide 12 Composite. Polymers. 2023; 15(19):3916. https://doi.org/10.3390/polym15193916
Chicago/Turabian StyleGadelmoula, Abdelrasoul, and Saleh Ahmed Aldahash. 2023. "Dry Friction and Wear Behavior of Laser-Sintered Graphite/Carbon Fiber/Polyamide 12 Composite" Polymers 15, no. 19: 3916. https://doi.org/10.3390/polym15193916
APA StyleGadelmoula, A., & Aldahash, S. A. (2023). Dry Friction and Wear Behavior of Laser-Sintered Graphite/Carbon Fiber/Polyamide 12 Composite. Polymers, 15(19), 3916. https://doi.org/10.3390/polym15193916