
Hybrid Radiant Disinfection: Exploring UVC and UVB Sterilization Impact on the Mechanical Characteristics of PLA Materials

 , ,
, ,
Abstract
:1. Introduction
1.1. Background
1.1.1. Poly(Lactic Acid) in Medical Applications
1.1.2. Tensile Test
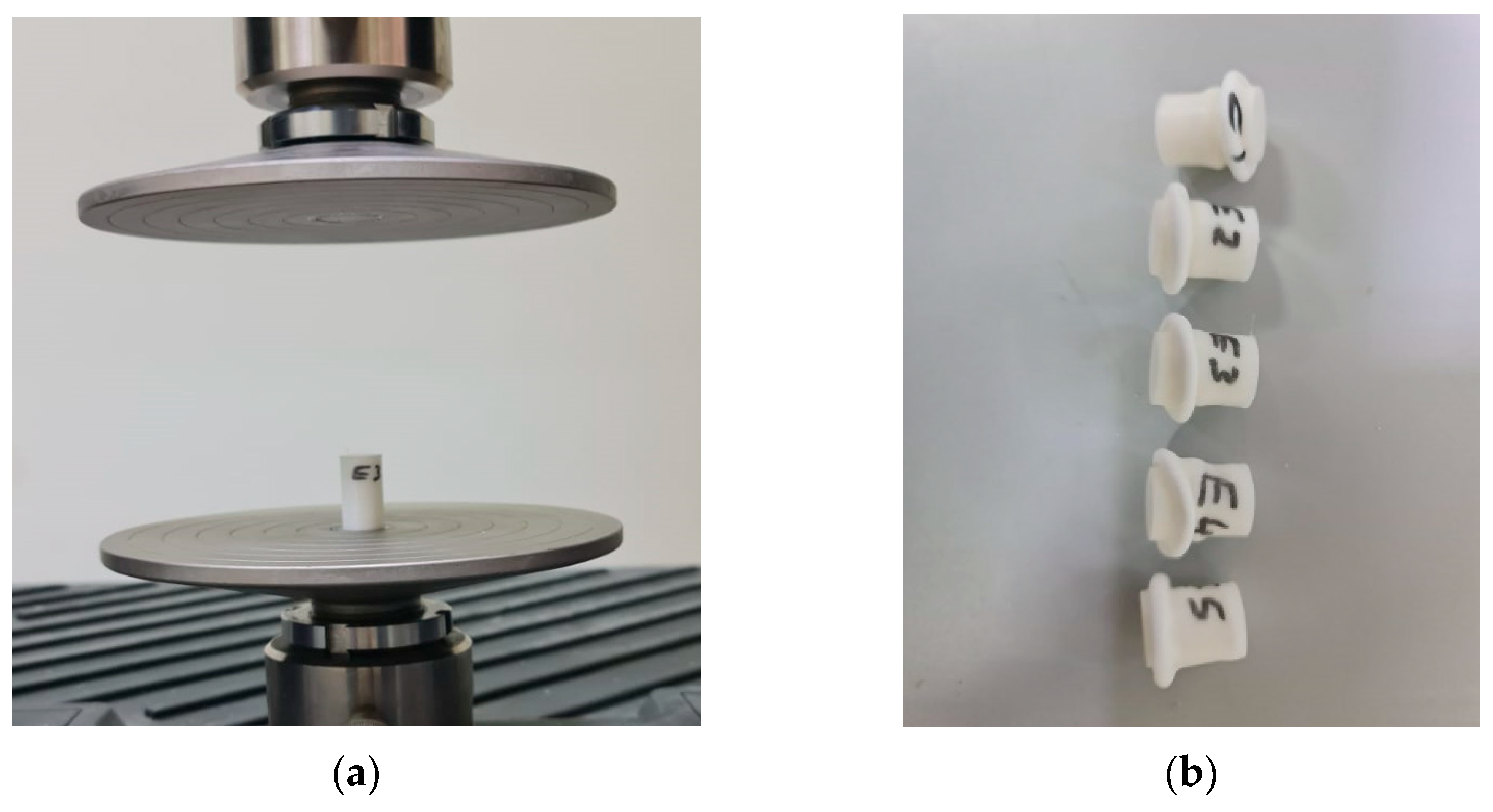
1.1.3. Compression Test
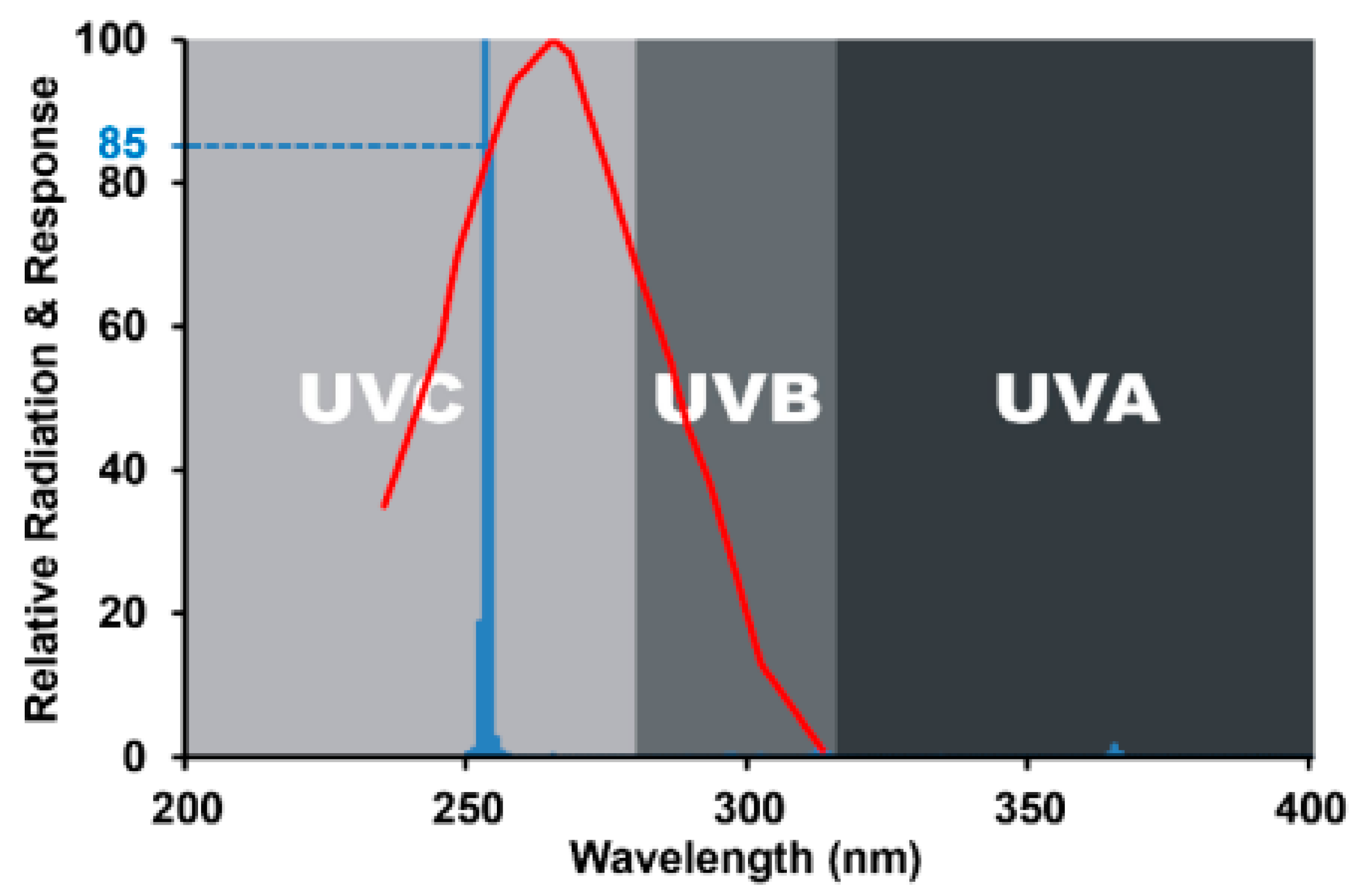
1.1.4. Ultraviolet C
1.1.5. Ultraviolet B
1.2. Literature Review
1.3. Problem Statement
1.4. Objectives of the Study
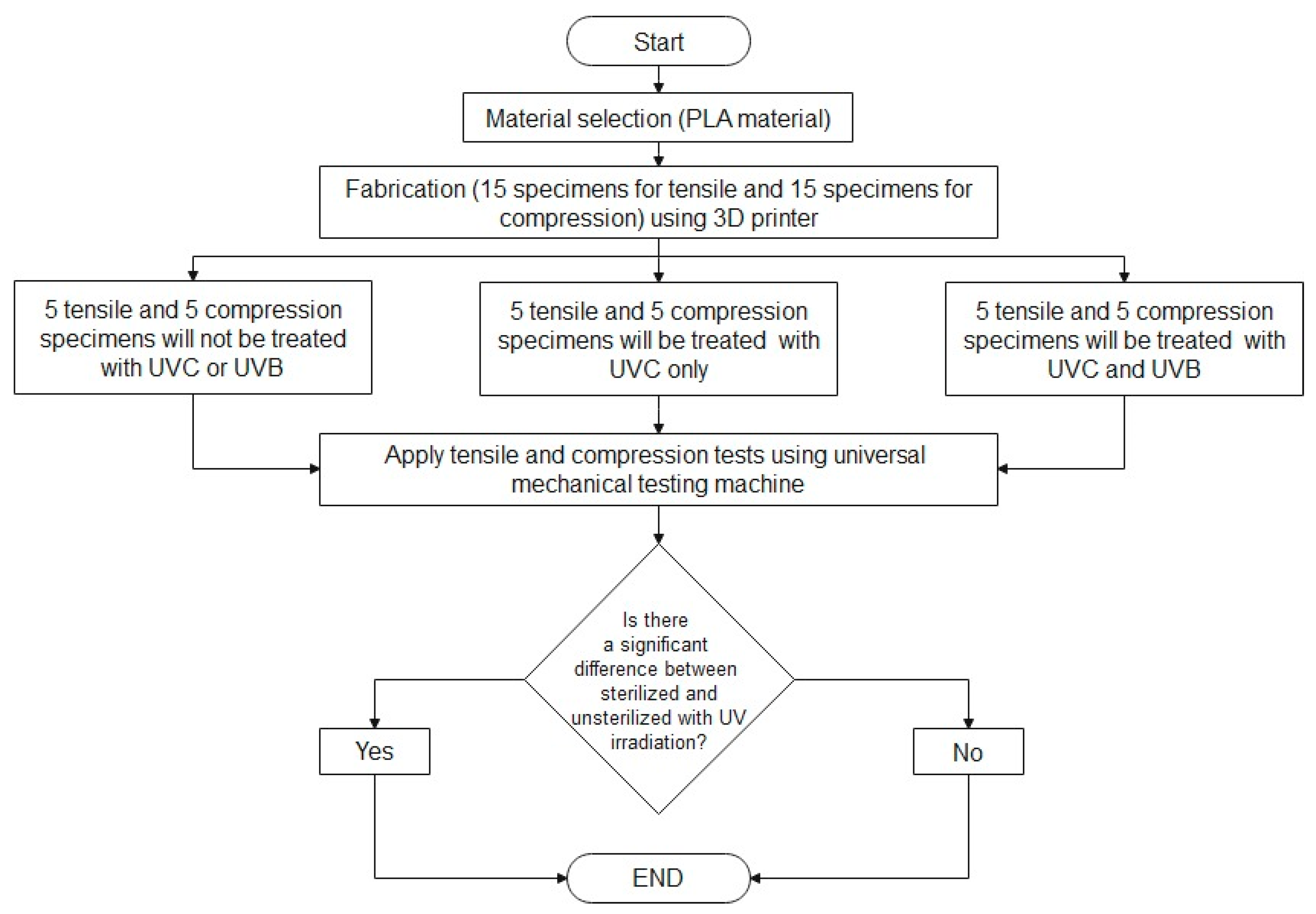
2. Materials and Methods
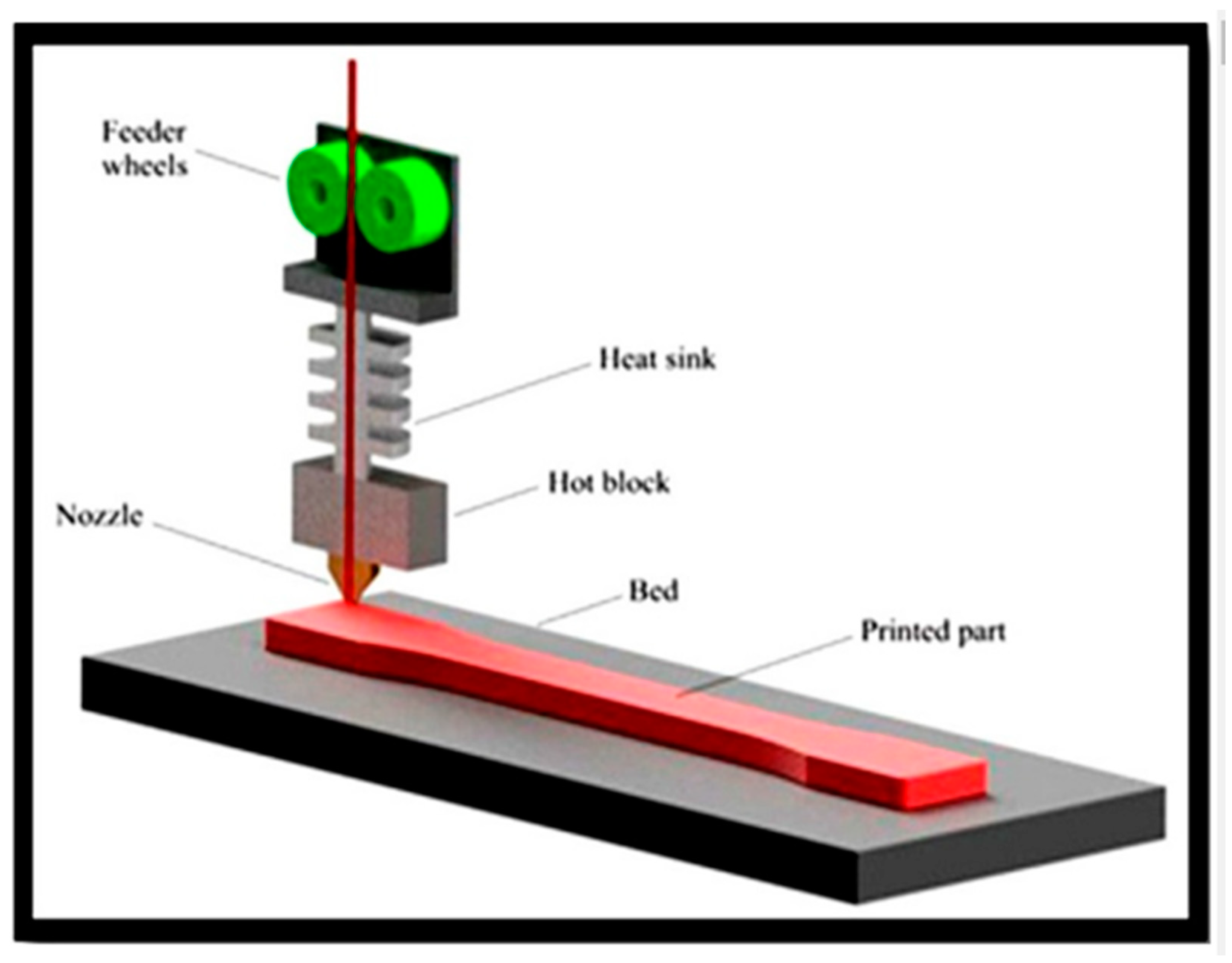
2.1. Three-Dimensional Printer
2.1.1. Working Principle
2.1.2. Materials
2.1.3. Types of Three-Dimensional Printing Technologies
- Stereolithography (SLA): SLA uses a UV laser to selectively solidify liquid resins layer by layer. This method produces highly detailed and accurate parts.
- Selective laser sintering (SLS): SLS uses a high-power laser to sinter (fuse) powdered materials, such as plastics or metals, into solid objects.
- Digital light processing (DLP): Similar to SLA, DLP uses a light source (often a projector) to cure liquid resin. This method is known for its speed and accuracy.
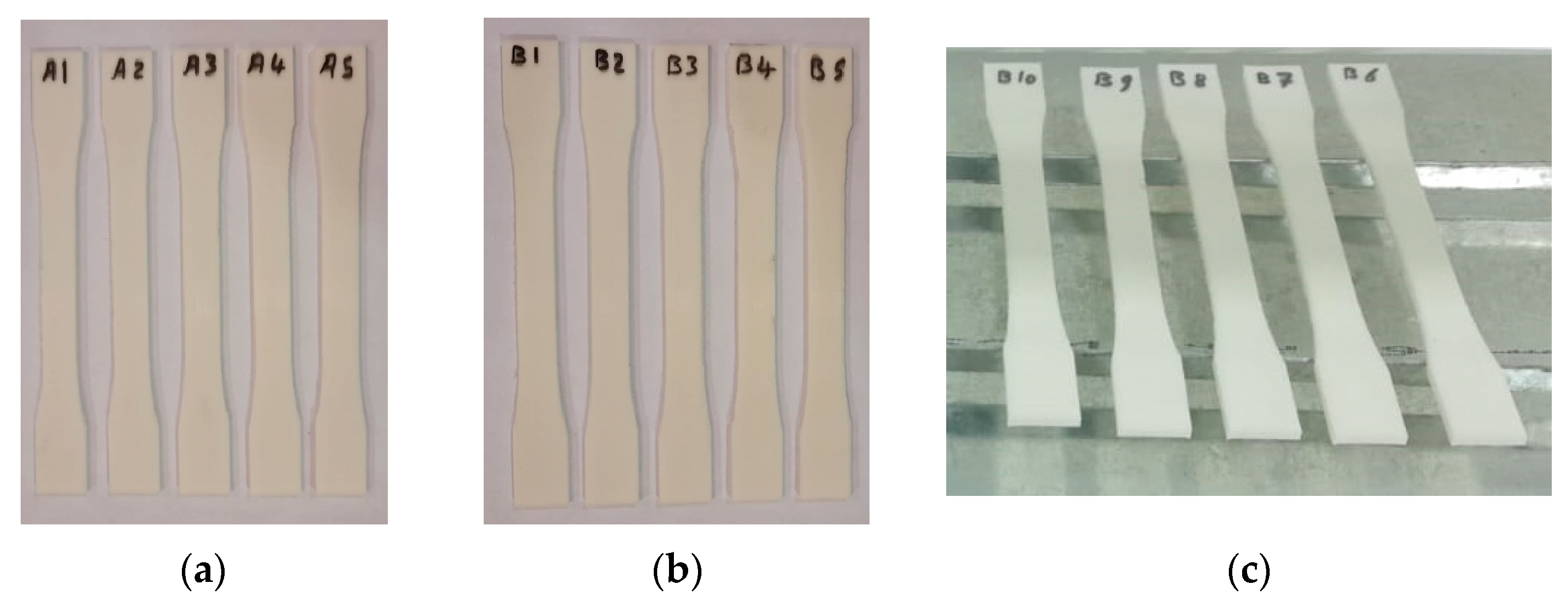
2.2. Geometrical Data of Tensile and Compression Specimens
2.2.1. Tensile Specimens
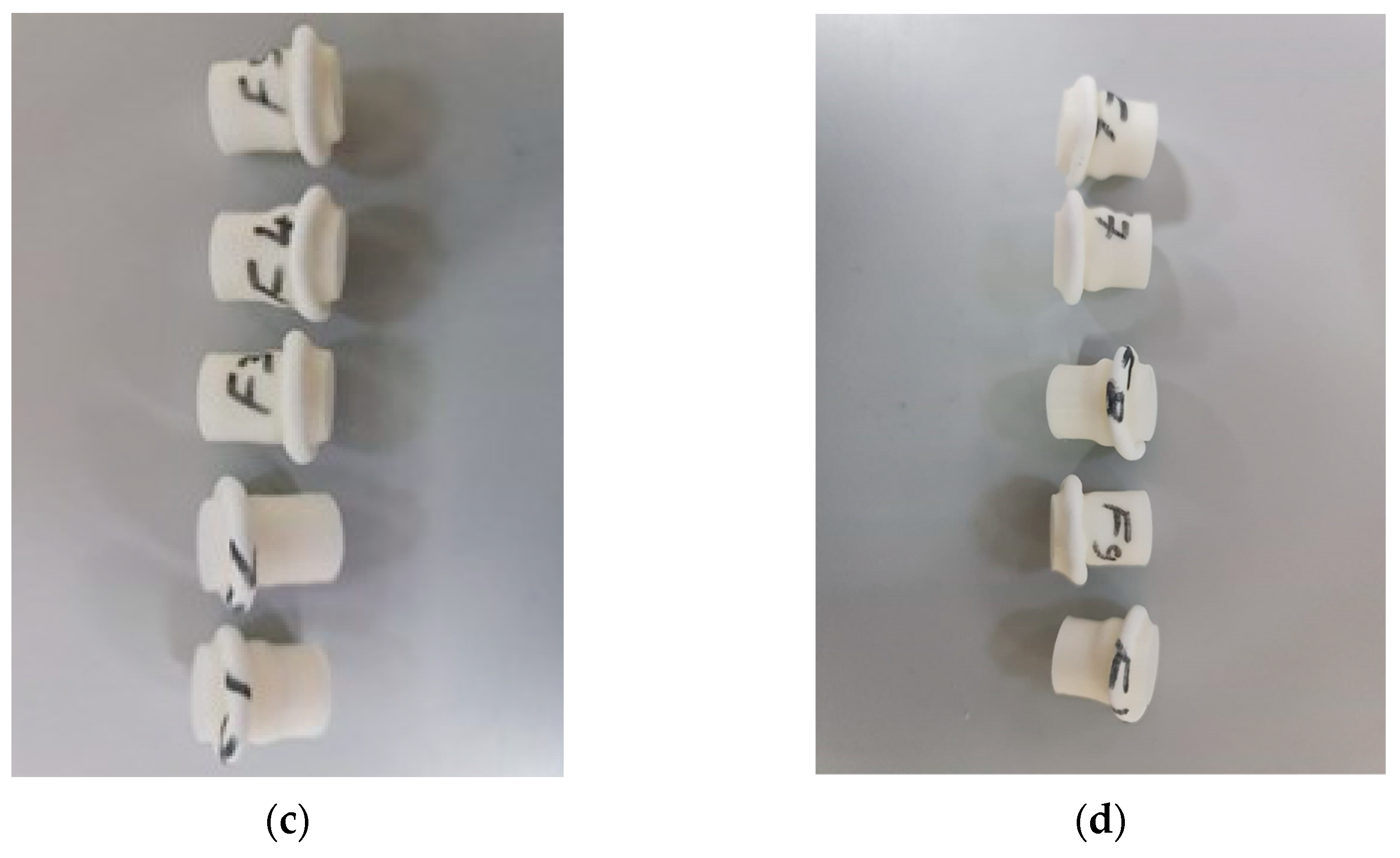
2.2.2. Compression Specimens
2.3. Effectiveness in Fighting Germs
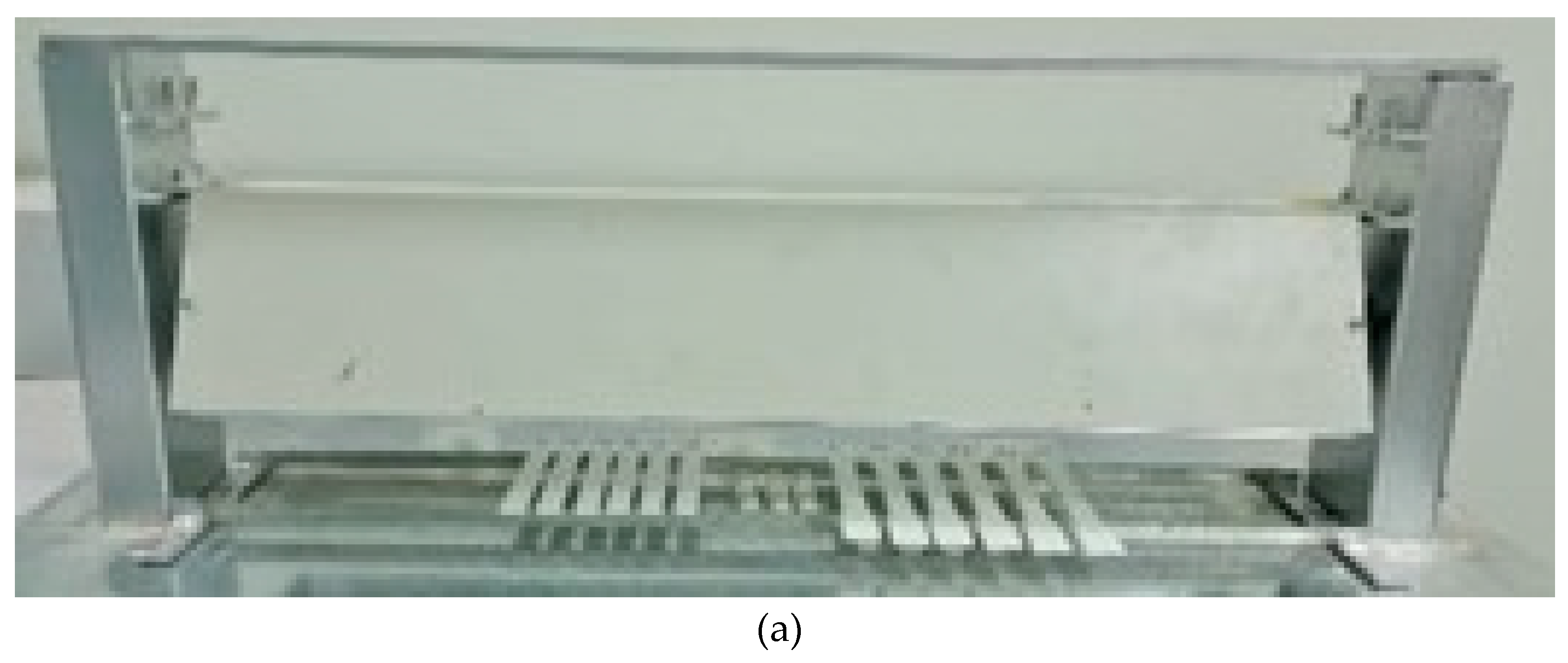
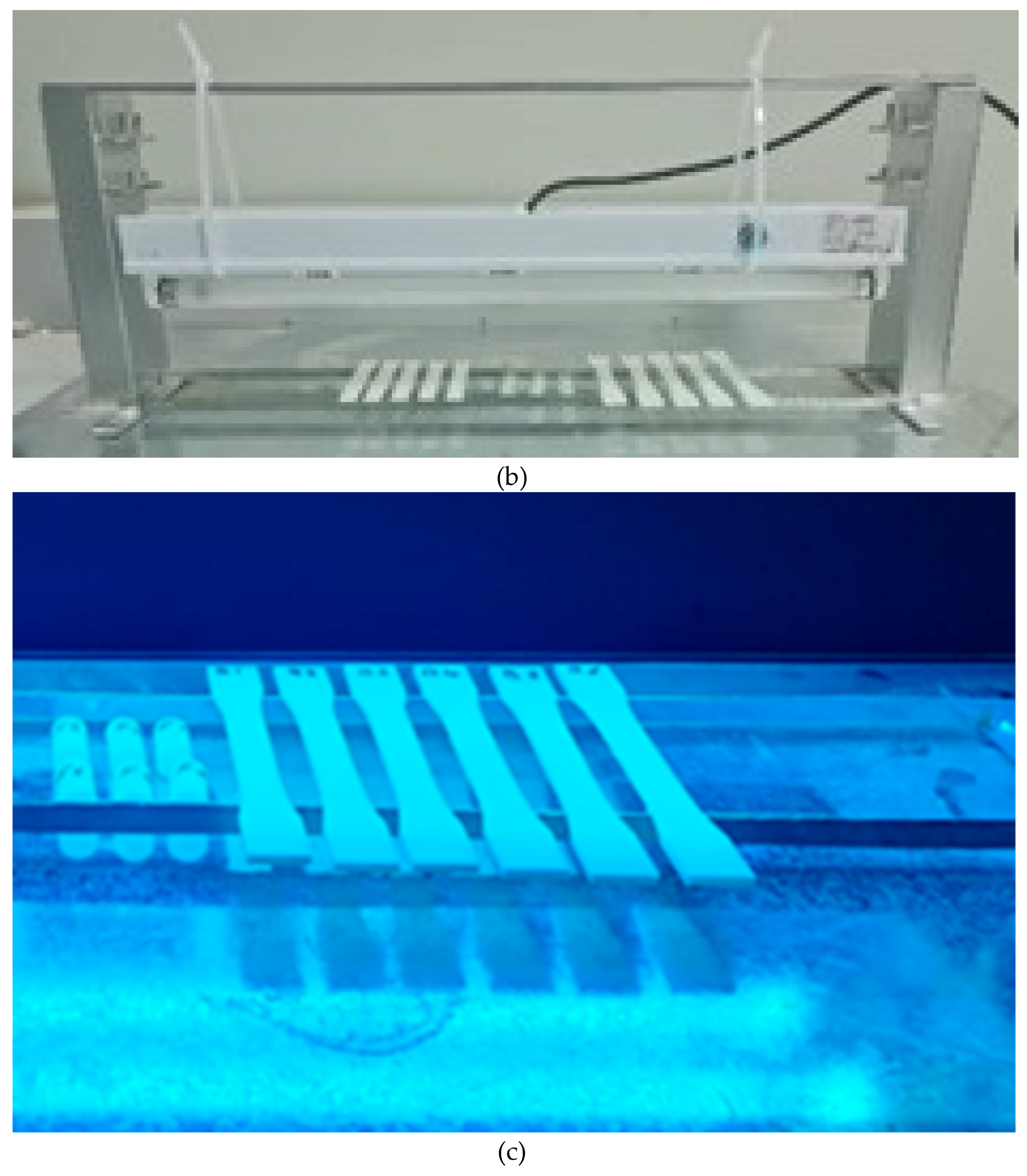
2.3.1. UV Irradiation Enclosure
2.3.2. Exposure Time Calculations
2.4. One-Way ANOVA Test
- is an observation, where i is the number of observations and j is a different group of variable y.
- shows the average number of populations in the jth group.
- is the random error, which is independent, normally distributed, has a mean of zero, and a range that remains the same.
3. Results and Discussion
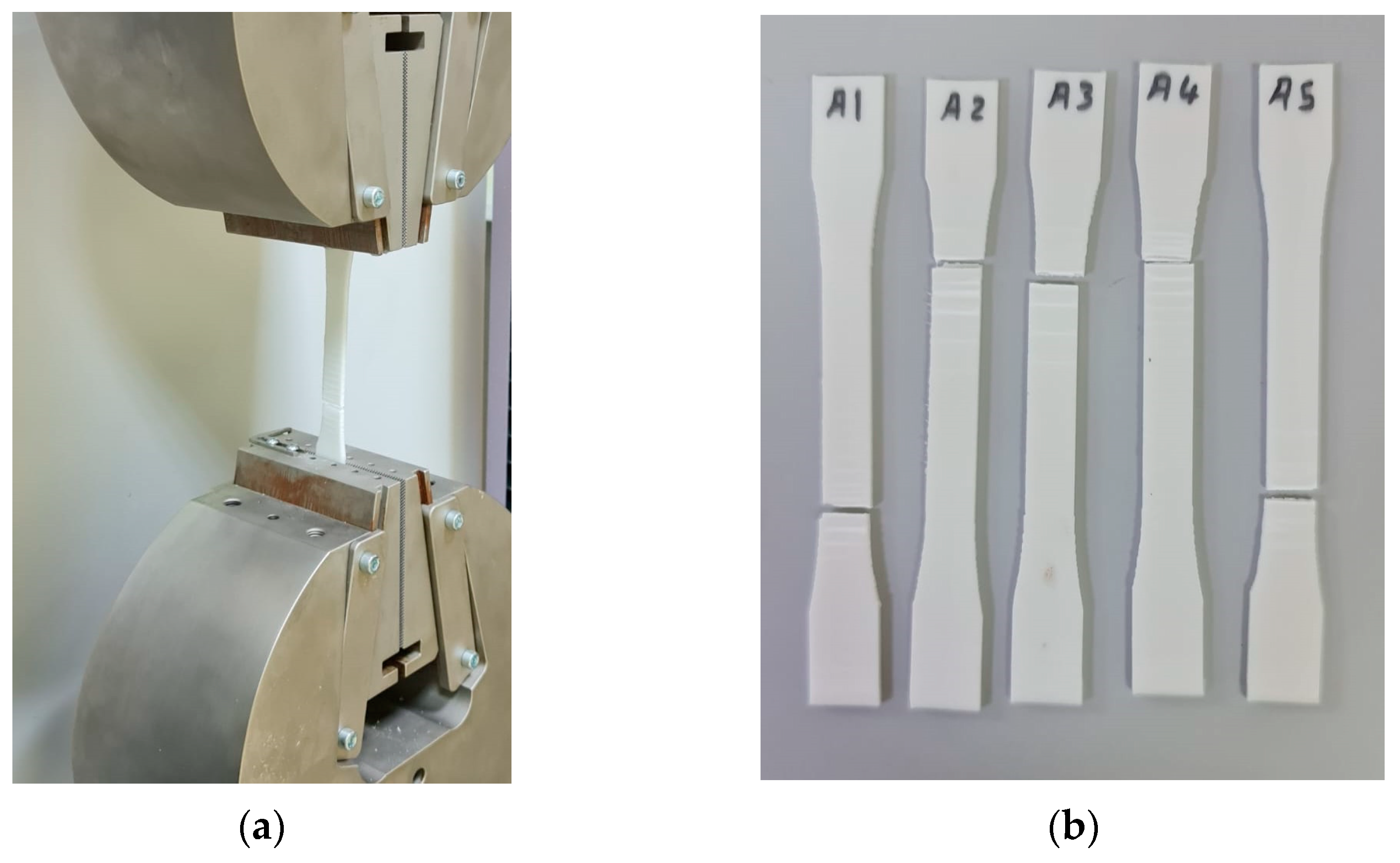
3.1. Universal Testing Machine
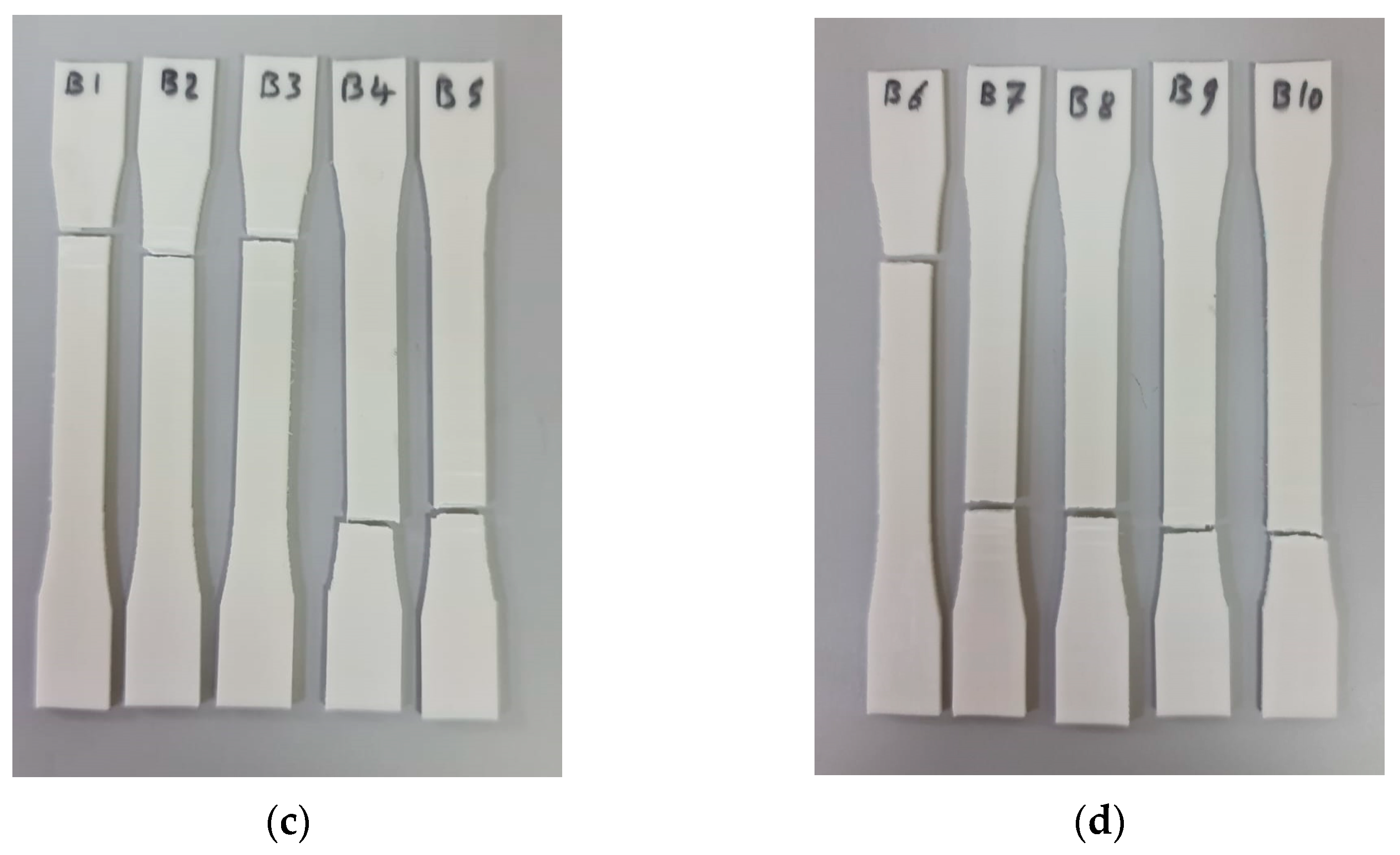
3.2. Tensile Test
3.2.1. Before UV Radiation
3.2.2. After UVC Irradiation
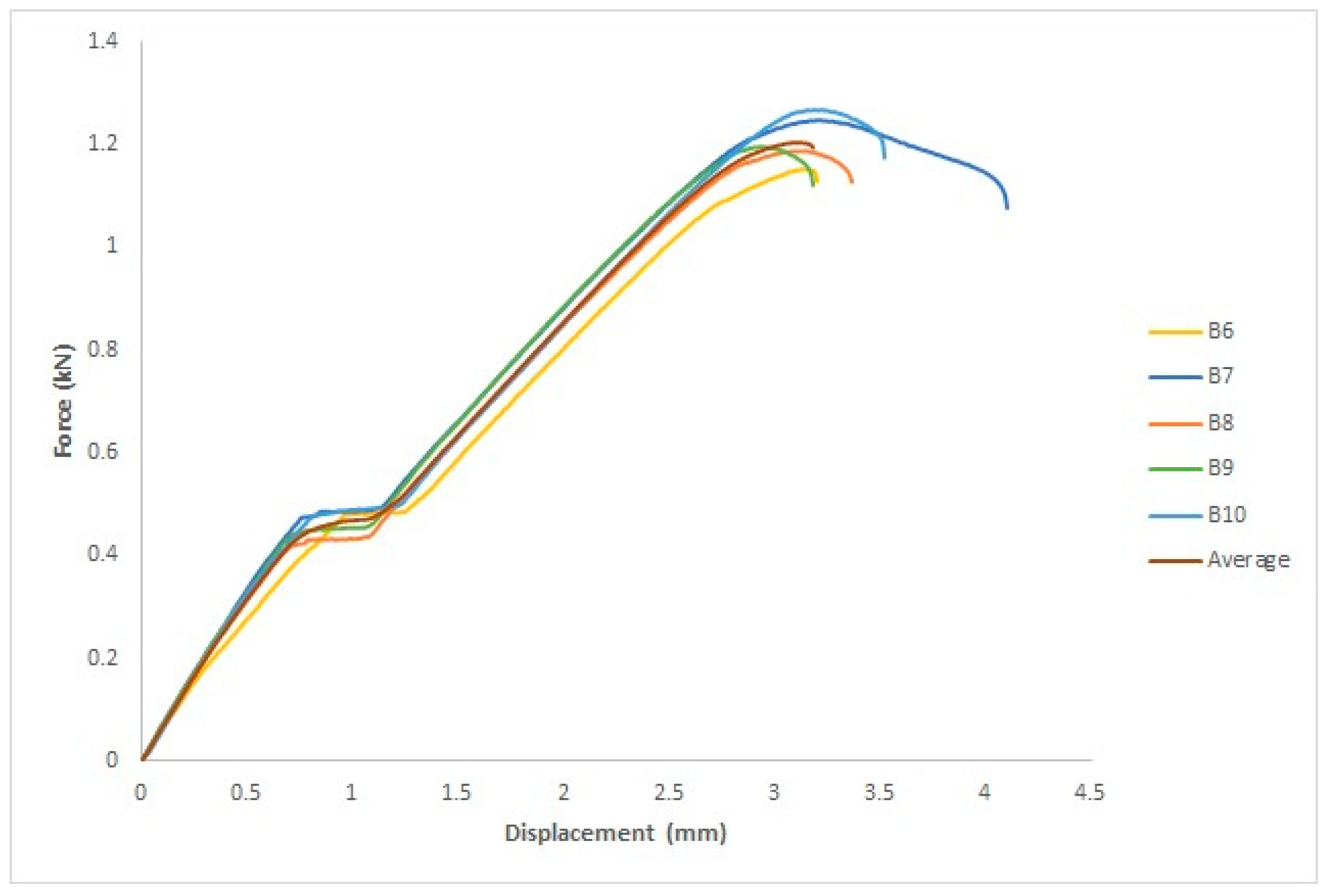
3.2.3. After UVC and UVB Irradiation
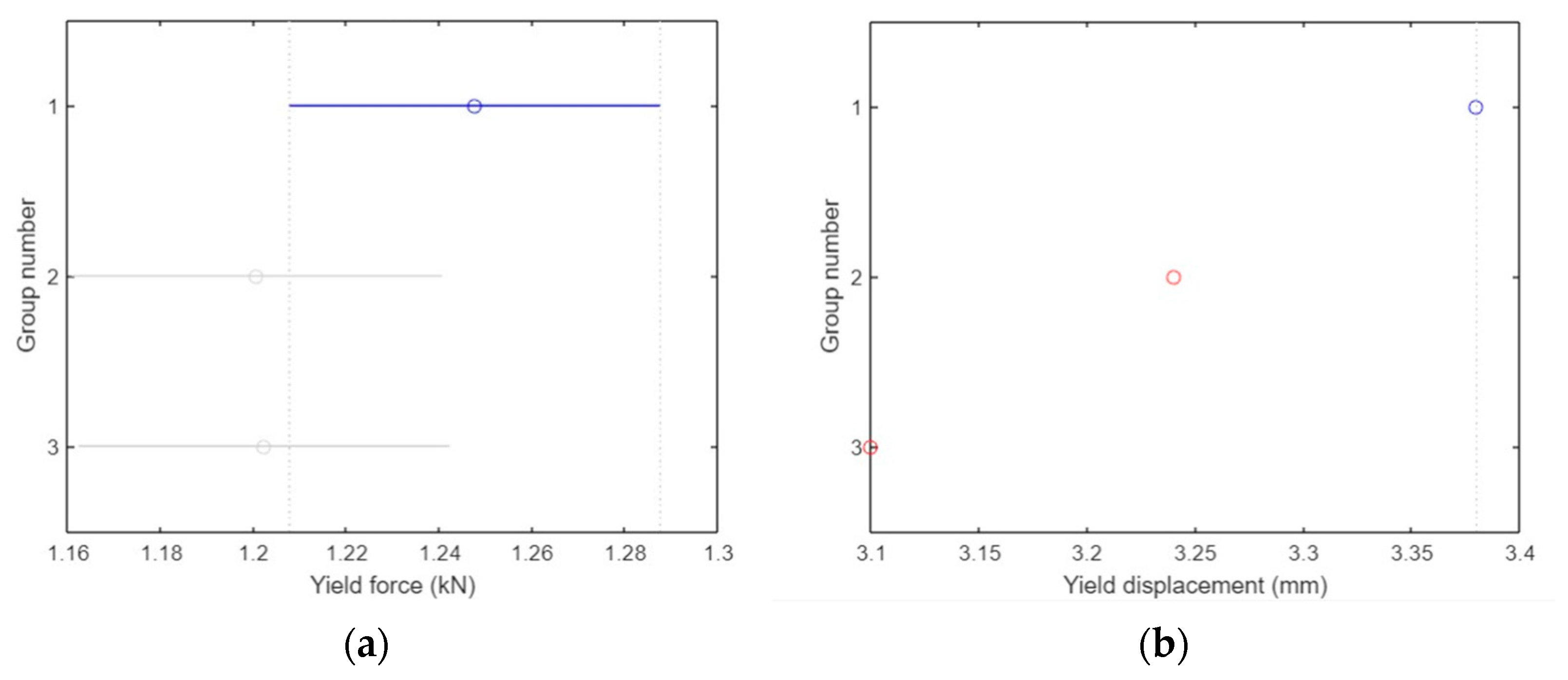
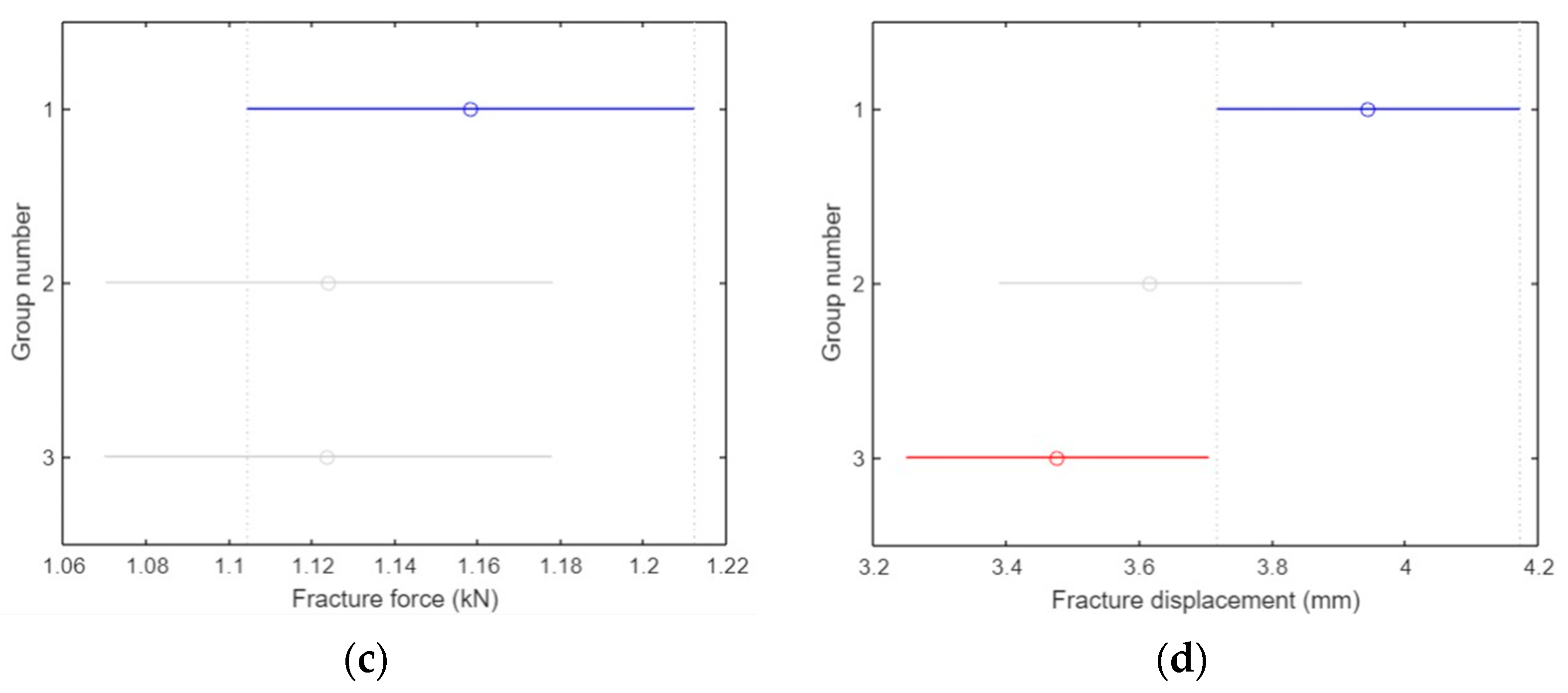
3.2.4. ANOVA Analysis for Tensile Test Specimens
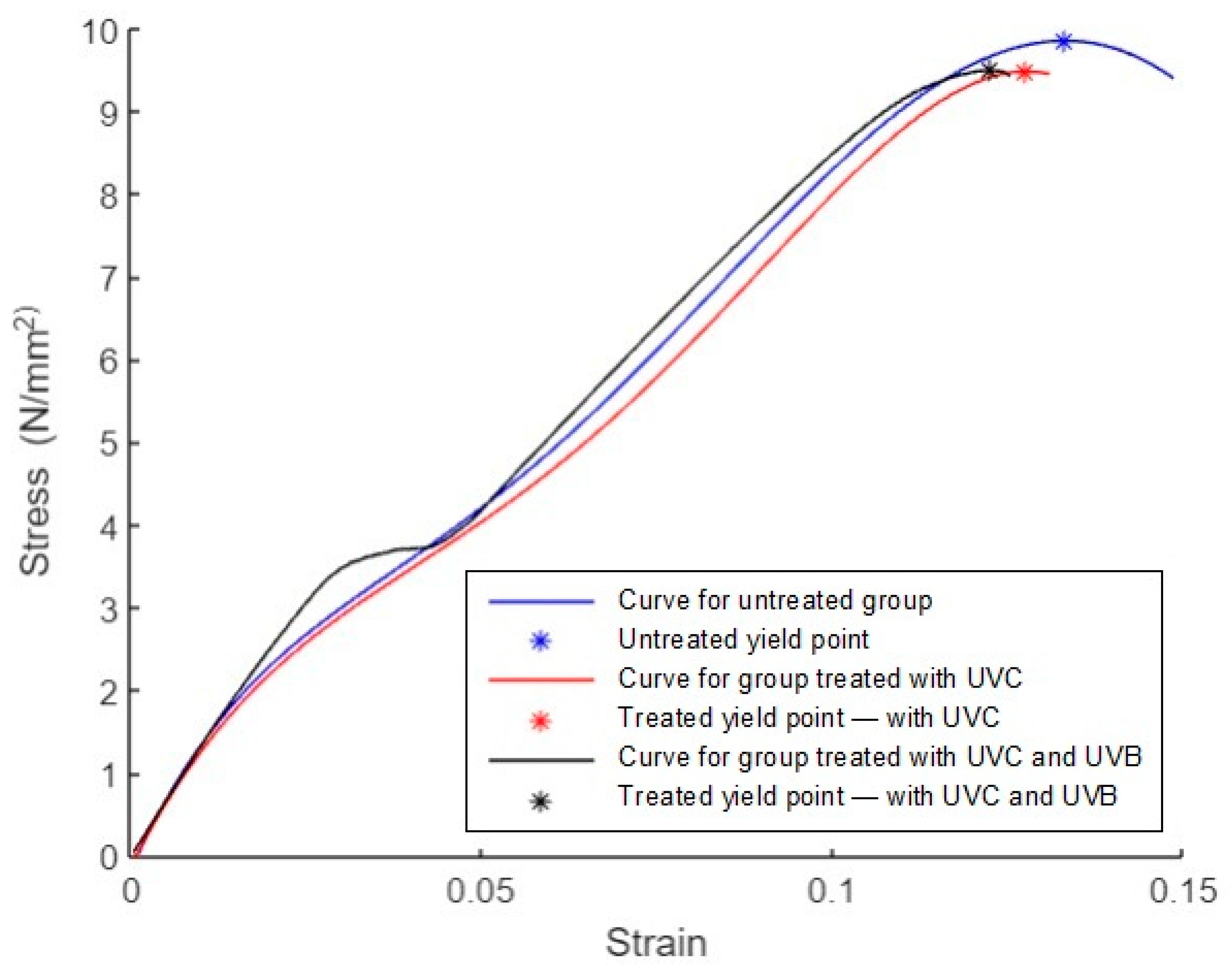
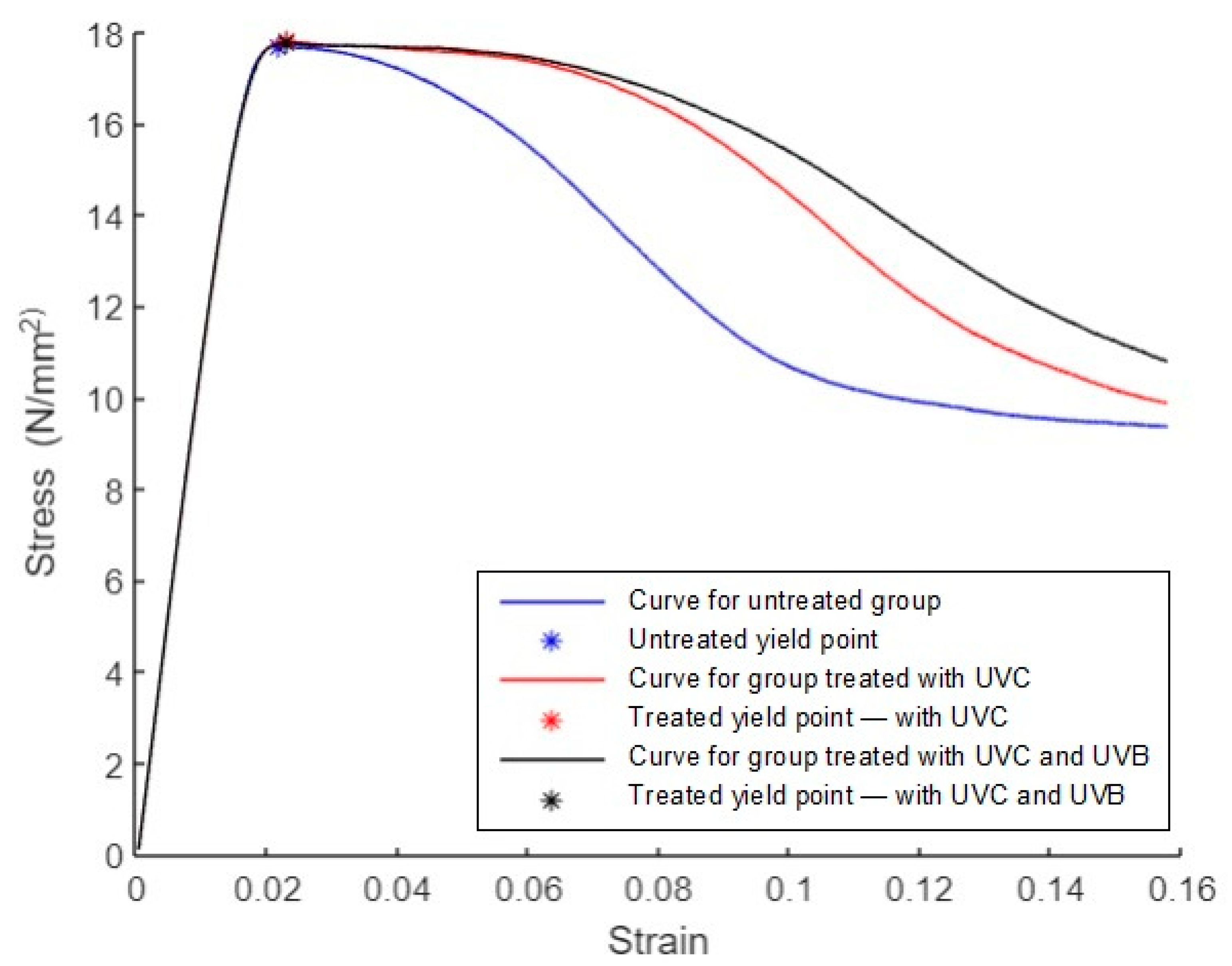
3.2.5. Average of Stress–Strain
3.3. Compression
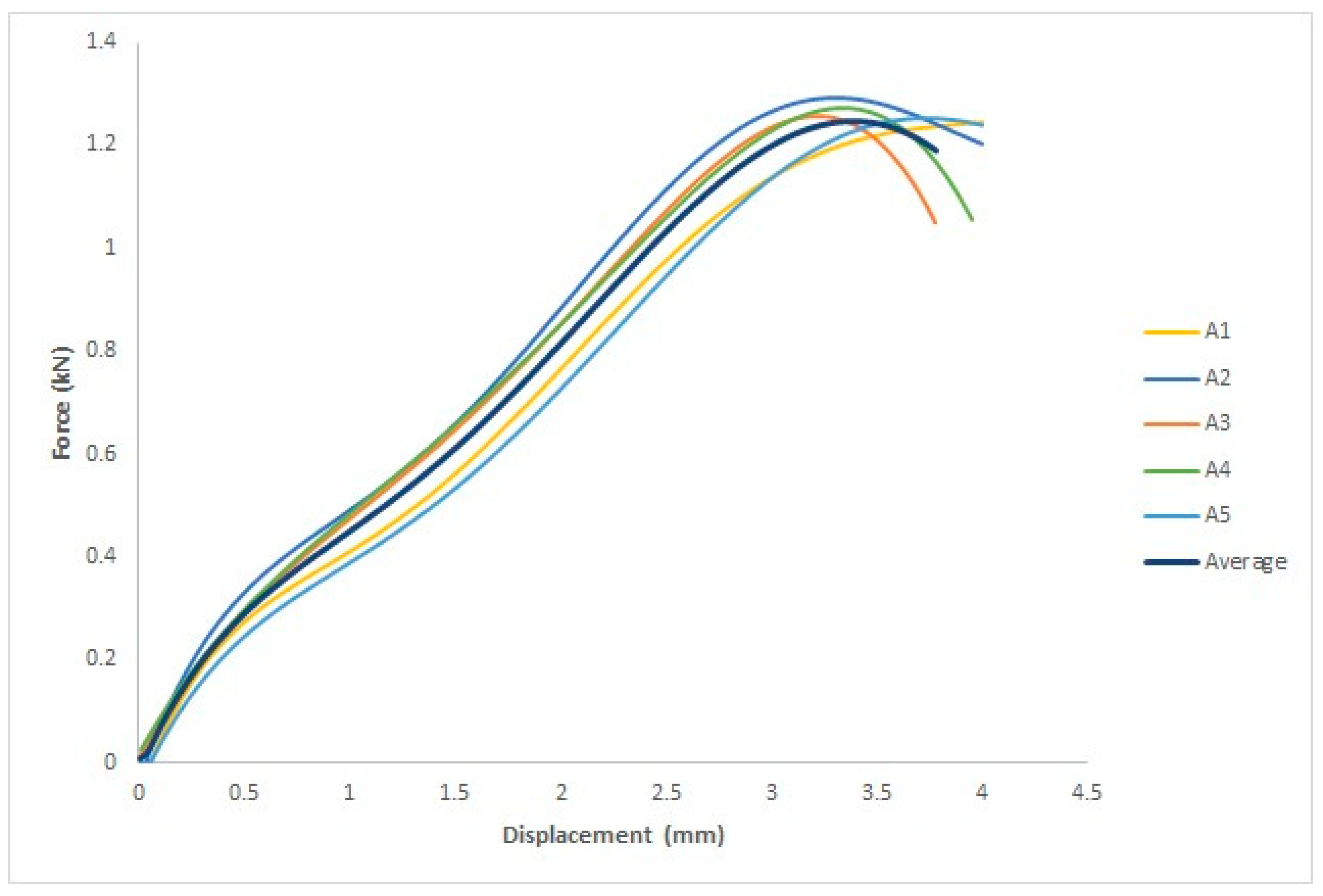
3.3.1. Before UV Irradiation
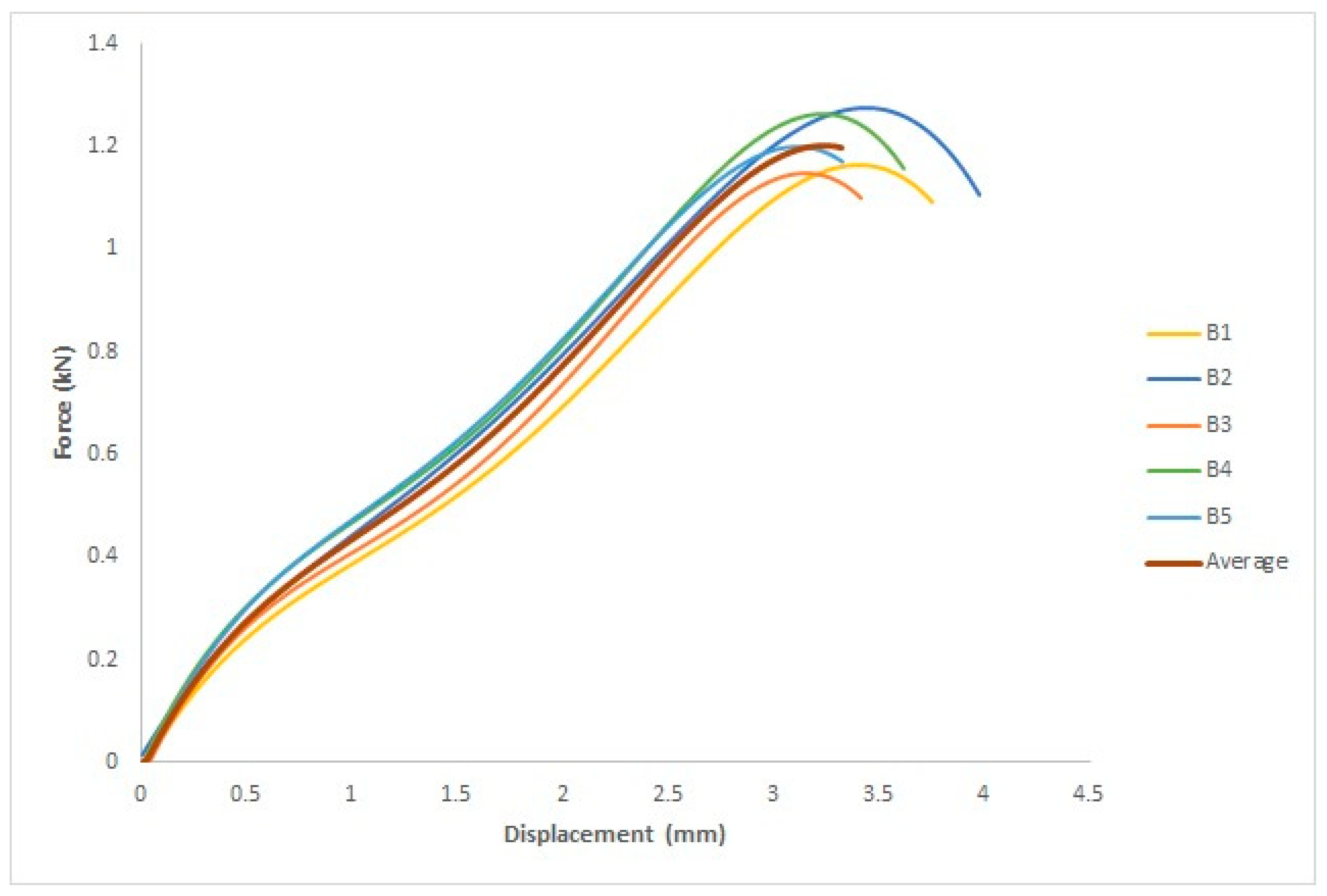
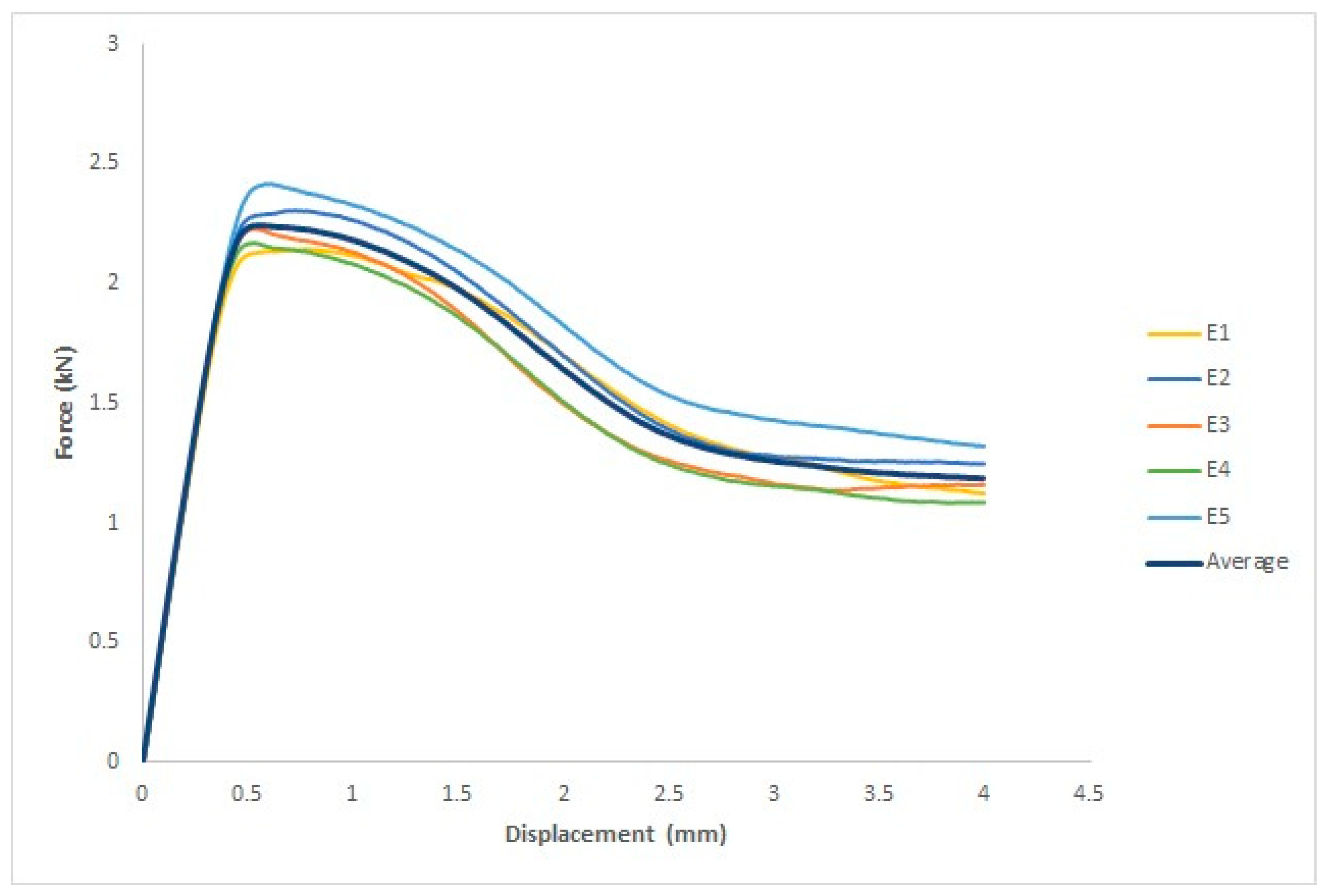
3.3.2. After UVC Irradiation
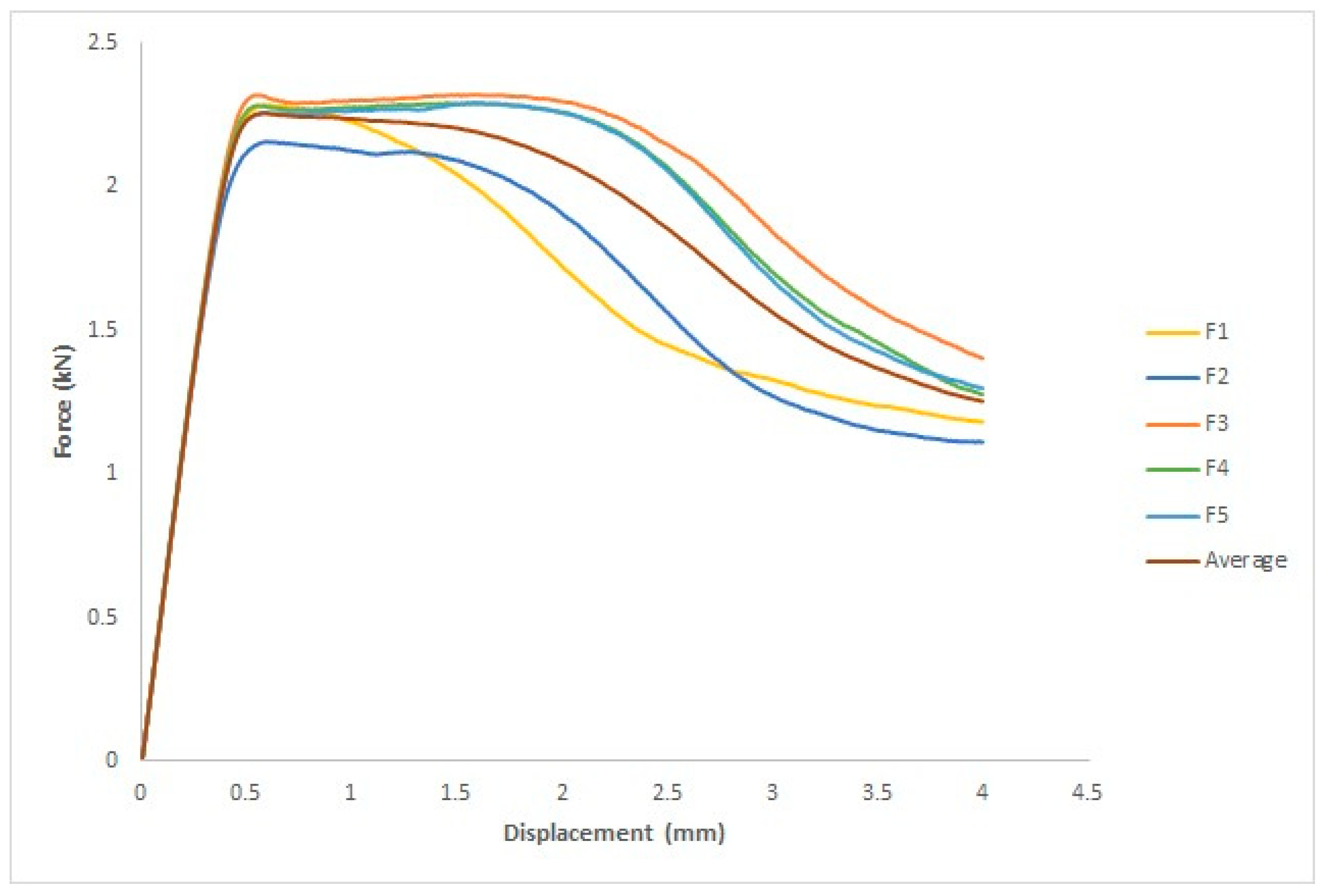
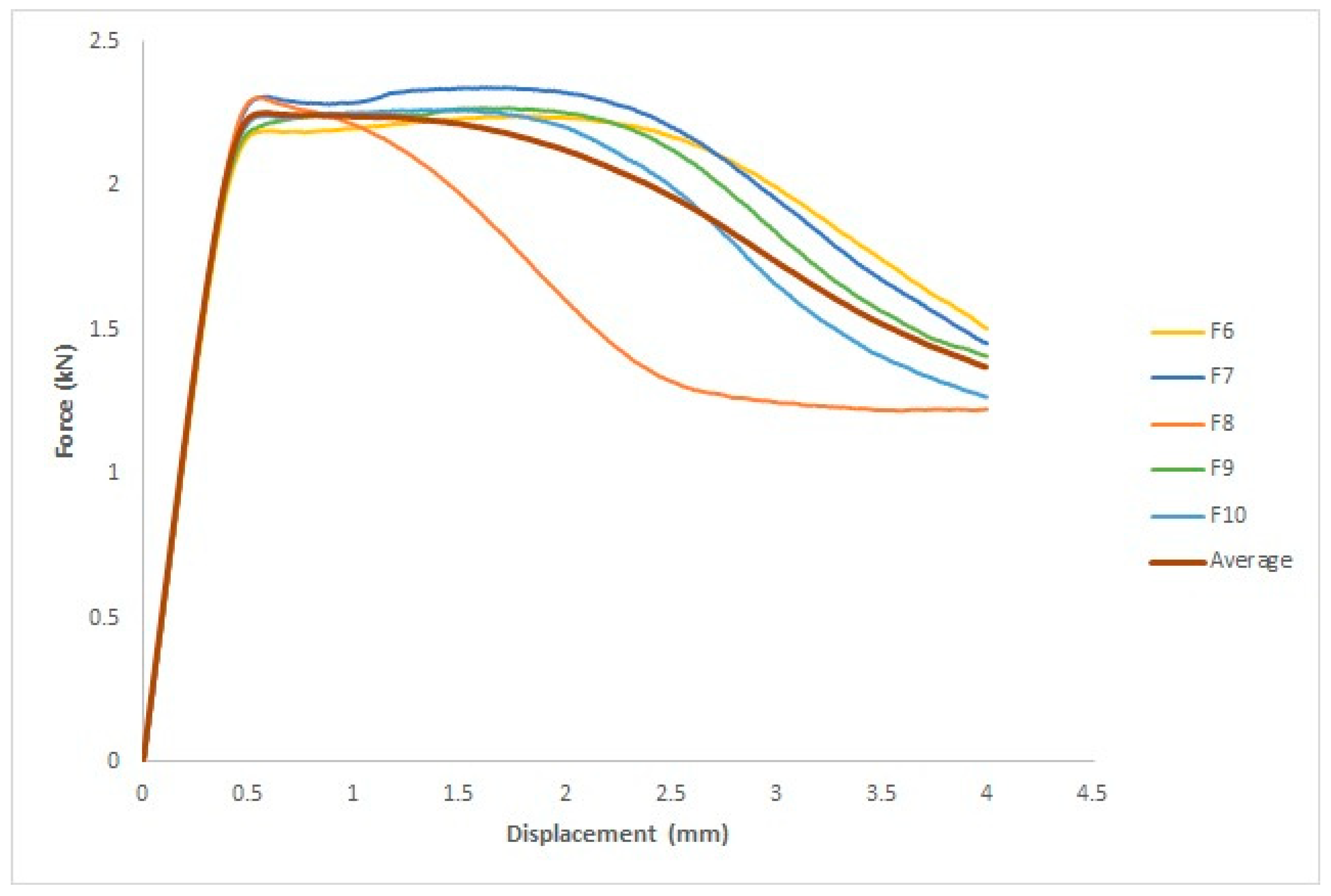
3.3.3. After UVC and UVB Irradiation
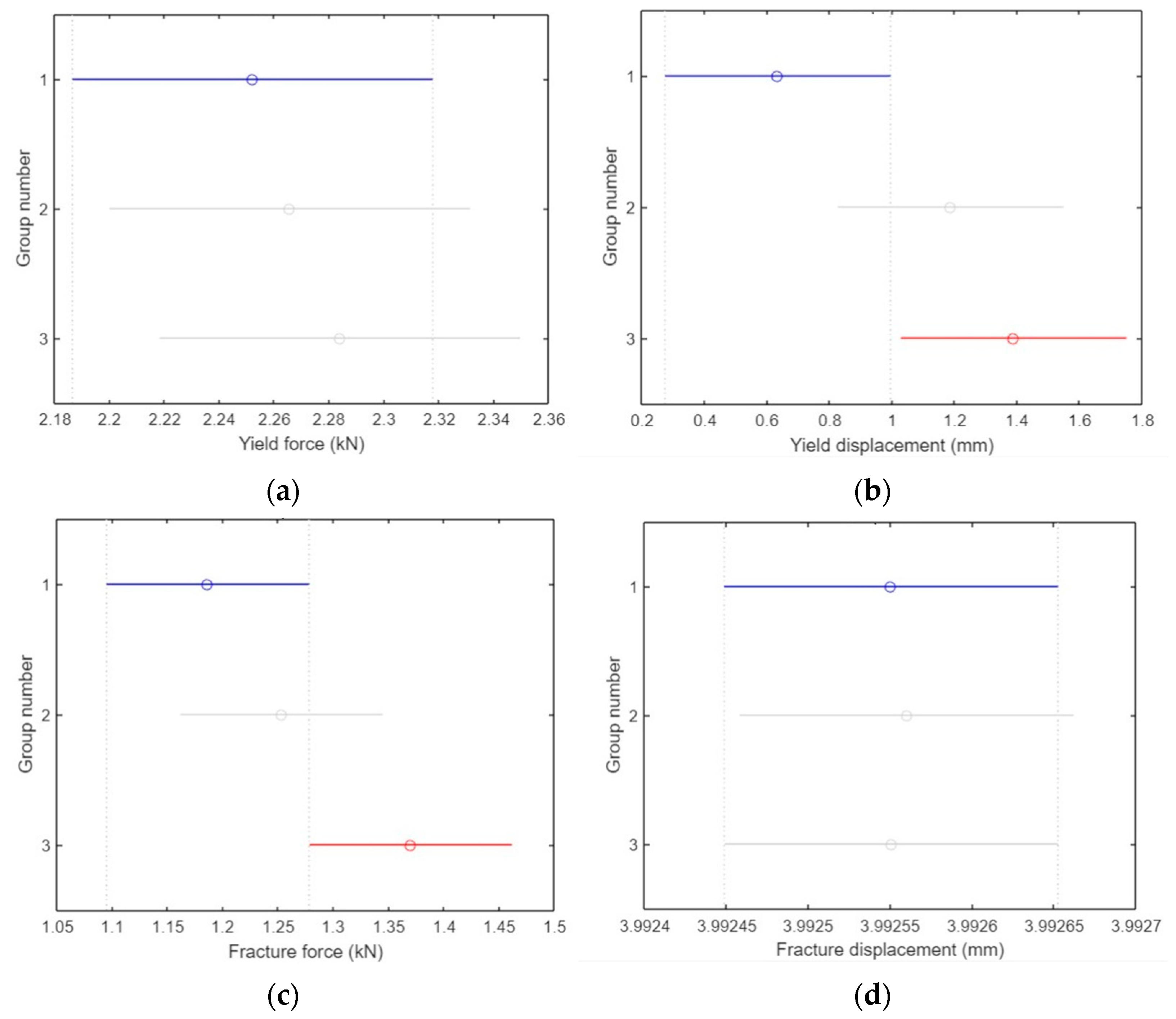
3.3.4. ANOVA Analysis for Compression Test Specimens
3.3.5. Average of Stress–Strain
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kulkarni, R.K.; Moore, E.G.; Hegyeli, A.F.; Leonard, F. Biodegradable poly(lactic acid) polymers. J. Biomed. Mater. Res. 1971, 5, 169–181. [Google Scholar] [CrossRef]
- Athanasiou, K.A.; Niederauer, G.G.; Agrawal, C. Sterilization, toxicity, biocompatibility and clinical applications of polylactic acid/polyglycolic acid copolymers. Biomaterials 1996, 17, 93–102. [Google Scholar] [CrossRef] [PubMed]
- Pawar, R.P.; Tekale, S.U.; Shisodia, S.U.; Totre, J.T.; Domb, A.J. Biomedical Applications of Poly(Lactic Acid). Recent Pat. Regen. Med. 2014, 4, 40–51. [Google Scholar] [CrossRef]
- Christel, P.; Vert, M.; Chabot, F.; Garreau, H.; Audion, M. PGA (polyglycolic acid)-fiber-reinforced-PLA (polylactic acid) as an implant material for bone surgery. Int. Conf. Compos. Bio-Med. Eng. 1985, 11, 1–11. [Google Scholar]
- Zhou, C.R.; Li, L.H. Application of novel PLA/chitosan composite materials on bone tissue scaffolds. In Proceedings of the Transactions—7th World Biomaterials Congress, Sydney, Australia, 17–21 May 2004. [Google Scholar]
- Kadiyala, S.; Lo, H.; Ponticiello, M.S.; Reddi, A.H.; Leong, K.W. Bone induction achieved by controlled release of BMP from PLA/hydroxyapatite foams. In Proceedings of the Transactions of the Annual Meeting of the Society for Biomaterials in conjunction with the International Biomaterials Symposium, Toronto, ON, Canada, 29 May–2 June 1996. [Google Scholar]
- Saikku-Bäckström, A.; Tulamo, R.M.; Räihä, J.E.; Kellomäki, M.; Toivonen, T.; Törmälä, P.; Rokkanen, P. Intramedullary fixation of cortical bone osteotomies with absorbable self-reinforced fibrillated poly96L/4D-lactide (SRPLA96) rods in rabbits. Biomaterials 2001, 22, 33–43. [Google Scholar] [CrossRef]
- Vaidyanathan, R.; Hecht, B.; Studley, A.; Phillips, T.; Calvert, P.D.; Tellis, B.; Coleman, A.; Szivek, J. Resorbable Polymer-Ceramic Composites for Orthopedic Scaffold Applications. Ceram. Eng. Sci. Proc. 2008, 25, 529–536. [Google Scholar] [CrossRef]
- Raikin, S.M.; Ching, A.C. Bioabsorbable Fixation in Foot and Ankle. Foot Ankle Clin. 2005, 10, 667–684. [Google Scholar] [CrossRef]
- Tunc, D.C.; Rohovsky, M.W.; Jadhav, B.; Lehman, W.B.; Strongwater, A.; Kummer, F. Evaluation of Body Absorbable Bone Fixation Devices. In Polymeric Materials Science and Engineering, Proceedings of the ACS Division of Polymeric Material; American Chemical Society: Washington, DC, USA, 1985. [Google Scholar]
- ASTM D638-14; Standard Test Method for Tensile Properties of Plastics. ASTM International: West Conshohocken, PA, USA. Available online: https://www.astm.org/d0638-14.html (accessed on 24 November 2023).
- ASTM D695-23; Standard Test Method for Compressive Properties of Rigid Plastics. ASTM International: West Conshohocken, PA, USA. Available online: https://www.astm.org/d0695-23.html (accessed on 24 November 2023).
- Vangipuram, R.; Feldman, S. Ultraviolet phototherapy for cutaneous diseases: A concise review. Oral Dis. 2016, 22, 253–259. [Google Scholar] [CrossRef]
- Batista, L.F.; Kaina, B.; Meneghini, R.; Menck, C.F. How DNA lesions are turned into powerful killing structures: Insights from UV-induced apoptosis. Mutat. Res. Mol. Mech. Mutagen. 2009, 681, 197–208. [Google Scholar] [CrossRef]
- Coohill, T.P.; Sagripanti, J. Overview of the Inactivation by 254 nm Ultraviolet Radiation of Bacteria with Particular Relevance to Biodefense. Photochem. Photobiol. 2008, 84, 1084–1090. [Google Scholar] [CrossRef]
- Vatansever, F.; Ferraresi, C.; de Sousa, M.V.P.; Yin, R.; Rineh, A.; Sharma, S.K.; Hamblin, M.R. Can biowarfare agents be defeated with light? Virulence 2013, 4, 796–825. [Google Scholar] [CrossRef]
- Aboamer, M.A.; Elgohary, D.H.; Almukil, A.A.; Aboamer, A.A.; Alarifi, I.M.; Bakouri, M.; Mohamed, N.A.R. A comparative study of mechanical behavior of ABS material based on UVC sterilization for medical usage. J. Mech. Sci. Technol. 2022, 36, 3373–3385. [Google Scholar] [CrossRef]
- Batista, L.F.; Roos, W.P.; Kaina, B.; Menck, C.F. p53 Mutant Human Glioma Cells Are Sensitive to UV-C-Induced Apoptosis Due to Impaired Cyclobutane Pyrimidine Dimer Removal. Mol. Cancer Res. 2009, 7, 237–246. [Google Scholar] [CrossRef] [PubMed]
- Song, K.; Taghipour, F.; Mohseni, M. Microorganisms inactivation by wavelength combinations of ultraviolet light-emitting diodes (UV-LEDs). Sci. Total. Environ. 2019, 665, 1103–1110. [Google Scholar] [CrossRef] [PubMed]
- ISO 21348:2007; Space Environment (Natural and Artificial)—Process for Determining Solar Irradiances, iTeh Standards. ISO: Geneva, Switzerland. Available online: https://standards.iteh.ai/catalog/standards/sist/53aee542-8f22-4f5f-ba6b-f83d55fd21d6/iso-21348-2007 (accessed on 8 December 2023).
- Leal, R.; Barreiros, F.M.; Alves, L.; Romeiro, F.; Vasco, J.C.; Santos, M.; Marto, C. Additive manufacturing tooling for the automotive industry. Int. J. Adv. Manuf. Technol. 2017, 92, 1671–1676. [Google Scholar] [CrossRef]
- Khosravani, M.R.; Reinicke, T. 3D-printed sensors: Current progress and future challenges. Sens. Actuators A Phys. 2020, 305, 111916. [Google Scholar] [CrossRef]
- Kong, L.; Ambrosi, A.; Nasir, M.Z.M.; Guan, J.; Pumera, M. Self-Propelled 3D-Printed “Aircraft Carrier” of Light-Powered Smart Micromachines for Large-Volume Nitroaromatic Explosives Removal. Adv. Funct. Mater. 2019, 29, 1903872. [Google Scholar] [CrossRef]
- Nasiri, S.; Khosravani, M.R. Progress and challenges in fabrication of wearable sensors for health monitoring. Sens. Actuators A Phys. 2020, 312, 112105. [Google Scholar] [CrossRef]
- Rivera, R.G.; Alvarado, R.G.; Martínez-Rocamora, A.; Cheein, F.A. A Comprehensive Performance Evaluation of Different Mobile Manipulators Used as Displaceable 3D Printers of Building Elements for the Construction Industry. Sustainability 2020, 12, 4378. [Google Scholar] [CrossRef]
- Choi, S.; Cheung, H. A multi-material virtual prototyping system. Comput. Des. 2005, 37, 123–136. [Google Scholar] [CrossRef]
- Amza, C.G.; Zapciu, A.; Baciu, F.; Vasile, M.I.; Popescu, D. Aging of 3D Printed Polymers under Sterilizing UV-C Radiation. Polymers 2021, 13, 4467. [Google Scholar] [CrossRef] [PubMed]
- ASTM D790-17; Standard Test Methods for Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating Materials. ASTM International: West Conshohocken, PA, USA. Available online: https://www.astm.org/d0790-17.html (accessed on 8 December 2023).
- Aboamer, M.A.; Aboamer, A.A.; Elgohary, D.H.; Alqahtani, T.M.; Abdel-Hadi, A.; Al-Mutairi, S.M.; El-Bagory, T.M.; Alshareef, K.M.; Mohamed, N.A.R. Comparative study of mechanical behavior of low- and high-density polyethylene based on UVB sterilization for medical usage. J. Mech. Sci. Technol. 2022, 36, 5977–5993. [Google Scholar] [CrossRef]
- Mazlan, S.N.H.; Alkahari, M.R.; Ramli, F.R.; Maidin, N.A.; Sudin, M.N.; Zolkaply, A.R. Surface finish and mechanical properties of FDM part after blow cold vapor treatment. J. Adv. Res. Fluid Mech. Therm. Sci. 2018, 48, 2. [Google Scholar]
- Pérez, M.; Medina-Sánchez, G.; García-Collado, A.; Gupta, M.; Carou, D. Surface Quality Enhancement of Fused Deposition Modeling (FDM) Printed Samples Based on the Selection of Critical Printing Parameters. Materials 2018, 11, 1382. [Google Scholar] [CrossRef]
- Schneider, M.; Fritzsche, N.; Puciul-Malinowska, A.; Baliś, A.; Mostafa, A.; Bald, I.; Zapotoczny, S.; Taubert, A. Surface Etching of 3D Printed Poly(lactic acid) with NaOH: A Systematic Approach. Polymers 2020, 12, 1711. [Google Scholar] [CrossRef]
- HIGH TECH. Available online: https://www.reedinstruments.com/product/reed-r6020-temperature-humidity-data-logger (accessed on 24 November 2023).
- Lualdi, M.; Cavalleri, A.; Bianco, A.; Biasin, M.; Cavatorta, C.; Clerici, M.; Galli, P.; Pareschi, G.; Pignoli, E. Ultraviolet C lamps for disinfection of surfaces potentially contaminated with SARS-CoV-2 in critical hospital settings: Examples of their use and some practical advice. BMC Infect. Dis. 2021, 21, 594. [Google Scholar] [CrossRef]
- Bentancor, M.; Vidal, S. Programmable and low-cost ultraviolet room disinfection device. HardwareX 2018, 4, e00046. [Google Scholar] [CrossRef]























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Diameter (mm) | 1.75 |
| Density (g/cm3) | 1.04 |
| Tensile strength at yield (MPa) | 43 |
| Elongation at break (%) | 22 |
| Infill Ratio (%) | 30 |
| Nozzle diameter (mm) | 0.4 |
| Printing temperature (°C) | 220 |
| Printing speed (mm/s) | 20 |
| Printing pattern rectangular | Grid |
| Layer height (mm) | 0.3 |
| Parameters | A1 | A2 | A3 | A4 | A5 | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| Disp. (mm) | Force (kN) | Disp. (mm) | Force (kN) | Disp. (mm) | Force (kN) | Disp. (mm) | Force (kN) | Disp. (mm) | Force (kN) | |
| Yield | 3.4 | 1.2 | 3.4 | 1.3 | 3.4 | 1.2 | 3.4 | 1.3 | 3.4 | 1.2 |
| Fracture | 4 | 1.2 | 4 | 1.2 | 3.8 | 1 | 4 | 1.1 | 4 | 1.2 |
| Parameters | B1 | B2 | B3 | B4 | B5 | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| Disp. (mm) | Force (kN) | Disp. (mm) | Force (kN) | Disp. (mm) | Force (kN) | Disp. (mm) | Force (kN) | Disp. (mm) | Force (kN) | |
| Yield | 3.2 | 1.2 | 3.2 | 1.3 | 3.2 | 1.1 | 3.2 | 1.3 | 3.2 | 1.2 |
| Fracture | 3.8 | 1.1 | 4 | 1.1 | 3.4 | 1.1 | 3.6 | 1.2 | 3.3 | 1.2 |
| Parameters | B6 | B7 | B8 | B9 | B10 | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| Disp. (mm) | Force (kN) | Disp. (mm) | Force (kN) | Disp. (mm) | Force (kN) | Disp. (mm) | Force (kN) | Disp. (mm) | Force (kN) | |
| Yield | 3.2 | 1.1 | 3.1 | 1.2 | 3.1 | 1.2 | 3.1 | 1.2 | 3.1 | 1.3 |
| Fracture | 3.2 | 1.1 | 4.1 | 1.1 | 3.4 | 1.1 | 3.2 | 1.1 | 3.5 | 1.2 |
| Parameters | E1 | E2 | E3 | E4 | E5 | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| Disp. (mm) | Force (kN) | Disp. (mm) | Force (kN) | Disp. (mm) | Force (kN) | Disp. (mm) | Force (kN) | Disp. (mm) | Force (kN) | |
| Yield | 0.78 | 2.1 | 0.73 | 2.3 | 0.53 | 2.2 | 0.53 | 2.2 | 0.61 | 2.4 |
| Fracture | 4 | 1.1 | 4 | 1.2 | 4 | 1.2 | 4 | 1.1 | 4 | 1.3 |
| Parameters | F1 | F2 | F3 | F4 | F5 | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| Disp. (mm) | Force (kN) | Disp. (mm) | Force (kN) | Disp. (mm) | Force (kN) | Disp. (mm) | Force (kN) | Disp. (mm) | Force (kN) | |
| Yield | 0.61 | 2.3 | 0.59 | 2.2 | 1.6 | 2.3 | 1.6 | 2.3 | 1.6 | 2.3 |
| Fracture | 4 | 1.2 | 4 | 1.1 | 4 | 1.4 | 4 | 1.3 | 4 | 1.3 |
| Parameters | F6 | F7 | F8 | F9 | F10 | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| Disp. (mm) | Force (kN) | Disp. (mm) | Force (kN) | Disp. (mm) | Force (kN) | Disp. (mm) | Force (kN) | Disp. (mm) | Force (kN) | |
| Yield | 1.8 | 2.2 | 1.7 | 2.3 | 0.55 | 2.3 | 1.6 | 2.3 | 1.3 | 2.3 |
| Fracture | 4 | 1.5 | 4 | 1.5 | 4 | 1.2 | 4 | 1.4 | 4 | 1.3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Aboamer, M.A.; Alsuayri, A.S.; Alassaf, A.; Alqahtani, T.M.; Alresheedi, B.A.; Saijari, G.N.; Osman, E.A.; Mohamed, N.A.R. Hybrid Radiant Disinfection: Exploring UVC and UVB Sterilization Impact on the Mechanical Characteristics of PLA Materials. Polymers 2023, 15, 4658. https://doi.org/10.3390/polym15244658
Aboamer MA, Alsuayri AS, Alassaf A, Alqahtani TM, Alresheedi BA, Saijari GN, Osman EA, Mohamed NAR. Hybrid Radiant Disinfection: Exploring UVC and UVB Sterilization Impact on the Mechanical Characteristics of PLA Materials. Polymers. 2023; 15(24):4658. https://doi.org/10.3390/polym15244658
Chicago/Turabian StyleAboamer, Mohamed A., Ahmed S. Alsuayri, Ahmad Alassaf, Tariq M. Alqahtani, Bakheet A. Alresheedi, Ghazwan N. Saijari, Elamir A. Osman, and Nader A. Rahman Mohamed. 2023. "Hybrid Radiant Disinfection: Exploring UVC and UVB Sterilization Impact on the Mechanical Characteristics of PLA Materials" Polymers 15, no. 24: 4658. https://doi.org/10.3390/polym15244658
APA StyleAboamer, M. A., Alsuayri, A. S., Alassaf, A., Alqahtani, T. M., Alresheedi, B. A., Saijari, G. N., Osman, E. A., & Mohamed, N. A. R. (2023). Hybrid Radiant Disinfection: Exploring UVC and UVB Sterilization Impact on the Mechanical Characteristics of PLA Materials. Polymers, 15(24), 4658. https://doi.org/10.3390/polym15244658