
Effect of Dispersant on Disperse Dyeing in Silicone Waterless Dyeing System


Abstract
:
1. Introduction
2. Material and Methods
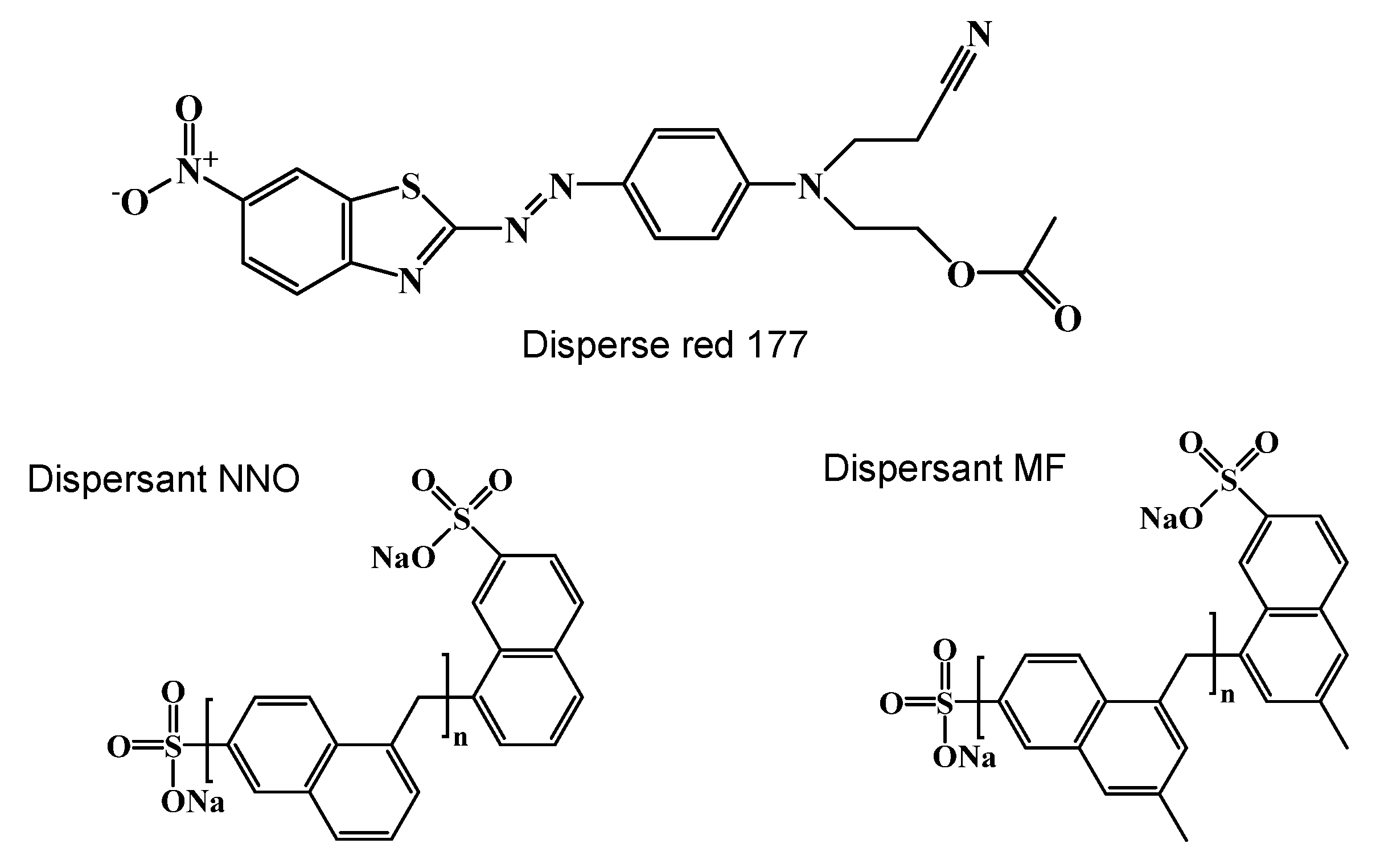
2.1. Materials
2.2. Dyeing Method
2.3. Exhaustion of Dye
2.4. Color Depth of Dyed Fabric
2.5. Dyeing Level Property
2.6. Color Fastness Test
2.7. Solubility of Disperse Dye
2.8. CLogP Value of Dye
3. Results and Discussion
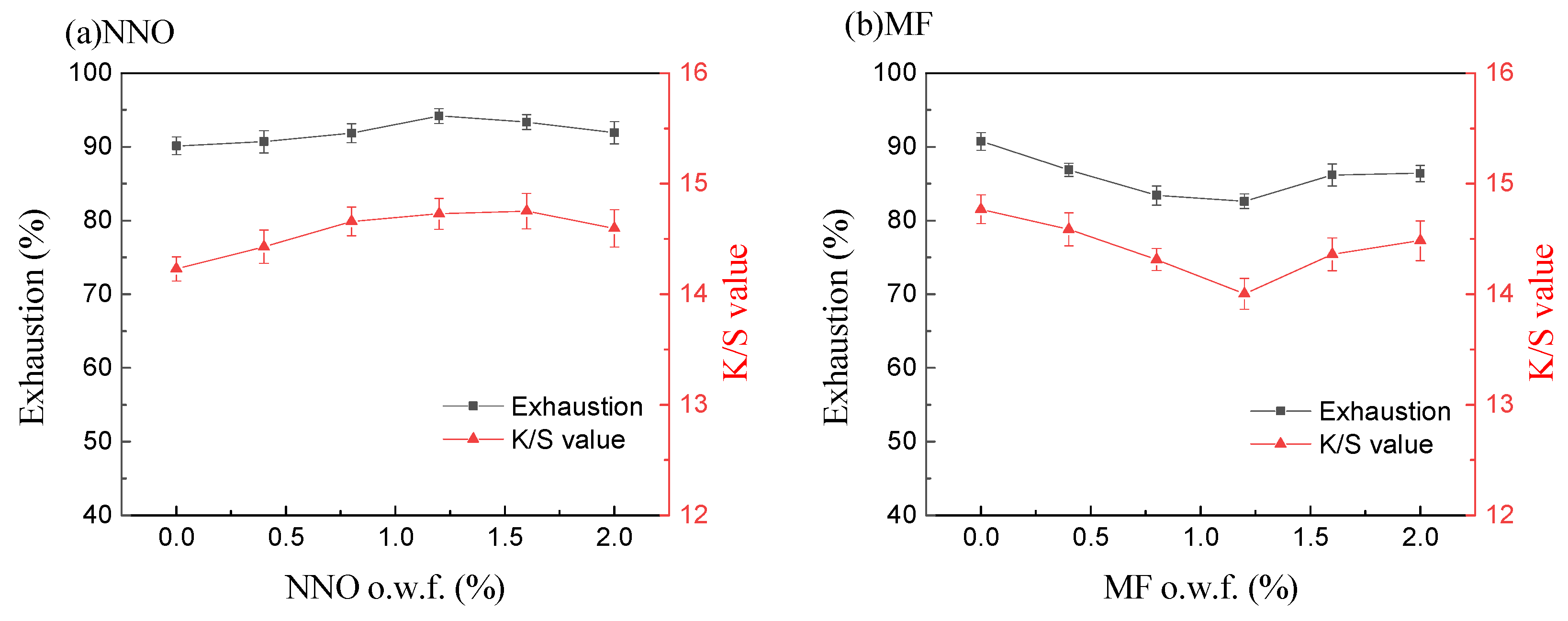
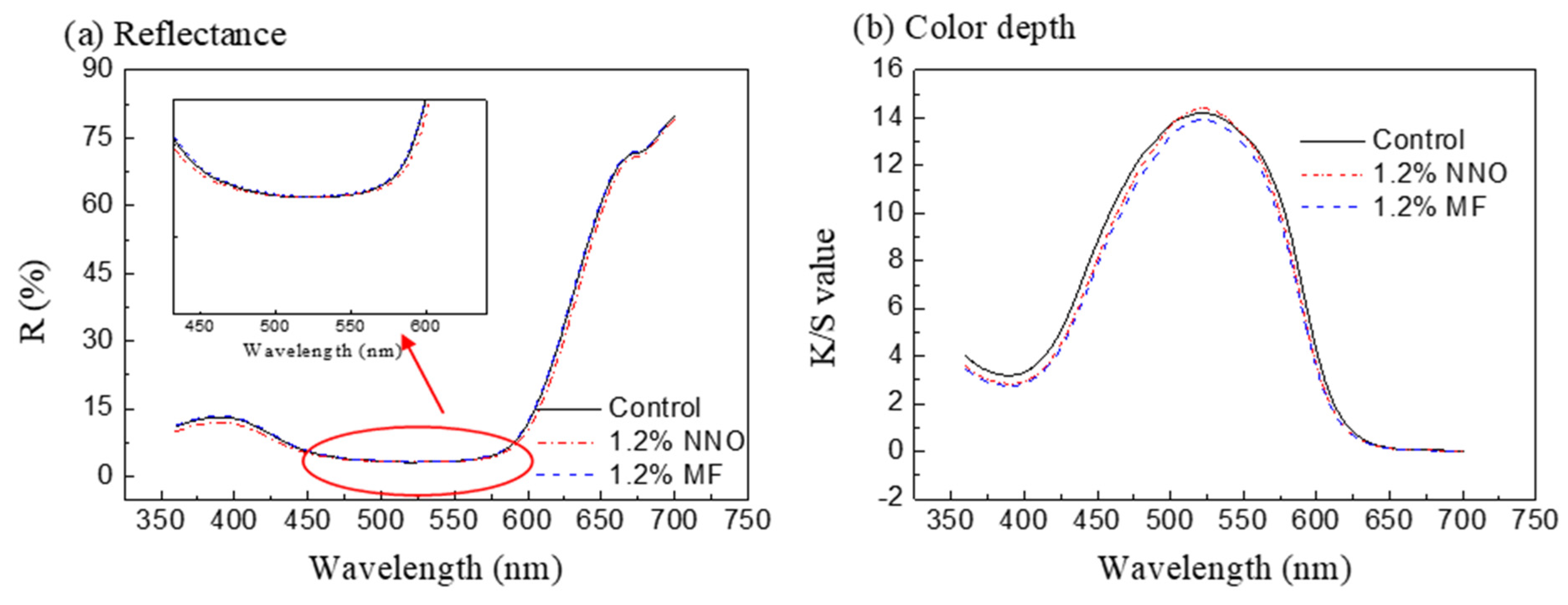
3.1. Exhaustion of Dye and Color Depth of Dyed Fabric
3.2. Dyeing Performance in Silicone Solvent Dyeing System and Traditional Water Base
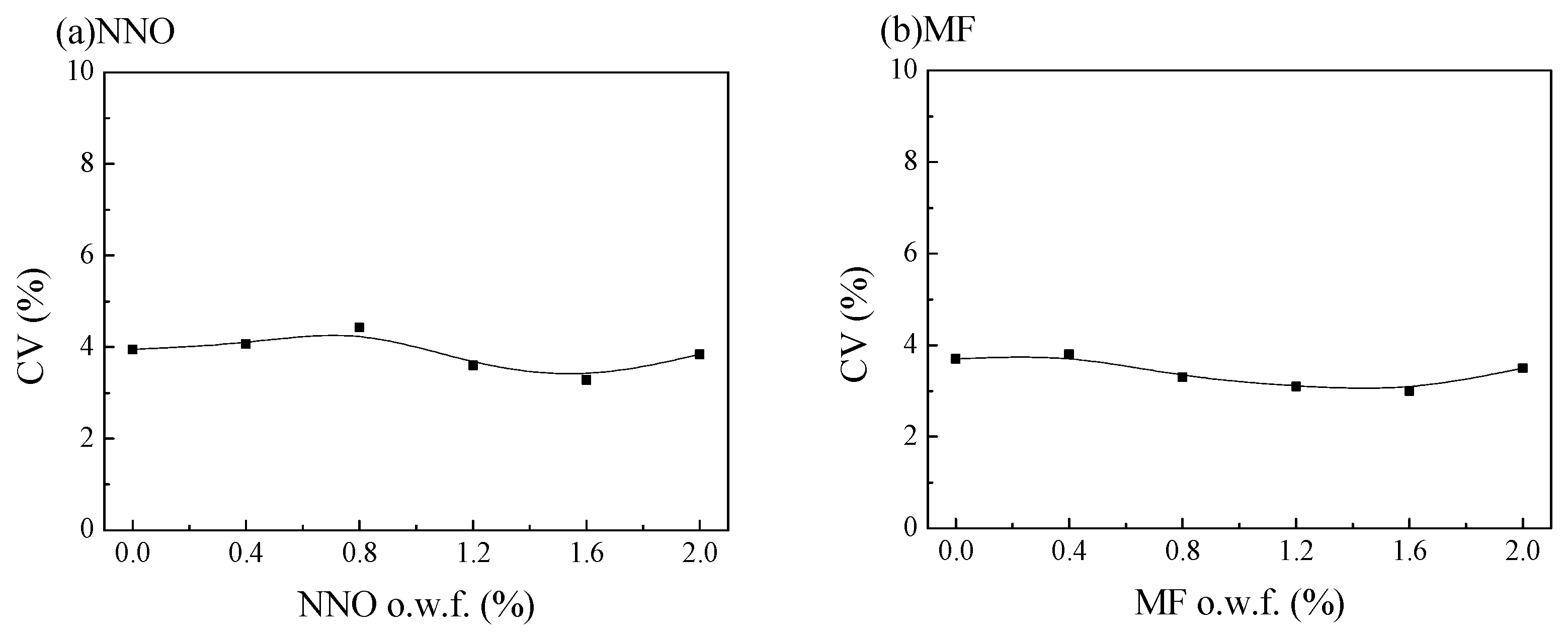
3.3. Dyeing Level Property of Dyed Fabrics
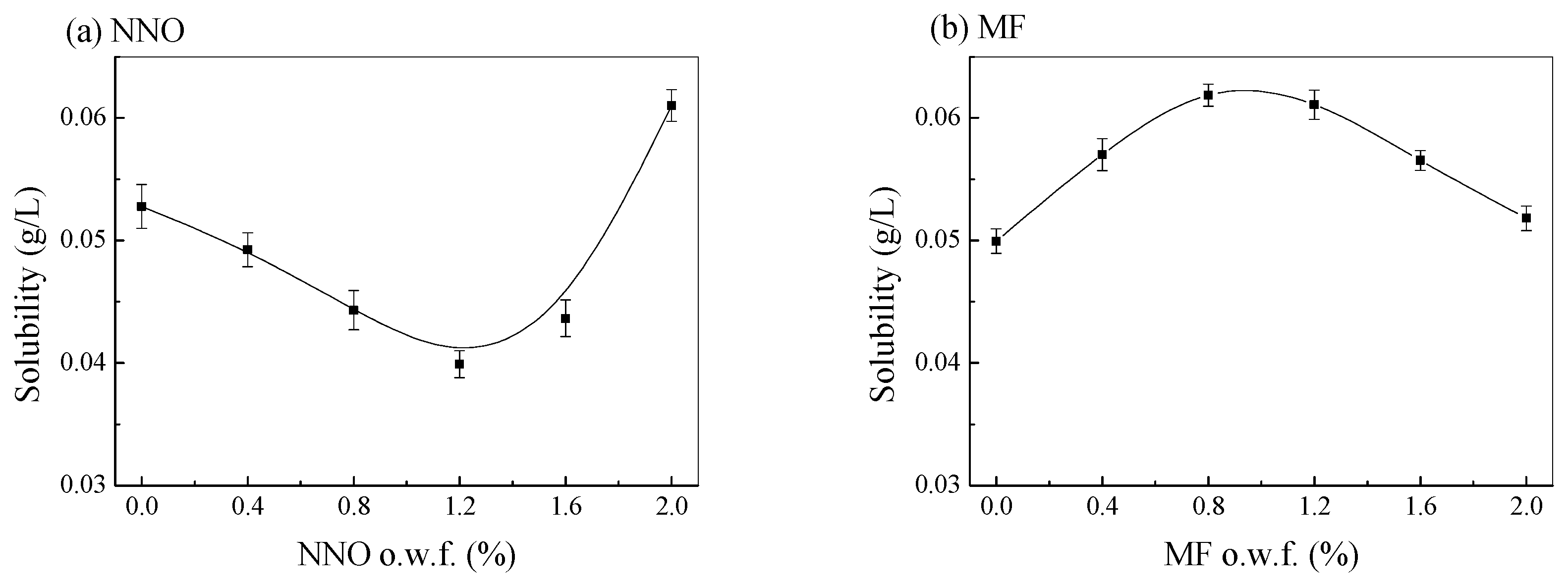
3.4. Solubility of Disperse Dye
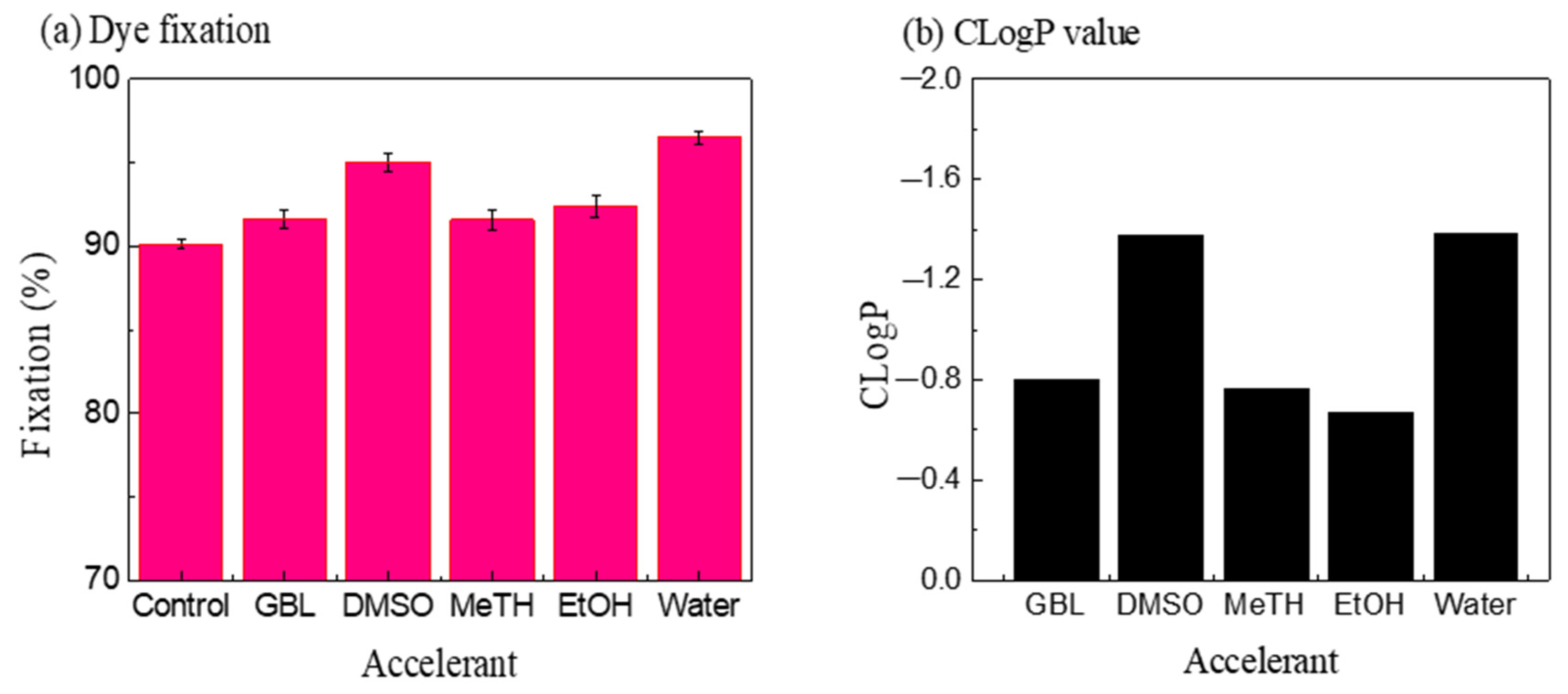
3.5. Relationship between Hydrophobic Constant and Exhaustion
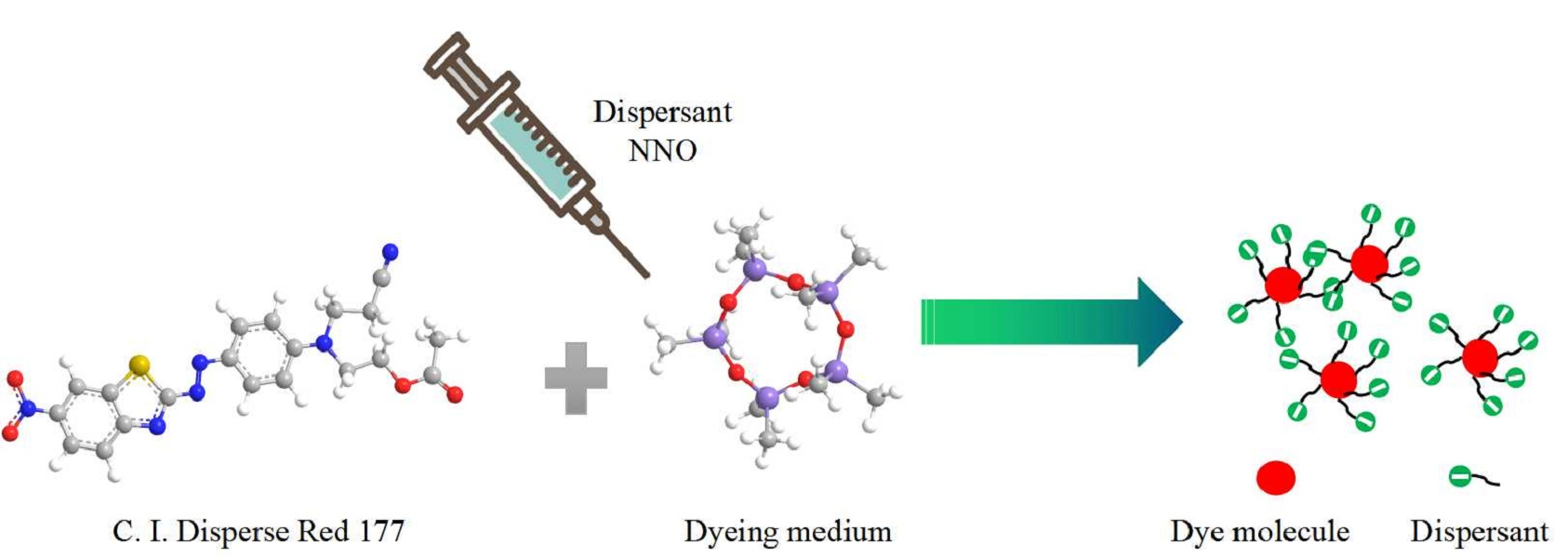
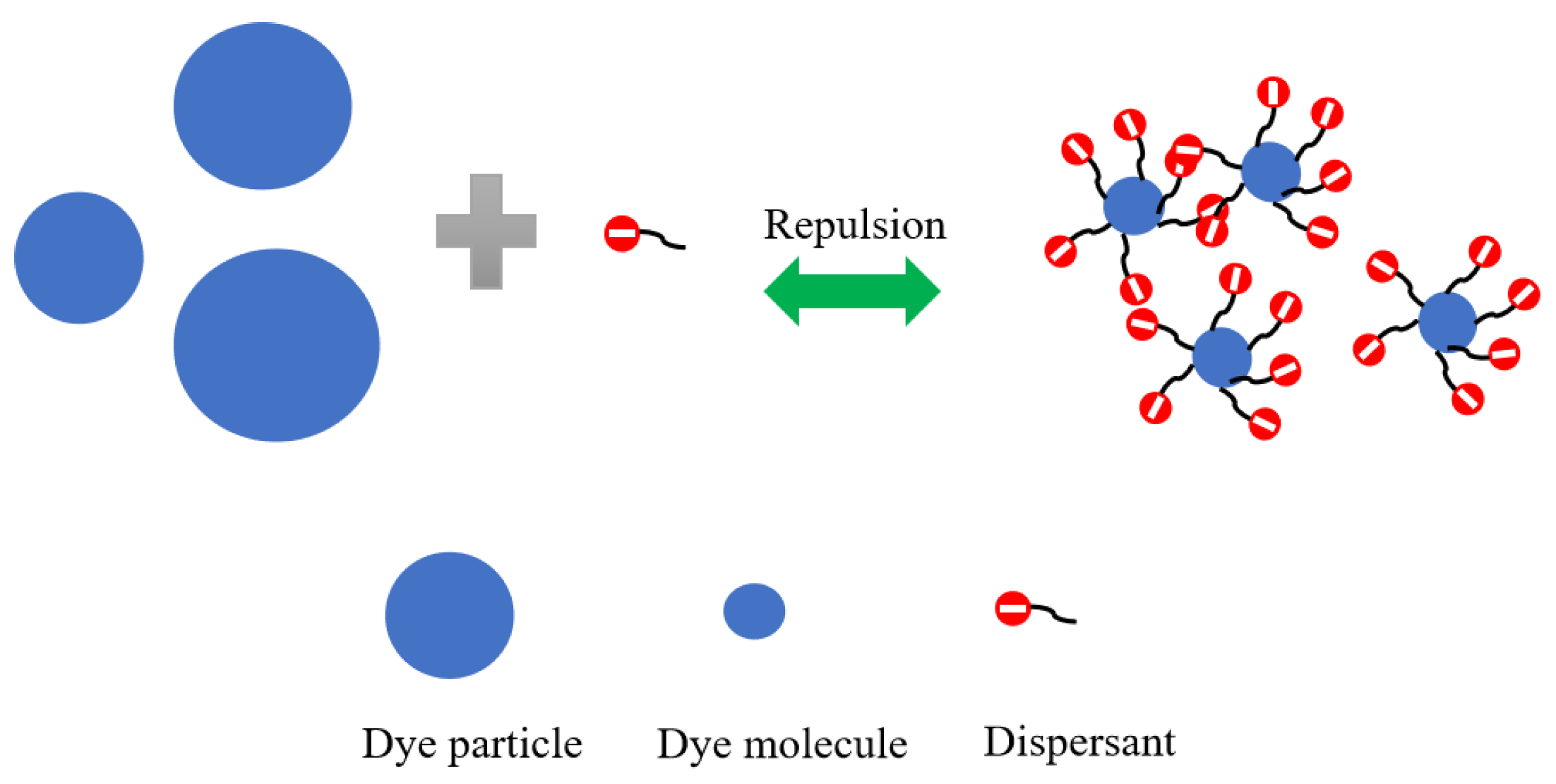
3.6. Dispersion Mechanism in Silicone Solvent Dyeing System
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhao, Z.; Tong, N.; Song, H.; Guo, Y.; Wang, J. Preparation and Characterization of Phase Change Polyester Fiber. Integr. Ferroectr. 2022, 228, 238–248. [Google Scholar] [CrossRef]
- Aysha, T.; Zain, M.; Arief, M.; Youssef, Y. Alkali-stable solid state fluorescent pyrazolo/pyrrolinone disperse dyes: Synthesis and application for dyeing polyester fabric. J. Mol. Struct. 2022, 1249, 131623. [Google Scholar] [CrossRef]
- Al-Etaibi, A.M.; Alnassar, H.S.; El-Apasery, M.A. Dyeing of polyester with disperse dyes: Part 2. Synthesis and dyeing characteristics of some azo disperse dyes for polyester fabrics. Molecules 2016, 21, 855. [Google Scholar] [CrossRef]
- Aysha, T.; Zain, M.; Arief, M.; Youssef, Y. Synthesis and spectral properties of new fluorescent hydrazone disperse dyes and their dyeing application on polyester fabrics. Heliyon 2019, 5, E02358. [Google Scholar] [CrossRef] [Green Version]
- He, J.; Luo, Y. Novel carboxylate comb-like dispersant used in disperse dyes. J. Appl. Polym. Sci. 2022, 139, 52147. [Google Scholar] [CrossRef]
- Overdahl, K.E.; Gooden, D.; Bobay, B.; Getzinger, G.J.; Stapleton, H.M.; Ferguson, P.L. Characterizing azobenzene disperse dyes in commercial mixtures and children’s polyester clothing. Environ. Pollut. 2021, 287, 117299. [Google Scholar] [CrossRef]
- Lim, J.; Szymczyk, M.; Mehraban, N.; Ding, Y.; Parrillo-Chapman, L.; El-Shafei, A.; Freeman, H.S. Molecular and excited state properties of isomeric scarlet disperse dyes. J. Mol. Struct. 2018, 1161, 254–261. [Google Scholar] [CrossRef]
- Yan, L.; Yi, Z.; Ben, Z.; Juan, D.; Shuilin, C. Effect of microencapsulation on dyeing behaviors of disperse dyes without auxiliary solubilization. J. Appl. Polym. Sci. 2011, 120, 484–491. [Google Scholar] [CrossRef]
- Dihom, H.R.; Al-Shaibani, M.M.; Mohamed, R.M.S.R.; Al-Gheethi, A.A.; Sharma, A.; Khamidun, M.H.B. Photocatalytic degradation of disperse azo dyes in textile wastewater using green zinc oxide nanoparticles synthesized in plant extract: A critical review. J. Water Process. Eng. 2022, 47, 102705. [Google Scholar] [CrossRef]
- Pasquet, V.; Perwuelz, A.; Behary, N.; Isaad, J. Vanillin, a potential carrier for low temperature dyeing of polyester fabrics. J. Clean. Prod. 2013, 43, 20–26. [Google Scholar] [CrossRef]
- Shili, X.; Pengjun, X.; Qingyan, P.; Jiali, C.; Jiankang, H.; Faming, W.; Noor, N. Layer-by-layer assembly of polyelectrolyte multilayer onto pet fabric for highly tunable dyeing with water soluble dyestuffs. Polymers 2017, 9, 735. [Google Scholar]
- Hou, A.; Li, M.; Gao, F.; Xie, K.; Yu, X. One-step dyeing of polyethylene terephthalate fabric, combining pretreatment and dyeing using alkali-stable disperse dyes. Color. Technol. 2013, 129, 438–442. [Google Scholar] [CrossRef]
- Paschoal, F.M.; Anderson, M.A.; Zanoni, M.V.B. The photoelectrocatalytic oxidative treatment of textile wastewater containing disperse dyes. Desalination 2009, 249, 1350–1355. [Google Scholar] [CrossRef]
- Paziresh, F.; Salem, A.; Salem, S. Super effective recovery of industrial wastewater contaminated by multi-disperse dyes through hydroxyapatite produced from eggshell. Sustain. Chem. Pharm. 2021, 23, 100501. [Google Scholar] [CrossRef]
- Anouzla, A.; Abrouki, Y.; Souabi, S.; Safi, M.; Rhbal, H. Colour and COD removal of disperse dye solution by a novel coagulant: Application of statistical design for the optimization and regression analysis. J. Hazard. Mater. 2009, 166, 1302–1306. [Google Scholar] [CrossRef]
- Aysha, T.; El-Sedik, M.; Mashaly, H.M.; El-Apasery, M.A.; Machalicky, O.; Hrdina, R. Synthesis, characterisation, and applications of isoindigo/pechmann dye heteroanalogue hybrid dyes on polyester fabric. Color. Technol. 2015, 131, 333–341. [Google Scholar] [CrossRef]
- Zaidy, S.S.; Vacchi, F.I.; Umbuzeiro, G.A.; Freeman, H.S. Approach to waterless dyeing of textile substrates—Use of atmospheric plasma. Ind. Eng. Chem. Res. 2019, 58, 18478–18487. [Google Scholar] [CrossRef]
- Saleem, M.A.; Pei, L.; Saleem, M.F.; Shahid, S.; Wang, J. Sustainable dyeing of nylon with disperse dyes in Decamethylcyclopentasiloxane waterless dyeing system. J. Clean. Prod. 2020, 276, 123258. [Google Scholar] [CrossRef]
- Oyama, Y.; Mamada, M.; Shukla, A.; Moore, E.G.; Lo, S.C.; Namdas, E.B.; Adachi, C. Design strategy for robust organic semiconductor laser dyes. ACS Mater. Lett. 2020, 2, 161–167. [Google Scholar] [CrossRef]
- Wang, Y.; Peng, Y.G.; Ji, J.L. Research on the Dyeing Diffusion Coefficient of Microencapsulated Disperse Dyes on Polyester. Knitt. Ind. 2021, 21, 52–55. [Google Scholar]
- Granato, M.A.; Gaspar, T.M.; Alves, A.F.; Augusto, U.; Guelli, U.S.; Selene, M.A. Reuse of wastewaters on dyeing of polyester fabric with encapsulated disperse dye. Environ. Technol. 2019, 40, 408–417. [Google Scholar] [CrossRef]
- Gao, Z.; Qu, D.; Qu, Y.; Wang, W.; Cui, S.; Guo, H.; Li, F.; Sun, F. A novel jig dyeing apparatus for dyeing polyester with supercritical carbon dioxide and its dyeing effect. Fibers Polym. 2022, 23, 745–750. [Google Scholar] [CrossRef]
- Hart, A.; Anumudu, C.; Onyeaka, H.; Miri, T. Application of supercritical fluid carbon dioxide in improving food shelf-life and safety by inactivating spores: A review. J. Food Sci. Technol. 2022, 59, 417–428. [Google Scholar] [CrossRef]
- Zhu, W.; Fan, Y.; Zhang, C.; Cai, C.; Long, J.; Shi, M. Impregnation of viscose substrate with nicotinamide in supercritical carbon dioxide. Text. Res. J. 2019, 89, 3475–3483. [Google Scholar] [CrossRef]
- Guan, L.; Shi, M.; Long, J. One-step method for stain proofing finishing of polyester fabric in supercritical carbon dioxide. J. CO2 Util. 2023, 67, 102316. [Google Scholar] [CrossRef]
- Deng, Y.; Xu, M.; Zhang, Y.; Zhou, G.; Li, N.; Qiu, X. Non-water dyeing process of reactive dyes in two organic solvents with temperature-dependent miscibility. Text. Res. J. 2019, 89, 3882–3889. [Google Scholar] [CrossRef]
- Fité, F.C. Dyeing polyester at low temperatures: Kinetics of dyeing with disperse dyes. Text. Res. J. 1995, 65, 362–368. [Google Scholar] [CrossRef]
- Xu, S.; Chen, J.; Wang, B.; Yang, Y. An environmentally responsible polyester dyeing technology using liquid paraffin. J. Clean. Prod. 2016, 112, 987–994. [Google Scholar] [CrossRef]
- An, Y.; Miao, J.; Fan, J.; Li, M.; Shao, M.; Shao, J. High-efficiency dispersant-free polyester dyeing using D5 non-aqueous medium. Dyes Pigments 2021, 190, 109303. [Google Scholar] [CrossRef]
- Cheng, W.; Pei, L.; Saleem, M.A.; Zhu, L.; Wang, J. Sustainable pilot scale disperse dyeing in a waterless silicone medium dyeing system for no discharge of wastewater. J. Clean. Prod. 2021, 321, 128953. [Google Scholar] [CrossRef]
- Wang, J.; Cheng, W.; Gao, Y.; Zhu, L.; Pei, L. Mechanism of accelerant on disperse dyeing for PET fiber in the silicone solvent dyeing system. Polymers 2019, 11, 520. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Li, H.; Pei, L.; Zhang, H.; Wang, Z.; Saleem, M.A.; Alebeid, O.K.; Wang, J. Extraction of Cyclic Oligomer and Their Influence on Polyester Dyeing in a Silicone Waterless Dyeing System. Polymers 2021, 13, 3687. [Google Scholar] [CrossRef]
- Pei, L.; Huang, Y.; Zhang, H.; Wang, J. Effect of dispersant on disperse dyeing for polyester fabric in silicone waterless dyeing system. J. Text. I 2022, 113, 185–190. [Google Scholar] [CrossRef]
- Pei, L.; Li, H.; Zhang, H.; Wang, Z.; Wang, J. Migration and Chemical Characterization of Cyclic Oligomers from Polyester Fiber in Waterless Dyeing System. Fibers Polym. 2022, 23, 2648–2656. [Google Scholar] [CrossRef]
- Zhang, H.; Pei, L.; Yu, S.; Liang, S.; Yang, Q.; Dong, A.; Wang, J. Investigation from molecular packing to application of azobenzene disperse dyes on polyester fabrics to realize waterless dyeing. J. Mol. Liq. 2022, 349, 118133. [Google Scholar] [CrossRef]
- ISO 105-C06; Textiles-Tests for Colour Fastness-Part C06: Colour Fastness to Domestic and Commercial Laundering. International Organization for Standardization: Geneva, Switzerland, 2010.
- ISO 105-E04:2013; Textiles—Tests for Colour Fastness—Part E04: Colour Fastness to Perspiration. International Organization for Standardization: Geneva, Switzerland, 2013.
- ISO 105-B02; Textiles—Tests for Colour Fastness—Part B02: Colour Fastness to Artificial Light: Xenon Arc Fading Lamp Test. International Organization for Standardization: Geneva, Switzerland, 2014.
- Wu, W.; Zhou, Q.; Xu, B.; Zhong, Y.; Xu, H.; Zhang, L.; Mao, Z. Study on the dispersion mechanism of the polycarboxylic acid dispersant for disperse dyes. J. Mol. Liq. 2022, 349, 118140. [Google Scholar] [CrossRef]
- Dhouib, S.; Lallam, A.; Sakli, F. Study of dyeing behavior of polyester fibers with disperse dyes. Text. Res. J. 2006, 76, 271–280. [Google Scholar] [CrossRef]
- Ketema, A.; Worku, A. Review on intermolecular forces between dyes used for polyester dyeing and polyester fiber. J. Chem. 2020, 6628404, 2–7. [Google Scholar] [CrossRef]
- Song, Y.; Fang, K.; Bukhari, M.N.; Zhang, K.; Tang, Z.; Wang, R. Disperse dye/poly (styrene-methacrylic acid) nanospheres with high coloration performance for textiles. J. Clean. Prod. 2020, 263, 121538. [Google Scholar] [CrossRef]
- Kim, T.K.; Son, Y.A.; Lim, Y.J. Affinity of disperse dyes on poly (ethylene terephthalate) in non-aqueous media: Part 1. Adsorption and solubility properties. Dyes Pigments 2005, 64, 73–78. [Google Scholar] [CrossRef]
- Qian, H.; Song, X. Structure–property relationships for azo disperse dyes on polyurethane fibre. Color. Technol. 2009, 125, 146–150. [Google Scholar] [CrossRef]
- Qian, H.; Song, X. Adsorption behaviour of azo disperse dyes on polyurethane fibre. Color. Technol. 2009, 125, 141–145. [Google Scholar] [CrossRef]
- Lu, L.; He, L.; Zhang, S.; Freeman, H.S. Novel yellow azo–anthraquinone dyes for polylactide fibres: Effects of alkyl chain length. Color. Technol. 2012, 128, 121–126. [Google Scholar] [CrossRef]
- Miyazaki, K.; Tabata, I.; Hori, T. Relationship between colour fastness and colour strength of polypropylene fabrics dyed in supercritical carbon dioxide: Effect of chemical structure in 1, 4-bis (alkylamino) anthraquinone dyestuffs on dyeing performance. Color. Technol. 2012, 128, 60–67. [Google Scholar] [CrossRef]
- Qin, Y.; Qiu, X.; Liang, W.; Yang, D. Investigation of adsorption characteristics of sodium lignosulfonate on the surface of disperse dye using a quartz crystal microbalance with dissipation. Ind. Eng. Chem. Res. 2015, 54, 12313–12319. [Google Scholar] [CrossRef]
- Hou, L.; Gao, L.; Qian, H.; Fang, S.; Chen, X.; Song, X. Novel dispersant-free disperse dyes containing polyethylene oxide moieties: Synthesis and eco-friendly dyeing on polyethylene terephthalate fabrics. Polym. Advan. Technol. 2022, 33, 3583–3590. [Google Scholar] [CrossRef]
- Yang, D.; Li, H.; Qin, Y.; Zhong, R.; Bai, M.; Qiu, X. Structure and properties of sodium lignosulfonate with different molecular weight used as dye dispersant. J. Disper. Sci. Technol. 2015, 36, 532–539. [Google Scholar] [CrossRef]
- Jang, H.; Doh, S.; Lee, J. Eco-friendly dyeing of poly (trimethylene terephthalate) with temporarily solubilized azo disperse dyes based on pyridone derivatives. Fibers Polym. 2009, 10, 315–319. [Google Scholar] [CrossRef]
- Kang, J.; Min, G.; Ji, E.; Ko, J.; Lee, S. Alkaline hydrolysis and dyeing characteristics of sea-island-type ultramicrofibers of pet tricot fabrics with black disperse dye. Polymers 2020, 12, 1243. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Dyeing System | Dye Uptake(%) | K/S Value | Washing | Rubbing | Light | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Staining | Color Change | Dry | Wet | ||||||||
| Cotton | Polyester | Acrylic | Wool | Acetate | |||||||
| Water | 93.8 | 14.51 | 4–5 | 4–5 | 5 | 4–5 | 5 | 4–5 | 4–5 | 4 | 3–4 |
| Silicone | 94.2 | 14.73 | 4–5 | 4–5 | 5 | 4–5 | 5 | 4–5 | 4–5 | 4 | 3–4 |
| Dispersant | Washing | Rubbing | Light | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Staining | Color Change | Dry | Wet | ||||||
| Cotton | Polyester | Acrylic | Wool | Acetate | |||||
| Control | 4–5 | 4–5 | 5 | 4–5 | 5 | 4–5 | 4–5 | 4 | 3–4 |
| NNO | 5 | 4–5 | 5 | 5 | 5 | 4–5 | 5 | 4–5 | 3–4 |
| MF | 5 | 4–5 | 5 | 5 | 5 | 4–5 | 5 | 4–5 | 3–4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, J.; Pei, L.; Shi, W.; Yi, J.; Wang, J. Effect of Dispersant on Disperse Dyeing in Silicone Waterless Dyeing System. Polymers 2023, 15, 1046. https://doi.org/10.3390/polym15041046
Chen J, Pei L, Shi W, Yi J, Wang J. Effect of Dispersant on Disperse Dyeing in Silicone Waterless Dyeing System. Polymers. 2023; 15(4):1046. https://doi.org/10.3390/polym15041046
Chicago/Turabian StyleChen, Jingru, Liujun Pei, Wenhua Shi, Jingyuan Yi, and Jiping Wang. 2023. "Effect of Dispersant on Disperse Dyeing in Silicone Waterless Dyeing System" Polymers 15, no. 4: 1046. https://doi.org/10.3390/polym15041046
APA StyleChen, J., Pei, L., Shi, W., Yi, J., & Wang, J. (2023). Effect of Dispersant on Disperse Dyeing in Silicone Waterless Dyeing System. Polymers, 15(4), 1046. https://doi.org/10.3390/polym15041046