


A Rapid Quantitative Analysis of Bicomponent Fibers Based on Cross-Sectional In-Situ Observation

 ,
,
Abstract
:1. Introduction
2. Experimental Section
2.1. Reagents and Materials
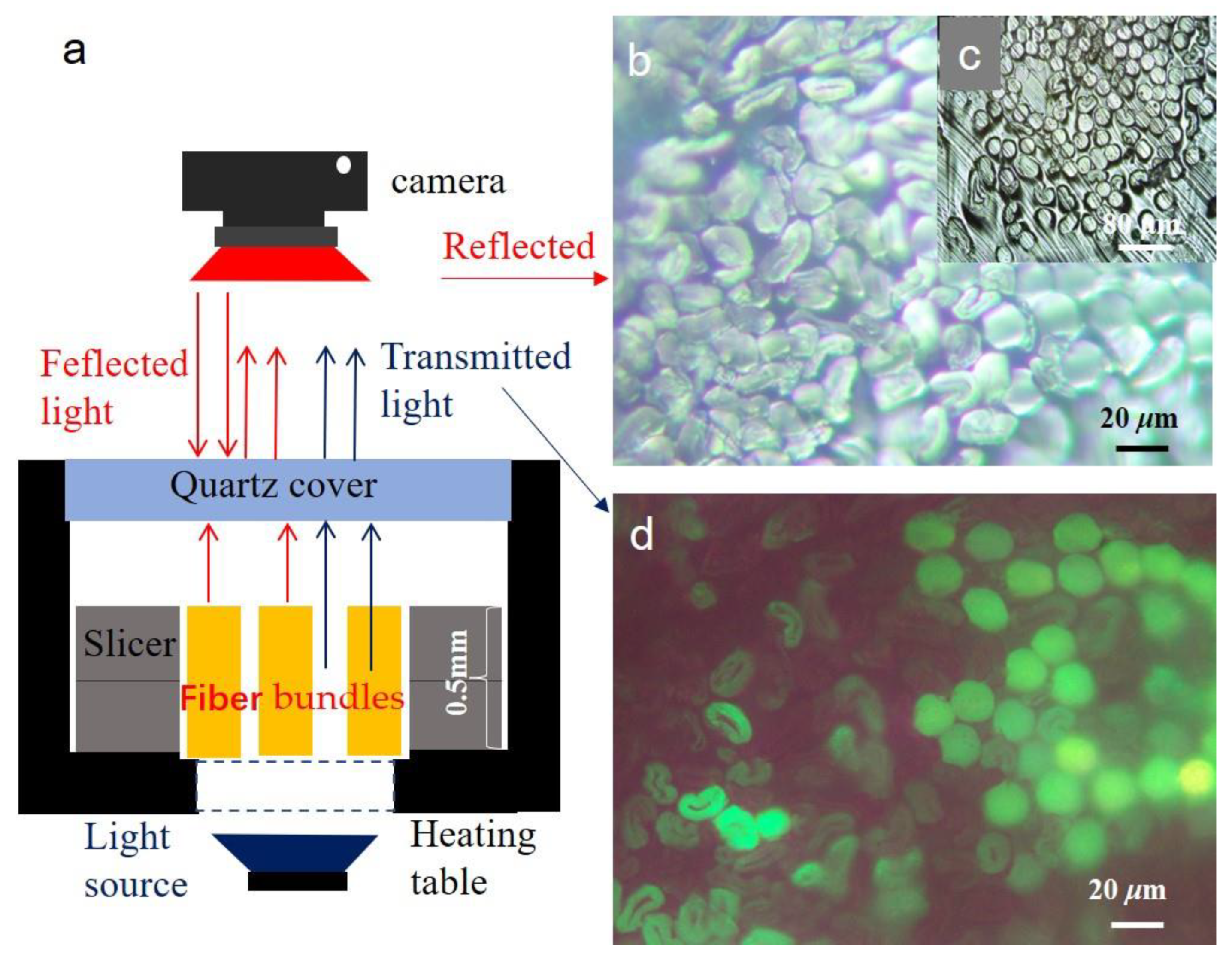
2.2. Instruments
3. Results and Discussion
3.1. In-Situ Qualitative Analysis
3.1.1. Preparation of Short Fiber Bundles Cross-Sections
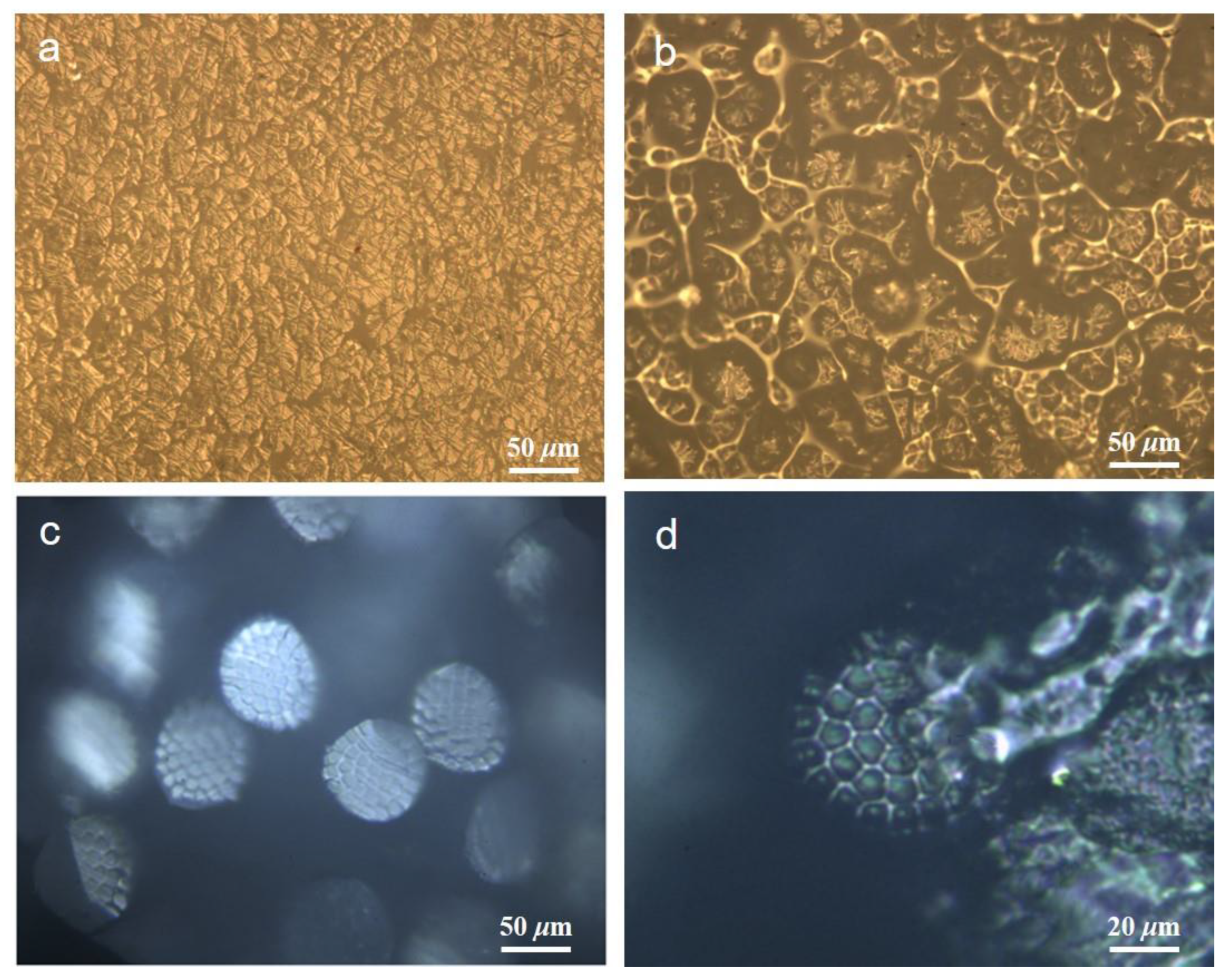
3.1.2. In-Situ Dissolving Test
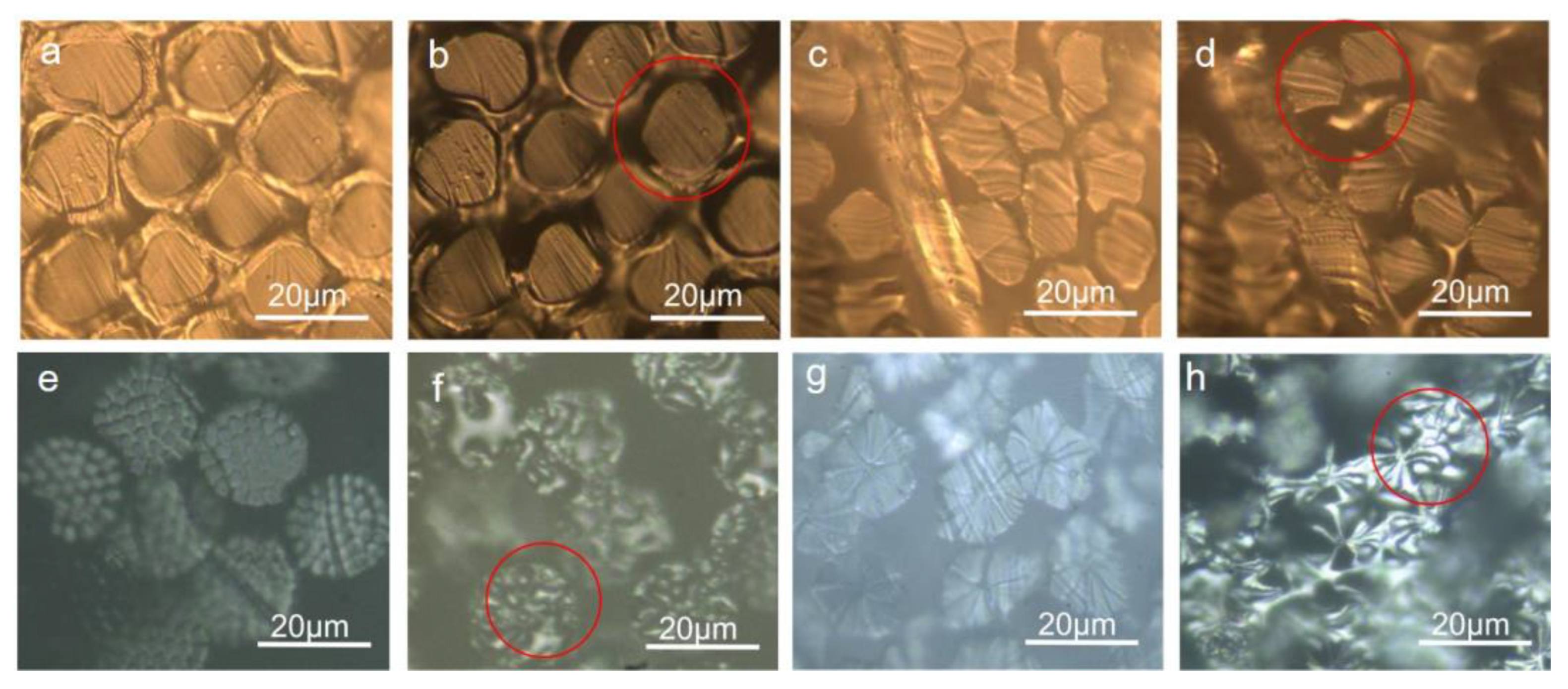
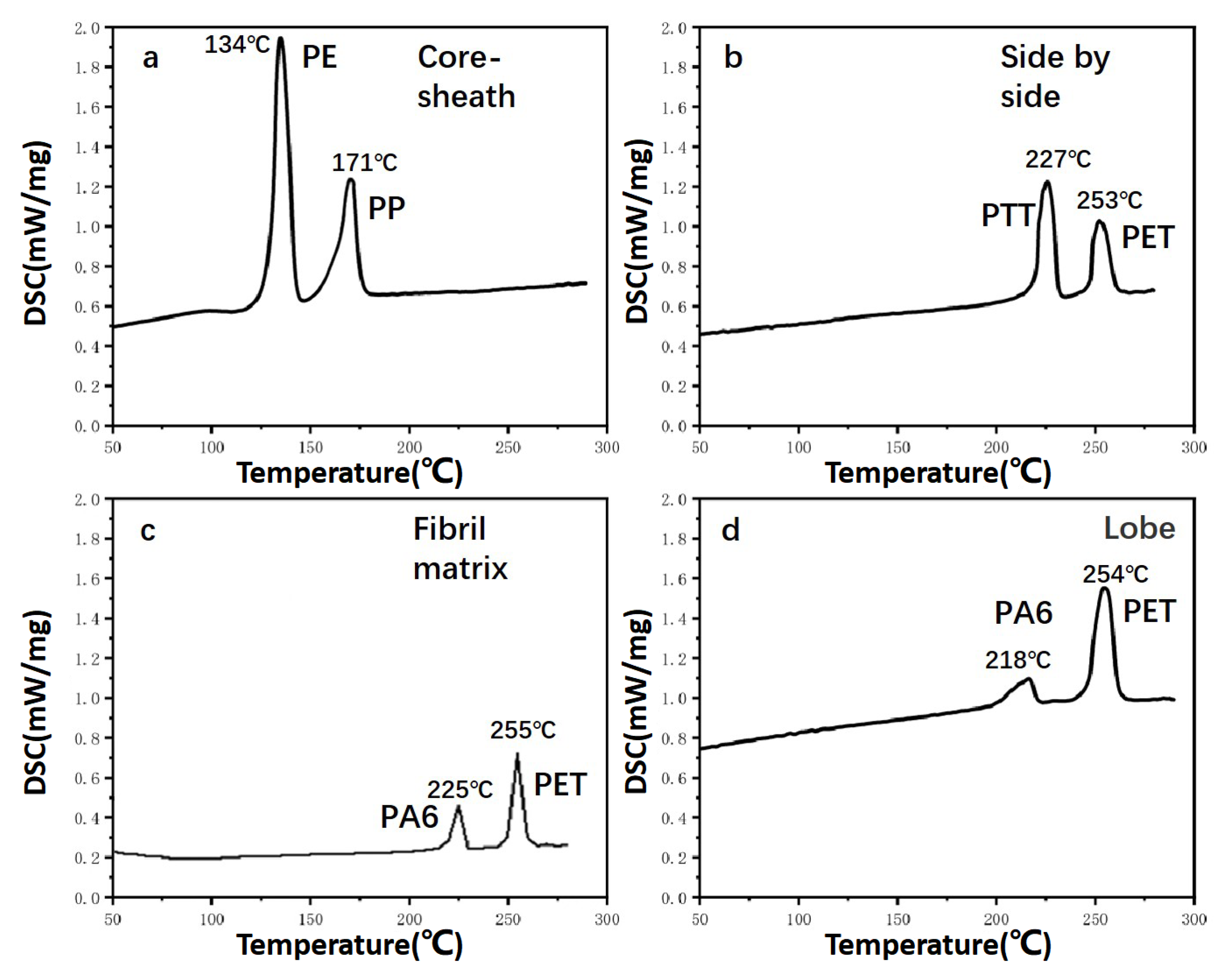
3.1.3. In Situ Melting Test of Bicomponent Fibers
3.2. Determination of the Mass Percentage for Each Component by AI Model
3.2.1. Calculation of the Mass Percentage of Each Component
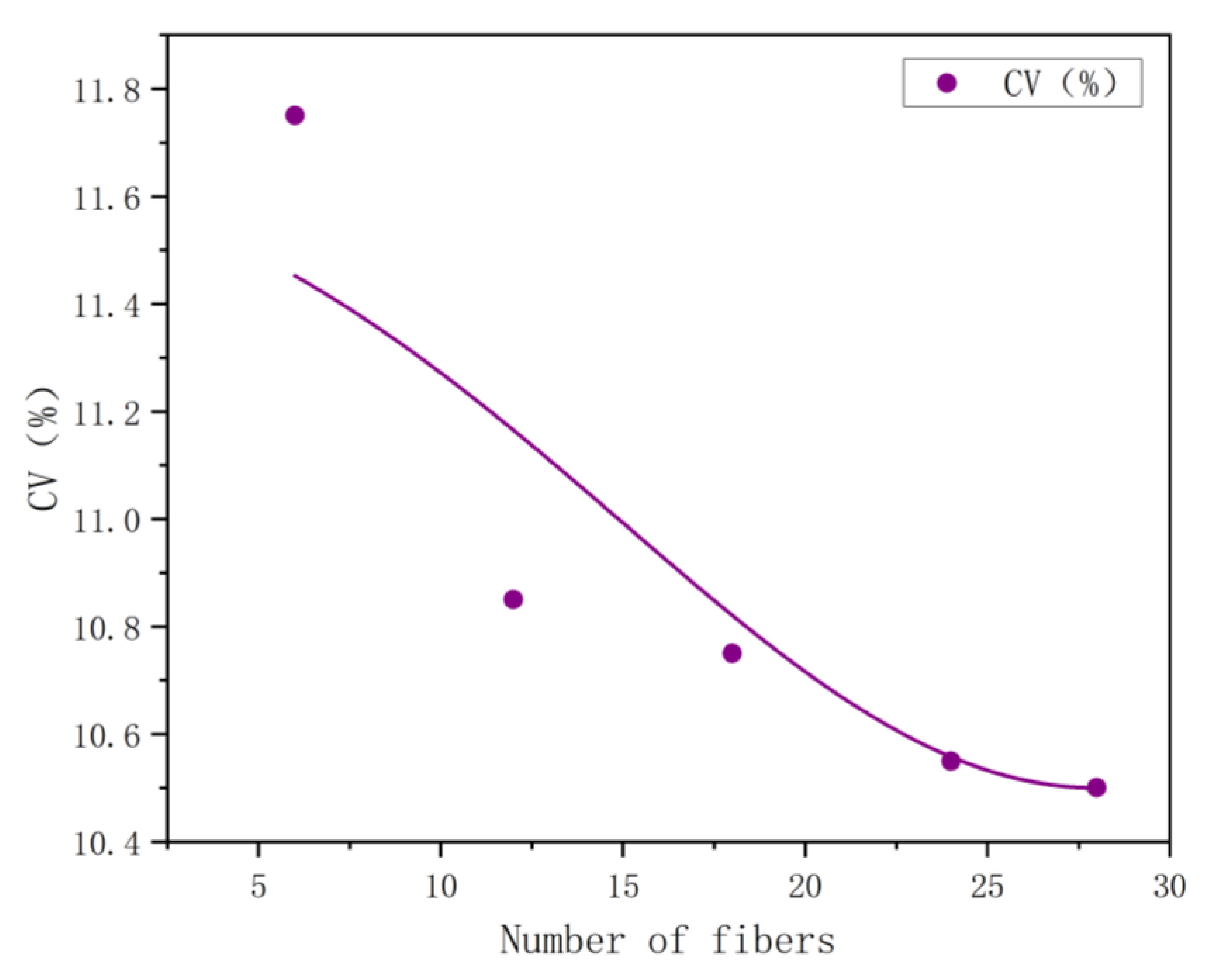
- Testing the number of side-by-side bicomponent fibers (7).
- 2.
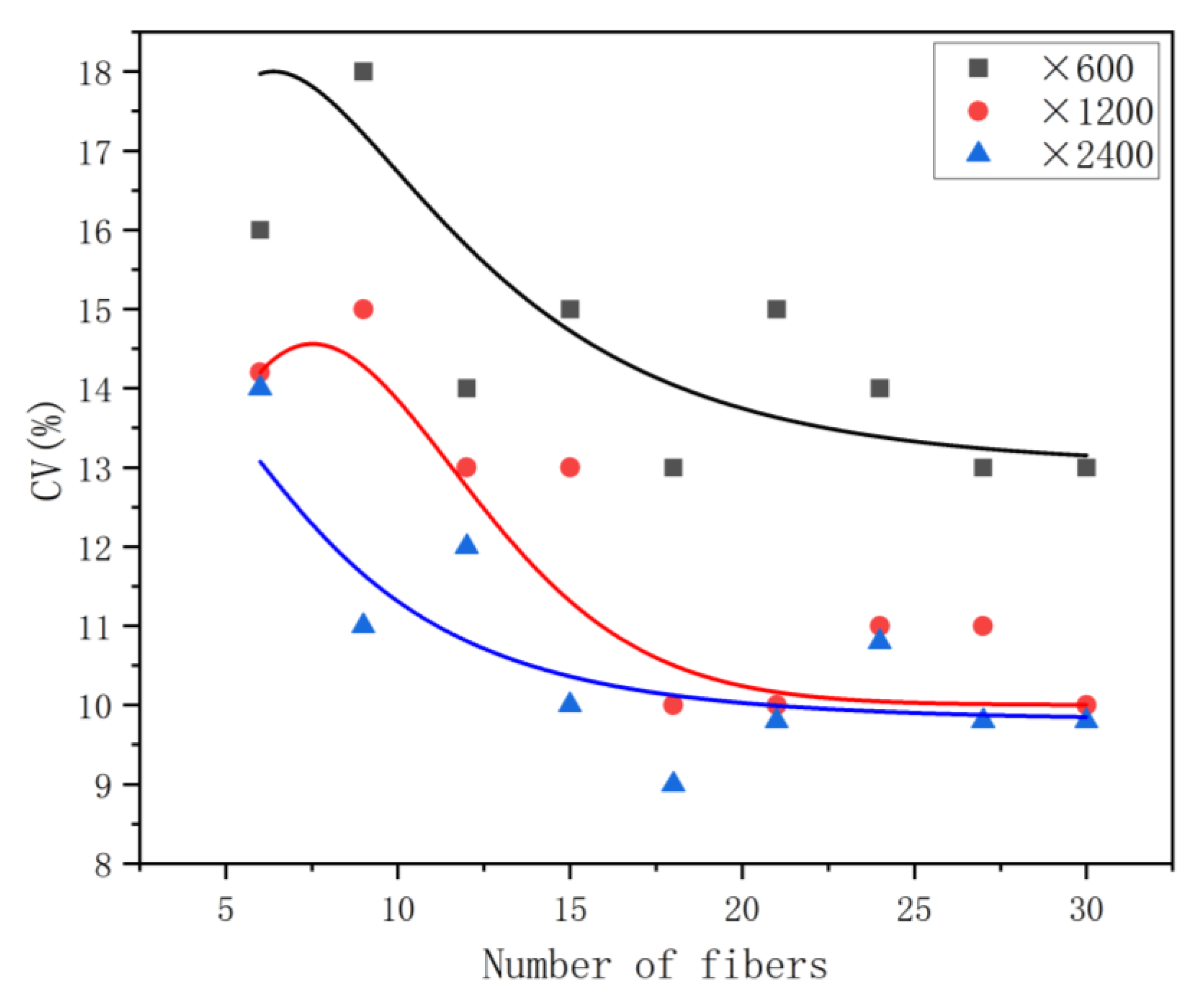
- The number of core-sheath bicomponent fibers was tested (8).
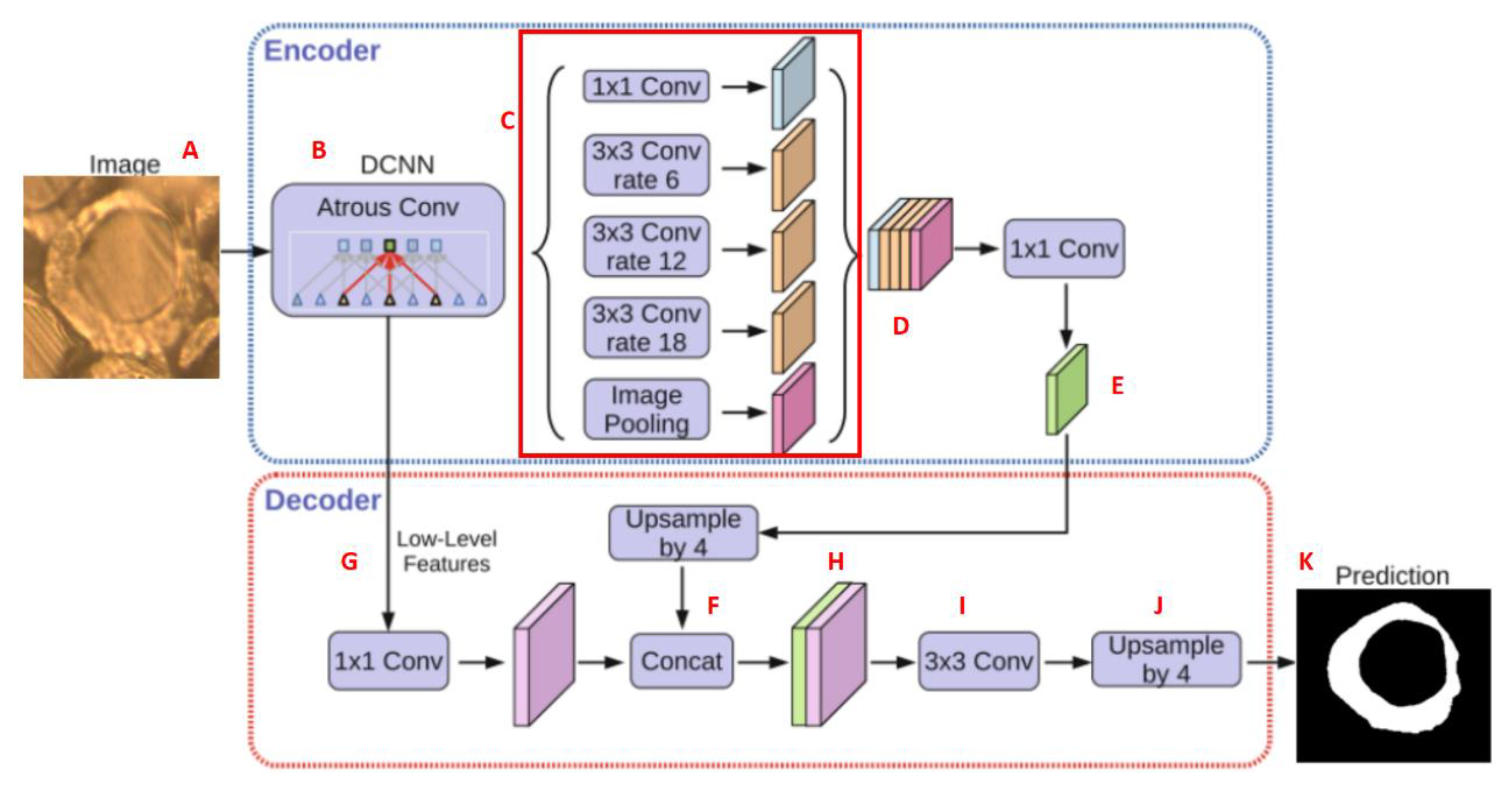
3.2.2. Establishment of the Identification Model of Each Component Based on the Cross Section
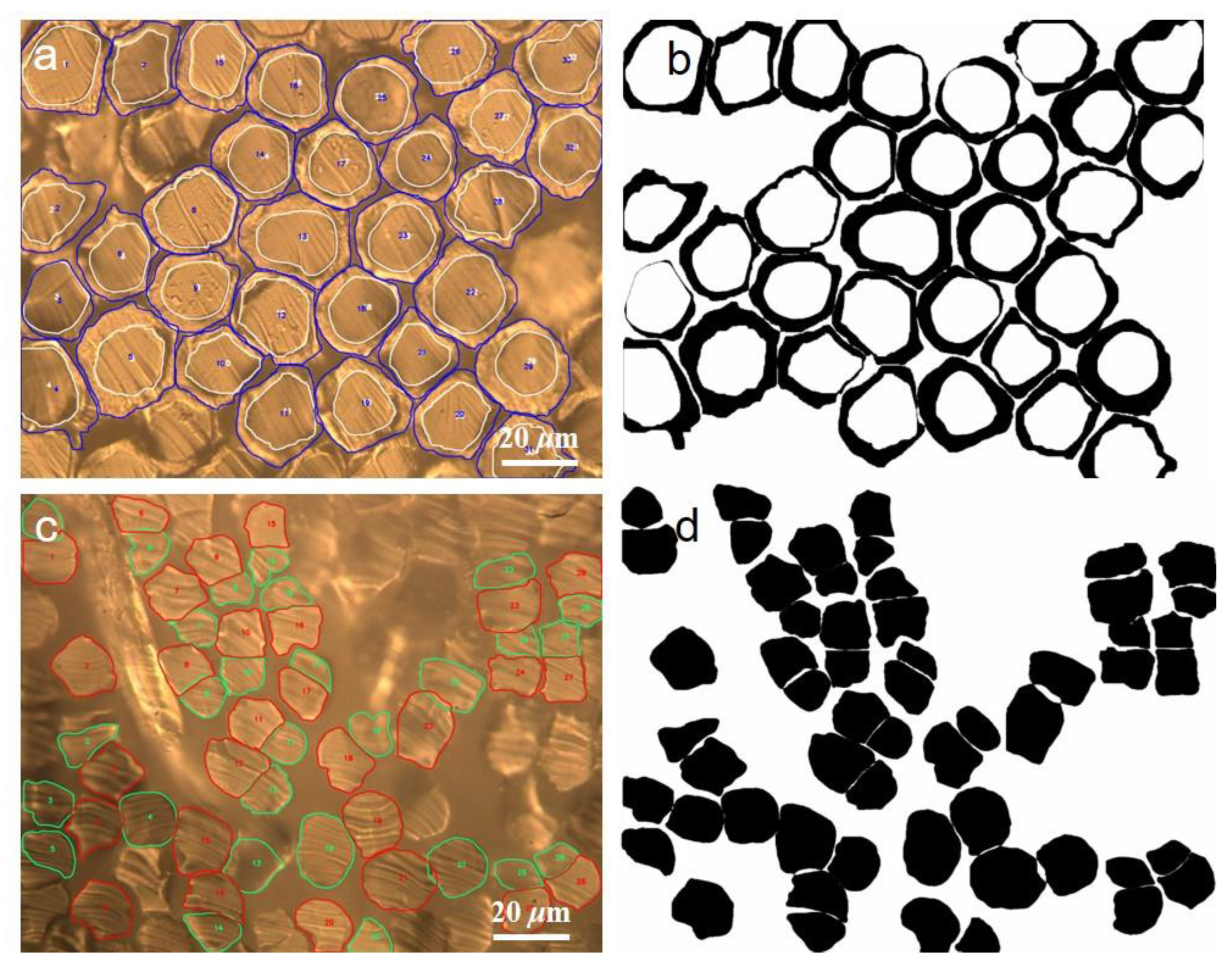
3.2.3. Application of Identification Model of Each Component on Cross Section
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| n | t | n | t | n | t |
|---|---|---|---|---|---|
| 4 | 3.18 | 15 | 2.14 | 26 | 2.06 |
| 5 | 2.78 | 16 | 2.13 | 27 | 2.06 |
| 6 | 2.57 | 17 | 2.12 | 28 | 2.05 |
| 7 | 2.45 | 18 | 2.11 | 29 | 2.05 |
| 8 | 2.36 | 19 | 2.10 | 30 | 2.04 |
| 9 | 2.31 | 20 | 2.09 | 31~40 | 2.03 |
| 10 | 2.26 | 21 | 2.09 | 41~60 | 2.01 |
| 11 | 2.23 | 22 | 2.08 | 61~120 | 1.99 |
| 12 | 2.20 | 23 | 2.07 | 121~230 | 1.97 |
| 13 | 2.18 | 24 | 2.07 | >230 | 1.96 |
| 14 | 2.16 | 25 | 2.06 |
References
- Nazarov, V.; Dedov, A.; Chernousova, N. Air permeability of treated fibrous materials with bicomponent fibers. Fibre Chem. 2021, 52, 426–429. [Google Scholar] [CrossRef]
- Guo, Z.; Warlin, N.; Mankar, S.V.; Sidqi, M.; Andersson, M.; Zhang, B.; Nilsson, E. Development of Circularly Recyclable Low Melting Temperature Bicomponent Fibers toward a Sustainable Nonwoven Application. ACS Sustain. Chem. Eng. 2021, 9, 16778–16785. [Google Scholar] [CrossRef]
- Dai, Z.; Su, J.; Zhu, X.; Xu, K.; Zhu, J.; Huang, C.; Ke, Q. Multifunctional polyethylene (PE)/polypropylene (PP) bicomponent fiber filter with anchored nanocrystalline MnO 2 for effective air purification. J. Mater. Chem. A 2018, 6, 14856–14866. [Google Scholar] [CrossRef]
- Cai, M.; He, H.; Zhang, X.; Yan, X.; Li, J.; Chen, F.; Yuan, D.; Ning, X. Efficient synthesis of PVDF/PI side-by-side bicomponent nanofiber membrane with enhanced mechanical strength and good thermal stability. Nanomaterials 2018, 9, 39. [Google Scholar] [CrossRef]
- An, H.J.; Choi, Y.C.; Oh, H.J.; Nam, I.-W.; Kim, H.D.; Hahm, W.-G. Structure development in high-speed melt spinning of high-molecular weight poly(ethylene terephthalate)/polypropylene islands-in-the-sea bicomponent fibers. Polymer 2022, 238, 124365. [Google Scholar] [CrossRef]
- Naeimirad, M.; Zadhoush, A.; Kotek, R.; Esmaeely Neisiany, R.; Nouri Khorasani, S.; Ramakrishna, S. Recent advances in core/shell bicomponent fibers and nanofibers: A review. J. Appl. Polym. Sci. 2018, 135, 46265. [Google Scholar] [CrossRef]
- Kaynak, H.K.; Babaarslan, O. Polyester microfilament woven fabrics. Woven Fabr. 2012, 155–178. [Google Scholar]
- Zhu, J.; Ge, Y.; Zhang, X. Textile Applications of Nanofibers. Appl. Polym. Nanofibers 2022, 41–67. [Google Scholar]
- Liu, W.; Zhang, J.; Liu, H. Conductive bicomponent fibers containing polyaniline produced via side-by-side electrospinning. Polymers 2019, 11, 954. [Google Scholar] [CrossRef]
- Lu, L.; Xing, D.; Xie, Y.; Teh, K.S.; Zhang, B.; Chen, S.; Tang, Y. Electrical conductivity investigation of a nonwoven fabric composed of carbon fibers and polypropylene/polyethylene core/sheath bicomponent fibers. Mater. Des. 2016, 112, 383–391. [Google Scholar] [CrossRef]
- Zheng, Q.; Jiang, Z.; Xu, X.; Xu, C.; Zhu, M.; Chen, C.; Fu, F. Bio-Inspired Bicomponent Fiber with Multistimuli Response to Infrared Light and Humidity for Smart Actuators. ACS Appl. Polym. Mater. 2021, 3, 3131–3141. [Google Scholar] [CrossRef]
- Zhang, J.; Zhang, T.; Zhang, H.; Wang, Z.; Li, C.; Wang, Z.; Li, K.; Huang, X.; Chen, M.; Chen, Z. Single-crystal SnSe thermoelectric fibers via laser-induced directional crystallization: From 1D fibers to multidimensional fabrics. Adv. Mater. 2020, 32, 2002702. [Google Scholar] [CrossRef]
- Yang, Z.; Zhai, Z.; Song, Z.; Wu, Y.; Liang, J.; Shan, Y.; Zheng, J.; Liang, H.; Jiang, H. Conductive and Elastic 3D Helical Fibers for Use in Washable and Wearable Electronics. Adv. Mater. 2020, 32, 1907495. [Google Scholar] [CrossRef]
- Dong, K.; Peng, X.; Wang, Z.L. Fiber/fabric-based piezoelectric and triboelectric nanogenerators for flexible/stretchable and wearable electronics and artificial intelligence. Adv. Mater. 2020, 32, 1902549. [Google Scholar] [CrossRef]
- Chen, C.; Feng, J.; Li, J.; Guo, Y.; Shi, X.; Peng, H. Functional fiber materials to smart fiber devices. Chem. Rev. 2023, 123, 613–662. [Google Scholar] [CrossRef]
- Gernhardt, M.; Peng, L.; Burgard, M.; Jiang, S.; Förster, B.; Schmalz, H.; Agarwal, S. Tailoring the morphology of responsive bioinspired bicomponent fibers. Macromol. Mater. Eng. 2018, 303, 1700248. [Google Scholar] [CrossRef]
- Liao, H.; Zhang, Y.; Zhang, Y.; Du, M.; Gan, X.; Zhang, Y. Evolution of interfacial formation and configuration control of bicomponent fiber during full spinning process. Text. Res. J. 2022, 93, 00405175221123068. [Google Scholar] [CrossRef]
- Zhang, X.; Chen, J.; Zeng, Y. Morphology development of helical structure in bicomponent fibers during spinning process. Polymer 2020, 201, 122609. [Google Scholar] [CrossRef]
- Fakharuddin, A.; Li, H.; Di Giacomo, F.; Zhang, T.; Gasparini, N.; Elezzabi, A.Y.; Mohanty, A.; Ramadoss, A.; Ling, J.; Soultati, A. Fiber-Shaped Electronic Devices. Adv. Energy Mater. 2021, 11, 2101443. [Google Scholar] [CrossRef]
- Xu, B.; Huang, Y. Image analysis for cotton fibers part II: Cross-sectional measurements. Text. Res. J. 2004, 74, 409–416. [Google Scholar] [CrossRef]
- Wang, Z.; Zhong, Y.; Wang, S. A new shape factor measure for characterizing the cross-section of profiled fiber. Text. Res. J. 2012, 82, 454–462. [Google Scholar] [CrossRef]
- Zhang, Z.; Xin, B.; Deng, N.; Xing, W.; Chen, Y. An investigation of ramie fiber cross-section image analysis methodology based on edge-enhanced image fusion. Measurement 2019, 145, 436–443. [Google Scholar] [CrossRef]
- Lu, S.; Deng, N.; Xin, B.; Wang, Y.; Wang, W. Investigation on image-based digital method for identification on polyester/cotton fiber category. Fiber Polym. 2021, 22, 1774–1783. [Google Scholar] [CrossRef]
- Zang, L.; Xin, B.; Deng, N. Identification of overlapped wool/cashmere fibers based on multi-focus image fusion and convolutional neural network. J. Nat. Fibers 2022, 19, 6715–6726. [Google Scholar] [CrossRef]








| Reference Standards | Premium Grade Products | First Grade Products | Qualified Products |
|---|---|---|---|
| FZ/T 52037-2014 Sea-island polyester and polyamide bicomponent staple fiber | ±3 | ±4 | ±8 |
| FZ/T 52034-2014 Polyethylene/polyethylene terephthalate (PE/PET) bicomponent staple fiber | ±6 | ±8 | ±10 |
| FZ/T 52024-2012 Polyethylene/polypropylene (PE/PP) bicomponent staple fiber | ±6 | ±8 | ±10 |
| ASTM D2497-2018 Standard Tolerances for Manufactured Organic-Base Filament Single Yarns | ≥4.4 tex or 40 denier, ±4; <4.4 tex or 40 denier, ±6.0. | ||
| Testing Specimen Number | 30 | 30–40 | 41–60 | 61–120 | 121–230 |
|---|---|---|---|---|---|
| confidence coefficient t | 2.04 | 2.03 | 2.01 | 1.99 | 1.97 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Qin, J.; Lu, M.; Li, B.; Li, X.; You, G.; Tan, L.; Zhai, Y.; Huang, M.; Wu, Y. A Rapid Quantitative Analysis of Bicomponent Fibers Based on Cross-Sectional In-Situ Observation. Polymers 2023, 15, 842. https://doi.org/10.3390/polym15040842
Qin J, Lu M, Li B, Li X, You G, Tan L, Zhai Y, Huang M, Wu Y. A Rapid Quantitative Analysis of Bicomponent Fibers Based on Cross-Sectional In-Situ Observation. Polymers. 2023; 15(4):842. https://doi.org/10.3390/polym15040842
Chicago/Turabian StyleQin, Jieyao, Mingxi Lu, Bin Li, Xiaorui Li, Guangming You, Linjian Tan, Yikui Zhai, Meilin Huang, and Yingzhu Wu. 2023. "A Rapid Quantitative Analysis of Bicomponent Fibers Based on Cross-Sectional In-Situ Observation" Polymers 15, no. 4: 842. https://doi.org/10.3390/polym15040842
APA StyleQin, J., Lu, M., Li, B., Li, X., You, G., Tan, L., Zhai, Y., Huang, M., & Wu, Y. (2023). A Rapid Quantitative Analysis of Bicomponent Fibers Based on Cross-Sectional In-Situ Observation. Polymers, 15(4), 842. https://doi.org/10.3390/polym15040842