3.1. Blends Characterization
For all the mixtures, the mixing time was 5 min, the lowest time at which all the heterogeneous mixtures reached a steady state value. This means that all the mixtures reached in these mixing conditions have a thermo-flow-dynamic equilibrium. MFI values of all the blends mixed for 5 min at all the mixing conditions are reported in
Table 6.
It can be seen that the MFI value decreases as the temperature decreases and the mixing speed increases. Of course, by increasing the mixing speed, the melt is subjected to higher shear mechanical stress. For example, the D1 blend, obtained at 60 rpm, shows an MFI of 0.689 while the D3 blend, mixed at 250 rpm, shows an MFI of 0.571. A significant difference in the MFI values was also observed by changing the processing temperature. Indeed, the value of the MFI of A3, mixed at 180 °C, decreased by about 12% with respect to the blend A3 mixed at the same rotational speed, but at 270 °C.
Figure 2 shows the complex viscosity curves, η*, as a function of the frequency. For the sake of simplicity, only the viscosity curves of A3, C2 and D1 blends are shown.
As expected, from the results of MFI, it can be seen that, as the temperature decreases and the mixing speed increases, an increase in viscosity is observed both at low frequencies and at high frequencies. The viscosity of the blends depends on the viscosity of the components but also on the size of the dispersed phases and on the adhesion among the phases. In particular, the viscosity of the blends increases with decreasing the size of the particles of the dispersed phases and improving the adhesion among the phases. It is, then, possible to hypothesize that sample A3 could have dispersed phases particles with lower dimensions and/or a better adhesion between the continuous and dispersed phases.
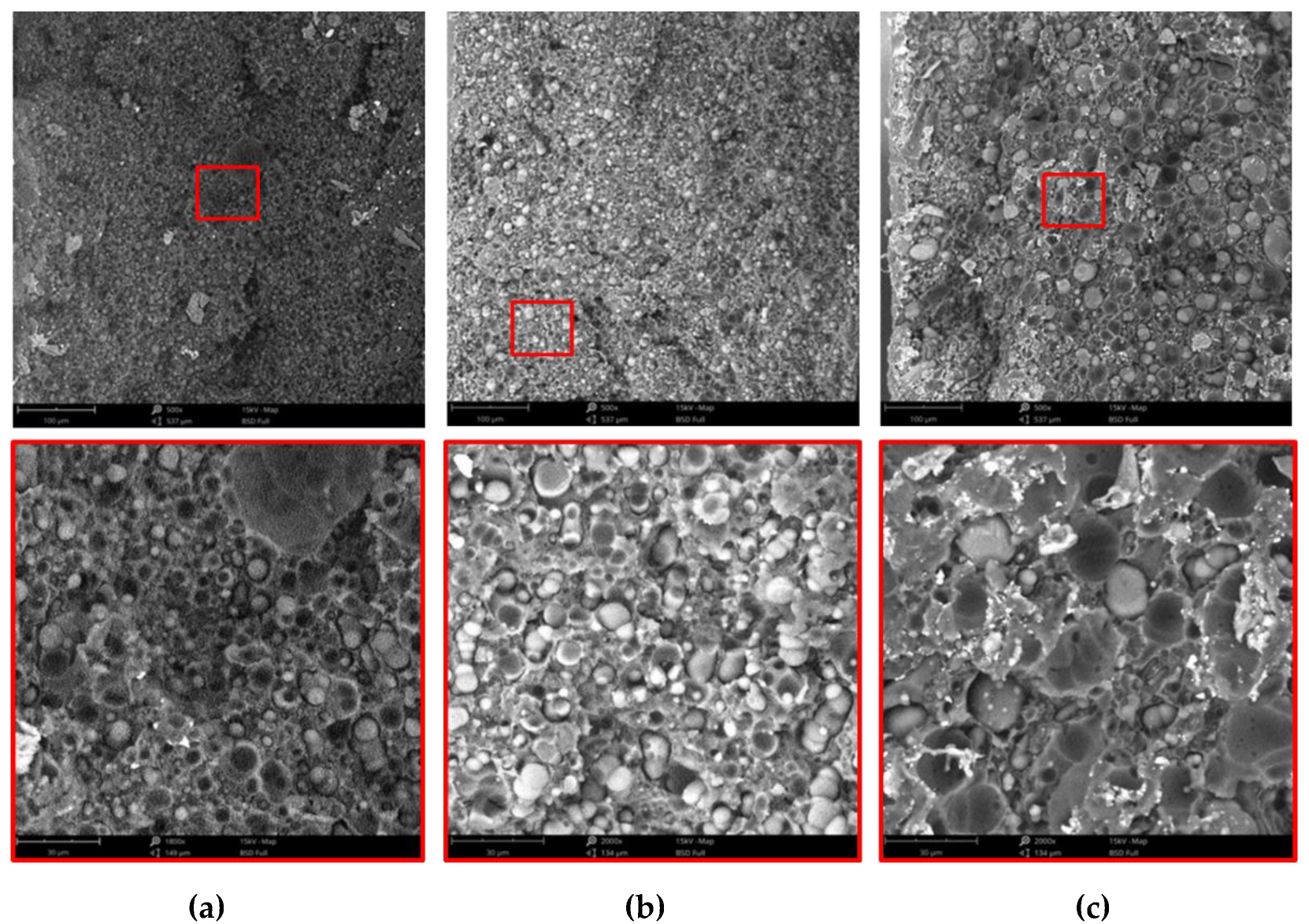
The micrographs of the same blends reported in
Figure 2 are shown in
Figure 3 at two different magnifications. Sample D1 can be considered as the reference sample because it is the only blend processed at 270 °C with all the components in a molten state similar to all the conventional melt processing operations. The micrographs clearly indicate the strong incompatibility between the polyethylene matrix and the other dispersed polymers. Indeed, this blend shows the typical morphology of heterogeneous incompatible blends. The dispersed particles are quite big, show a broad range of dimensions and many large voids are observed in the continuous phase, indicating a very scarce adhesion between matrix and dispersed phases. By decreasing the temperature and increasing the stress of samples C2 and A3, however, the size of the dispersed particles decreases suggesting a better mixing and, moreover, smaller voids seem to suggest a slightly better adhesion.
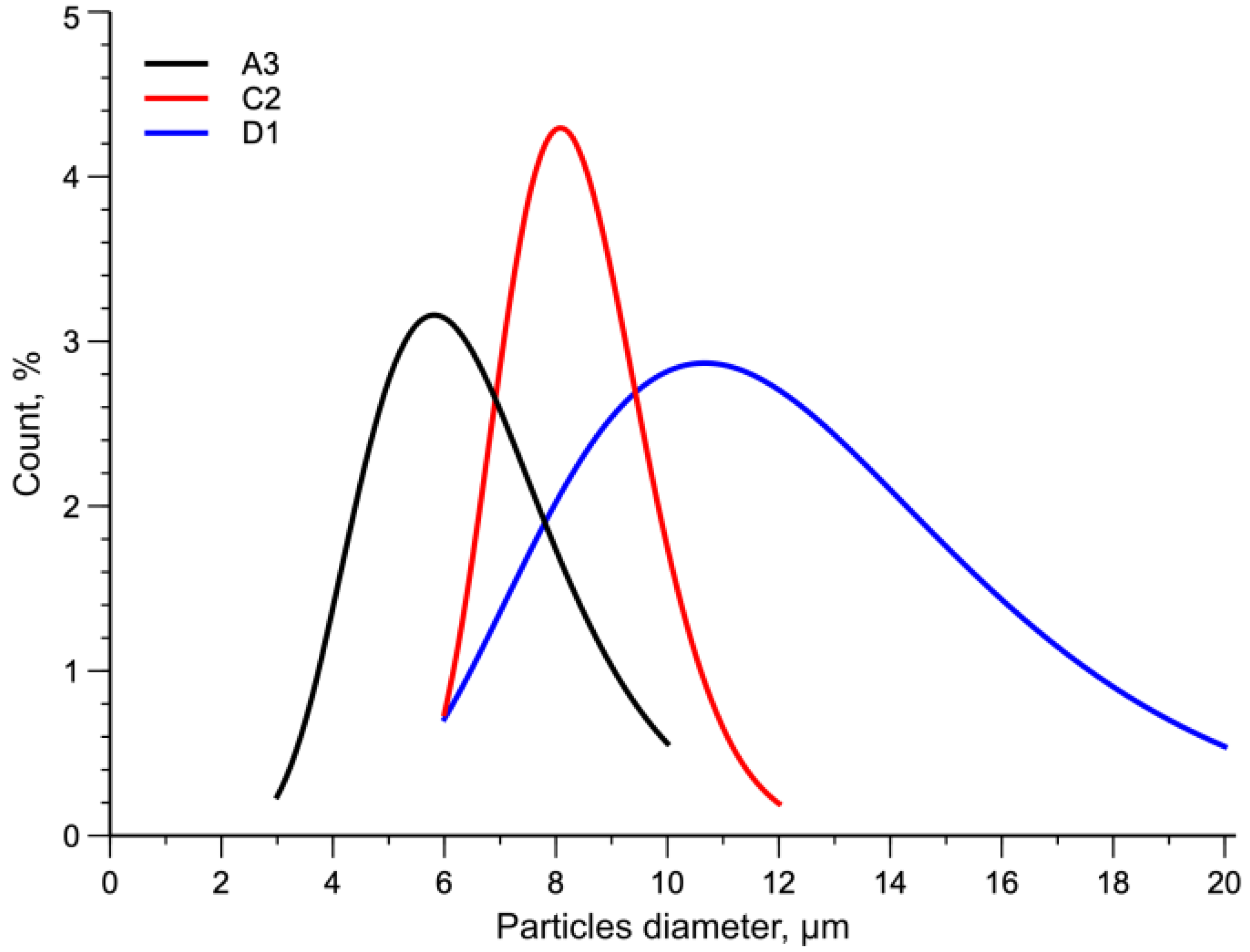
In
Figure 4 the particle diameter distribution for the three samples is reported. Statistical functions were used to describe the distribution of particles. In particular, the normal distribution was used. The curves shown in the figure confirm the qualitative observations made on the micrographs.
Lower temperatures and higher rotational speeds give rise to higher shear stress acting on the melt. These processing conditions strongly determine the size of the dispersed particles and their distribution. Indeed, by decreasing the temperature from 270 °C to 180 °C and increasing the rotational speed, samples A3 and D1, the numerical average diameters are 6.5 µm and 12.6 µm, with the distribution ranges going from 3–10 µm to 6–20 µm, respectively (see
Table 7).
In agreement with our previous works, [
24,
25] the contact area between matrix and dispersed particles was calculated by considering the surface area of each particle by the number of particles. In more detail, the contact area of each particle is proportional to its square diameter, as follows
and the number of particles is as follows:
where
Vti is the total volume in the sample and
Vi is the volume of each individual particle present. The total contact area of each sample is then as follows:
The ratio between the contact area of A3 e C2 with respect to D1 is as follows
where
,
and
are the total contact and are of the sample A3, C2 and D1, respectively. In
Table 8 the values of the total contact area with respect to D1 are reported.
Based on the average equivalent diameter reported above, it is observed that the total contact area increasing with decreasing temperature and increasing rotational speed. By increases the contact area and decreasing the particles diameter the transmission of the stress is improved giving rise to better properties of the blend.
In
Table 9 the values of the torque registered after 5 min for the same samples are reported.
The torque, directly proportional to the shear mechanical stress acting on the melt, can be considered as the unique experimental processing parameter that determines the final morphology of the blend because the torque increases with increasing the mixing speed and decreasing the temperature. Higher shear stresses are able to break the particles of the dispersed phases giving rise to smaller particles and then to a decrease in the particle diameter and to an increase in the contact area between the matrix and the other phases. Moreover, it is possible to hypothesize that the very high shar stress breaks the macromolecular chains giving rise to macroradicals. The macroradicals of different polymers can react forming copolymers that can act as compatibilizers or as adhesion promoters between the matrix and other phases, improving, then the adhesion between the various polymers with the matrix.
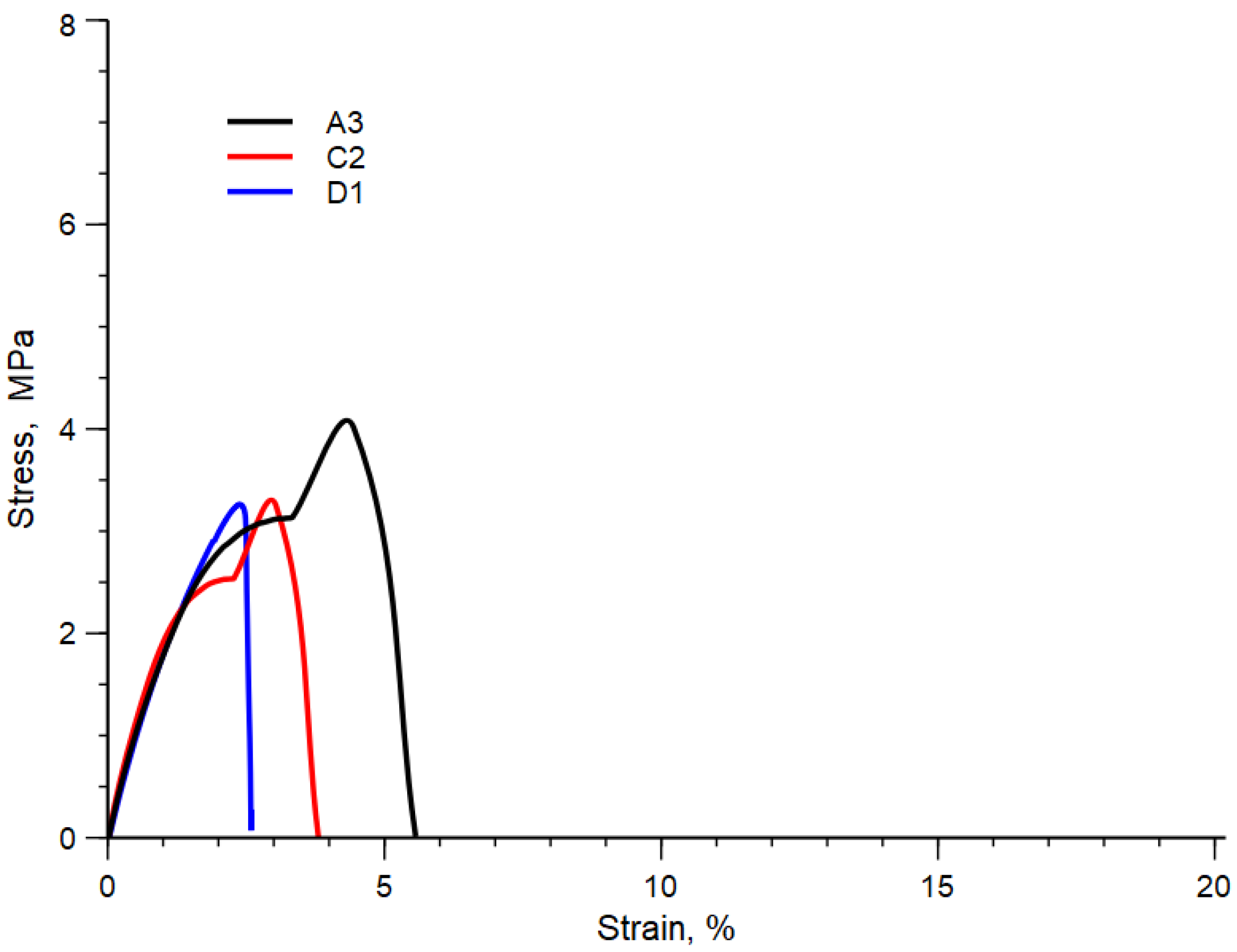
Table 10 summarizes the values of elastic modulus, E, tensile strength, TS and elongation at break, EB, of all the blends analyzed, while, in
Figure 5, for the sake of simplicity, the typical stress-strain curves of the blend A3, C2 and D1 are shown. In this Figure, the sudden change of the stress-strain curves is due to the change in the crosshead speed.
As expected, due to the strong heterogeneous nature of these blends, all the samples are brittle, see
Figure 5, and present low mechanical properties (see
Table 9). However, all the mechanical properties slightly improve with decreasing the temperature and with increasing the rotational speed. This behavior can be ascribed to both the decrease in the diameter and then to an increase in the contact area and/or to the same improvement in the adhesion due to the formation of copolymers.
The elongation at break is the mechanical property more sensible to the molecular structure and to the morphology. Then, the improved elongation at the break of the A3 blend can be attributed to the better morphology obtained at the lower temperature and higher mechanical stress. On the contrary, the worst value of elongation at the break is observed for sample D1 prepared at the highest temperature and lowest rotational speed.
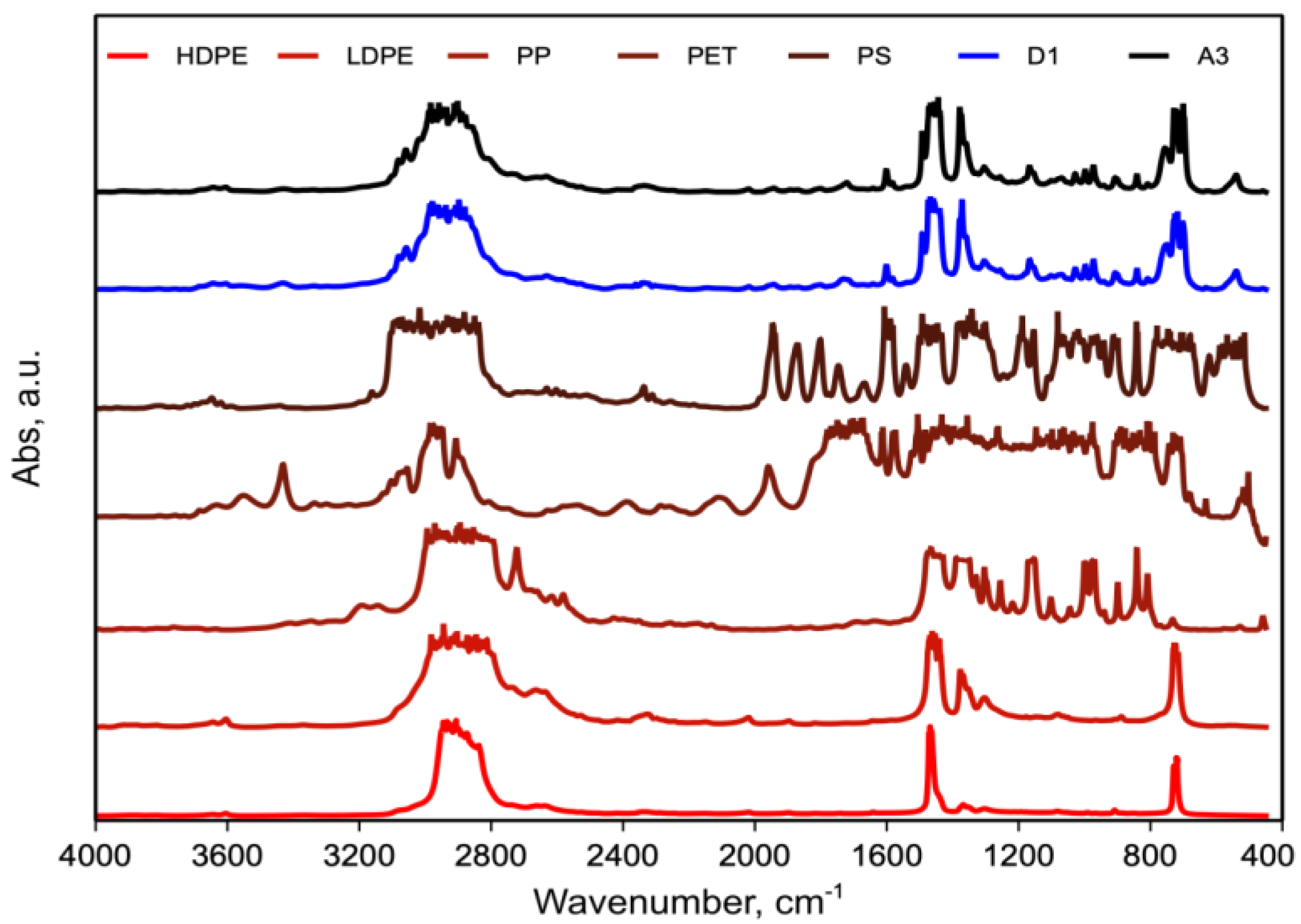
Figure 6 shows the FTIR spectra of the A3 and D1 blends and the individual polymers in the blend.
The comparison of the FTIR spectra of pure PEs (HD and LD), PP, PET and PS with those of the blends D1 and A3 revealed that no new peaks or significant shifts of peaks were observed. However, it is not possible to ascertain if this is due to the lack of formation of copolymer or is due to instrumental limits because of the very small amount of undetectable copolymers.
3.2. Effect of the MIXING Time
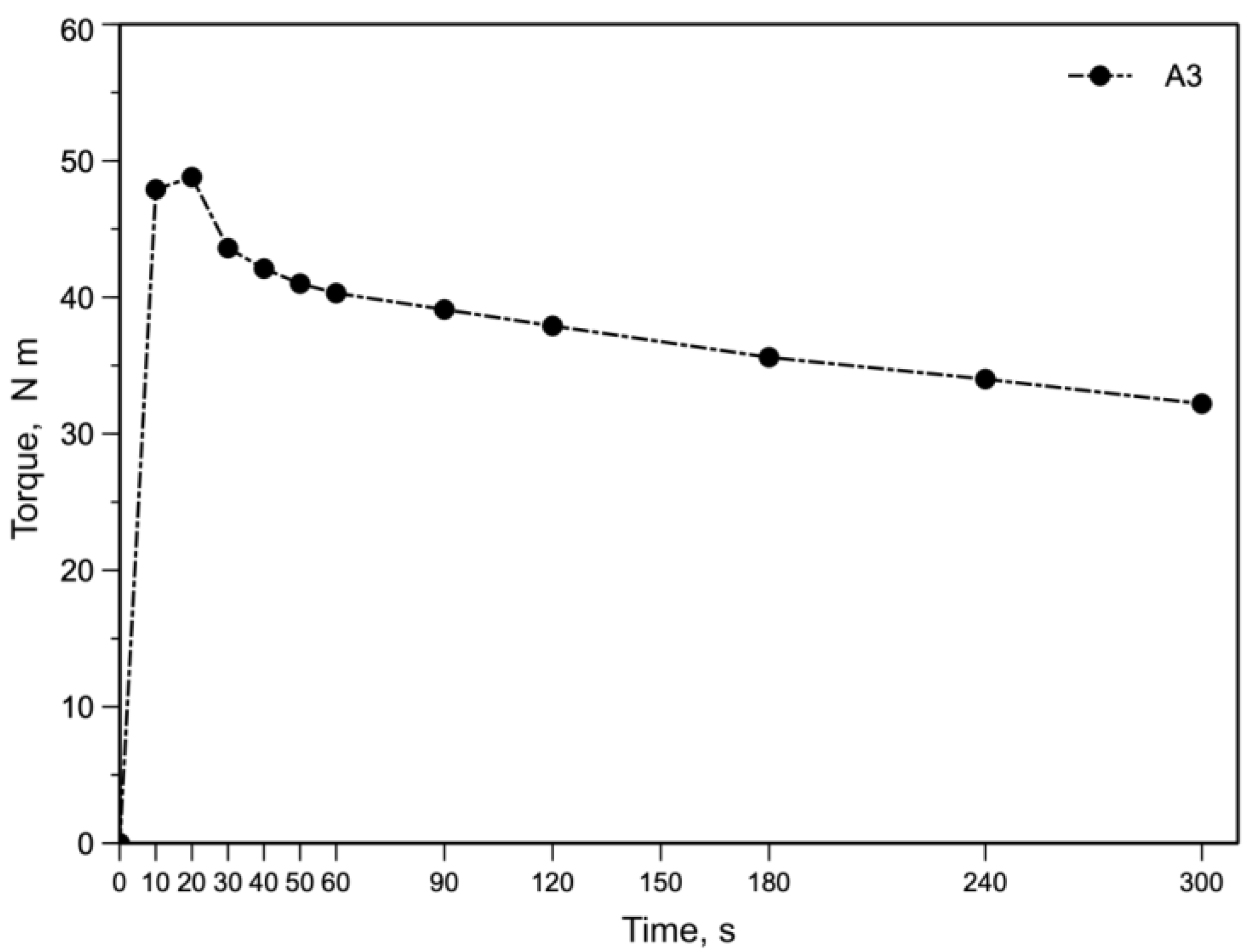
All the previous results indicate that morphology, rheological and mechanical properties depend on the processing conditions and that the mechanical stress acting on the melt plays a very important role. In
Figure 7 the curve of the torque as a function of the mixing time is reported for sample A3.
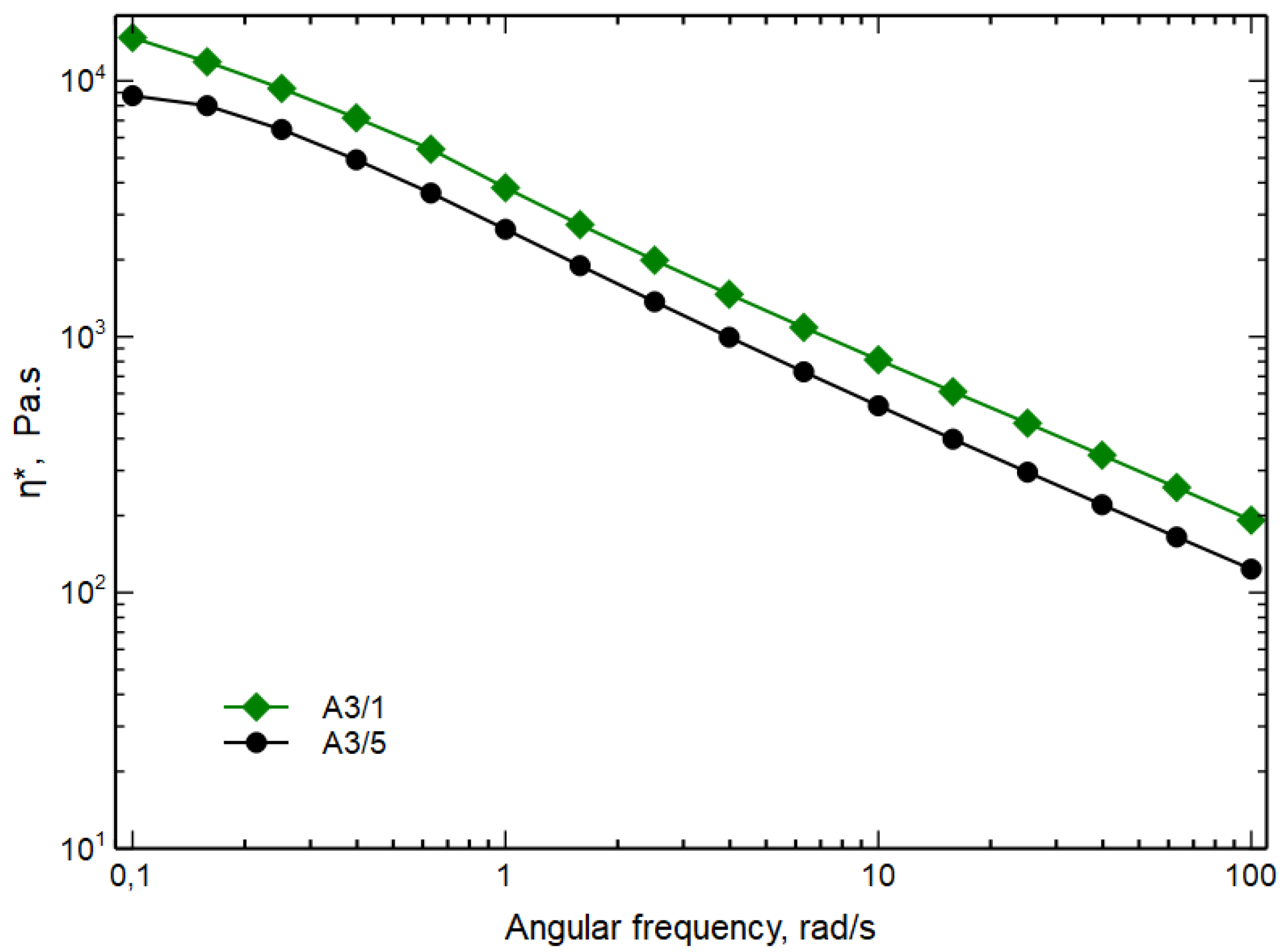
Similar to all the curves of the torque in a mixing operation, the curve first increases due to the feeding of the cold polymer, reaches a maximum and then decreases reaching a thermo-flow-dynamic equilibrium suggesting that there is no more change in the morphology of the blend. Considering the previous hypothesis about the beneficial effect of high values of mechanical stress on the development of the morphology, tests have been done by stopping the mixing after 1 min, at which time a maximum is observed. The MFI values and the flow curves of the A3 samples mixed 1 min (A3/1) and 5 min (A3/5) are reported in
Table 11 and in
Figure 8, respectively.
The blend A3/1 shows a lower value of the MFI and a higher value of the flow curve both at low and high frequencies. In particular, sample A3/1 does not reach a Newtonian plateau in this frequency range and shows a more pronounced non-Newtonian behavior. As said before, this phenomenon is due to both the size of the dispersed particles and/or a better adhesion. From these rheological data it is, then possible to hypothesize a decrease in the dimensions of the particles and/or a better adhesion between the continuous phase and dispersed phases for sample A3/1.
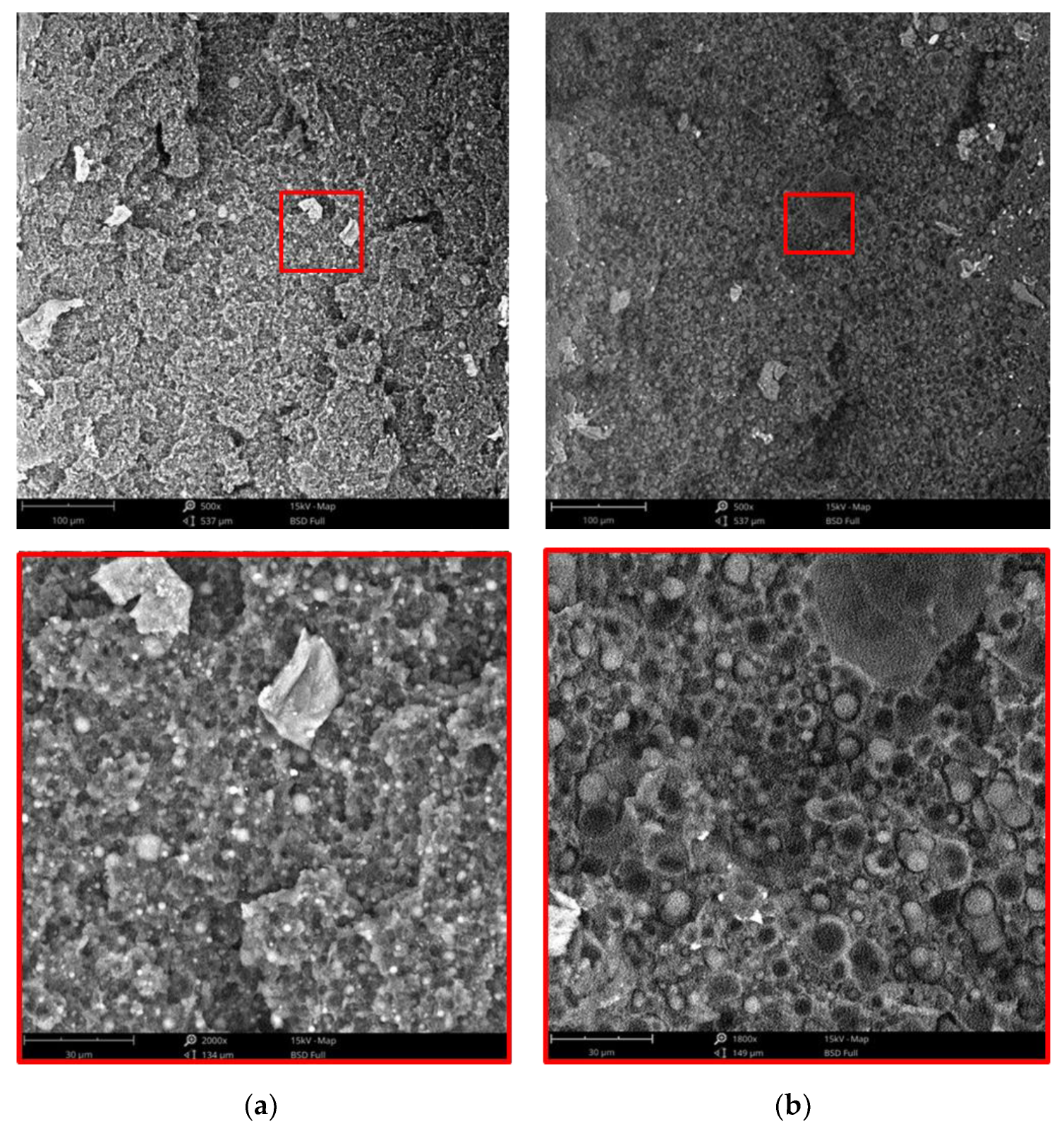
In
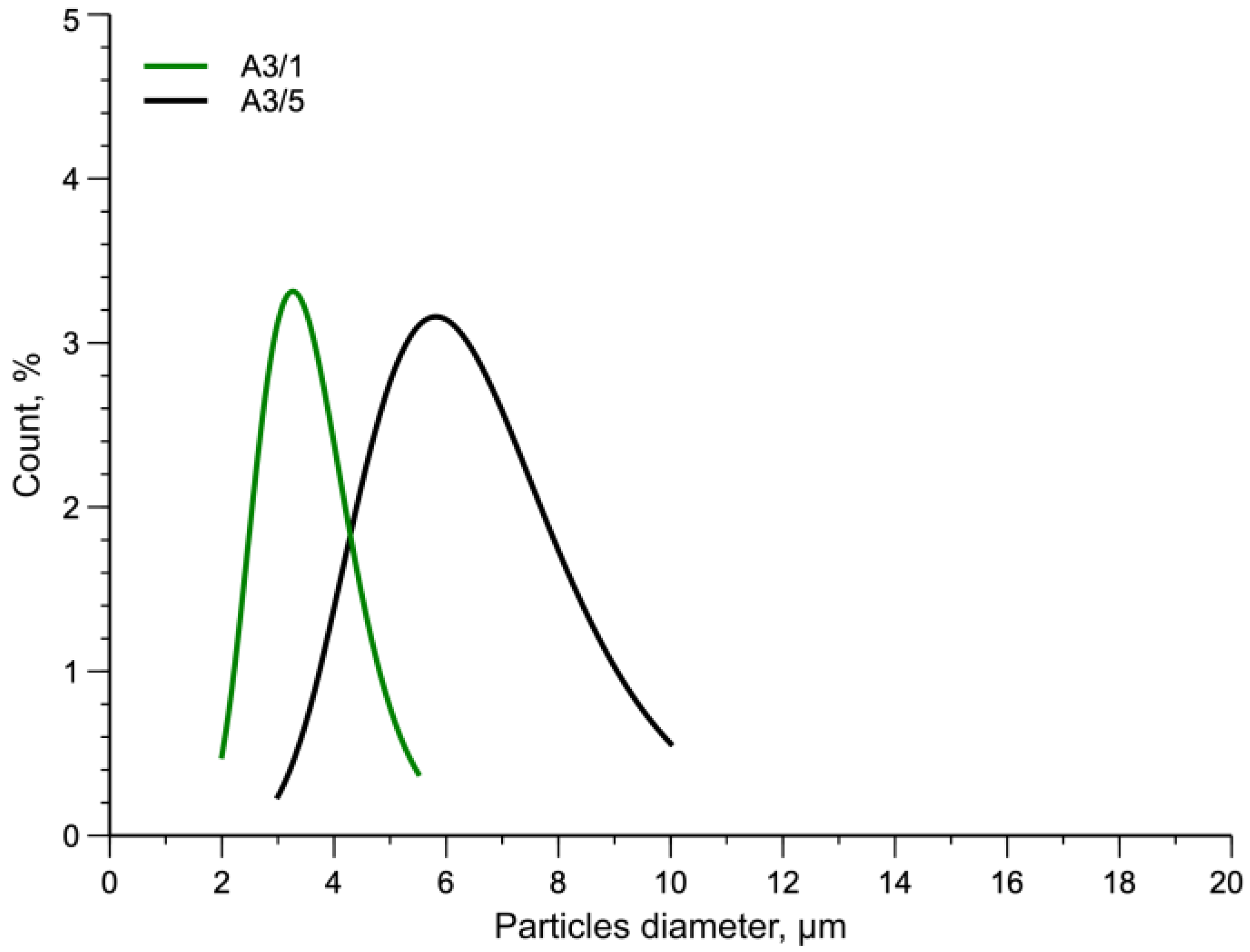
Figure 9 the SEM micrographs of the two samples are reported. The relative curves of the particle diameter distribution and numerical average diameter values are shown in
Figure 10 and
Table 12, respectively.
It is well evident that the blend processed 1 min shows particles of the dispersed phase having lower values of the diameter and smaller are also the voids present in the continuous phase of this specimen. The applied stress is then able to break the particles of the dispersed phases reducing their size, but also to form copolymers able to decrease the interfacial tension between matrix and dispersed phases and then improve the adhesion between matrix and dispersed phases. The numerical average diameter is about 3.5 µm and the diameter distribution decreases from 3–10 µm to 2–6 µm. The mechanical properties are reported in
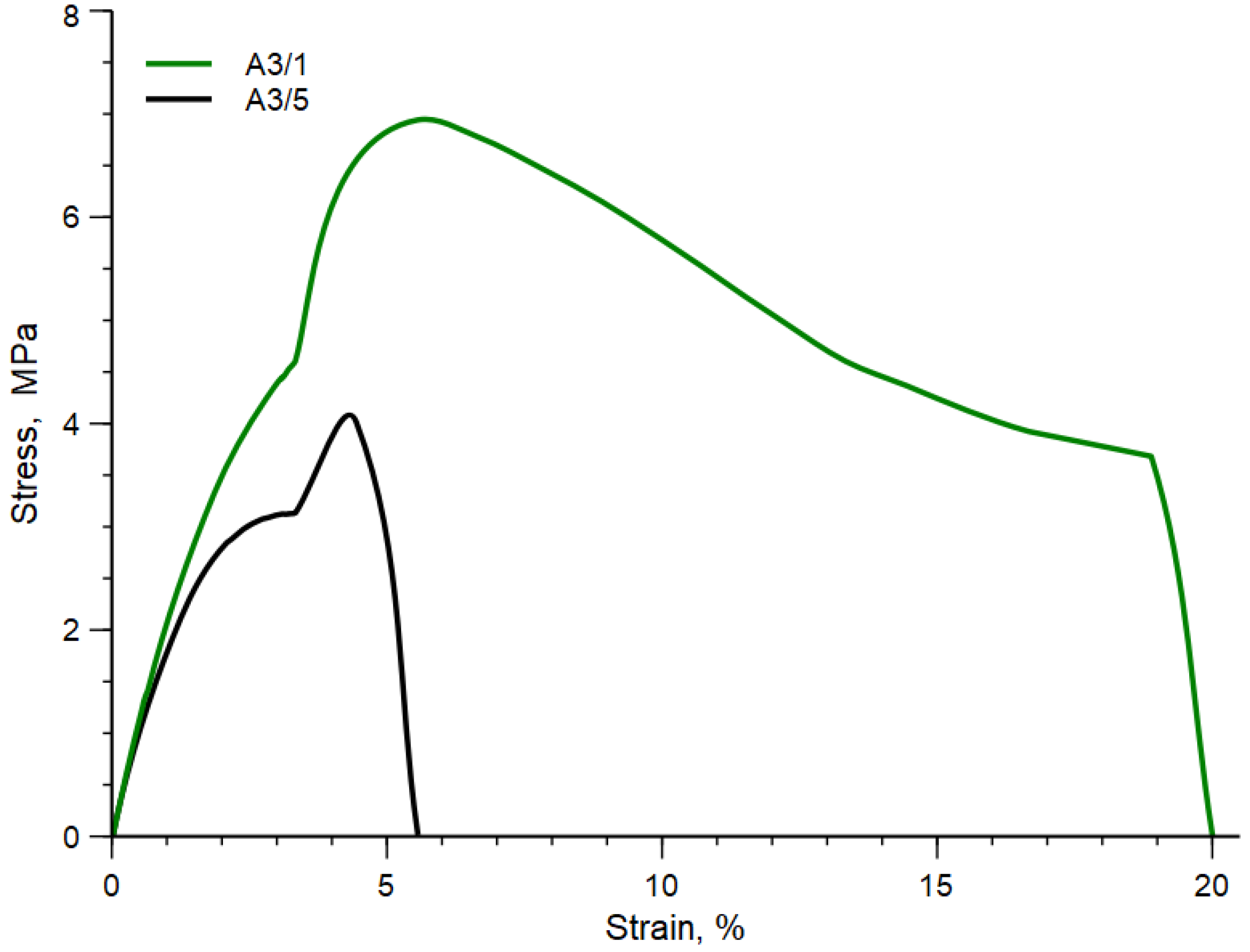
Table 13 for the two blends and their stress-strain curves are plotted in
Figure 11. Additionally, in this Figure, the sudden change of the stress-strain curves is due to the change of the crosshead speed.
The two stress-strain curves are strongly different. Indeed, the curve relative to the A3/5 sample is the typical stress-strain curve of a fragile polymer, while the stress-strain curve of sample A3/1 shows yield stress and ductile behavior.
Elastic modulus, tensile strength and elongation at break are significantly higher for the blend processed 1 min. It is very impressive, however, that the mechanical behavior of the A3/1 blend is dramatically changed and a brittle-to-ductile transition with the presence of yield stress is observed by optimizing the processing time.
The change of morphology has implied a brittle-to-ductile transition due to the higher contact area between the matrix and dispersed particles and a better adhesion between the matrix and other phases.
This remarkable effect of time can be interpreted in two different ways. The first one is connected simply to the higher mechanical stress experienced at 1 min. The morphology of the sample is “frozen” in that obtained at the higher values of the torque. The second one can be correlated with the formation of small amounts of copolymers that, with increasing mixing time, are broken by the same mechanical stress reducing the effect of these adhesion promoters and worsening the final morphology of the blend. In addition, in this case, the ratio 1.83 and thus a much larger contact area with respect to the blend A3/5 and especially much larger than that of the brittle sample. This result is in accordance with the above results.
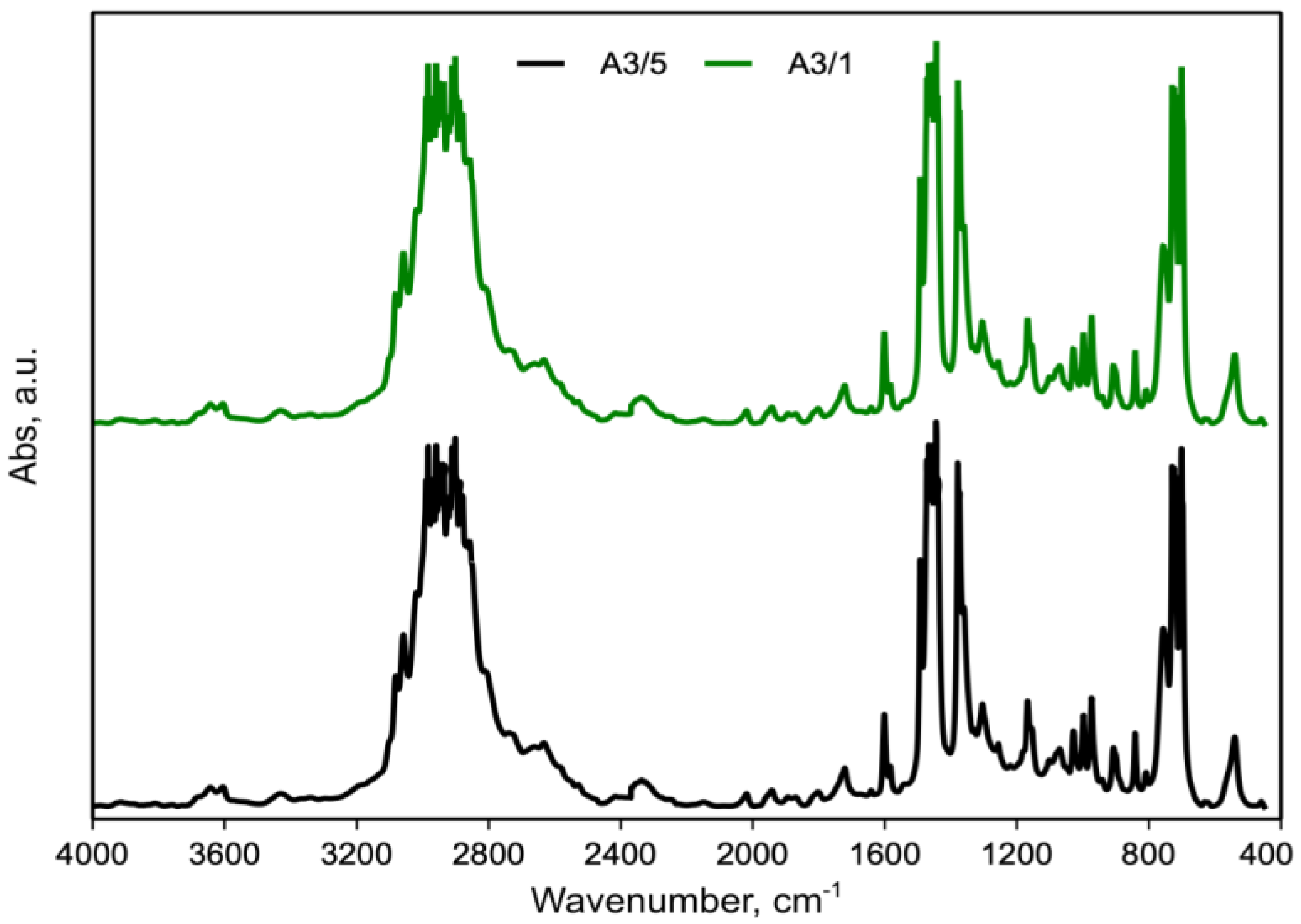
Figure 12 shows the FTIR spectra of the A3/1 and A3/5 blends.
Observations similar to those reported previously can be made, as no new peaks or significant peaks shifts were observed between the A3/5 and A3/1 blend.
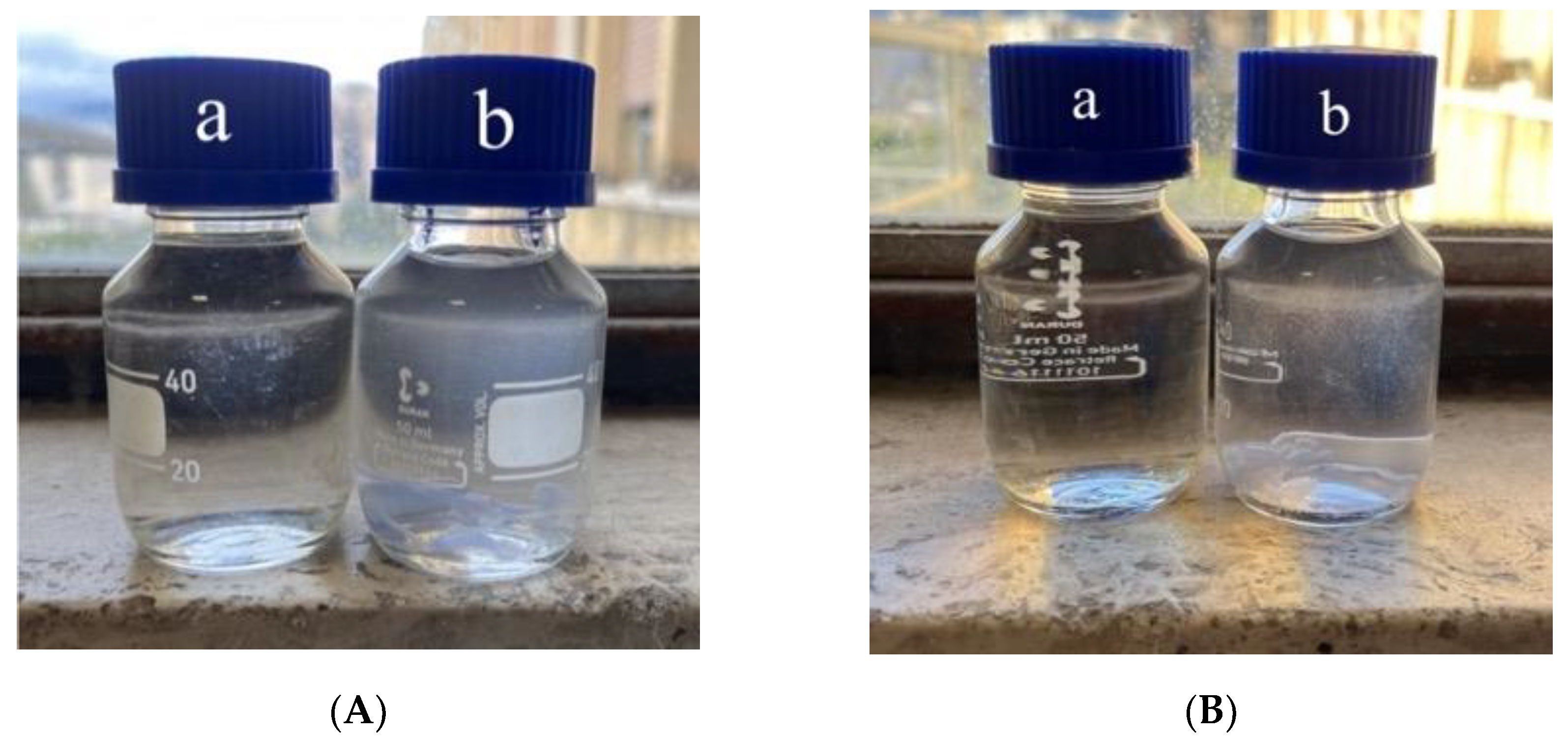
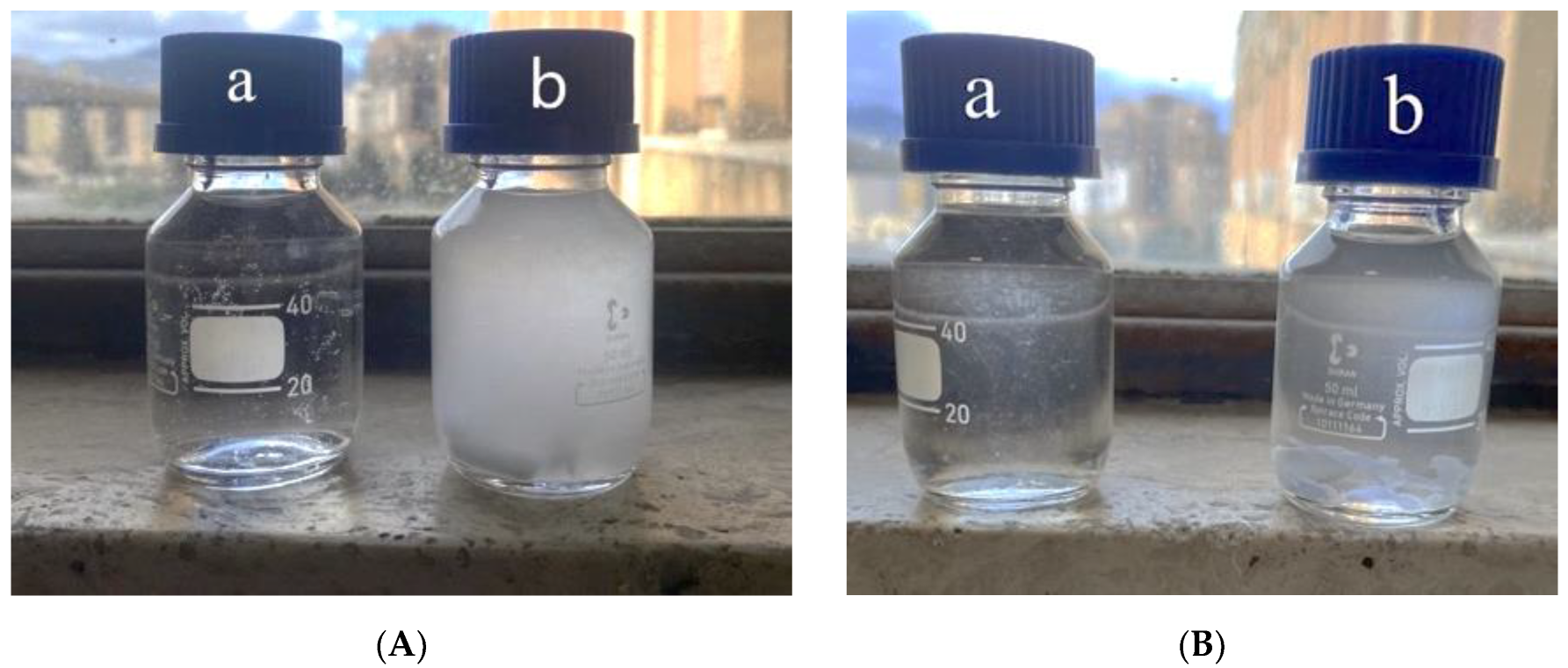
Figure 13 and
Figure 14 show the photos of the solutions PS/PET and LDPE respectively for the binary blends prepared at 180 °C, 250 rpm and 1 and 5 min, while,
Table 14 summarizes the turbidity values. It is evident that the two suspensions show some turbidity and this is an indication of the presence of copolymers PS-PET and LDPE-PET that are present in the form of colloids. It is also clear that the turbidity of the blends prepared for 1 min is higher than that shown of the blend mixed for 5 min. These copolymers act as compatibilizers giving a better adhesion and a better morphology.
A competition between the formation of copolymers and cleavage of the same copolymers by thermomechanical degradation can well interpret this result and the presence of a maximum for the blend prepared for 1 min as for the morphology and mechanical properties. The copolymers are formed but, at the same time, the thermomechanical stress breaks then decreasing the adhesion effect.




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}