
The Study of Crystallization Behavior, Microcellular Structure and Thermal Properties of Glass-Fiber/Polycarbonate Composites


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Pretreatment
2.3. Characterization and Measurement
3. Results and Discussion
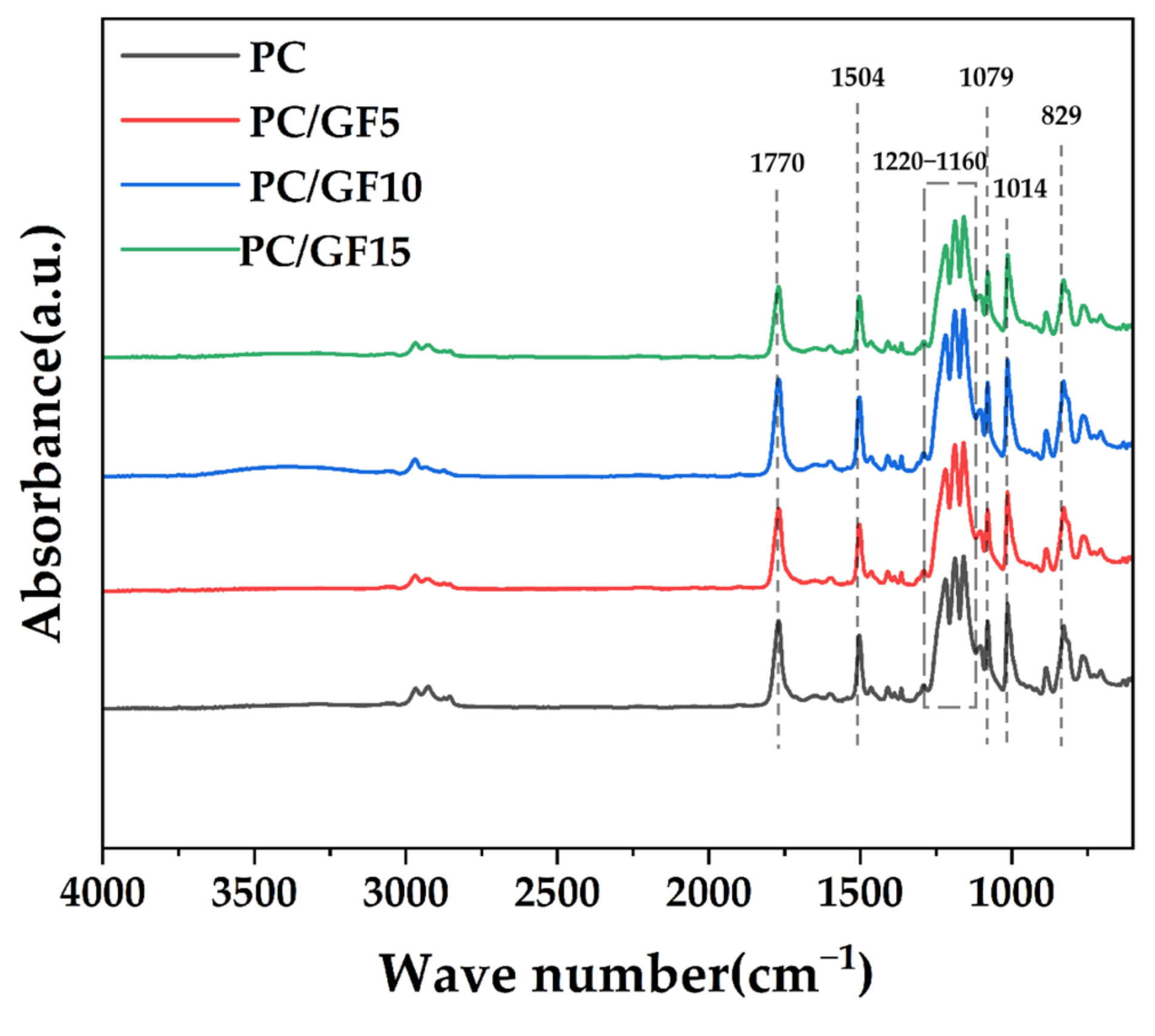
3.1. FTIR Analysis of PC and PC/GF
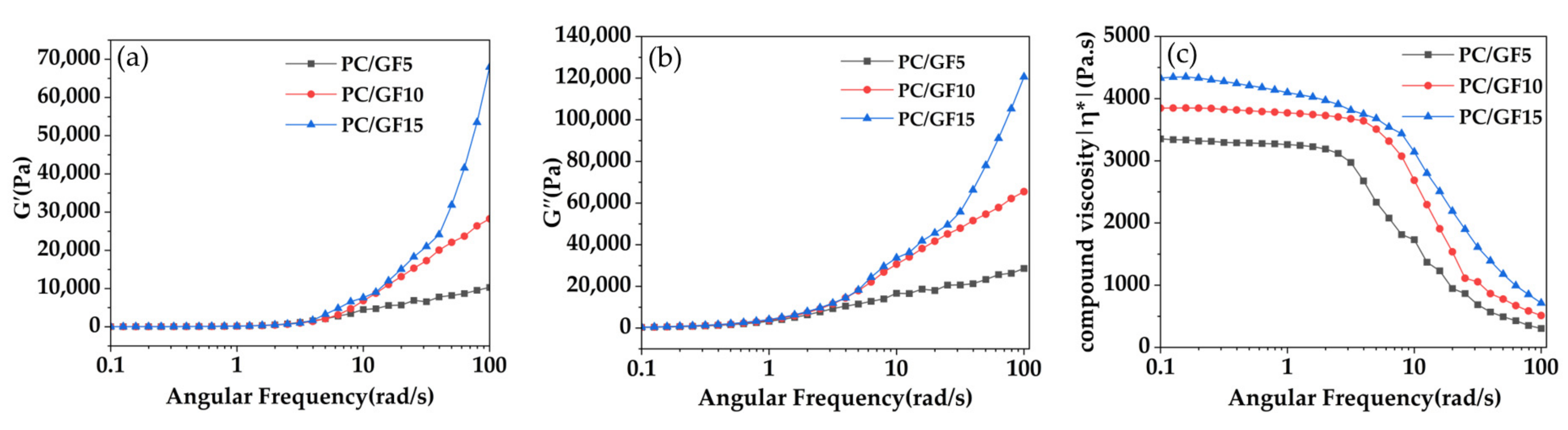
3.2. Rheological Properties of PC and PC/GF
3.3. Crystallization Behavior of PC and PC/GF Composites
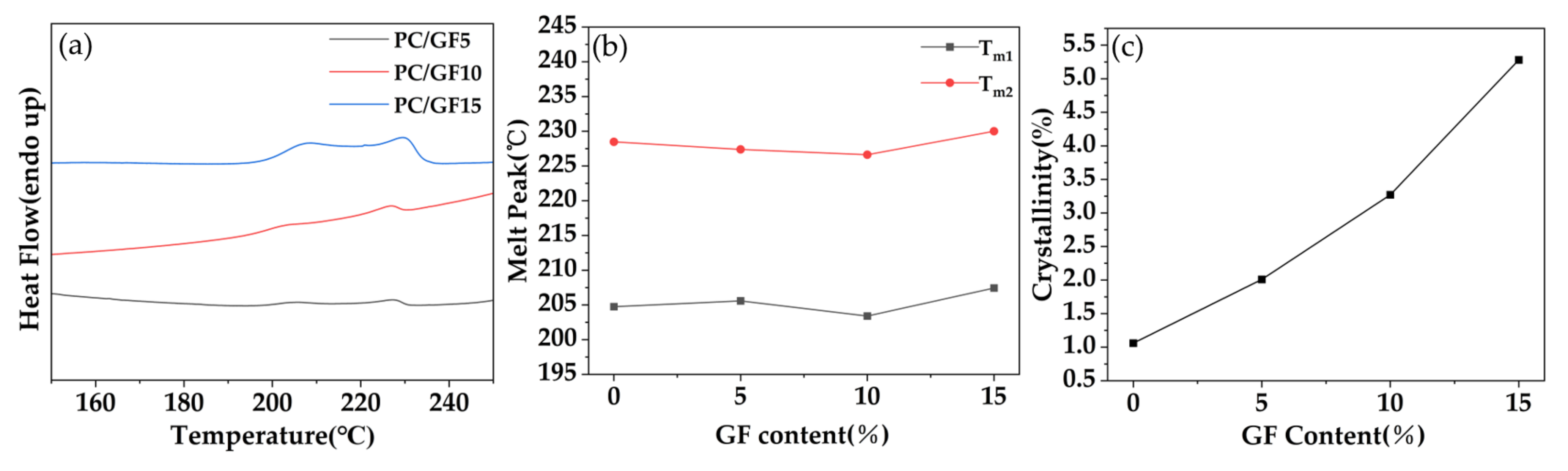
3.3.1. Effect of GF Content on Crystallization Behavior
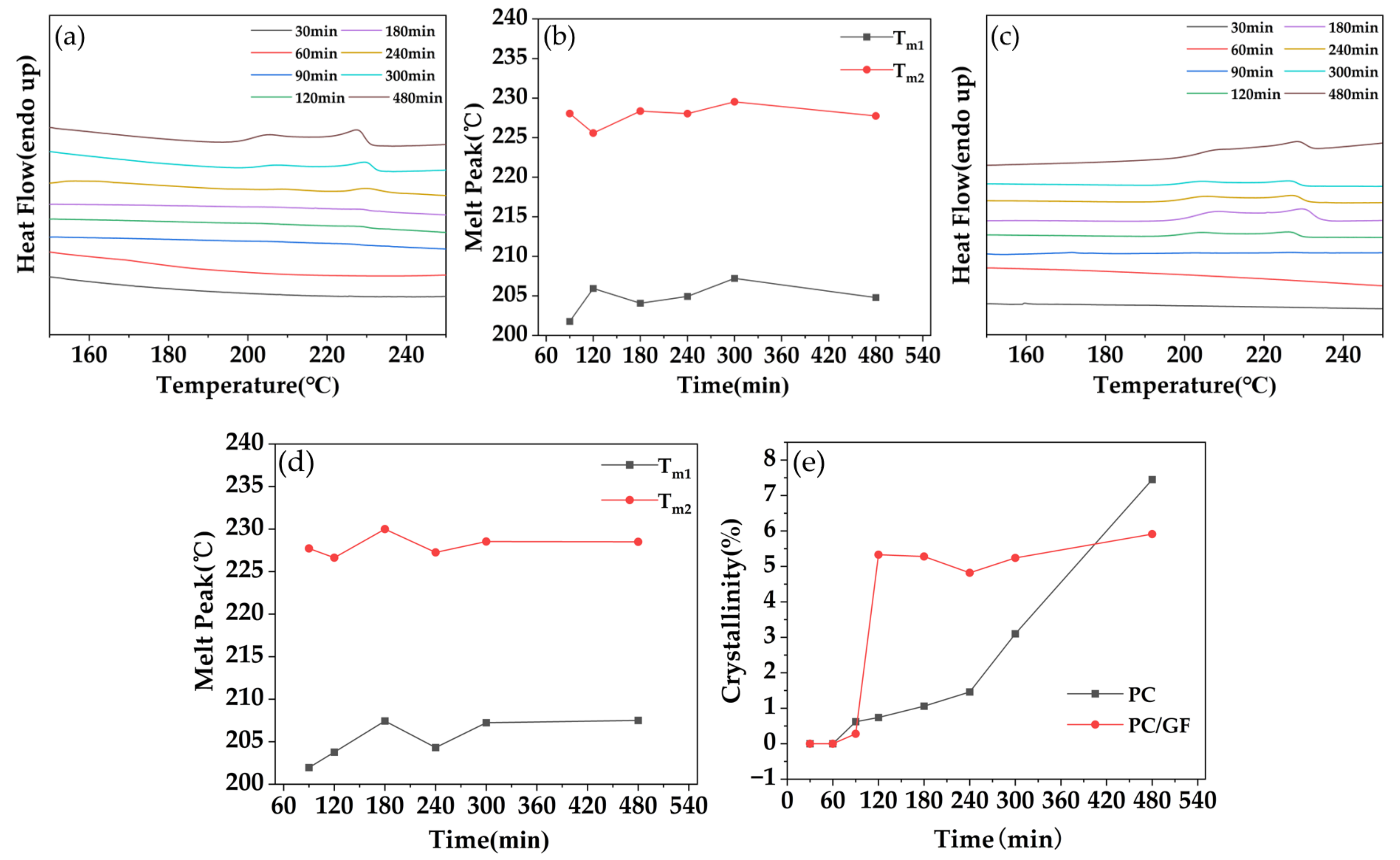
3.3.2. Effect of Saturation Time on Crystallization Behavior
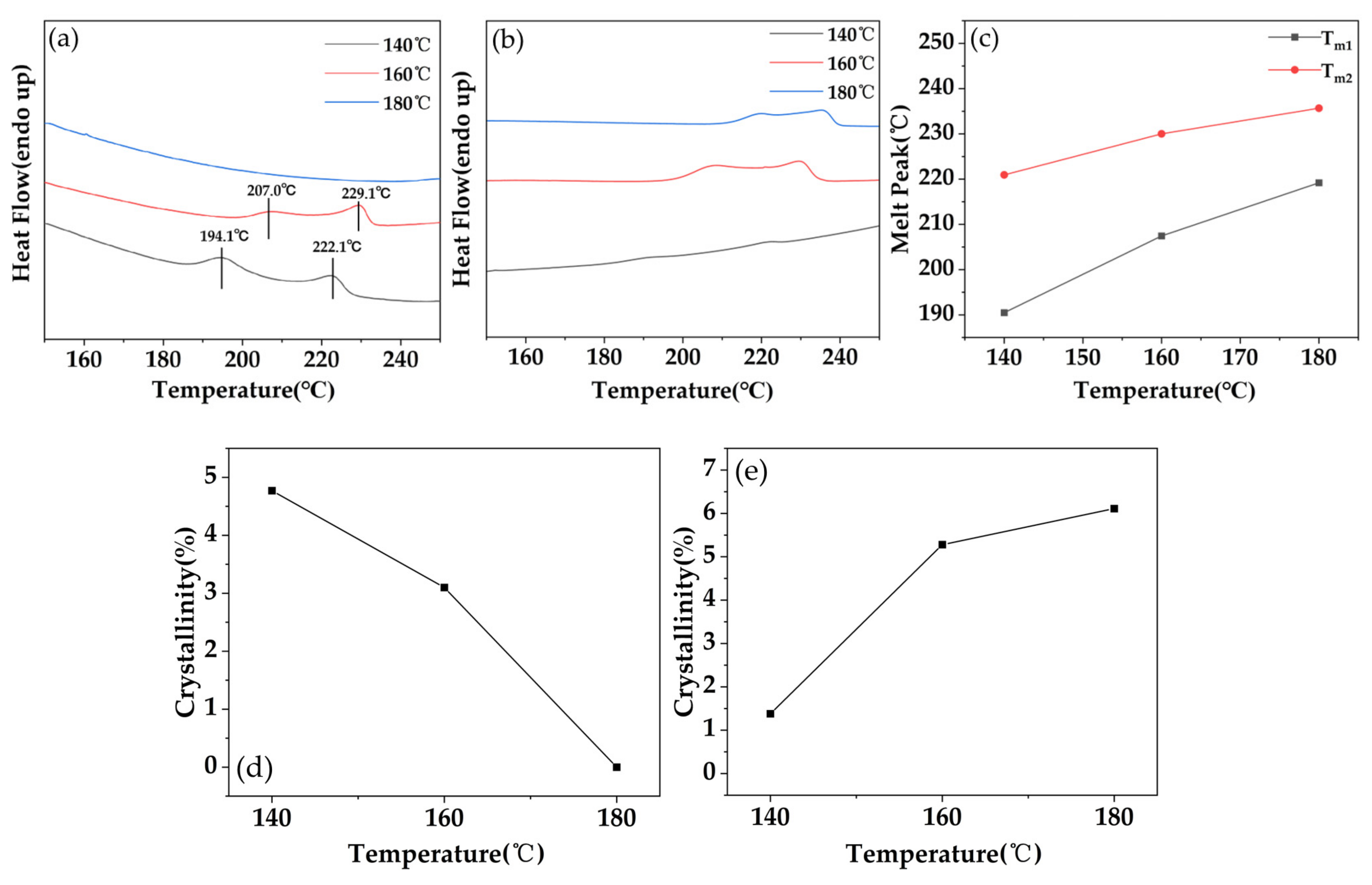
3.3.3. Effect of Foaming Temperature on Crystallization Behavior
3.4. Foaming Performance of PC and PC/GF Composites
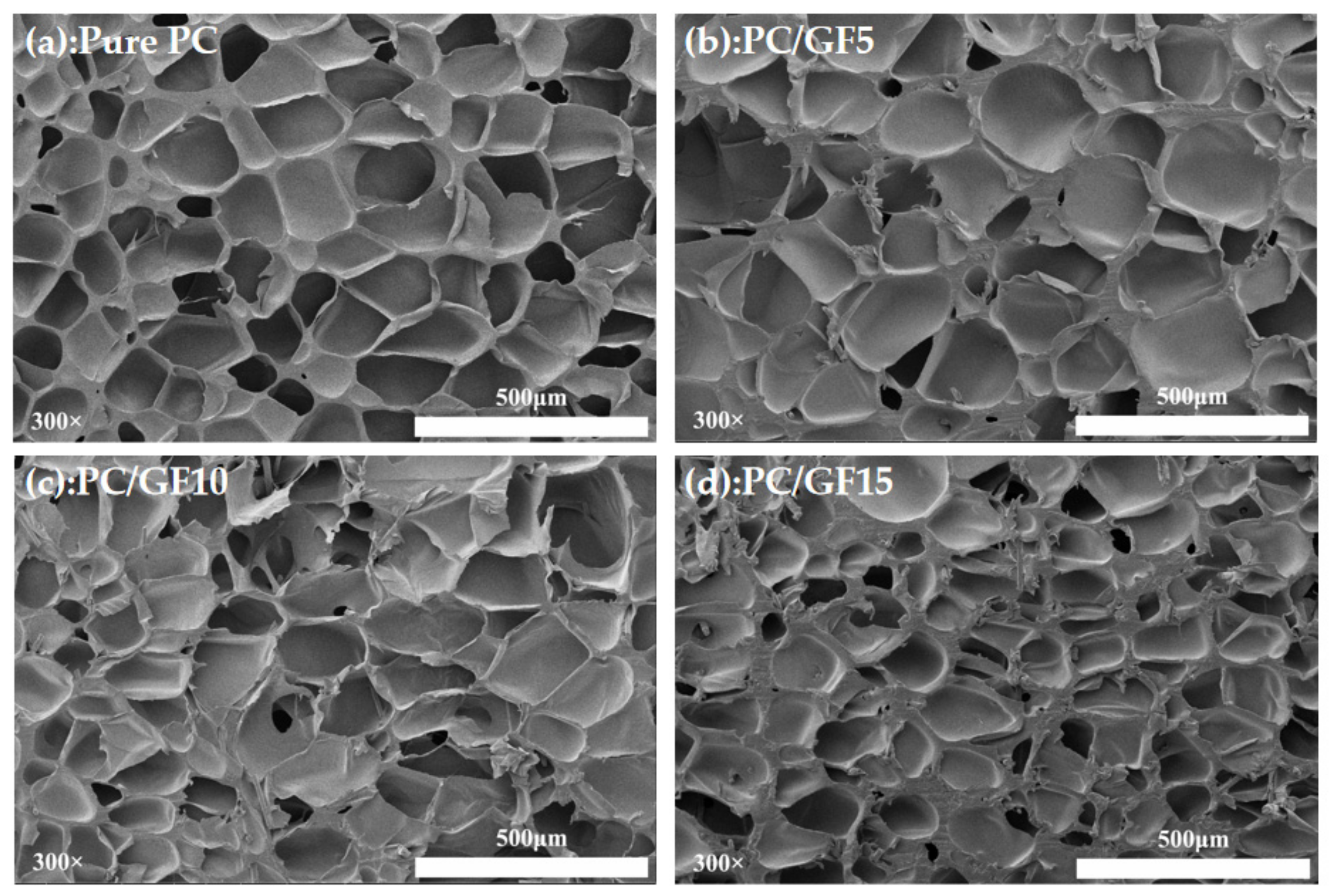
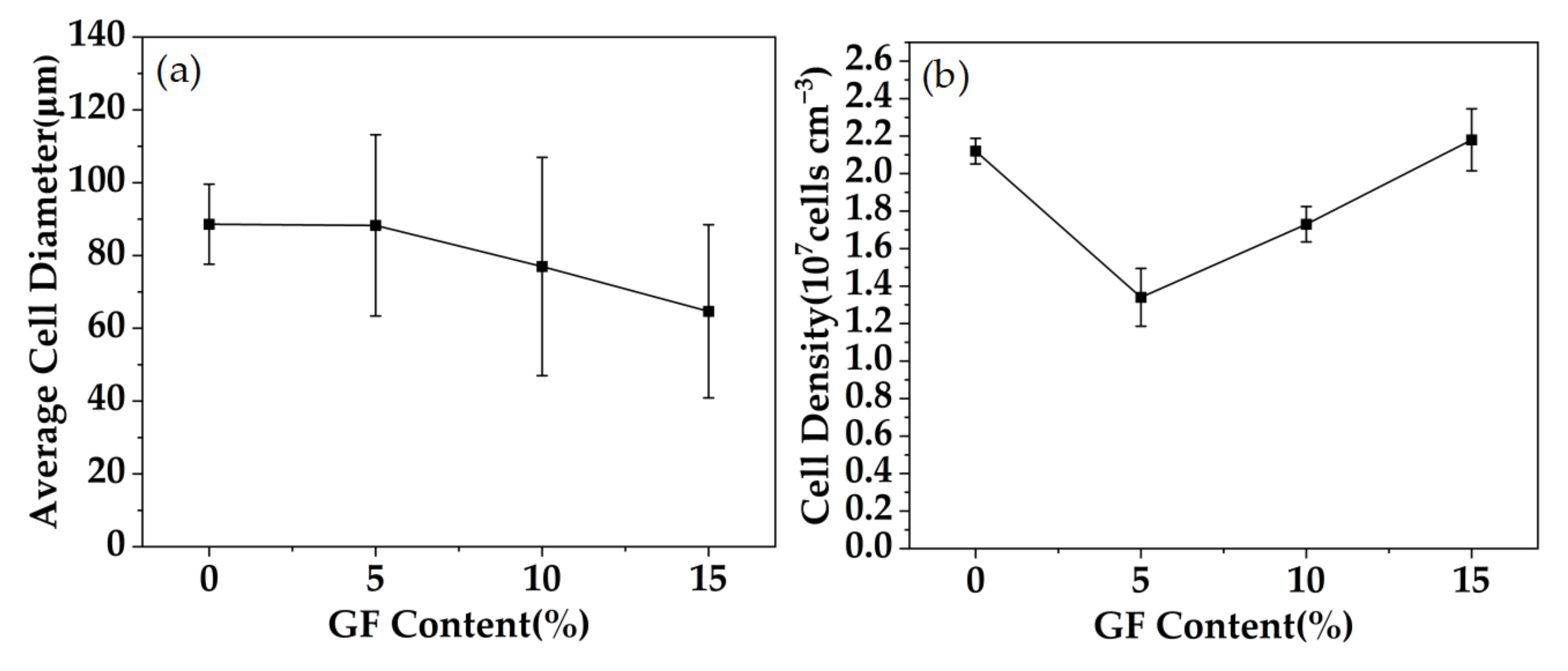
3.4.1. Effect of GF Content on Foaming Behavior
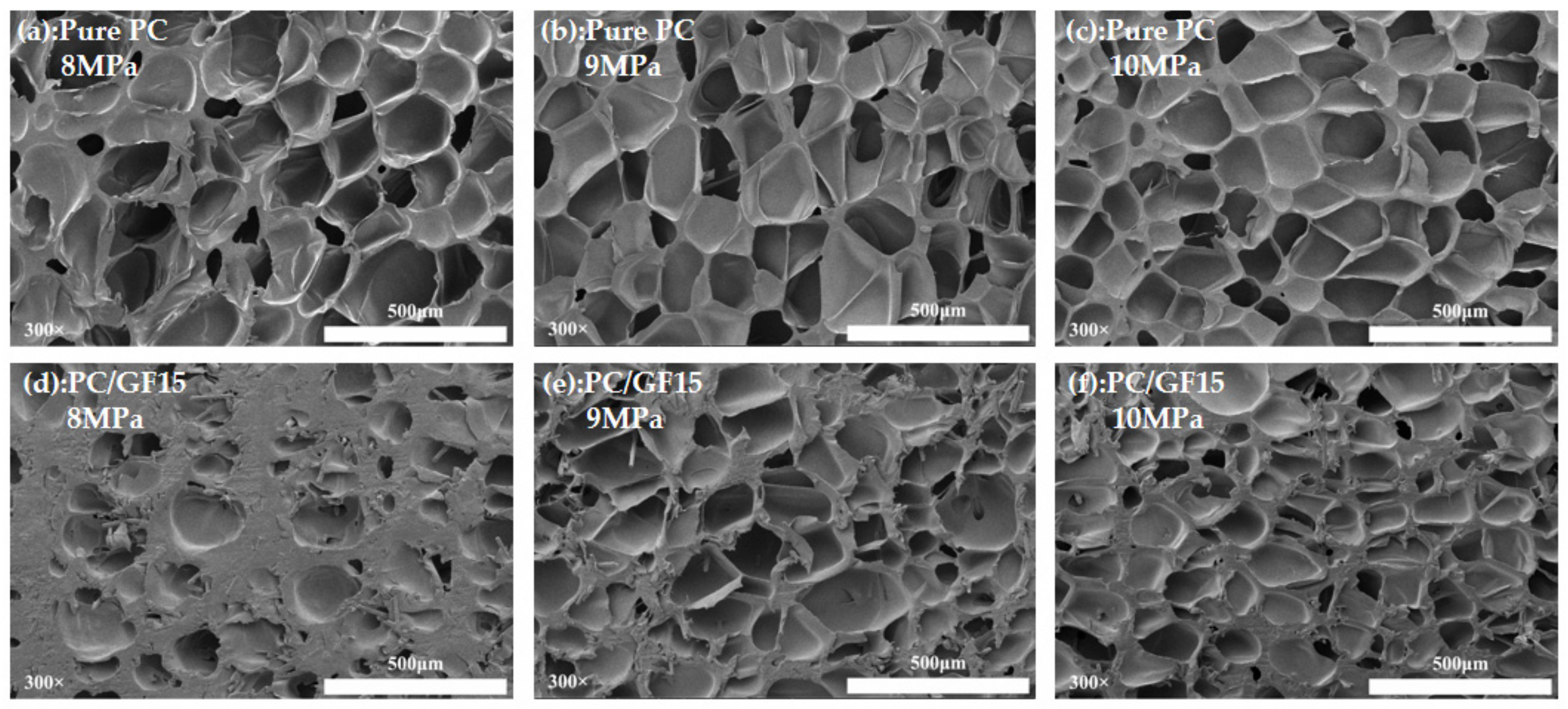
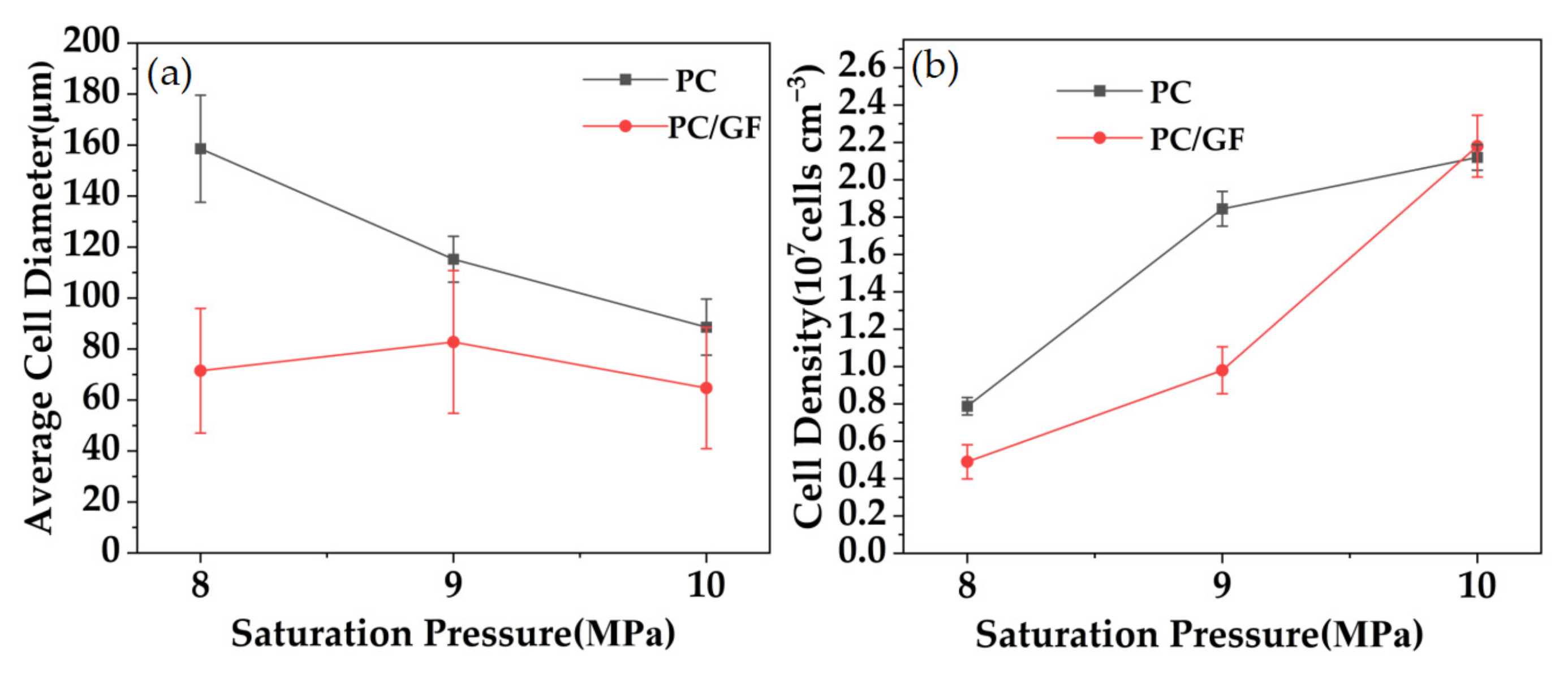
3.4.2. Effect of Saturation Pressure Content on Foaming Behavior
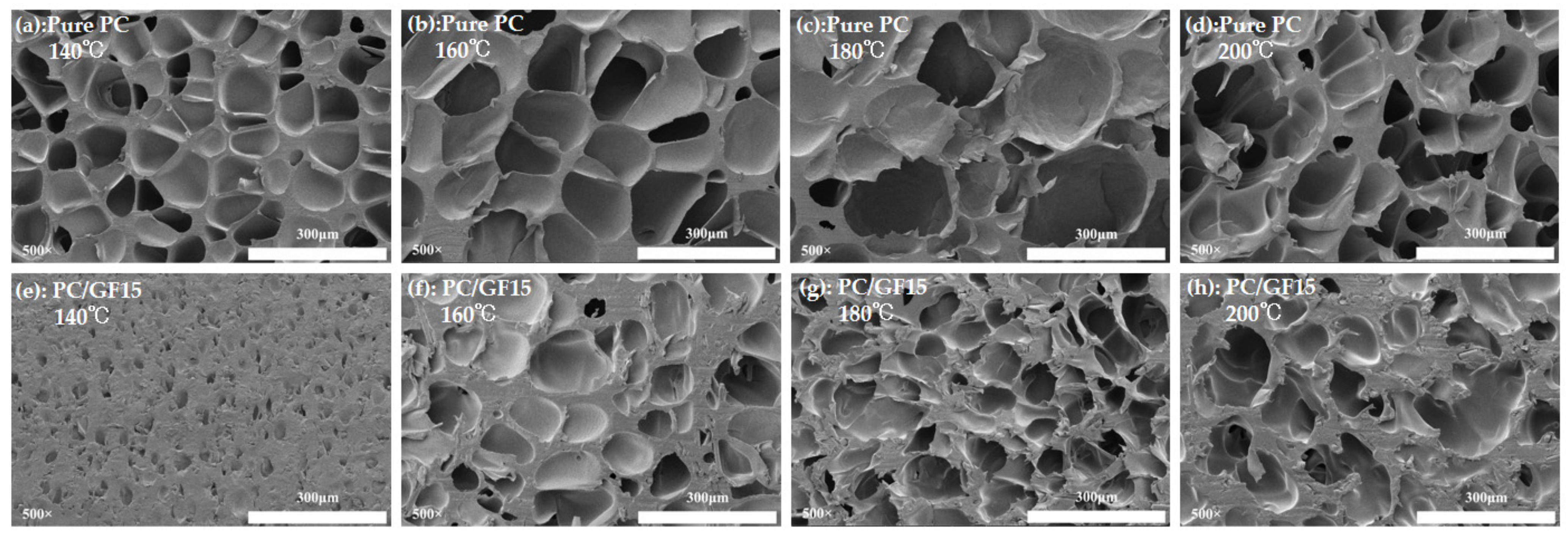
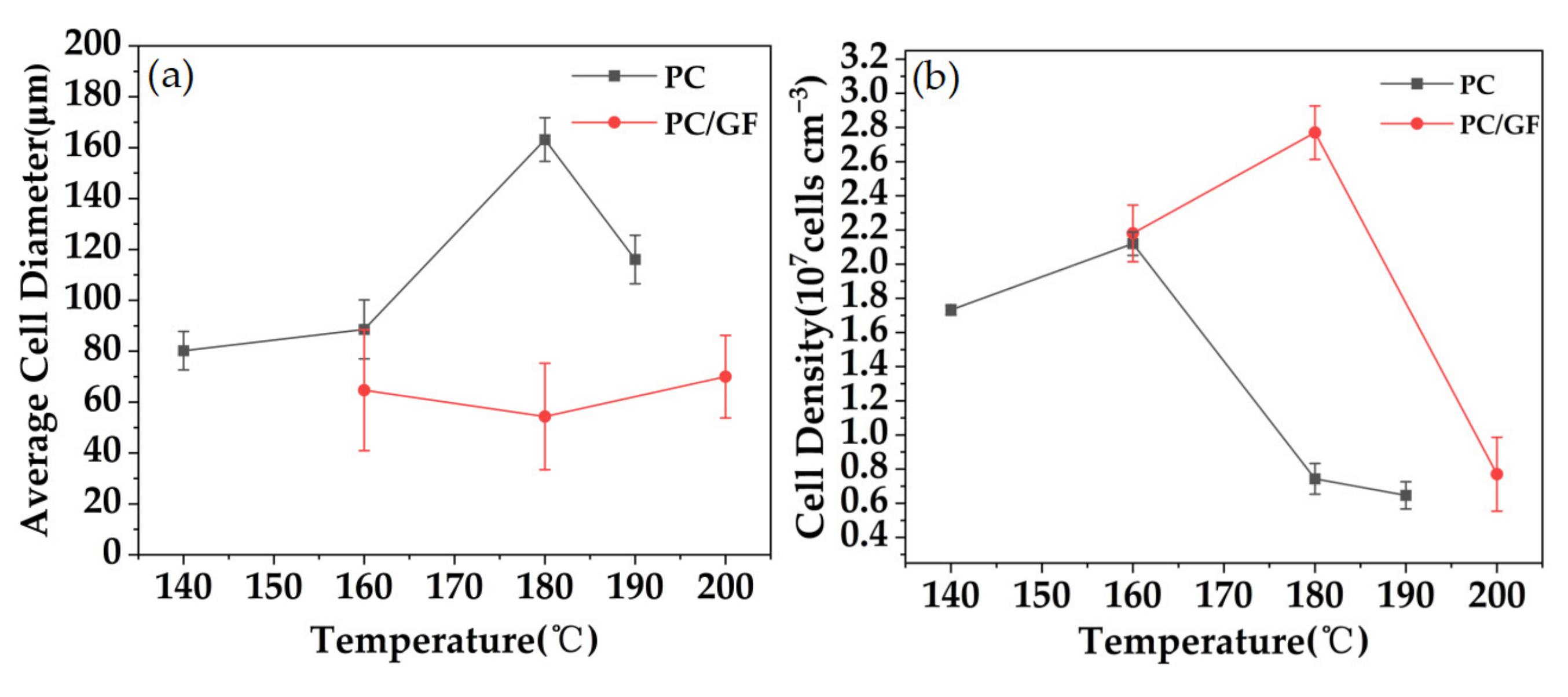
3.4.3. Effect of Foaming Temperature on Foaming Behavior
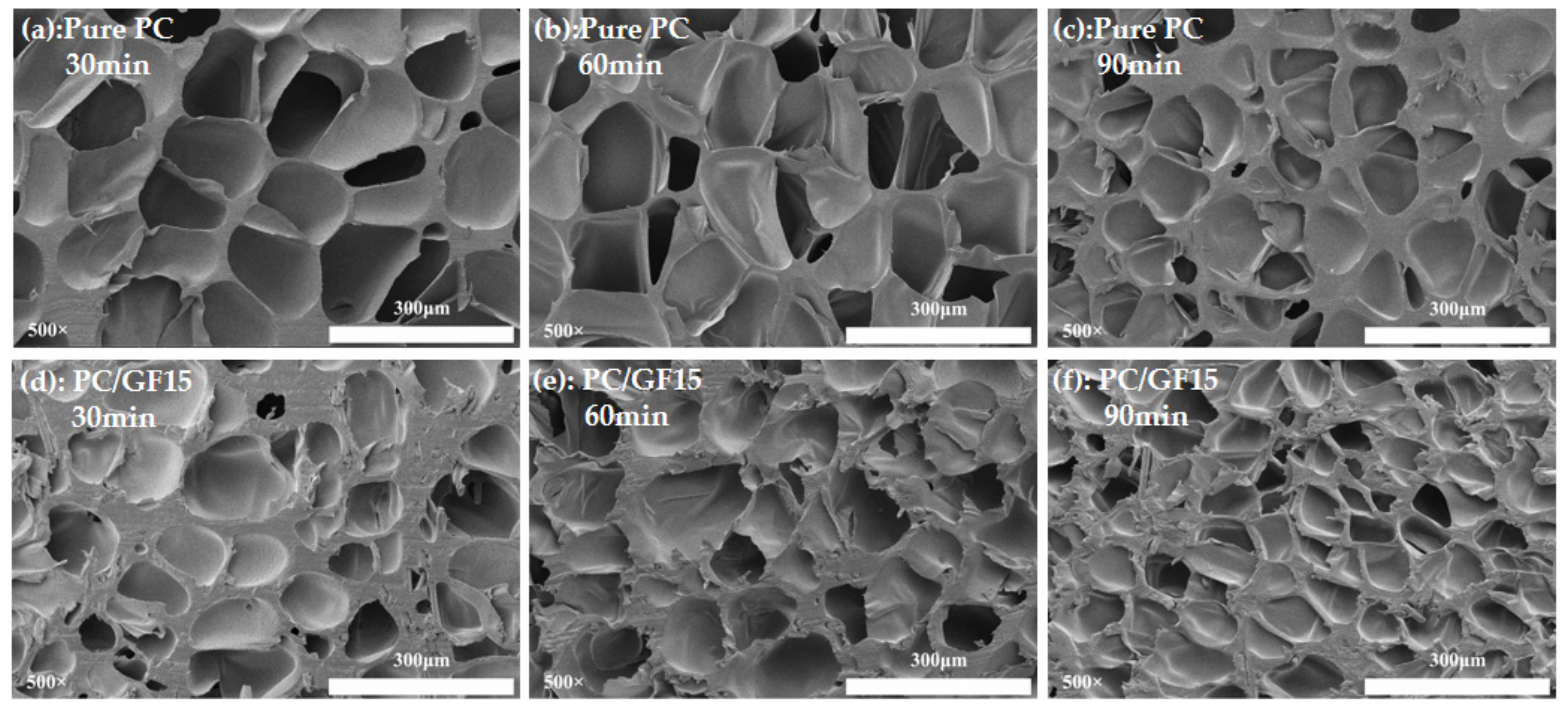
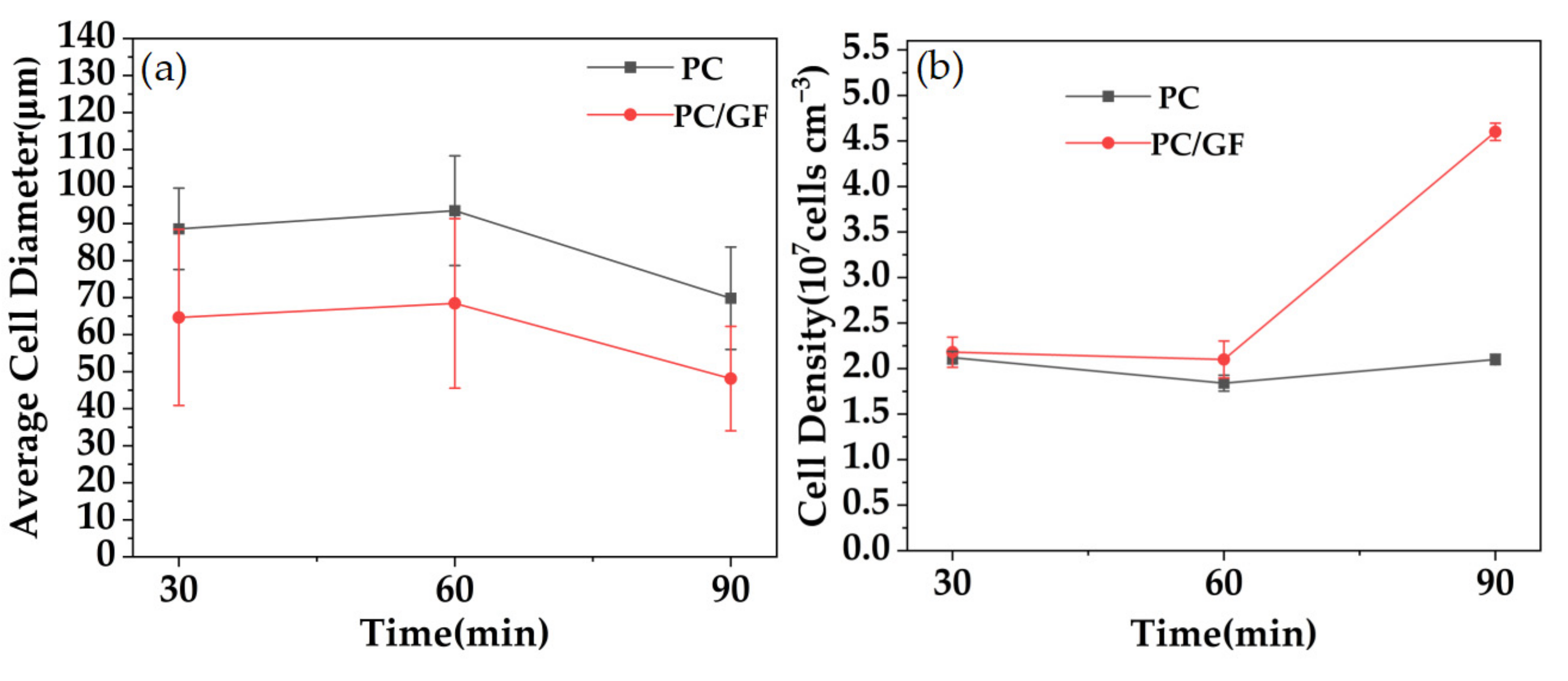
3.4.4. Effect of Saturation Time on Foaming Behavior
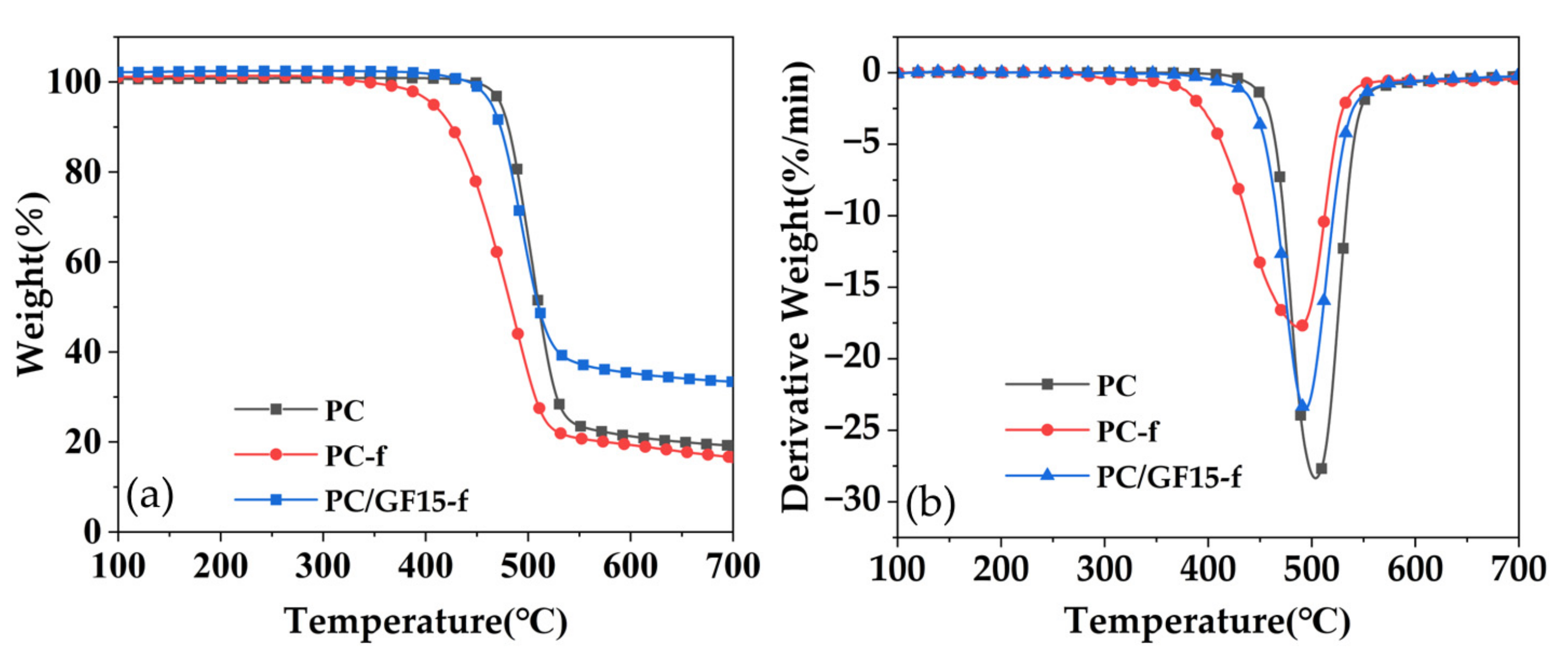
3.5. Thermal Performance Analysis of PC Foam and PC/GF Composite Foam
4. Conclusions
- The molecular structures of PC/GFs with physically doping were not changed analyzing by the infrared spectra. The different “soaking” periods within the autoclave resulted in different microcellular structures of PG foams. The addition of GFs can accelerate the crystallization stability of PC induced by SC-CO2 and form a large number of crystals in a short time.
- The addition of GFs increases the viscosity of PC and the thickness of the bubble wall. The GF additive, as heterogeneous nucleation, can greatly increase the cell density to 4.6 cells/cm3. The Thermo-gravimetric analysis (TGA) results show that the PC/GF foams have a significant increase in the residual carbon rate at 700 °C. The weight loss rate was less than that of PC matrix.
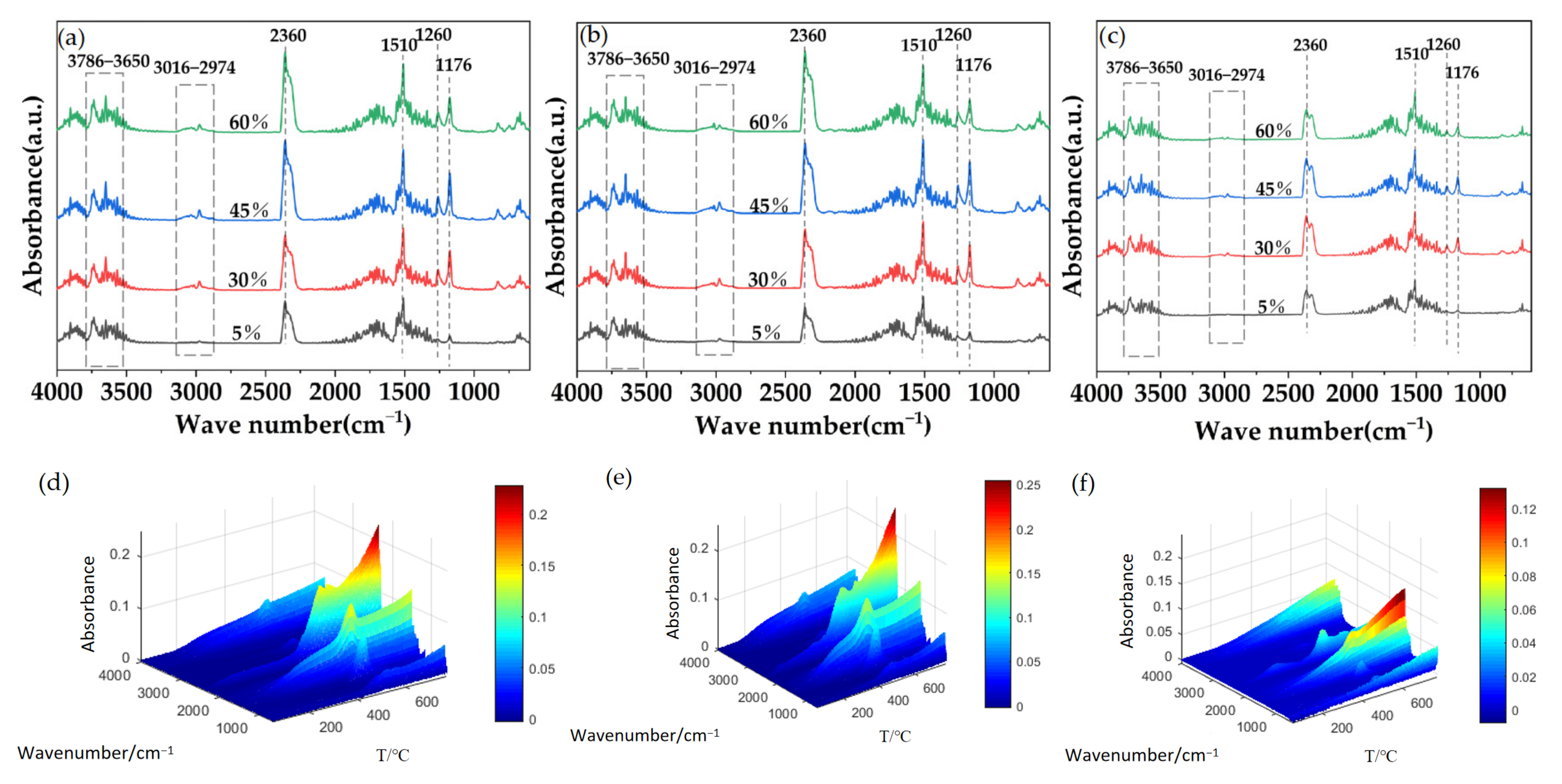
- The TG-FTIR connection testing results explain that the addition of GFs did not change the pyrolysis products of PC/GF composites, but decreased the cracking strength and improved the thermal stability. This study showed that adding GF to PC foams could significantly improve the thermal stability and crystallization properties of PC/GF composites.
- PCFs are already being used in the construction industry, automotive interiors, and medical devices. The research results provide useful guidelines on industrial production and applications of PCFs. The fracture mechanism of the tough-brittle transition of PCFs needs to be further investigated.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Cho, K.; Yang, J.; Il, B.; Chan, K.; Park, E. Notch sensitivity of polycarbonate and toughened polycarbonate. J. Appl. Polym. Sci. 2003, 89, 3115–3121. [Google Scholar] [CrossRef]
- Abu-Zahra, N.H.; Alian, A.M. Density and cell morphology of rigid foam PVC-clay nanocomposites. Polym.-Plast. Technol. Eng. 2010, 49, 237–243. [Google Scholar] [CrossRef]
- Weingart, N.; Raps, D.; Kuhnigk, J.; Klein, A.; Altstädt, V. Expanded polycarbonate (Epc)—A new generation of high-temperature engineering bead foams. Polymers 2020, 12, 2314. [Google Scholar] [CrossRef]
- Laad, M.S. Polymers in sports. In Polymer Science and Innovative Applications; Elsevier: Amsterdam, The Netherlands, 2020; pp. 485–523. [Google Scholar]
- Kyriacos, D. Polycarbonates. In Brydson’s Plastics Materials; Elsevier: Amsterdam, The Netherlands, 2017; pp. 457–485. [Google Scholar]
- Agarwal, S.; Gupta, R.K. Plastics in buildings and construction. In Applied Plastics Engineering Handbook; Elsevier: Amsterdam, The Netherlands, 2017; pp. 635–649. [Google Scholar]
- Eaves, D. Handbook of Polymer Foams; iSmithers Rapra Publishing: Shrewsbury, UK, 2004; pp. 243–262. [Google Scholar]
- Cooper, A.I. Porous materials and supercritical fluids. Adv. Mater. 2003, 15, 1049–1059. [Google Scholar] [CrossRef]
- Qiang, W.; Zhao, L.; Liu, T.; Liu, Z.; Gao, X.; Hu, D. Systematic study of alcohols based co-blowing agents for polystyrene foaming in supercritical CO2: Toward the high efficiency of foaming process and foam structure optimization. J. Supercrit. Fluids 2020, 158, 104718. [Google Scholar] [CrossRef]
- Ruiz, J.A.R.; Pedros, M.; Tallon, J.; Dumon, M. Micro and nano cellular amorphous polymers (PMMA, PS) in supercritical CO2 assisted by nanostructured CO2-philic block copolymers—One step foaming process. J. Supercrit. Fluids 2011, 58, 168–176. [Google Scholar] [CrossRef]
- Tsivintzelis, I.; Angelopoulou, A.G.; Panayiotou, C. Foaming of polymers with supercritical CO2: An experimental and theoretical study. Polymer 2007, 48, 5928–5939. [Google Scholar] [CrossRef]
- Reglero Ruiz, J.A.; Viot, P.; Dumon, M. Microcellular foaming of polymethylmethacrylate in a batch supercritical CO2 process: Effect of microstructure on compression behavior. J. Appl. Polym. Sci. 2010, 118, 320–331. [Google Scholar] [CrossRef] [Green Version]
- Reverchon, E.; Cardea, S.; Rappo, E.S. Production of loaded PMMA structures using the supercritical CO2 phase inversion process. J. Membr. Sci. 2006, 273, 97–105. [Google Scholar] [CrossRef]
- Nofar, M. Effects of nano-/micro-sized additives and the corresponding induced crystallinity on the extrusion foaming behavior of PLA using supercritical CO2. Mater. Design. 2016, 101, 24–34. [Google Scholar] [CrossRef]
- Corre, Y.; Maazouz, A.; Duchet, J.; Reignier, J. Batch foaming of chain extended PLA with supercritical CO2: Influence of the rheological properties and the process parameters on the cellular structure. J. Supercrit. Fluids 2011, 58, 177–188. [Google Scholar] [CrossRef]
- Ma, Z.; Zhang, G.; Yang, Q.; Shi, X.; Shi, A. Fabrication of microcellular polycarbonate foams with unimodal or bimodal cell-size distributions using supercritical carbon dioxide as a blowing agent. J. Cell. Plast. 2014, 50, 55–79. [Google Scholar] [CrossRef]
- Gedler, G.; Antunes, M.D.S.P.; Redondo Realinho, V.C.D.; Velasco Perero, J.I. Characterization of polycarbonate foam structures prepared by one-step SC-CO2 dissolution process. In Proceedings of the FOAMS 2012: 10th International Conference on Foam Materials & Technology, Barcelona, Spain, 12–13 September 2012. [Google Scholar]
- Zhou, H.; Wang, Z.; Xu, G.; Wang, X.; Wen, B.; Jin, S. Preparation of crosslinked high-density polyethylene foam using supercritical CO2 as blowing agent. Cell. Polym. 2017, 36, 167–182. [Google Scholar] [CrossRef] [Green Version]
- Zhai, W.; Wang, H.; Yu, J.; Dong, J.; He, J. Foaming behavior of isotactic polypropylene in supercritical CO2 influenced by phase morphology via chain grafting. Polymer 2008, 49, 3146–3156. [Google Scholar] [CrossRef]
- Xu, Z.; Jiang, X.; Liu, T.; Hu, G.; Zhao, L.; Zhu, Z.; Yuan, W. Foaming of polypropylene with supercritical carbon dioxide. J. Supercrit. Fluids 2007, 41, 299–310. [Google Scholar] [CrossRef]
- Han, S.; Jiang, C.; Yu, K.; Mi, J.; Chen, S.; Wang, X. Influence of crystallization on microcellular foaming behavior of polyamide 6 in a supercritical CO2-assisted route. J. Appl. Polym. Sci. 2020, 137, 49183. [Google Scholar] [CrossRef]
- Chuaponpat, N.; Areerat, S. The Effects of Foaming Conditions on Plasticized Polyvinyl Chloride Foam Morphology by using Supercritical Carbon Dioxide. Mater. Today Proc. 2018, 5, 23526–23533. [Google Scholar] [CrossRef]
- Yang, Z.; Hu, D.; Liu, T.; Xu, Z.; Zhao, L. Strategy for preparation of microcellular rigid polyurethane foams with uniform fine cells and high expansion ratio using supercritical CO2 as blowing agent. J. Supercrit. Fluids 2019, 153, 104601. [Google Scholar] [CrossRef]
- Rasheed, M.; Shihab, S.; Sabah, O.W. An investigation of the Structural, Electrical and Optical Properties of Graphene-Oxide Thin Films Using Different Solvents. J. Phys. Conf. Ser. 2021, 1795, 12052. [Google Scholar] [CrossRef]
- Abbas, M.M.; Rasheed, M. Solid State Reaction Synthesis and Characterization of Cu doped TiO2 Nanomaterials. J. Phys. Conf. Ser. 2021, 1795, 012059. [Google Scholar] [CrossRef]
- Lai, S.; Hsu, R.; Hsieh, C.; Chiu, F. Comparisons of polycarbonate and polycarbonate/carbon nanotube nanocomposites and their microcellular foams prepared using supercritical carbon dioxide. J. Mater. Sci. 2015, 50, 2272–2283. [Google Scholar] [CrossRef]
- Monnereau, L.; Urbanczyk, L.; Thomassin, J.; Pardoen, T.; Bailly, C.; Huynen, I.; Jérôme, C.; Detrembleur, C. Gradient foaming of polycarbonate/carbon nanotube based nanocomposites with supercritical carbon dioxide and their EMI shielding performances. Polymer 2015, 59, 117–123. [Google Scholar] [CrossRef]
- Hu, X.; Lesser, A.J. Enhanced crystallization of bisphenol-A polycarbonate by nano-scale clays in the presence of supercritical carbon dioxide. Polymer 2004, 45, 2333–2340. [Google Scholar] [CrossRef]
- Gedler, G.; Antunes, M.; Velasco, J.I.; Ozisik, R. Enhanced electromagnetic interference shielding effectiveness of polycarbonate/graphene nanocomposites foamed via 1-step supercritical carbon dioxide process. Mater. Des. 2016, 90, 906–914. [Google Scholar] [CrossRef] [Green Version]
- Gedler, G.; Antunes, M.; Realinho, V.; Velasco, J.I. Novel polycarbonate-graphene nanocomposite foams prepared by CO2 dissolution. In IOP Conference Series: Materials Science and Engineering, 2012; IOP Publishing: Bristol, UK, 2012; p. 12008. [Google Scholar] [CrossRef] [Green Version]
- Wang, G.; Zhang, D.; Wan, G.; Li, B.; Zhao, G. Glass fiber reinforced PLA composite with enhanced mechanical properties, thermal behavior, and foaming ability. Polymer 2019, 181, 121803. [Google Scholar] [CrossRef]
- Delpech, M.C.; Coutinho, F.M.B.; Habibe, M.E.S. Bisphenol A-based polycarbonates: Characterization of commercial samples. Polym. Test. 2002, 21, 155–161. [Google Scholar] [CrossRef]
- Kuram, E.; Ozcelik, B.; Yilmaz, F. The influence of recycling number on the mechanical, chemical, thermal and rheological properties of poly (butylene terephthalate)/polycarbonate binary blend and glass-fibre-reinforced composite. J. Thermoplast. Compos. 2016, 29, 1443–1457. [Google Scholar] [CrossRef]
- Hacioglu, F.; Tayfun, U.; Ozdemir, T.; Tincer, T. Characterization of carbon fiber and glass fiber reinforced polycarbonate composites and their behavior under gamma irradiation. Prog. Nucl. Energy 2021, 134, 103665. [Google Scholar] [CrossRef]
- Knutsson, B.A.; White, J.L.; Abbas, K.B. Rheological and extrusion characteristics of glass fiber-reinforced polycarbonate. J. Appl. Polym. Sci. 1981, 26, 2347–2362. [Google Scholar] [CrossRef]
- Fan, Z.; Shu, C.; Yu, Y.; Zaporojtchenko, V.; Faupel, F. Vapor-induced crystallization behavior of bisphenol-A polycarbonate. Polym. Eng. Sci. 2006, 46, 729–734. [Google Scholar] [CrossRef]
- Sohn, S.; Alizadeh, A.; Marand, H. On the multiple melting behavior of bisphenol-A polycarbonate. Polymer 2000, 41, 8879–8886. [Google Scholar] [CrossRef]
- Gedler, G.; Antunes, M.; Velasco, J.I. Graphene-induced crystallinity of bisphenol A polycarbonate in the presence of supercritical carbon dioxide. Polymer 2013, 54, 6389–6398. [Google Scholar] [CrossRef]
- Liao, X.; Wang, J.; Li, G.; He, J. Effect of supercritical carbon dioxide on the crystallization and melting behavior of linear bisphenol A polycarbonate. J. Polym. Sci. Pol. Phys. 2004, 42, 280–285. [Google Scholar] [CrossRef]
- Wang, J.; Chai, J.; Wang, G.; Zhao, J.; Zhang, D.; Li, B.; Zhao, H.; Zhao, G. Strong and thermally insulating polylactic acid/glass fiber composite foam fabricated by supercritical carbon dioxide foaming. Int. J. Biol. Macromol. 2019, 138, 144–155. [Google Scholar] [CrossRef] [PubMed]
- Ma, Z.; Zhang, G.; Yang, Q.; Shi, X.; Li, J.; Fan, X. Microcellular foams of glass–fiber reinforced poly (phenylene sulfide) composites generated using supercritical carbon dioxide. Polym. Compos. 2016, 37, 2527–2540. [Google Scholar] [CrossRef]
- Nofar, M.; Küçük, E.B.; Batı, B. Effect of hard segment content on the microcellular foaming behavior of TPU using supercritical CO2. J. Supercrit. Fluids 2019, 153, 104590. [Google Scholar] [CrossRef]
- Jang, B.N.; Wilkie, C.A. A TGA/FTIR and mass spectral study on the thermal degradation of bisphenol A polycarbonate. Polym. Degrad. Stab. 2004, 86, 419–430. [Google Scholar] [CrossRef] [Green Version]















Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, X.; Sun, Y.; Hu, J.; Wu, L.; Geng, T.; Guo, Y.; Zhao, C.; Dong, B.; Liu, C. The Study of Crystallization Behavior, Microcellular Structure and Thermal Properties of Glass-Fiber/Polycarbonate Composites. Polymers 2023, 15, 1546. https://doi.org/10.3390/polym15061546
Wang X, Sun Y, Hu J, Wu L, Geng T, Guo Y, Zhao C, Dong B, Liu C. The Study of Crystallization Behavior, Microcellular Structure and Thermal Properties of Glass-Fiber/Polycarbonate Composites. Polymers. 2023; 15(6):1546. https://doi.org/10.3390/polym15061546
Chicago/Turabian StyleWang, Xinchao, Yapeng Sun, Jiale Hu, Lan Wu, Tie Geng, Yonggang Guo, Chenhao Zhao, Binbin Dong, and Chuntai Liu. 2023. "The Study of Crystallization Behavior, Microcellular Structure and Thermal Properties of Glass-Fiber/Polycarbonate Composites" Polymers 15, no. 6: 1546. https://doi.org/10.3390/polym15061546
APA StyleWang, X., Sun, Y., Hu, J., Wu, L., Geng, T., Guo, Y., Zhao, C., Dong, B., & Liu, C. (2023). The Study of Crystallization Behavior, Microcellular Structure and Thermal Properties of Glass-Fiber/Polycarbonate Composites. Polymers, 15(6), 1546. https://doi.org/10.3390/polym15061546