

Enhancing Physiochemical Substrate Properties of Thin-Film Composite Membranes for Water and Wastewater Treatment via Engineered Osmosis Process
 ,
,  , ,
, , 

Abstract
:1. Introduction
2. Methodology
2.1. Materials
2.2. Fabrication of Microporous Substrate
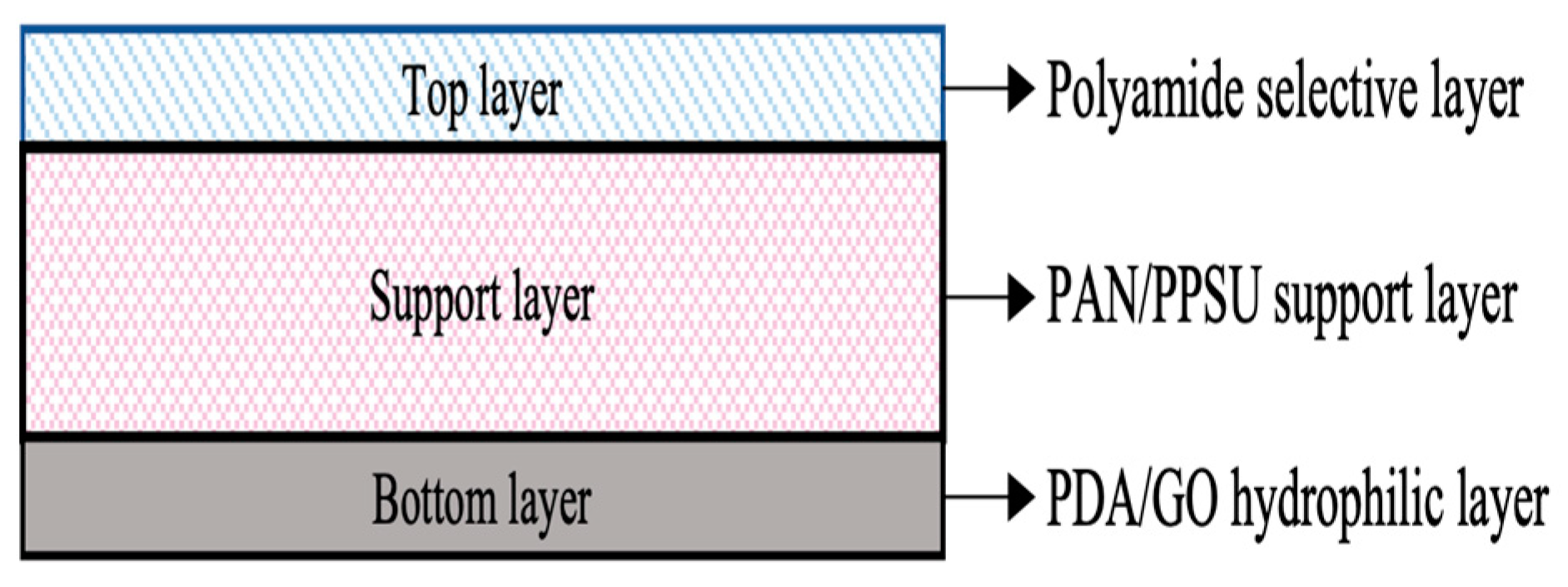
2.3. Fabrication of Polyamide Layer
2.4. Fabrication of Coating Layer
2.5. Characterization of Membranes
2.6. Performance Evaluation of Membranes
3. Results and Discussion
3.1. Performance Evaluation of Synthesized Thin-Film Composite Membranes
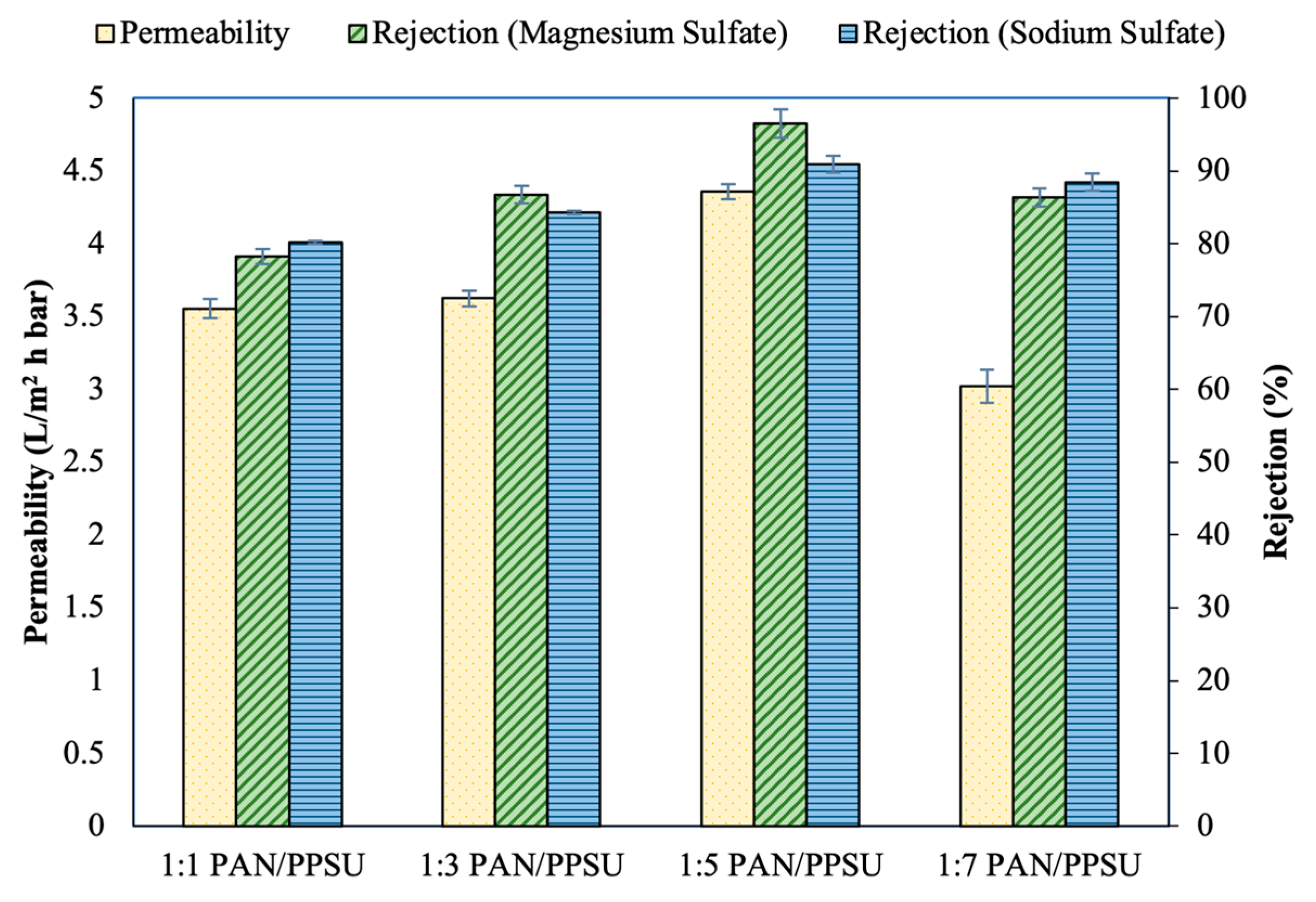
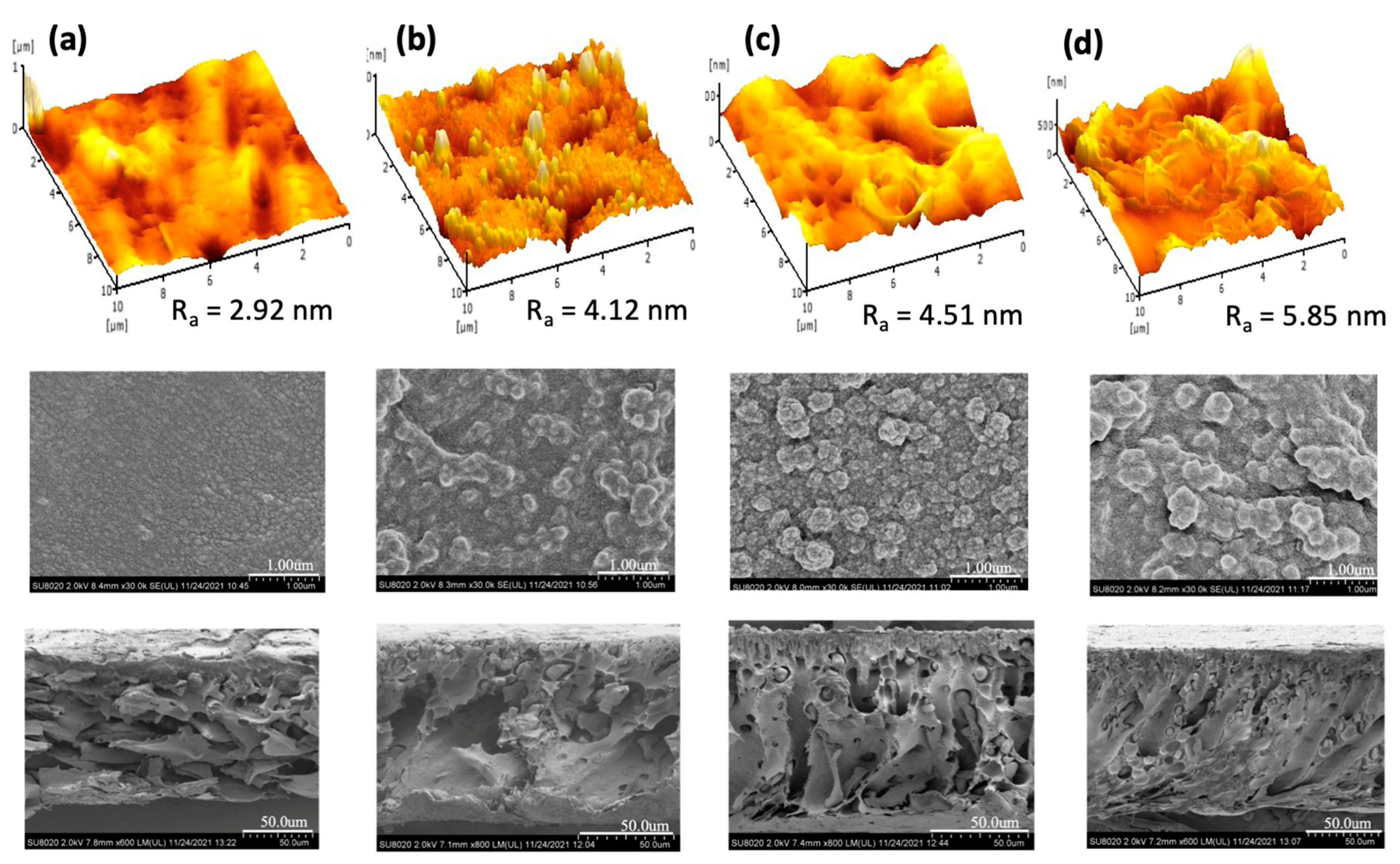
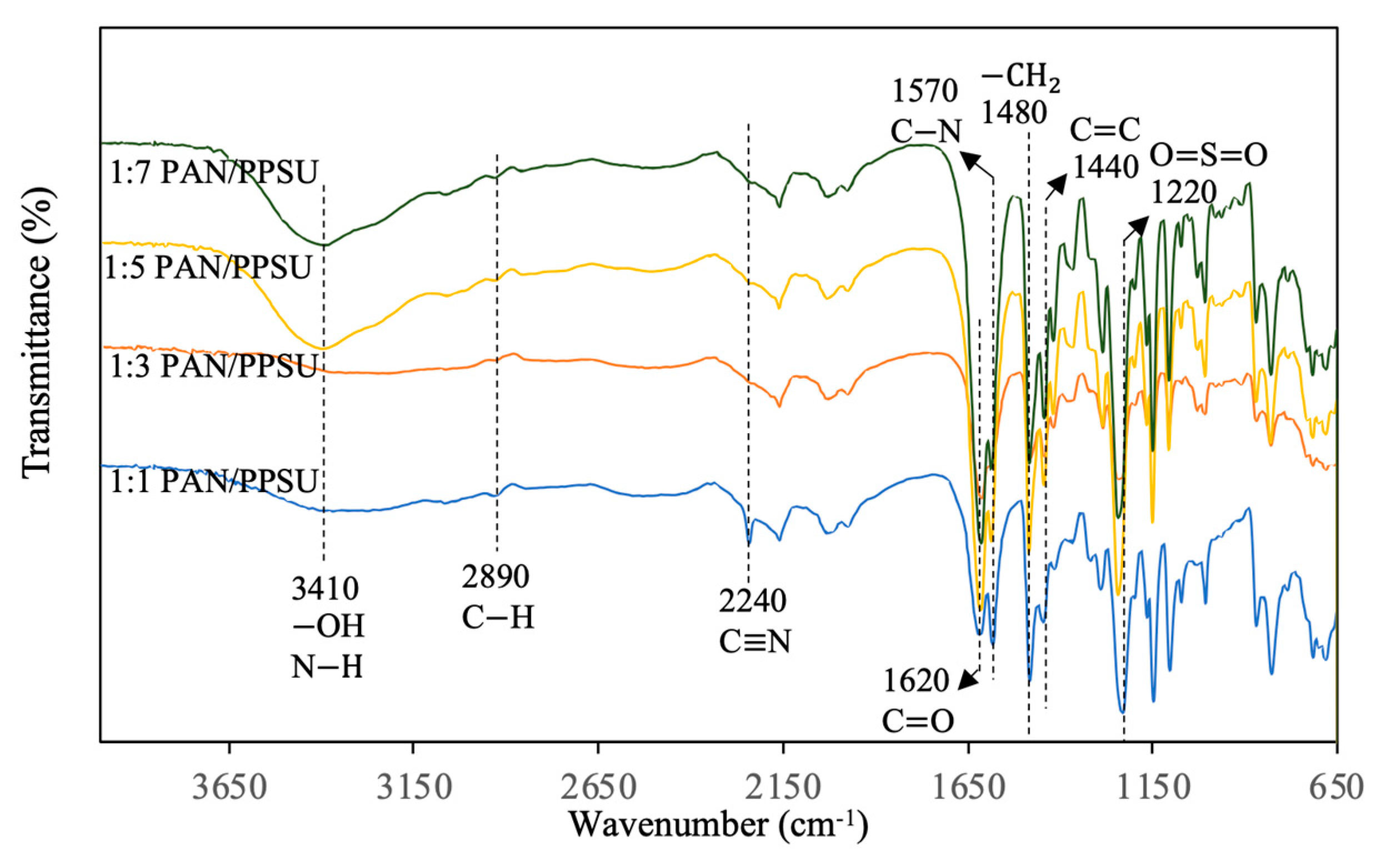
3.1.1. Properties of PAN/PPSU Substrate and Its Impact on TFC Membrane
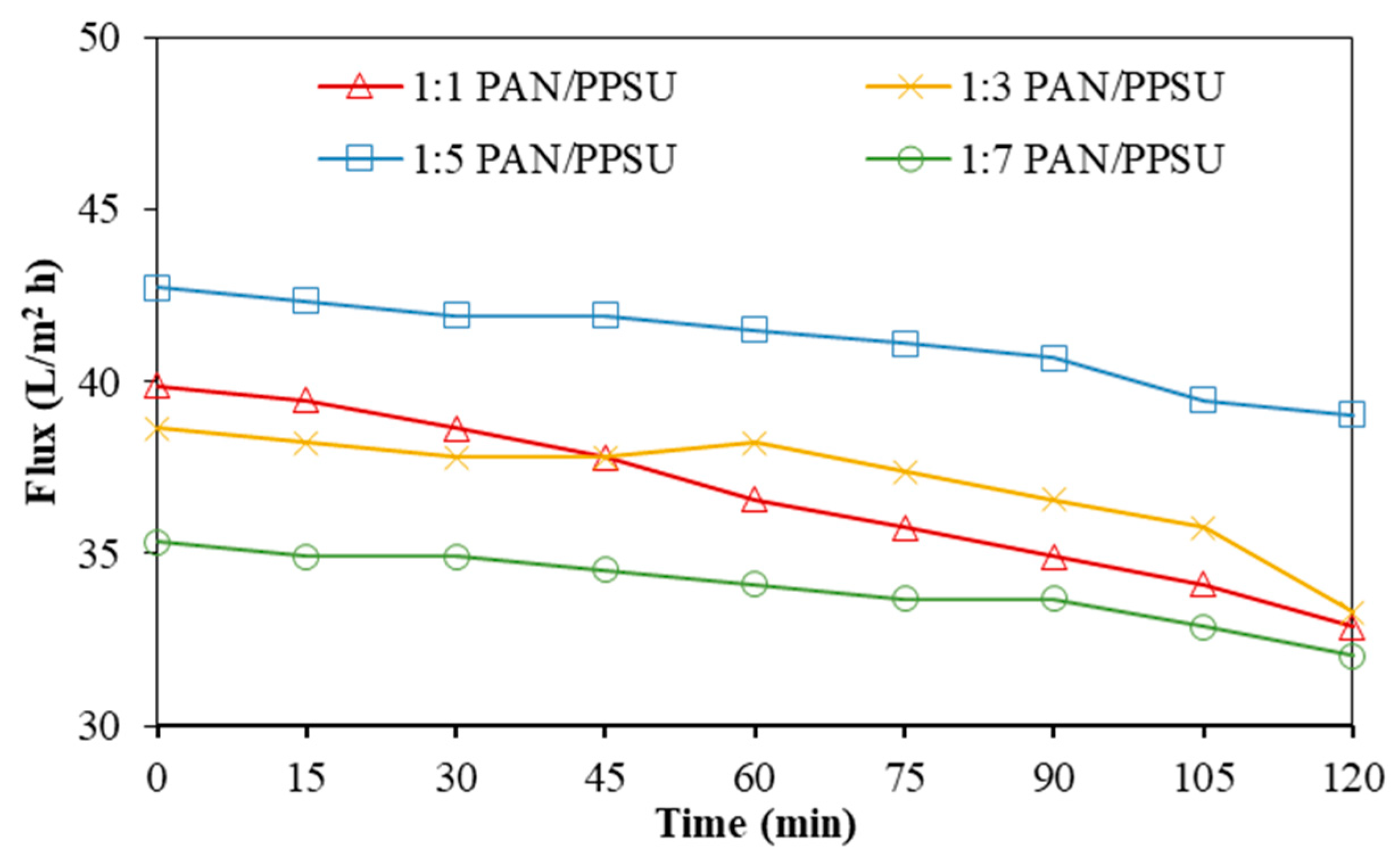
3.1.2. Pressure-Driven Filtration of Wastewater Using Thin-Film Composite Membranes
3.2. Evaluation of TFC Membrane Incorporating Coating Layer
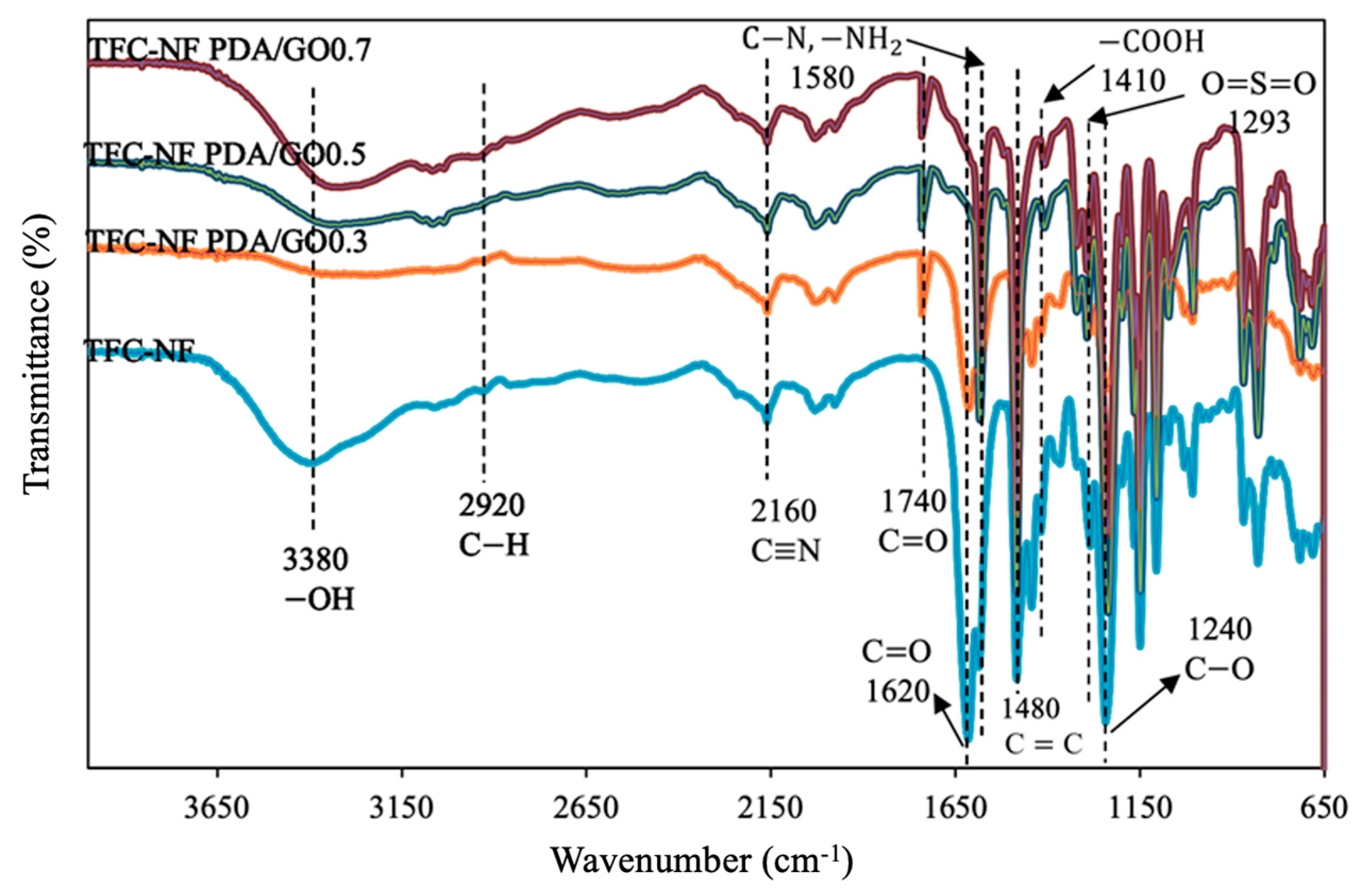
3.2.1. Effect of Coating on the Substrate Properties
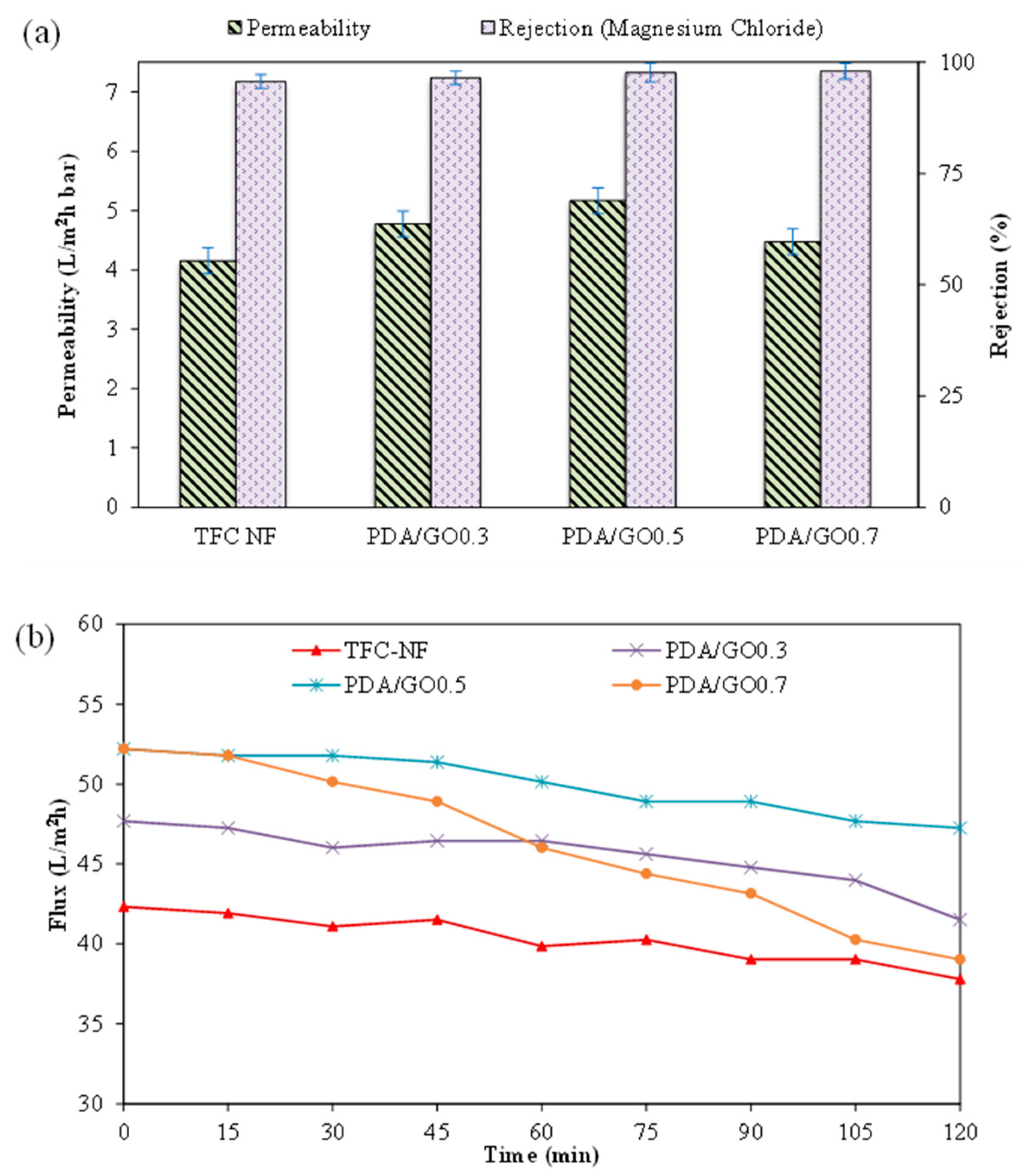
3.2.2. Effect of Coating on the Thin-Film Composite Membrane Performance
Pressure-Driven Filtration of Wastewater
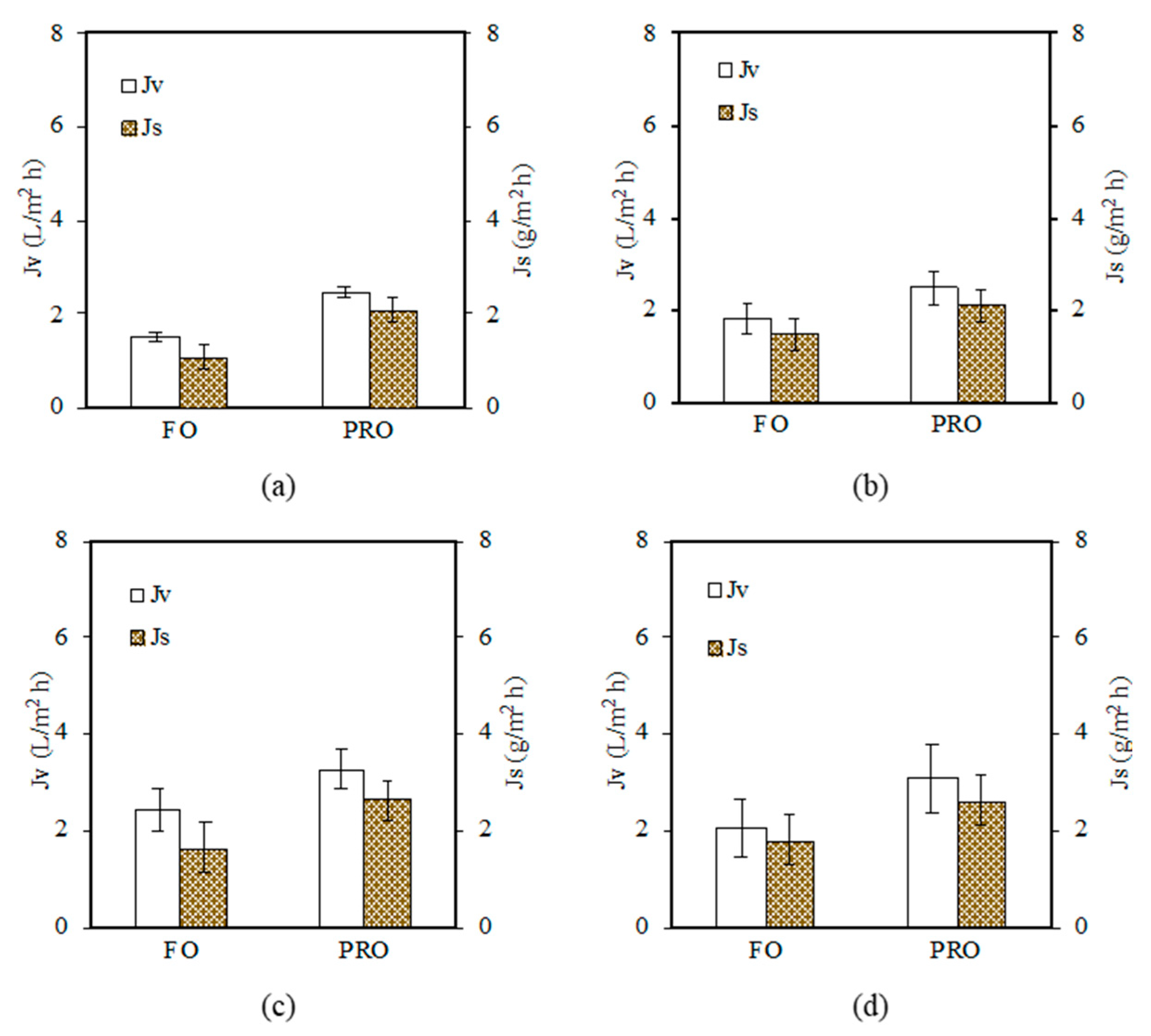
Engineered Osmosis Filtration of Wastewater
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| AT-POME | Aerobically treated palm oil mill effluent |
| BOD | Biological oxygen demand |
| COD | Chemical oxygen demand |
| CPO | Crude palm oil |
| FO | Forward osmosis |
| GO | Graphene oxide |
| ICP | Internal concentration polarization |
| NF | Nanofiltration |
| PA | Polyamide |
| PAN | Polyacrylonitrile/polyphenylsulfone |
| PAN/PPSU | Polyacrylonitrile/polyphenylsulfone |
| PDA | Polydopamine |
| PDA/GO | Polydopamine/graphene oxide |
| PIP | Piperazine |
| POME | Palm oil mill effluent |
| PPSU | Polyphenylsulfone |
| PRO | Pressure retarded osmosis |
| RO | Reverse osmosis |
| TFC | Thin-film composite |
| TMC | Trimesoyl chloride |
| TOC | Total organic carbon |
| TSS | Total suspended solid |
| UF | Ultrafiltration |
References
- Beaudry, G.; Macklin, C.; Roknich, E.; Sears, L.; Wiener, M.; Gheewala, S.H. Greenhouse Gas Assessment of Palm Oil Mill Biorefinery in Thailand from a Life Cycle Perspective. Biomass Convers. Biorefinery 2018, 8, 43–58. [Google Scholar] [CrossRef]
- Mohd Hanafiah, K.; Abd Mutalib, A.H.; Miard, P.; Goh, C.S.; Mohd Sah, S.A.; Ruppert, N. Impact of Malaysian Palm Oil on Sustainable Development Goals: Co-Benefits and Trade-Offs across Mitigation Strategies. Sustain. Sci. 2022, 17, 1639–1661. [Google Scholar] [CrossRef] [PubMed]
- Nasrullah, M.; Singh, L.; Mohamad, Z.; Norsita, S.; Krishnan, S.; Wahida, N.; Zularisam, A.W. Treatment of Palm Oil Mill Effluent by Electrocoagulation with Presence of Hydrogen Peroxide as Oxidizing Agent and Polialuminum Chloride as Coagulant-Aid. Water Resour. Ind. 2017, 17, 7–10. [Google Scholar] [CrossRef] [Green Version]
- Saad, M.S.; Wirzal, M.D.H.; Putra, Z.A. Review on Current Approach for Treatment of Palm Oil Mill Effluent: Integrated System. J. Environ. Manag. 2021, 286, 112209. [Google Scholar] [CrossRef] [PubMed]
- Rahimi, S.; Zinatizadeh, A.A.; Mohammadi, P.; Zinadini, S.; Asadi, A. Performance of an Activated Sludge Followed by Membrane Process (AS-MP) Treating Simulated Industrial Wastewaters: Effects of Operating Factors and Feed Characteristics. Appl. Water Sci. 2020, 10, 1–19. [Google Scholar] [CrossRef]
- Bello, M.M.; Abdul Raman, A.A. Trend and Current Practices of Palm Oil Mill Effluent Polishing: Application of Advanced Oxidation Processes and Their Future Perspectives. J. Environ. Manag. 2017, 198, 170–182. [Google Scholar] [CrossRef] [PubMed]
- MarketsAndMarkets. Membranes Market by Material (Polymeric, Ceramic), Technology (RO, MF, UF, NF), Applucation (Water & Wastewater Treatment, Industrial Processing), & Region (North America, Europe, APAC, Middle East & Africa, South America)—Global Forecast to 2027; MarketsAndMarkets: Maharashtra, India, 2022; Report Code: CH2635. [Google Scholar]
- Fernández-Medrano, V.; Cuartas-Uribe, B.; Bes-Piá, M.-A.; Mendoza-Roca, J.-A. Application of Nanofiltration and Reverse Osmosis Membranes for Tannery Wastewater Reuse. Water 2022, 14, 2035. [Google Scholar] [CrossRef]
- Febriasari, A.; Huriya; Ananto, A.H.; Suhartini, M.; Kartohardjono, S. Polysulfone–Polyvinyl Pyrrolidone Blend Polymer Composite Membranes for Batik Industrial Wastewater Treatment. Membranes 2021, 11, 66. [Google Scholar] [CrossRef] [PubMed]
- Ali Amat, N.A.; Tan, Y.H.; Lau, W.J.; Lai, G.S.; Ong, C.S.; Mokhtar, N.M.; Sani, N.A.A.; Ismail, A.F.; Goh, P.S.; Chong, K.C.; et al. Tackling Colour Issue of Anaerobically-Treated Palm Oil Mill Effluent Using Membrane Technology. J. Water Process Eng. 2015, 8, 221–226. [Google Scholar] [CrossRef]
- Syahin, M.S.; Ghani, W.A.W.A.K.; Loh, S.K. Decolourisation of Palm Oil Mill Effluent (POME) Treatment Technologies: A Review. J. Oil Palm Res. 2020, 32, 1–15. [Google Scholar]
- Abdullah, W.N.A.S.; Lau, W.-J.; Aziz, F.; Emadzadeh, D.; Ismail, A.F. Performance of Nanofiltration-Like Forward-Osmosis Membranes for Aerobically Treated Palm Oil Mill Effluent. Chem. Eng. Technol. 2018, 41, 303–312. [Google Scholar] [CrossRef]
- Tripathi, B.P.; Dubey, N.C.; Subair, R.; Choudhury, S.; Stamm, M. Enhanced Hydrophilic and Antifouling Polyacrylonitrile Membrane with Polydopamine Modified Silica Nanoparticles. RSC Adv. 2016, 6, 4448–4457. [Google Scholar] [CrossRef]
- Shukla, A.K.; Alam, J.; Alhoshan, M. Recent Advancements in Polyphenylsulfone Membrane Modification Methods for Separation Applications. Membranes 2022, 12, 247. [Google Scholar] [CrossRef] [PubMed]
- Aseri, N.S.; Lau, W.J.; Goh, P.S.; Hasbullah, H.; Othman, N.H.; Ismail, A.F. Preparation and Characterization of Polylactic Acid-Modified Polyvinylidene Fluoride Hollow Fiber Membranes with Enhanced Water Flux and Antifouling Resistance. J. Water Process Eng. 2019, 32, 100912. [Google Scholar] [CrossRef]
- Wu, X.; Xie, Z.; Wang, H.; Zhao, C.; Ng, D.; Zhang, K. Improved Filtration Performance and Antifouling Properties of Polyethersulfone Ultrafiltration Membranes by Blending with Carboxylic Acid Functionalized Polysulfone. RSC Adv. 2018, 8, 7774–7784. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wen, X.; He, C.; Hai, Y.; Ma, R.; Sun, J.; Yang, X.; Qi, Y.; Wei, H.; Chen, J. Fabrication of an Antifouling PES Ultrafiltration Membrane via Blending SPSF. RSC Adv. 2022, 12, 1460–1470. [Google Scholar] [CrossRef] [PubMed]
- McCutcheon, J.R.; Elimelech, M. Influence of Membrane Support Layer Hydrophobicity on Water Flux in Osmotically Driven Membrane Processes. J. Membr. Sci. 2008, 318, 458–466. [Google Scholar] [CrossRef]
- Widjojo, N.; Chung, T.-S.; Weber, M.; Maletzko, C.; Warzelhan, V. The Role of Sulphonated Polymer and Macrovoid-Free Structure in the Support Layer for Thin-Film Composite (TFC) Forward Osmosis (FO) Membranes. J. Membr. Sci. 2011, 383, 214–223. [Google Scholar] [CrossRef]
- Liu, X.; Qi, S.; Li, Y.; Yang, L.; Cao, B.; Tang, C.Y. Synthesis and Characterization of Novel Antibacterial Silver Nanocomposite Nanofiltration and Forward Osmosis Membranes Based on Layer-by-Layer Assembly. Water Res. 2013, 47, 3081–3092. [Google Scholar] [CrossRef]
- Emadzadeh, D.; Lau, W.J.; Matsuura, T.; Ismail, A.; Rahbari Sisakht, M. Synthesis and Characterization of Thin Film Nanocomposite Forward Osmosis Membrane with Hydrophilic Nanocomposite Support to Reduce Internal Concentration Polarization. J. Membr. Sci. 2014, 449, 74–85. [Google Scholar] [CrossRef]
- Choi, H.; Son, M.; Yoon, S.; Celik, E.; Kang, S.; Park, H.; Park, C.H.; Choi, H. Alginate Fouling Reduction of Functionalized Carbon Nanotube Blended Cellulose Acetate Membrane in Forward Osmosis. Chemosphere 2015, 135, 204–210. [Google Scholar] [CrossRef]
- Choi, H.G.; Shah, A.A.; Nam, S.E.; Park, Y.I.; Park, H. Thin-Film Composite Membranes Comprising Ultrathin Hydrophilic Polydopamine Interlayer with Graphene Oxide for Forward Osmosis. Desalination 2019, 449, 41–49. [Google Scholar] [CrossRef]
- Daer, S.; Kharraz, J.; Giwa, A.; Hasan, S.W. Recent Applications of Nanomaterials in Water Desalination: A Critical Review and Future Opportunities. Desalination 2015, 367, 37–48. [Google Scholar] [CrossRef]
- Seah, M.Q.; Lau, W.J.; Goh, P.S.; Ismail, A.F. Greener Synthesis of Functionalized-GO Incorporated TFN NF Membrane for Potential Recovery of Saline Water from Salt/Dye Mixed Solution. Desalination 2022, 523, 115403. [Google Scholar] [CrossRef]
- Darvishmanesh, S.; Jansen, J.C.; Tasselli, F.; Tocci, E.; Luis, P.; Degrève, J.; Drioli, E.; Van der Bruggen, B. Novel Polyphenylsulfone Membrane for Potential Use in Solvent Nanofiltration. J. Membr. Sci. 2011, 379, 60–68. [Google Scholar] [CrossRef]
- Oh, N.-W.; Jegal, J.; Lee, K.-H. Preparation and Characterization of Nanofiltration Composite Membranes Using Polyacrylonitrile (PAN). II. Preparation and Characterization of Polyamide Composite Membranes. J. Appl. Polym. Sci. 2001, 80, 2729–2736. [Google Scholar] [CrossRef]
- Xie, Q.; Zhang, S.; Hong, Z.; Ma, H.; Liu, C.; Shao, W. Effects of Casting Solvents on the Morphologies, Properties, and Performance of Polysulfone Supports and the Resultant Graphene Oxide-Embedded Thin-Film Nanocomposite Nanofiltration Membranes. Ind. Eng. Chem. Res. 2018, 57, 16464–16475. [Google Scholar] [CrossRef]
- Shao, W.; Liu, C.; Ma, H.; Hong, Z.; Xie, Q.; Lu, Y. Fabrication of PH-Sensitive Thin-Film Nanocomposite Nanofiltration Membranes with Enhanced Performance by Incorporating Amine-Functionalized Graphene Oxide. Appl. Surf. Sci. 2019, 487, 1209–1221. [Google Scholar] [CrossRef]
- Lin, C.; Chung, L.; Lin, G.; Chang, M.-C.; Lee, C.-Y.; Tai, N.-H. Enhancing the Efficiency of a Forward Osmosis Membrane with a Polydopamine/Graphene Oxide Layer Prepared Via the Modified Molecular Layer-by-Layer Method. ACS Omega 2020, 5, 18738–18745. [Google Scholar] [CrossRef]
- Kiani, S.; Mousavi, S.M.; Shahtahmassebi, N.; Saljoughi, E. Hydrophilicity Improvement in Polyphenylsulfone Nanofibrous Filtration Membranes through Addition of Polyethylene Glycol. Appl. Surf. Sci. 2015, 359, 252–258. [Google Scholar] [CrossRef]
- Kang, Y.; Jang, J.; Kim, S.; Lim, J.; Lee, Y.; Kim, I.S. PIP/TMC Interfacial Polymerization with Electrospray: Novel Loose Nanofiltration Membrane for Dye Wastewater Treatment. ACS Appl. Mater. Interfaces 2020, 12, 36148–36158. [Google Scholar] [CrossRef] [PubMed]
- Jung, B.; Joon, K.Y.; Kim, B.; Rhee, H.W. Effect of Molecular Weight of Polymeric Additives on Formation, Permeation Properties and Hypochlorite Treatment of Asymmetric Polyacrylonitrile Membranes. J. Membr. Sci. 2004, 243, 45–57. [Google Scholar] [CrossRef]
- Nayak, M.C.; Isloor, A.M.; Inamuddin; Prabhu, B.; Norafiqah, N.I.; Asiri, A.M. Novel Polyphenylsulfone (PPSU)/Nano Tin Oxide (SnO2) Mixed Matrix Ultrafiltration Hollow Fiber Membranes: Fabrication, Characterization and Toxic Dyes Removal from Aqueous Solutions. React. Funct. Polym. 2019, 139, 170–180. [Google Scholar] [CrossRef]
- Yang, H.-C.; Liao, K.-J.; Huang, H.; Wu, Q.-Y.; Wan, L.-S.; Xu, Z.-K. Mussel-Inspired Modification of a Polymer Membrane for Ultra-High Water Permeability and Oil-in-Water Emulsion Separation. J. Mater. Chem. A 2014, 2, 10225–10230. [Google Scholar] [CrossRef]
- Lv, Y.; Yang, H.C.; Liang, H.Q.; Wan, L.S.; Xu, Z.K. Nanofiltration Membranes via Co-Deposition of Polydopamine/Polyethylenimine Followed by Cross-Linking. J. Membr. Sci. 2015, 476, 50–58. [Google Scholar] [CrossRef]
- Guo, H.; Deng, Y.; Tao, Z.; Yao, Z.; Wang, J.; Lin, C.; Zhang, T.; Zhu, B.; Tang, C.Y. Does Hydrophilic Polydopamine Coating Enhance Membrane Rejection of Hydrophobic Endocrine-Disrupting Compounds? Environ. Sci. Technol. Lett. 2016, 3, 332–338. [Google Scholar] [CrossRef]
- Wang, C.; Li, Z.; Chen, J.; Yin, Y.; Wu, H. Structurally Stable Graphene Oxide-Based Nanofiltration Membranes with Bioadhesive Polydopamine Coating. Appl. Surf. Sci. 2018, 427, 1092–1098. [Google Scholar] [CrossRef]
- Hu, M.; Mi, B. Enabling Graphene Oxide Nanosheets as Water Separation Membranes. Environ. Sci. Technol. 2013, 47, 3715–3723. [Google Scholar] [CrossRef]
- He, Y.; Wang, J.; Zhang, H.; Zhang, T.; Zhang, B.; Cao, S.; Liu, J. Polydopamine-Modified Graphene Oxide Nanocomposite Membrane for Proton Exchange Membrane Fuel Cell under Anhydrous Conditions. J. Mater. Chem. A 2014, 2, 9548–9558. [Google Scholar] [CrossRef]
- Wang, C.; Park, M.J.; Seo, D.H.; Shon, H.K. Inkjet Printing of Graphene Oxide and Dopamine on Nanofiltration Membranes for Improved Anti-Fouling Properties and Chlorine Resistance. Sep. Purif. Technol. 2021, 254, 117604. [Google Scholar] [CrossRef]
- Zhan, Y.; Wan, X.; He, S.; Yang, Q.; He, Y. Design of Durable and Efficient Poly(Arylene Ether Nitrile)/Bioinspired Polydopamine Coated Graphene Oxide Nanofibrous Composite Membrane for Anionic Dyes Separation. Chem. Eng. J. 2018, 333, 132–145. [Google Scholar] [CrossRef]
- Huang, Y.; Jin, H.; Li, H.; Yu, P.; Luo, Y. Synthesis and Characterization of a Polyamide Thin Film Composite Membrane Based on a Polydopamine Coated Support Layer for Forward Osmosis. RSC Adv. 2015, 5, 106113–106121. [Google Scholar] [CrossRef]
- Cheng, C.; Li, S.; Zhao, W.; Wei, Q.; Nie, S.; Sun, S.; Zhao, C. The Hydrodynamic Permeability and Surface Property of Polyethersulfone Ultrafiltration Membranes with Mussel-Inspired Polydopamine Coatings. J. Membr. Sci. 2012, 417–418, 228–236. [Google Scholar] [CrossRef]
- Tan, C.H.; Ng, H.Y. Revised External and Internal Concentration Polarization Models to Improve Flux Prediction in Forward Osmosis Process. Desalination 2013, 309, 125–140. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Conductivity (μS) | Color (ADMI) | Color (Abs) | TOC (ppm) |
|---|---|---|---|---|
| Value | 7855 (±37.50) | 1635 (±0.06) | 2.64 (±0.20) | 162.33 (±0.47) |
| PAN/PPSU Ratio | PAN (wt%) | PPSU (wt%) | NMP (wt%) |
|---|---|---|---|
| 1:1 | 8.0 | 8.0 | 84.0 |
| 1:3 | 4.0 | 12.0 | 84.0 |
| 1:5 | 2.7 | 13.3 | 84.0 |
| 1:7 | 2.0 | 14.0 | 84.0 |
| Types of TFC Membrane | Contact Angle (°) | |
|---|---|---|
| Top Active Layer | Bottom Layer | |
| 1:1 PAN/PPSU | 40.54 (±2.26) | 31.43 (±1.56) |
| 1:3 PAN/PPSU | 42.45 (±2.16) | 33.54 (±1.86) |
| 1:5 PAN/PPSU | 48.44 (±2.19) | 38.83 (±2.26) |
| 1:7 PAN/PPSU | 55.24 (±2.36) | 45.23 (±2.66) |
| Parameter | Removal (%) | |||
|---|---|---|---|---|
| 1:1 PAN/PPSU | 1:3 PAN/PPSU | 1:5 PAN/PPSU | 1:7 PAN/PPSU | |
| Conductivity | 23.51 (±1.26) | 31.36 (±1.26) | 42.71 (±1.26) | 40.78 (±1.26) |
| Color (ADMI) | 90.26 (±1.26) | 94.09 (±1.26) | 96.55 (±1.26) | 97.79 (±1.26) |
| Color (Abs) | 93.30 (±1.26) | 94.58 (±1.26) | 96.73 (±1.26) | 97.73 (±1.26) |
| TOC | 63.55 (±1.26) | 65.09 (±1.26) | 73.53 (±1.26) | 73.63 (±1.26) |
| Types of TFC Membrane | Contact Angle (°) |
|---|---|
| TFC NF | 35.2 (±1.56) |
| PDA/GO0.3 | 28.8 (±1.86) |
| PDA/GO0.5 | 21.4 (±2.26) |
| PDA/GO0.7 | 23.5 (±2.66) |
| Parameter | Removal (%) | |||
|---|---|---|---|---|
| TFC NF | PDA/GO0.3 | PDA/GO0.5 | PDA/GO0.7 | |
| Color (ADMI) | 95.95 (±1.72) | 96.75 (±1.76) | 97.37 (±1.79) | 97.74 (±1.74) |
| Color (Abs) | 95.32 (±1.38) | 96.40 (±1.36) | 97.19 (±1.59) | 97.93 (±1.38) |
| Membrane | Water Flux, Jv (L/m2 h) | Reverse Solute flux, Js (g/m2 h) | ||
|---|---|---|---|---|
| FO Mode | PRO Mode | FO Mode | PRO Mode | |
| Commercial NF90 | 0.47 (±0.31) | 1.12 (±0.38) | 0.48 (±0.16) | 0.17 (±0.04) |
| Commercial NF270 | 0.23 (±0.17) | 0.55 (±0.26) | 0.37 (±0.24) | 0.15 (±0.03) |
| TFC coated with PDA/GO0.5 | 2.41 (±0.31) | 3.26 (±0.34) | 1.80 (±0.14) | 2.70 (±0.29) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Abdullah, W.N.A.S.; Mohd Nawi, N.S.; Lau, W.J.; Ho, Y.C.; Aziz, F.; Ismail, A.F. Enhancing Physiochemical Substrate Properties of Thin-Film Composite Membranes for Water and Wastewater Treatment via Engineered Osmosis Process. Polymers 2023, 15, 1665. https://doi.org/10.3390/polym15071665
Abdullah WNAS, Mohd Nawi NS, Lau WJ, Ho YC, Aziz F, Ismail AF. Enhancing Physiochemical Substrate Properties of Thin-Film Composite Membranes for Water and Wastewater Treatment via Engineered Osmosis Process. Polymers. 2023; 15(7):1665. https://doi.org/10.3390/polym15071665
Chicago/Turabian StyleAbdullah, Wan Nur Ain Shuhada, Nadiene Salleha Mohd Nawi, Woei Jye Lau, Yeek Chia Ho, Farhana Aziz, and Ahmad Fauzi Ismail. 2023. "Enhancing Physiochemical Substrate Properties of Thin-Film Composite Membranes for Water and Wastewater Treatment via Engineered Osmosis Process" Polymers 15, no. 7: 1665. https://doi.org/10.3390/polym15071665
APA StyleAbdullah, W. N. A. S., Mohd Nawi, N. S., Lau, W. J., Ho, Y. C., Aziz, F., & Ismail, A. F. (2023). Enhancing Physiochemical Substrate Properties of Thin-Film Composite Membranes for Water and Wastewater Treatment via Engineered Osmosis Process. Polymers, 15(7), 1665. https://doi.org/10.3390/polym15071665