


Blending of the Thermodynamically Incompatible Polyvinyl Chloride and High-Pressure Polyethylene Polymers Using a Supercritical Fluid Anti-Solvent Method (SEDS) Dispersion Process

 ,
, 
Abstract
:1. Introduction
2. Materials and Methods
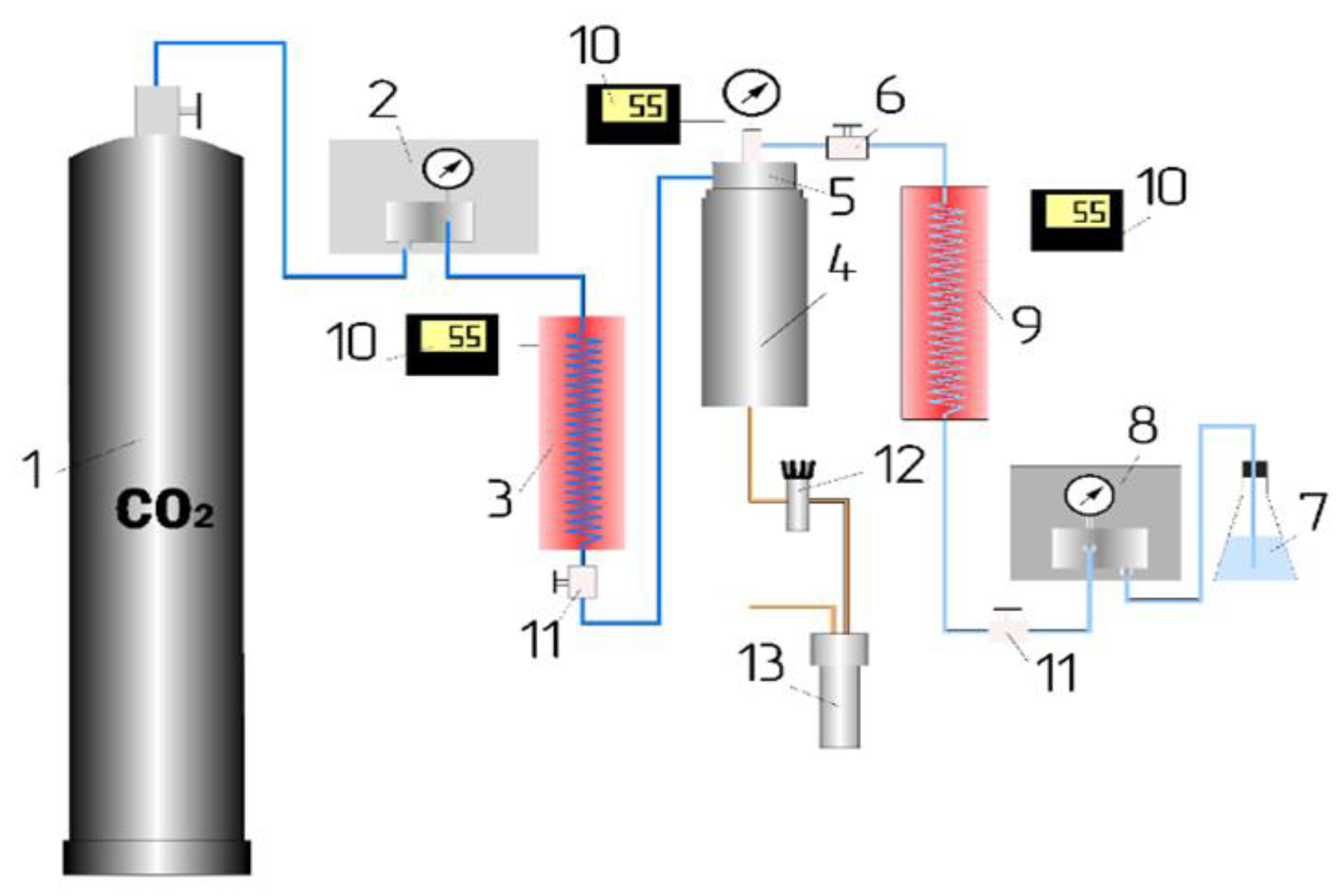
Experimental Method
SEDS Process
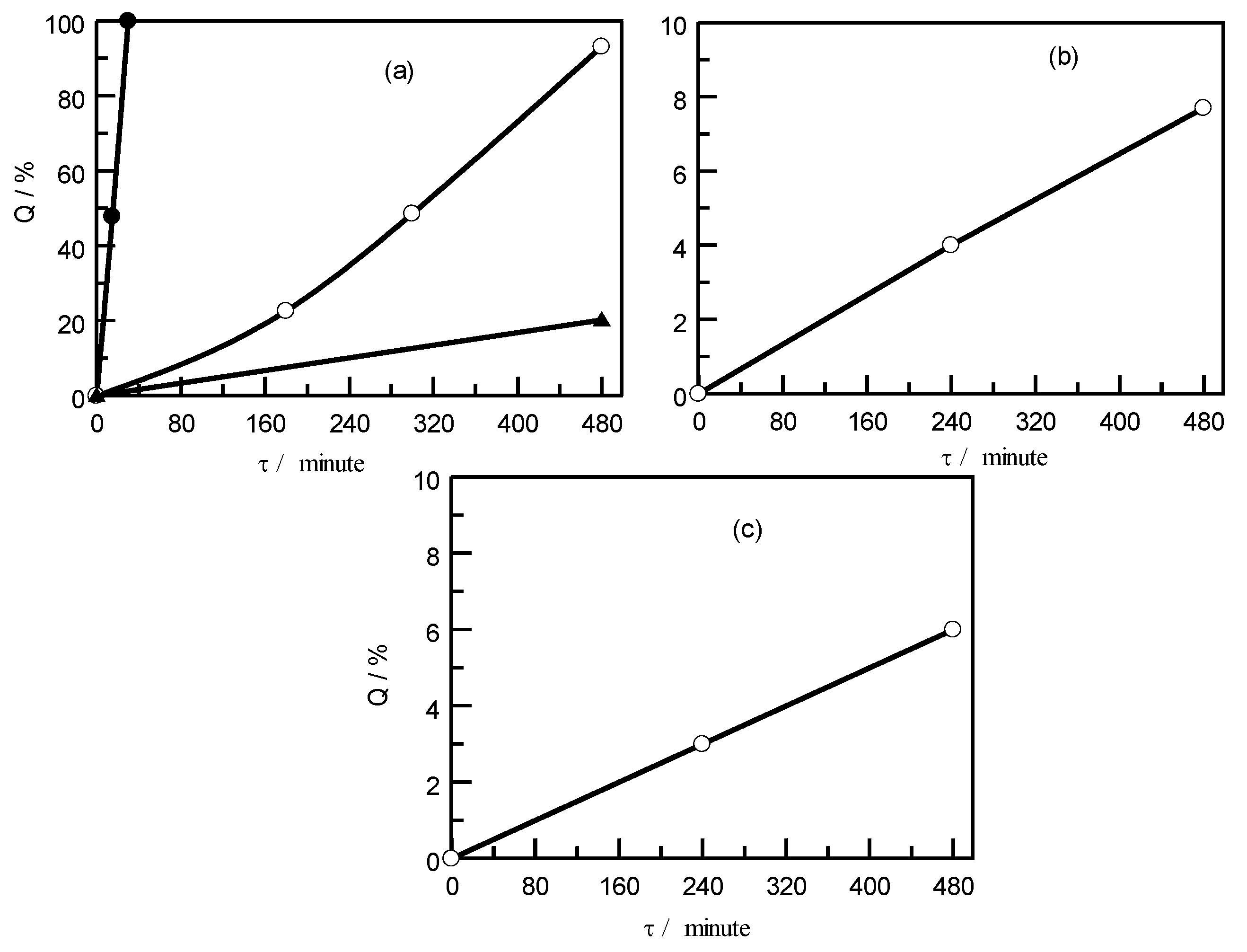
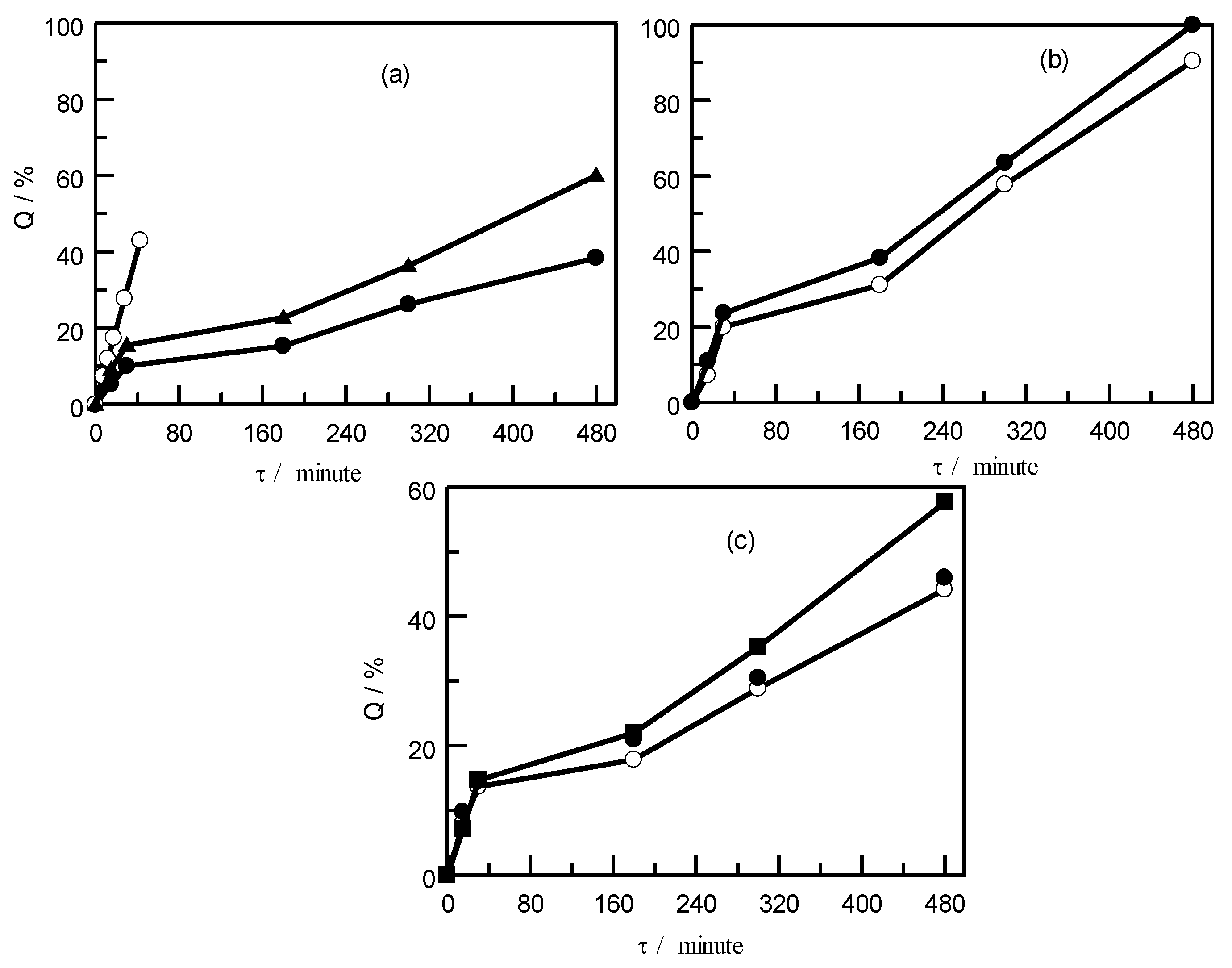
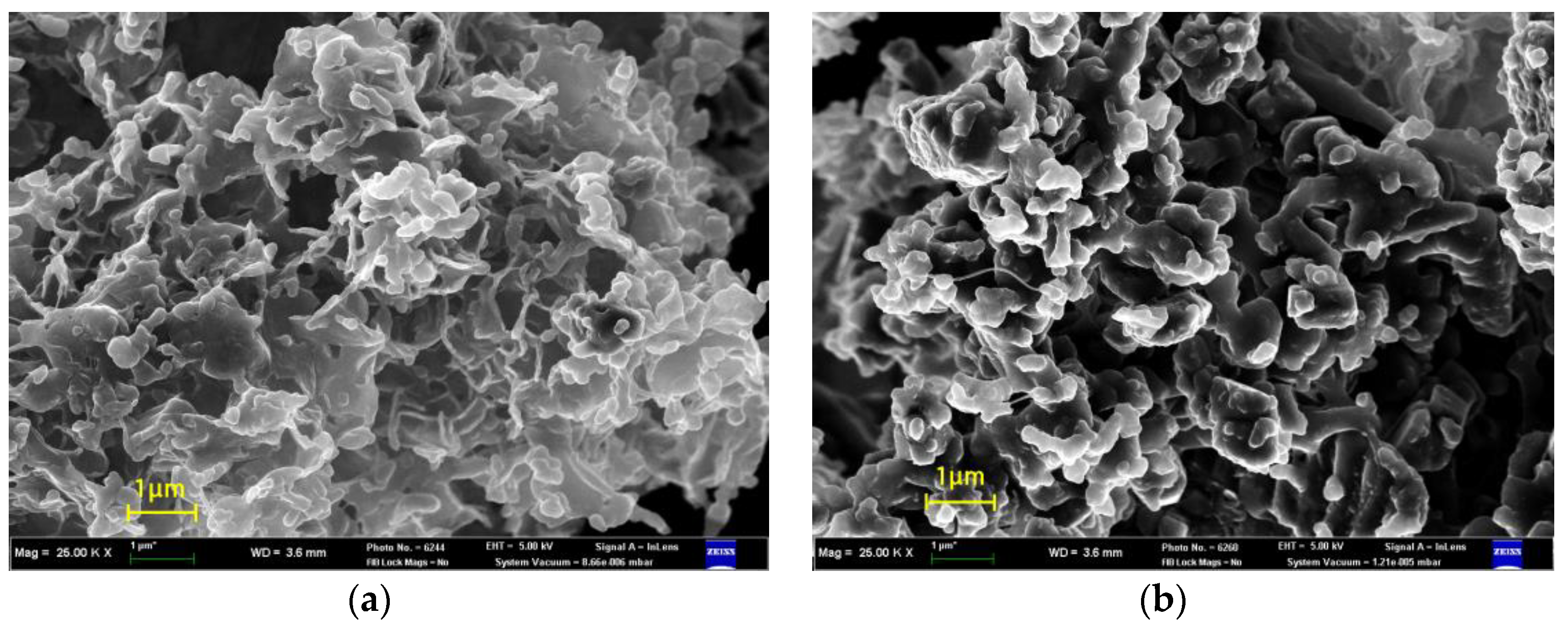
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Utracki, L.A. Compatibilization of Polymer Blends. Can. J. Chem. Eng. 2002, 80, 1008–1016. [Google Scholar] [CrossRef]
- Ajitha, A.R.; Thomas, S. (Eds.) Compatibilization of Polymer Blends: Micro and Nano Scale Phase Morphologies, Interphase Characterization and Properties; Elsevier: Amsterdam, The Netherlands, 2022. [Google Scholar] [CrossRef]
- Lavrov, N.A.; Belukhichev, E.V. Polyvinyl chloride-based polymer blends (overview). Plast. Massy 2020, 3–4, 55–59. [Google Scholar] [CrossRef]
- Kuleznev, V.N. Mixtures and Alloys of Polymers; Scientific Foundations and Technologies: St. Petersburg, Russia, 2003. [Google Scholar]
- Sharshir, A.; Fayek, S.; El-Gawad, A.; Farahat, M.; Ismail, M.; Ghobashy, M. Impact of γ-irradiation and SBR content in the compatibility of aminated (PVC/LLDPE)/ZnO for improving their AC conductivity and oil removal. Sci. Rep. 2022, 12, 19616. [Google Scholar] [CrossRef]
- Zhang, Y.; Peixin, H. Properties and morphology of poly(vinyl chloride) blends with solid-state-chlorinated polyethylene. J. Vinyl Addit. Technol. 2010, 16, 120–126. [Google Scholar] [CrossRef]
- Maou, S.; Meftah, Y.; Tayefi, M. Preparation and performance of an immiscible PVC-HDPE blend compatibilized with maleic anhydride (MAH) via in-situ reactive extrusion. J. Polym. Res. 2022, 29, 161. [Google Scholar] [CrossRef]
- Iqbal, M.; Mensen, C.; Qian, X.; Picchion, F. Green Processes for Green Products: The Use of Supercritical CO2 as Green Solvent for Compatibilized Polymer Blends. Polymers 2018, 10, 1285. [Google Scholar] [CrossRef]
- Graziano, A.; Jaffer, S.; Sain, M. Review on modification strategies of polyethylene/polypropylene immiscible thermoplastic polymer blends for enhancing their mechanical behavior. J. Elastomers Plast. 2018, 51, 291–336. [Google Scholar] [CrossRef]
- Knez, Ž.; Knez Hrnčič, M.; Škerget, M. Particle formation and product formulation using supercritical fluids. Annu. Rev. Chem. Biomol. Eng. 2015, 6, 379–407. [Google Scholar] [CrossRef] [PubMed]
- Montes, A.; Kin, N.; Gordillo, M.; Pereyra, C.; de la Ossa, E.M. Polymer-naproxen precipitation by supercritical antisolvent (SAS) process. J. Supercrit. Fluids 2014, 89, 58–67. [Google Scholar] [CrossRef]
- Nalawade, S.P.; Picchioni, F.; Janssen, L.P.B.M. Supercritical carbon dioxide as a green solvent for processing polymer melts: Processing aspects and applications. Prog. Polym. Sci. 2006, 31, 19–43. [Google Scholar] [CrossRef]
- Rossmann, M.; Braeuer, A.; Leipertz, A.; Schluecker, E. Manipulating the size, the morphology and the polymorphism of acetaminophen using supercritical antisolvent (SAS) precipitation. J. Supercrit. Fluids 2013, 82, 230–237. [Google Scholar] [CrossRef]
- Lavrov, N.A.; Belukhichev, E.V. The partnering of polyvinyl chloride with low density polyethylene with the use of graph-copolymer of chlorinated polyethylene with methylacrylate. Chemistry and chemical technology. Chemistry and technology of macromolecular compounds. Bull. St. Petersburg State Tech. Univ. 2019, 50, 47–51. [Google Scholar]
- Khabriev, I.S.; Khairutdinov, V.F.; Gumerov, F.M.; Khuzakhanov, R.M.; Garipov, R.M.; Abdulagatov, I.M. VLE properties and the critical parameters of ternary mixture of CO2 + toluene/dichloromethane involved in the SEDS precipitation process. J. Mol. Liq. 2021, 337, 116371. [Google Scholar] [CrossRef]
- Khairutdinov, V.F.; Khabriev, I.S.; Gumerov, F.M.; Khuzakhanov, R.M.; Garipov, R.M.; Akhmetzyanov, T.R.; Ibatullin, A.N.; Abdulagatov, I.M. Dispersion of the Thermodynamically Immiscible Polypropylene and Ethylene—Propylene Triple Synthetic Rubber Polymer Blends Using Supercritical SEDS Process: Effect of Operating Parameters. Energies 2022, 15, 6432. [Google Scholar] [CrossRef]
- Khabriev, I.S.; Patrusheva, M.N.; Khairutdinov, V.F.; Khuzakhanov, R.M.; Gumerov, F.M.; Garipov, R.M. Crystallization of polymer mixtures in the course of their solution-enhanced dispersion by supercritical fluids. Russ. J. Phys. Chem. B 2018, 12, 1229–1239. [Google Scholar] [CrossRef]
- Yeo, S.D.; Erdogan, K. Formation of polymer particles with supercritical fluids: A review. J. Supercrit. Fluids. 2005, 34, 287–308. [Google Scholar] [CrossRef]
- Knez, Ž.; Škerget, M.; Hrnčič, M.K.; Čuček, D. Particle formation using sub- and supercritical fluids. In Supercritical Technology for Energy and Environmental Applications; Elsevier: Amsterdam, The Netherlands, 2014; pp. 31–67. [Google Scholar]
- Vemavarapu, С.; Mollan, M.J.; Lodaya, M.; Needham, T.E. Design and process aspects of laboratory scale SCF particle formation systems. Int. J. Pharm. 2005, 292, 1–16. [Google Scholar] [CrossRef]
- Tabernero, A.; del Valle, E.M.M.; Galan, M.A. Precipitation of tretinoin and acetaminophen with solution enhanced dispersion by supercritical fluids (SEDS). Role of phase equilibria to optimize particle diameter. Powder Technol. 2012, 217, 177–188. [Google Scholar] [CrossRef]
- Guaman-Balcazar, M.C.; Montes, A.; Pereyra, C.; de la Ossa, E.M. Production of submicron particles of the antioxidants of mango leaves/PVP by supercritical antisolvent extraction process. J. Supercrit. Fluids 2019, 143, 294–304. [Google Scholar] [CrossRef]
- Kiran, E. Supercritical fluids and polymers. J. Supercrit. Fluids 2016, 110, 126–153. [Google Scholar] [CrossRef]
- Cardea, S.; Reverchon, E. Supercritical fluid processing of polymers. Polymers 2019, 11, 1551. [Google Scholar] [CrossRef]
- Kemmere, M.F.; Meyer, Т. (Eds.) Supercritical Carbon Dioxide in Polymer Reaction Engineering; WILEY-VCH Verlag GmbH: Weinheim, Germany, 2005. [Google Scholar]
- Kazarian, S.G. Polymer processing with supercritical fluids. Polym. Sci. Ser. C 2000, 42, 78–101. [Google Scholar]
- Sun, Y.P. Supercritical Fluid Technology in Materials Science and Engineering: Synthesis, Properties, and Applications; Marcel Dekker, Inc.: New York, NY, USA, 2002. [Google Scholar]
- Gumerov, F.M.; Sabirzyanov, A.N.; Gumerova, G.I. Sub- and Supercritical Fluids in Polymer Processing; FEN: Kazan, Russia, 2007. [Google Scholar]
- Martin del Valle, E.M.; Galan, M.A. Supercritical fluids for farmaceutical particle engineering: Metods, basic fundamentals and modeling. Chem. Eng. Proc. 2012, 60, 9–25. [Google Scholar]
- Breitenbach, A.; Mohr, D.; Kissel, T. Biodegradable semi-crystalline comb polyesters influence the microsphere production by means of a supercritical extraction technique (ASES). J. Control. Release 2000, 63, 53. [Google Scholar] [CrossRef] [PubMed]
- Abuzara, S.M.; Hyun, S.M.; Kim, J.H.; Park, H.J.; Kim, M.S.; Park, J.S.; Hwang, S.J. Enhancing the solubility and bioavailablility of poorly waater-soluble drugs using supercritical antisolvent (SAS) process. Int. J. Pharm. 2018, 538, 1–13. [Google Scholar] [CrossRef] [PubMed]
- Khairutdinov, V.F.; Gabitov, F.R.; Gumerov, F.M.; Vorob’ev, E.S.; Le Neindre, B. Thermodynamic principles of the dispersion of polycarbonate by the SAS method. Russ. J. Phys. Chem. B 2011, 5, 1228–1239. [Google Scholar] [CrossRef]
- Liu, G.; Li, J.; Deng, S. Application of supercritical anti-solvent process in preparation of solid multicomponent systems. Pharmaceutics 2021, 13, 475. [Google Scholar] [CrossRef]
- Franco, P.; De Marco, I. Supercritical antisolvent process for pharmaceutical applications: A review. Process 2020, 8, 938. [Google Scholar] [CrossRef]
- Ivanova, A.V.; Danilov, V.A.; Kolyamshin, O.A.; Ushmarin, N.F.; Kol’tsov, N.I.; Rhasanov, A.I. The effect of maleinimides on the properties of a rubber compound based on nitrile butadiene rubber. Int. Polym. Sci. Technol. 2015, 42, 19–22. [Google Scholar] [CrossRef]
- Evchuk, I.Y.; Musii, R.I.; Makitra, R.G.; Pristanski, R.E. Solubility of Polymethyl Methacrylate in Organic Solvents. Russ. J. Appl. Chem. 2005, 78, 1576–1580. [Google Scholar] [CrossRef]
- Tager, A.A. Physical Chemistry of Polymers; Scientific World: Moscow, Russia, 2007. [Google Scholar]
- Kablov, V.F.; Novopoltseva, O.M. Polymer Blends. Thermodynamics, Production, Application; VolgGTU: Volzhsky, Russia, 2018. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
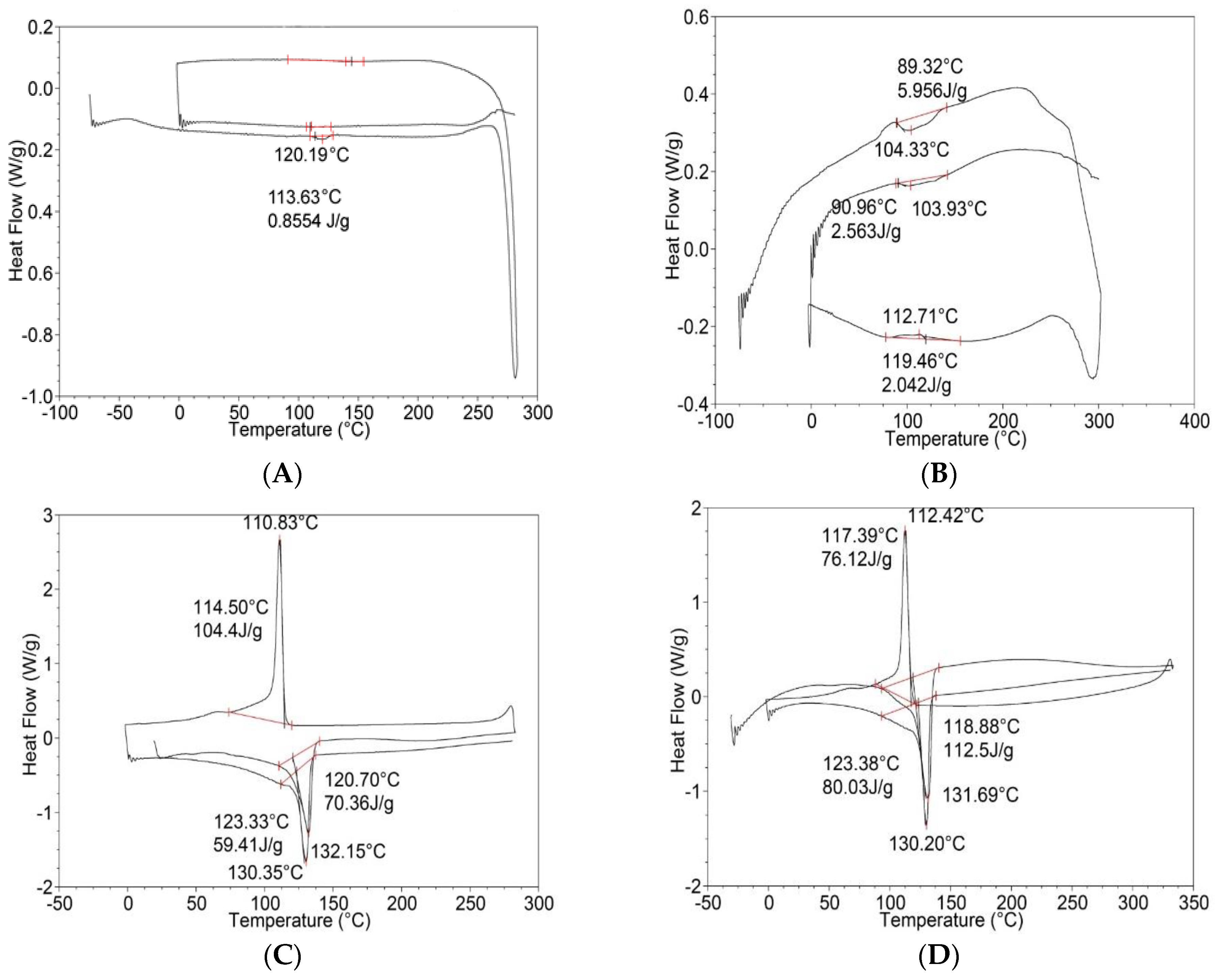
| Polymers | Melting Temperature (Tm)/K | Heat of Fusion (ΔfusH)/kJ∙kg−1 | |||
|---|---|---|---|---|---|
| PVC | Tm = 387.04 K | 0.650 | |||
| HPPE | Tm = 405.30 K | 70.36 | |||
| Samples | M (kg·kmol−1) | CAS | Source | Purity (m.f.) | H2O Content a |
| Carbon dioxide | 44.010 | 124-38-9 | TechGasServ | >0.990 | 65 ppm |
| Toluene | 92.138 | 108-88-3 | Chem Reactive-1 | >0.998 | <1000 ppm |
| Dichloromethane | 84.933 | 75-09-2 | Chem Reactive-1 | >0.998 | <1000 ppm |
| Chloroform | 119.38 | 67-66-3 | Chem Reactive-1 | >0.9985 | <1000 ppm |
| Solvents and Polymers | Solubility Parameter, (cal/cm3)1/2 |
|---|---|
| Toluene | 8.97 |
| Chloroform | 9.30 |
| Dichloromethane | 9.95 |
| HPPE | 7.94 |
| PVC | 9.57 |
| Polymers | T, K | P, MPa |
|---|---|---|
| PVC (100%) | 313 | 8 |
| HPPE (100%) | 313 | 8 |
| PVC (75%)/HPPE (25%) | 313 | 8 |
| PVC (50%)/HPPE (50%) | 313 | 8 |
| PVC (25%)/HPPE (75%) | 313 | 8 |
| PVC (50%)/HPPE (50%) | 313 | 15 |
| PVC (50%)/HPPE (50%) | 313 | 25 |
| PVC (50%)/HPPE (50%) | 333 | 15 |
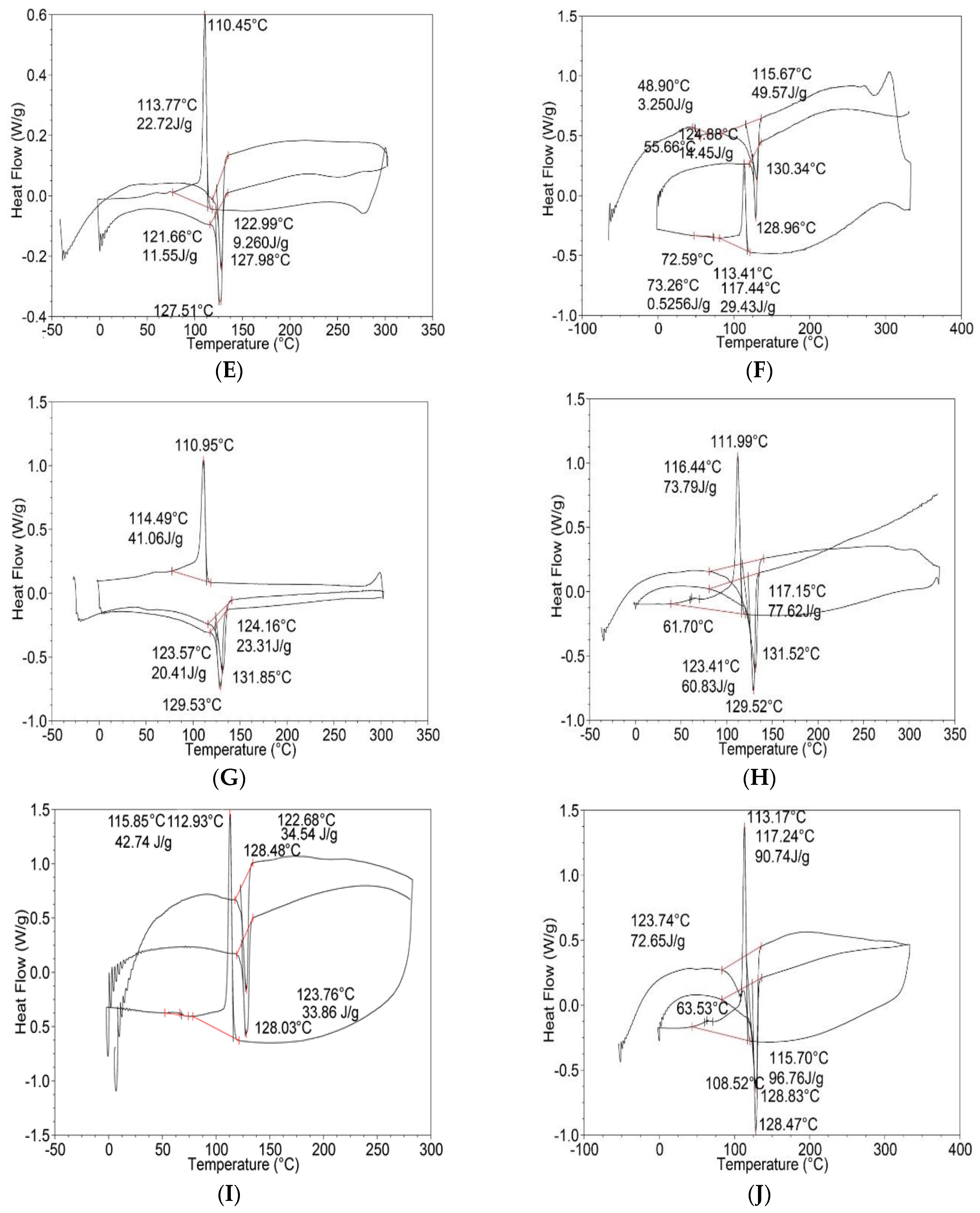
| Polymer Blends | Blending in the Melt | Blending by SEDS Method | ||
|---|---|---|---|---|
| Tfus, °C | Total ΔfusH, kJ/kg | Tfus, °C | Total ΔfusH, kJ/kg | |
| HPPE (100%) | 132.15 ± 0.02 | 70.36 ± 0.02 | 131.69 ± 0.02 | 112.5 ± 0.02 |
| PVC (100%) | 120.19 ± 0.02 | 0.85 ± 0.02 | 104.33 ± 0.02 | 5.95 ± 0.02 |
| HPPE (25%) PVC (75%) | 127.98 ± 0.02 | 9.26 ± 0.02 | 48.90 ± 0.02 130.34 ± 0.02 | 3.25 ± 0.02 49.57 ± 0.02 |
| HPPE (50%) PVC (50%) | 131.23 ± 0.02 | 23.31 ± 0.02 | 131.32 ± 0.02 | 77.62 ± 0.02 |
| HPPE (75%) PVC (25%) | 128.48 ± 0.02 | 33.49 ± 0.02 | 128.47 ± 0.02 | 108.52 ± 0.02 |
| Polymer Blends | Polymer Blend Obtained by SEDS Method at (T = 313 K и P = 8 MPa) | Polymer Blend Obtained by Blending in the Melt | ||
|---|---|---|---|---|
| Tensile Strength, (σp), MPa | Relative Elongation (ε), % | Tensile Strength, (σp), MPa | Relative Elongation (ε), % | |
| PVC-75% HPPE-25% | 10.66 ± 0.02 | 2.40 ± 0.03 | 2.32 ± 0.02 | 155.0 ± 2 |
| PVC-50% HPPE-50% | 9.22 ± 0.02 | 12.80 ± 0.18 | 5.08 ± 0.02 | 370.0 ± 5 |
| PVC-25% HPPE-75% | 10.35 ± 0.02 | 486.7 ± 7 | 12.91 ± 0.02 | 820.0 ± 11 |
| HPPE-100% | 17.39 ± 0.02 | 790.0 ± 11 | 15.34 ± 0.02 | 616.7 ± 8 |
| PVC-100% | 28.71 ± 0.02 | 3.90 ± 0.05 | 4.27 ± 0.02 | 296.7 ± 4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Khairutdinov, V.F.; Khabriev, I.S.; Gumerov, F.M.; Khuzakhanov, R.M.; Garipov, R.M.; Yarullin, L.Y.; Abdulagatov, I.M. Blending of the Thermodynamically Incompatible Polyvinyl Chloride and High-Pressure Polyethylene Polymers Using a Supercritical Fluid Anti-Solvent Method (SEDS) Dispersion Process. Polymers 2023, 15, 1986. https://doi.org/10.3390/polym15091986
Khairutdinov VF, Khabriev IS, Gumerov FM, Khuzakhanov RM, Garipov RM, Yarullin LY, Abdulagatov IM. Blending of the Thermodynamically Incompatible Polyvinyl Chloride and High-Pressure Polyethylene Polymers Using a Supercritical Fluid Anti-Solvent Method (SEDS) Dispersion Process. Polymers. 2023; 15(9):1986. https://doi.org/10.3390/polym15091986
Chicago/Turabian StyleKhairutdinov, Vener F., Ilnar Sh. Khabriev, Farid M. Gumerov, Rafail M. Khuzakhanov, Ruslan M. Garipov, Lenar Yu. Yarullin, and Ilmutdin M. Abdulagatov. 2023. "Blending of the Thermodynamically Incompatible Polyvinyl Chloride and High-Pressure Polyethylene Polymers Using a Supercritical Fluid Anti-Solvent Method (SEDS) Dispersion Process" Polymers 15, no. 9: 1986. https://doi.org/10.3390/polym15091986
APA StyleKhairutdinov, V. F., Khabriev, I. S., Gumerov, F. M., Khuzakhanov, R. M., Garipov, R. M., Yarullin, L. Y., & Abdulagatov, I. M. (2023). Blending of the Thermodynamically Incompatible Polyvinyl Chloride and High-Pressure Polyethylene Polymers Using a Supercritical Fluid Anti-Solvent Method (SEDS) Dispersion Process. Polymers, 15(9), 1986. https://doi.org/10.3390/polym15091986