
Polypropylene Degradation on Co-Rotating Twin-Screw Extruders

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Used Materials
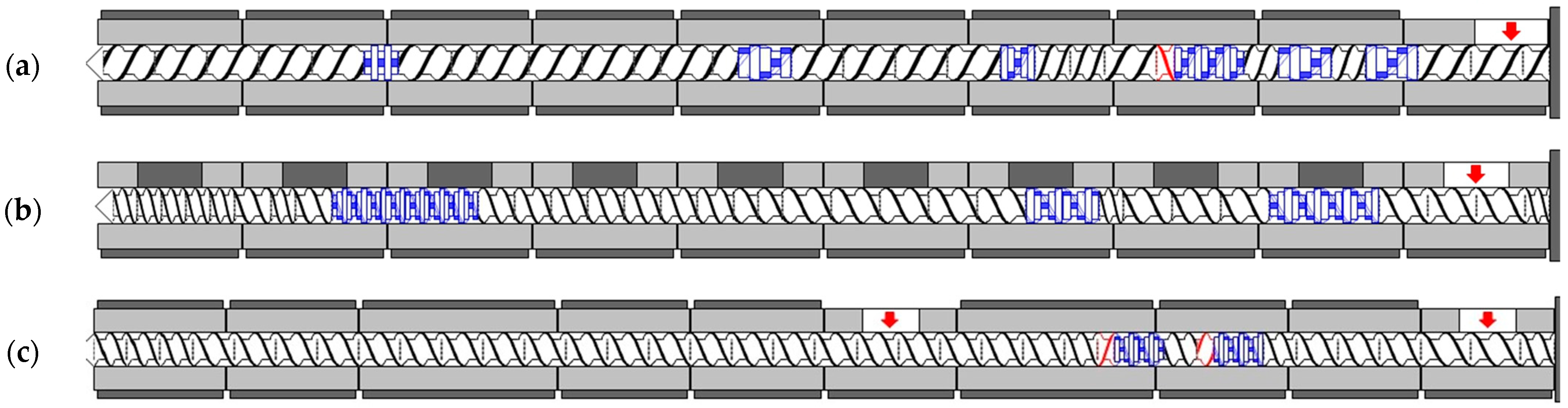
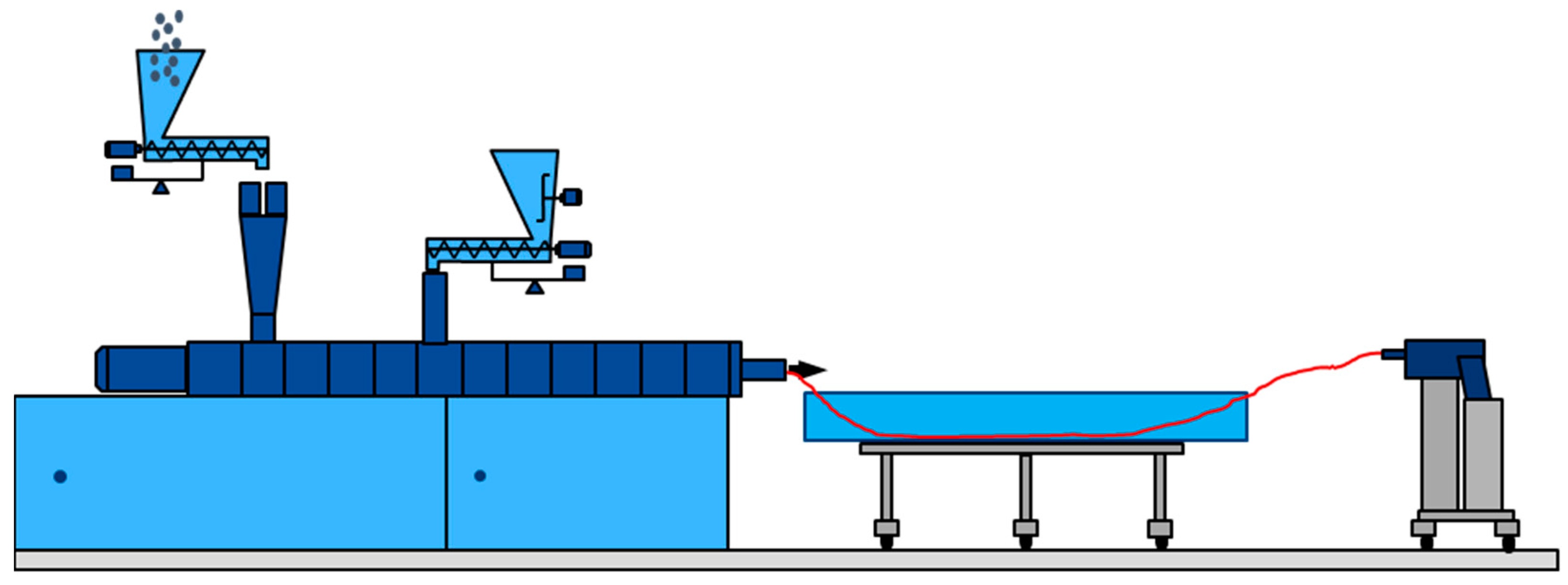
2.2. Processing
2.3. Measurement
3. Results
3.1. Experimental Results
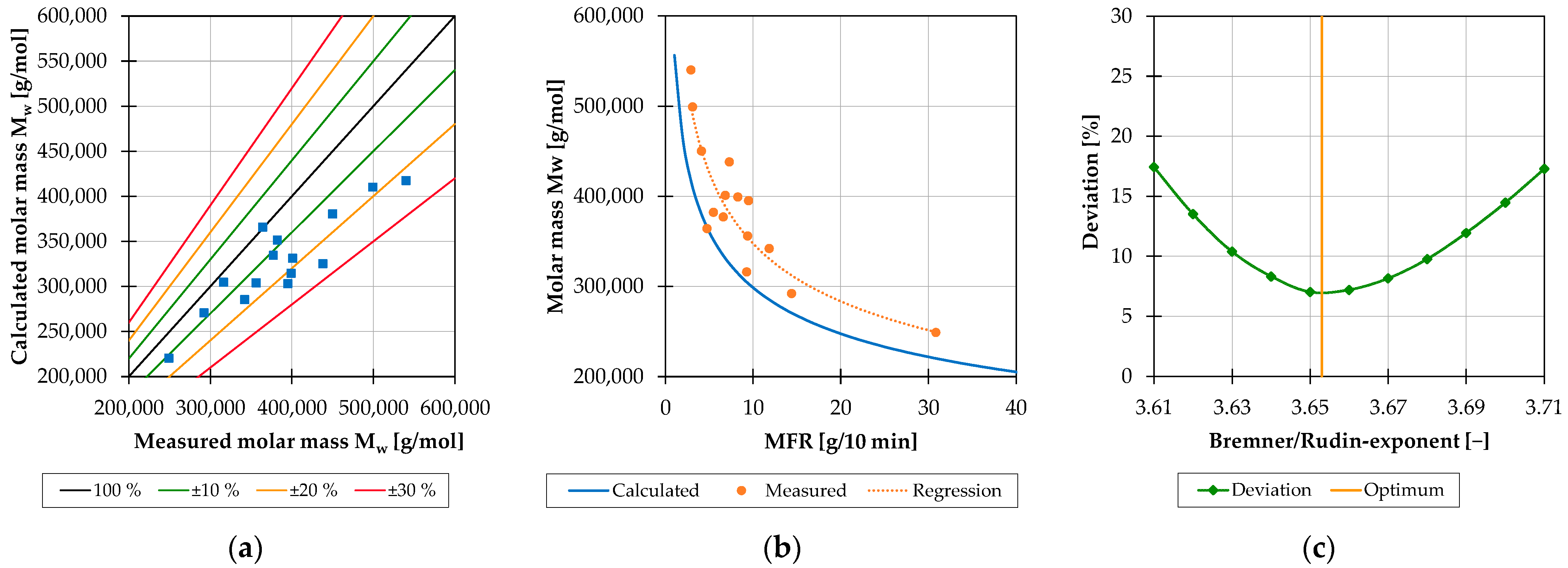
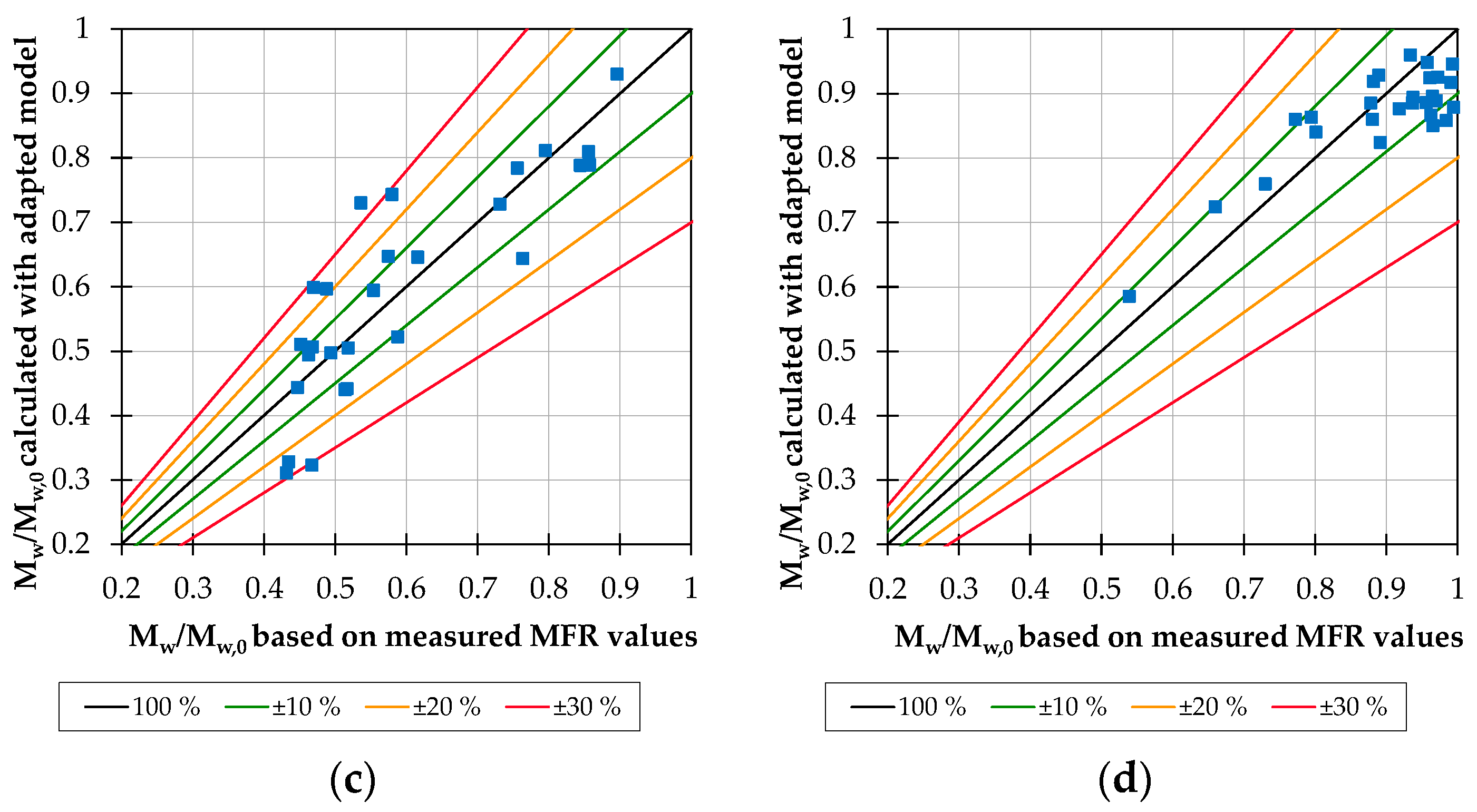
3.2. Modeling
4. Discussion
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kohlgrüber, K. Der Gleichläufige Doppelscheckenextruder: Grundlagen, Technologie, Anwendung, 2nd ed.; Carl Hanser Verlag: Munich, Germany, 2016. [Google Scholar]
- Kohlgrüber, K.; Bierdel, M.; Rust, H. Polymer-Aufbereitung und Kunststoff-Compoundierung: Grundlagen, Apparate, Maschinen, Anwendungstechnik; Carl Hanser Verlag: Munich, Germany, 2019. [Google Scholar]
- Ehrenstein, W.; Pongratz, S. Beständigkeit von Kunststoffen, 1st ed.; Carl Hanser Verlag: Munich, Germany, 2007. [Google Scholar]
- Pongratz, S. Alterung von Kunststoffen während der Verarbeitung und im Gebrauch; Universität Erlangen-Nürnberg, Lehrstuhl für Kunststofftechnik: Erlangen, Germany, 2000. [Google Scholar]
- Berzin, F.; Vergnes, B.; Dufossé, P.; Delamare, L. Modeling of Peroxide Initiated Controlled Degradation of Polypropylene in a Twin Screw Extruder. Polym. Eng. Sci. 2000, 40, 344–356. [Google Scholar] [CrossRef]
- Canevarolo, S.V. Chain Scission Distribution Function for Polypropylene Degradation During Multiple Extrusions. Polym. Degrad. Stab. 2000, 70, 71–76. [Google Scholar] [CrossRef]
- Canevarolo, S.V.; Babetto, A.C. Effect of Screw Element Type in Degradation of Polypropylene upon Multiple Extrusions. Adv. Polym. Technol. 2002, 21, 243–249. [Google Scholar] [CrossRef]
- Costa, H.M.; Ramos, V.D.; Rocha, M.C.G. Rheological Properties of Polypropylene During Multiple Extrusion. Polym. Test. 2005, 24, 86–93. [Google Scholar] [CrossRef]
- Costa, H.M.; Ramos, V.D.; Oliveira, M.G. Degradation of Polypropylene During Multiple Extrusions: Thermal Analysis, Mechanical Properties and Analysis of Variance. Polym. Test. 2007, 26, 676–684. [Google Scholar] [CrossRef]
- Littek, S.; Schneider, M.; Huber, K.; Schöppner, V. Measurement of the degradation of polypropylene. J. Plast. Technol. 2012, 8, 415–438. [Google Scholar]
- Littek, S.; Schöppner, V.; Döring, A.; Kuckling, D. Calculation of the material degradation of PP and PS in the plasticizing unit. Part 1: Stressing and modeling. J. Plast. Technol. 2016, 12, 338–355. [Google Scholar]
- Littek, S.; Schöppner, V.; Döring, A.; Kuckling, D. Calculation of the material degradation of PP and PS in the plasticizing unit. Part 2: Modeling and verification for the single screw extruder. J. Plast. Technol. 2016, 12, 449–464. [Google Scholar]
- Schöppner, V.; Herken, T. The material degradation of PET on a co-rotating twin screw extruder. In Proceedings of the 30th International Conference of the Polymer Processing Society (PPS), Cleveland, OH, USA, 6–12 June 2014; AIP Publishing: Melville, NY, USA, 2015. [Google Scholar]
- Herken, T. Verarbeitung von PET auf gleichläufigen Doppelschneckenextrudern; Shaker Verlag: Aachen, Germany, 2016. [Google Scholar]
- Schöppner, V.; Altepeter, M. Materialabbau im Doppelschneckenextruder. Reproduzierbarkeitsnachweis und Handlungsempfehlungen für Polypropylen. Kunststoffe 2020, 12, 36–39. [Google Scholar]
- Schöppner, V.; Altepeter, M.; Wanke, S. Material Degradation of Polypropylene on the Co-Rotating Twin Screw Extruder. In Proceedings of the 36th International Conference of the Polymer Processing Society (PPS), Montreal, QC, Canada, 26–29 September 2021. [Google Scholar]
- Sabic PP 500P Global Technical Data Sheet. Available online: https://www.sabic.com/en/products/documents/sabic-pp_500p_global_technical_data_sheet/en (accessed on 18 March 2023).
- Technical Data Sheet Tronox CR-470. Available online: https://www.tronox.com/download.php?path=11301 (accessed on 21 March 2023).
- Produktinformation IM-OX-05/12. Available online: https://bc2f542e-e87d-4f72-8e5f-e14caa5b6e34.filesusr.com/ugd/5fe57f_dd9ca858a9534a4cbd343d37ac0fcb90.pdf (accessed on 21 March 2023).
- ISO 1133-1:2011; Plastics—Determination of the Melt Mass-Flow Rate (MFR) and Melt Volume-Flow Rate (MVR) of Thermoplastics—Part 1: Standard method. Beuth Verlag: Berlin, Germany, 2012.
- Bremner, T.; Rudin, A.; Cook, D.G. Melt Flow Index Values and Molecular Weight Distributions of Commercial Thermoplastics. J. Appl. Polym. Sci. 1990, 41, 1617–1627. [Google Scholar] [CrossRef]
- Dreiblatt, A.; Canedo, E. Distribution of specific energy in twin-screw corotating extruders using one-dimensional process simulation. In Proceedings of the Annual Technical Conference (ANTEC), Orlando, FL, USA, 2–4 April 2012; Society of Plastics Engineers (SPE): Danbury, CT, USA, 2009. [Google Scholar]
- Schröder, T. Rheologie der Kunststoffe: Theorie und Praxis, 2nd ed.; Carl Hanser Verlag: Munich, Germany, 2020. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material Property | PP | TiO2 | CF |
|---|---|---|---|
| Density [g/cm3] | 0.905–0.93 | - | 1.78 |
| Bulk density [g/cm3] | - | 0.7 | 0.36–0.46 |
| Melt mass flow rate [g/10 min] | 3.1 | - | - |
| Melting temperature [°C] | 160–170 | - | - |
| Processing temperature [°C] | 235–250 | - | - |
| Decomposition temperature [°C] | 300 | - | - |
| Average particle size [μm] | - | 0.2 | - |
| Fiber length [mm] | - | - | 4 |
| Filament number [K] | - | - | 12 |
| Filament diameter [μm] | - | - | 5 |
| Material | Extruder [mm] | Rotational Speed [rpm] | Throughput [kg/h] | ||||
|---|---|---|---|---|---|---|---|
| PP | 25 | 300 | 600 | 900 | 5 | 10 | 15 |
| PP | 45 | 100 | 250 | 400 | 30 | 50 | 70 |
| PP/TiO2 | 28 | 300 | 450 | 600 | 10 | 30 | 50 |
| PP/CF | 28 | 300 | 600 | 900 | 10 | 20 | 30 |
| Material | Extruder [mm] | Temperature Configuration | TZ1 [°C] | TZ2 [°C] | TZ3 [°C] | TZ4 [°C] | TZ5 [°C] | TZ6 [°C] | TZ7 [°C] | TZ8 [°C] | TZ9 [°C] | TZ10 [°C] |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| All investigations | T1 | 20 | 180 | 200 | 220 | 220 | 220 | 220 | 220 | 220 | 220 | |
| PP | 25 | T2 | 20 | 205 | 225 | 245 | 245 | 245 | 245 | 245 | 245 | 245 |
| T3 | 20 | 230 | 250 | 270 | 270 | 270 | 270 | 270 | 270 | 270 | ||
| PP | 45 | T2 | 20 | 195 | 215 | 235 | 235 | 235 | 235 | 235 | 235 | 235 |
| T3 | 20 | 210 | 230 | 250 | 250 | 250 | 250 | 250 | 250 | 250 | ||
| PP/TiO2 | 28 | T2 | 20 | 230 | 250 | 250 | 270 | 270 | 270 | 270 | 270 | 250 |
| T3 | 20 | 280 | 300 | 300 | 320 | 320 | 320 | 320 | 320 | 300 | ||
| PP/CF | 28 | T2 | 20 | 205 | 225 | 225 | 245 | 245 | 245 | 245 | 245 | 235 |
| T3 | 20 | 230 | 250 | 250 | 270 | 270 | 270 | 270 | 270 | 250 | ||
| Process Coefficients | Before Adaption | After Adaption | |
|---|---|---|---|
| 25 mm Extruder | 45 mm Extruder | ||
| T0 [°C] | 23,823.97 | 23,278.54 | 931.81 |
| 1219.07 | 741.84 | 16,809.61 | |
| tv,0 [s] | 11.29 | 8.75 | 4.5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Altepeter, M.; Schöppner, V.; Wanke, S.; Austermeier, L.; Meinheit, P.; Schmidt, L. Polypropylene Degradation on Co-Rotating Twin-Screw Extruders. Polymers 2023, 15, 2181. https://doi.org/10.3390/polym15092181
Altepeter M, Schöppner V, Wanke S, Austermeier L, Meinheit P, Schmidt L. Polypropylene Degradation on Co-Rotating Twin-Screw Extruders. Polymers. 2023; 15(9):2181. https://doi.org/10.3390/polym15092181
Chicago/Turabian StyleAltepeter, Matthias, Volker Schöppner, Sven Wanke, Laura Austermeier, Philipp Meinheit, and Leon Schmidt. 2023. "Polypropylene Degradation on Co-Rotating Twin-Screw Extruders" Polymers 15, no. 9: 2181. https://doi.org/10.3390/polym15092181
APA StyleAltepeter, M., Schöppner, V., Wanke, S., Austermeier, L., Meinheit, P., & Schmidt, L. (2023). Polypropylene Degradation on Co-Rotating Twin-Screw Extruders. Polymers, 15(9), 2181. https://doi.org/10.3390/polym15092181