3.1. Isothermal Cold Crystallization Kinetics
Isothermal cold crystallization behaviors of the PLA/TPEE (80/20) samples with and without ADR were investigated by DSC measurement.
Figure 1 showed the relationship between relative degree of crystallinity (
X(t)) and isothermal time (
t) of the samples at different crystallization temperature (
Tc = 80, 82, 84 and 86 °C, respectively). All the curves showed a sigmoid dependence on isothermal time. The sigmoid curves moved to the left with increasing
Tc, indicating that time to reach the maximum crystallinity for PLA blends decreased under higher
Tc. The dependences of crystallization half-time (
t1/2) on
Tc and ADR loading had been further discussed in succession by calculating from isothermal crystallization kinetics of the PLA/TPEE blends.
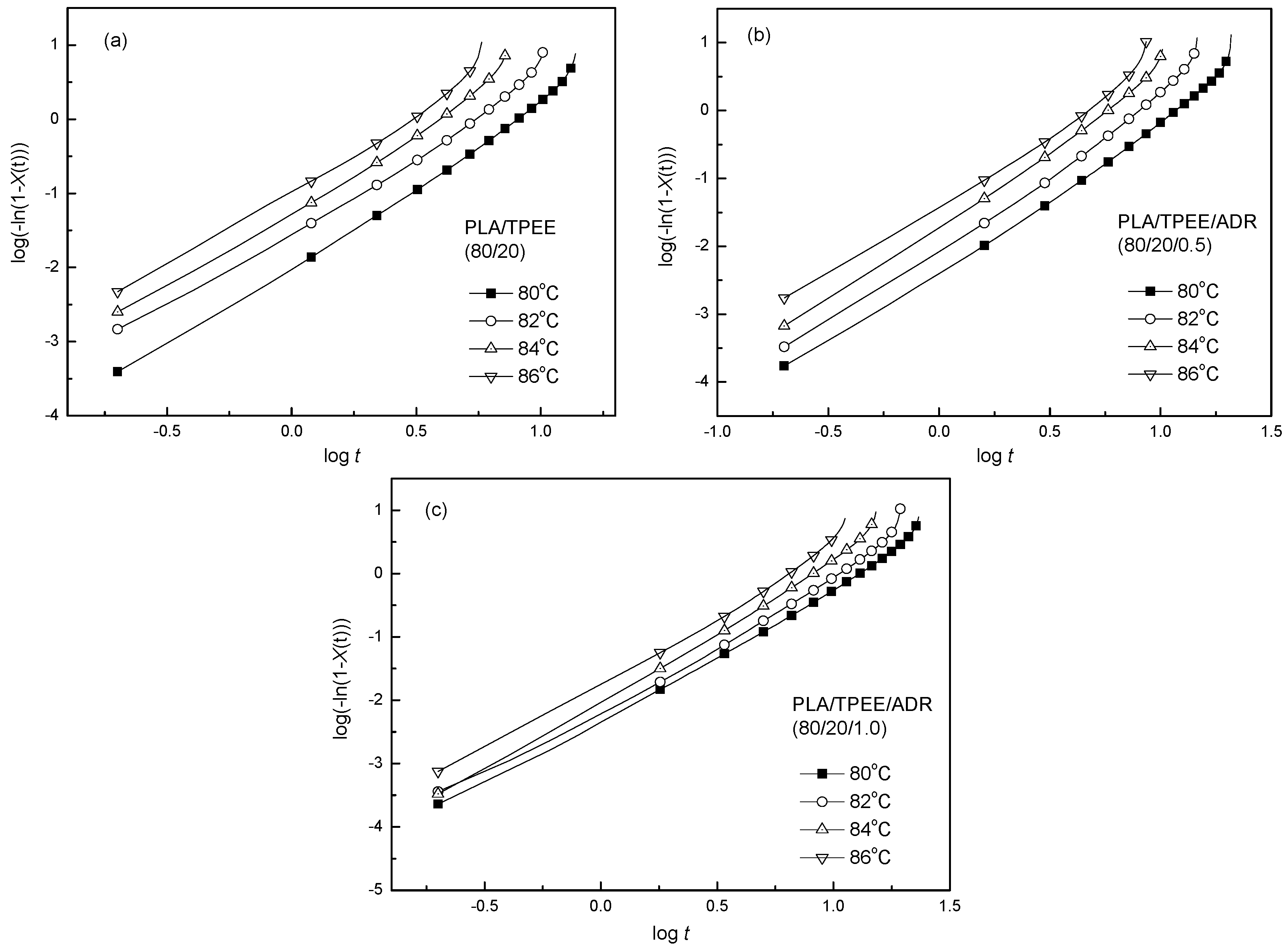
The representative plots of log[−ln(1 −
X(t))] versus log
t for the PLA/TPEE blends were shown in
Figure 2. The curves consisted of two parts: the first crystallization stage and the second crystallization stage. It was found that in the first stage log
t linearly depended on log[−ln(1 −
X(t))]. At the second stage, an obvious roll-off at longer times was observed, indicating that the existence of a secondary crystallization which resulted from the spherulite impingement in the later stage of the crystallization process at a longer crystallization time. Hence, the linear regimes were chosen to determine the exponent
n and
k of the samples according to Equation (3). The calculated crystallization kinetics parameters were listed in
Table 1.
Usually, the value of
n should be an integer between 1 and 4 for different nucleation mechanisms and crystal growth modes. As shown in
Table 1, the values of
n were in the range of 2.2–2.5 for the PLA/TPEE sample at crystallization temperatures ranged from 80 to 86 °C. It was an average value of various nucleation mechanisms, and growth dimensions occurred simultaneously in the crystallization process. As a result, the Avrami exponent
n was not a straightforward integer.
Due to the existence of TPEE domains, it can be inferred that the nucleation type of PLA in the blends should predominantly be heterogeneous nucleation and its growth dimension should be 2D growth. By contrast, the values of n were also kept between 2.3 and 2.5 for the PLA/TPEE/ADR samples at the same crystallization temperatures. It meant that the incorporation of ADR has little effect on the crystallization mechanism of PLA matrix.
The crystallization half-time (
t1/2) and crystallization induction time (
tinduce) [
20] of the PLA/TPEE and PLA/TPEE/ADR samples at different crystallization temperature (
Tc = 80, 82, 84 and 86 °C) were also listed in
Table 1. It was shown that
tinduce and
t1/2 of the PLA/TPEE (80/20) sample was 8.7 and 6.9 min under 80 °C, respectively. As the cold crystallization temperature increased to 86 °C,
tinduce and
t1/2 of the PLA/TPEE (80/20) sample shortened to 1.9 and 2.6 min, respectively. It was attributed to the fact that the elevated temperature was helpful for enhancing the macromolecule chain mobility and arrangement ability, leading to an improvement in cold crystallization rate of PLA matrix.
Furthermore, compared to the PLA/TPEE (80/20) sample,
tinduce and
t1/2 of the PLA/TPEE/ADR (80/20/
x) samples tended to prolong at the same crystallization temperature. For example, when
Tc was 80 °C,
tinduce and
t1/2 increased from 8.7 and 6.9 min for the PLA/TPEE (80/20) sample up to 11.5 and 11.2 min for the PLA/TPEE/ADR (80/20/1.0) sample. It indicated that the incorporation of ADR impeded the cold crystallization ability of PLA matrix. The depression of crystallization ability can be ascribed to the restraining in PLA segment reorganization in the presence of ADR. Multiple epoxide groups on ADR reacted with terminal –COOH groups and terminal –OH groups on PLA and TPEE chains leading to the formation of extended and branched chains [
10]. The chain extension/branching results are complex. Besides the formation of PLA-ADR-TPEE copolymers, the generation of PLA-ADR-PLA and TPEE-ADR-TPEE is inevitable when ADR is melt blended with PLA/TPEE blend. The SEC measurement’s result showed that the molecule weights of PLA and TPEE increased largely with the incorporation of a small amount of ADR [
10]. The increase in molecule weight, as well as the formation of long branched chains, would enhance macromolecular chain entanglement and significantly limit the regular arrangement ability of PLA segments and chains in amorphous solid, especially when the cold crystallization process was held in a relatively lower temperature (close to
Tg). Thereby, the crystal growth of PLA matrix was retarded in this situation. As a result, the overall crystallization rate of the samples showed a decrease with the incorporation of ADR at crystallization temperatures ranging from 80 to 86 °C.
It was known from the crystallization kinetics analysis of the PLA/TPEE/ADR blends that the isothermal cold crystallization ability of the PLA/TPEE samples was retarded to some extent when ADR increased from 0 to 1.0 phr. However, the semi-crystallized PLA/TPEE/ADR samples still could be obtained by appropriately prolonging the crystallization time. In the subsequent experiments, the quenched samples were annealed at 80 °C in order to obtain the crystallized samples. The combined effects of annealing and ADR loading on crystalline structure, tensile performance, heat resistance, and micro-morphology of the PLA/TPEE samples have been researched and discussed.
3.2. Effect of Annealed Time on Crystallinity of PLA/TPEE/ADR Samples
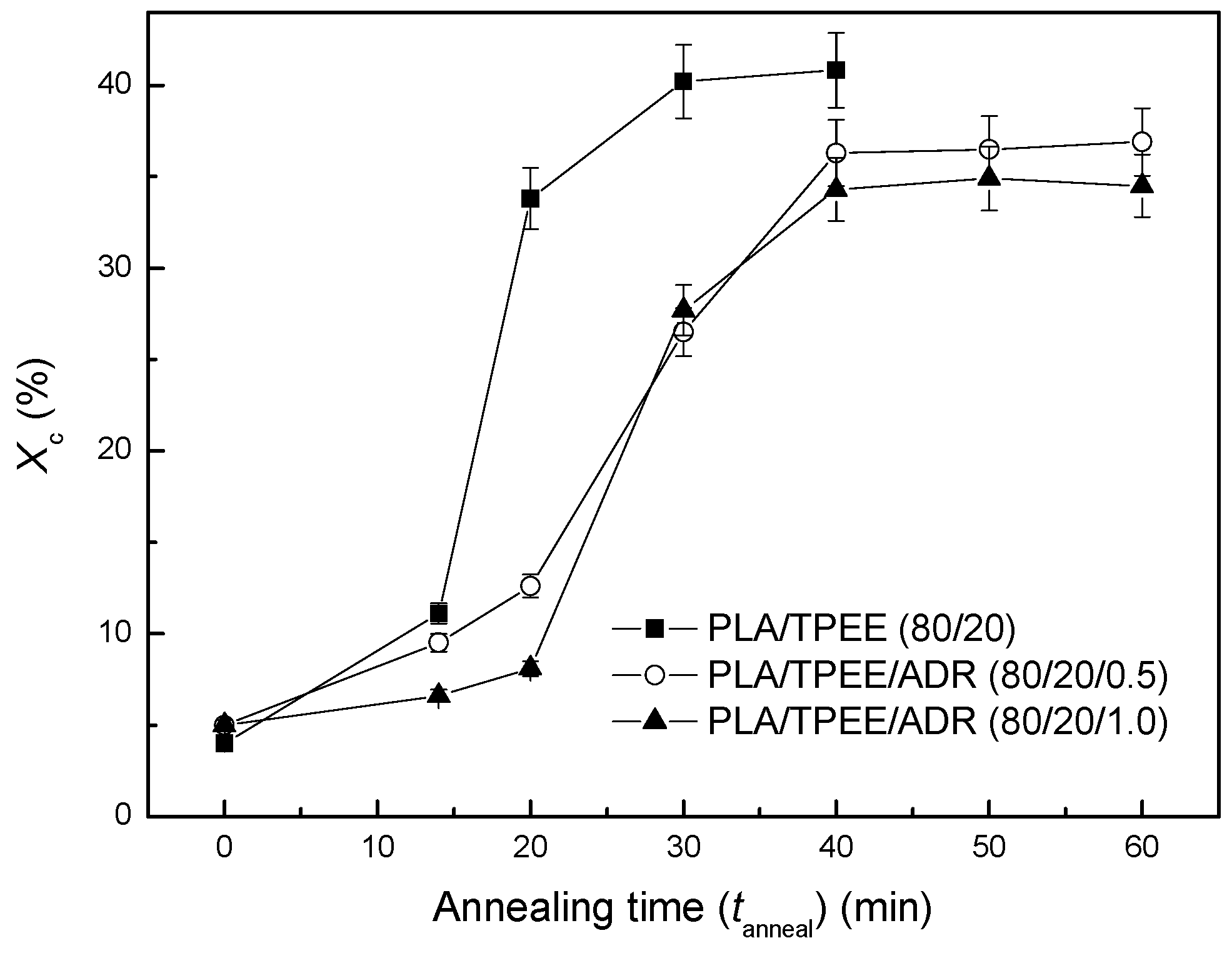
Plots of annealed time vs. crystallinity (
Xc) of the PLA/TPEE/ADR (80/20/
x) samples annealed at 80 °C are shown in
Figure 3. It was found that crystallinity of the samples increased markedly while increasing the annealed time due to the cold crystallization of PLA matrix during the annealing process. It was consistent with the isothermal cold crystallization kinetics results. As seen in
Figure 3, the annealed times to reach the maximum crystallinity for the PLA/TPEE (80/20), PLA/TPEE/ADR (80/20/0.5) and PLA/TPEE/ADR (80/20/1.0) samples were 30, 40 and 40 min, respectively. Then, the crystallinities of the samples kept almost constant. As we know, the annealed time to reach the maximum crystallinity should consist of induced time and crystallization time. With the incorporation of ADR, the annealed time to reach the maximum crystallinity showed an obvious increase due to the fact that the chain extension and branched reactions among PLA, TPEE, and ADR impaired the cold crystallization ability of the PLA matrix.
Moreover, the maximum crystallinity of the PLA/TPEE samples also decreased with the increasing of ADR loading. As shown in
Figure 3, while the annealed time reached to 30 min,
Xc of the PLA/TPEE (80/20) sample increased from 4% for the quenched PLA/TPEE sample to the maximum value of 40%. A similar result was also reported by Harris et al. [
14]. It was confirmed that annealing of both nucleated and neat PLA samples at 80 °C increased the crystallinity of PLA to its maximum level of around 42%. However, with increasing ADR loading, the maximum
Xc of the PLA/TPEE/ADR (80/20/0.5) and PLA/TPEE/ADR (80/20/1.0) samples dropped down to 36% and 34%, respectively. The reduction in the maximum crystallinity could also be explained by the fact that the extended chain and branched reactions among PLA/PLA/ADR and PLA/TPEE/ADR reduced the regularity of PLA chains and weakened their regular arrangement ability.
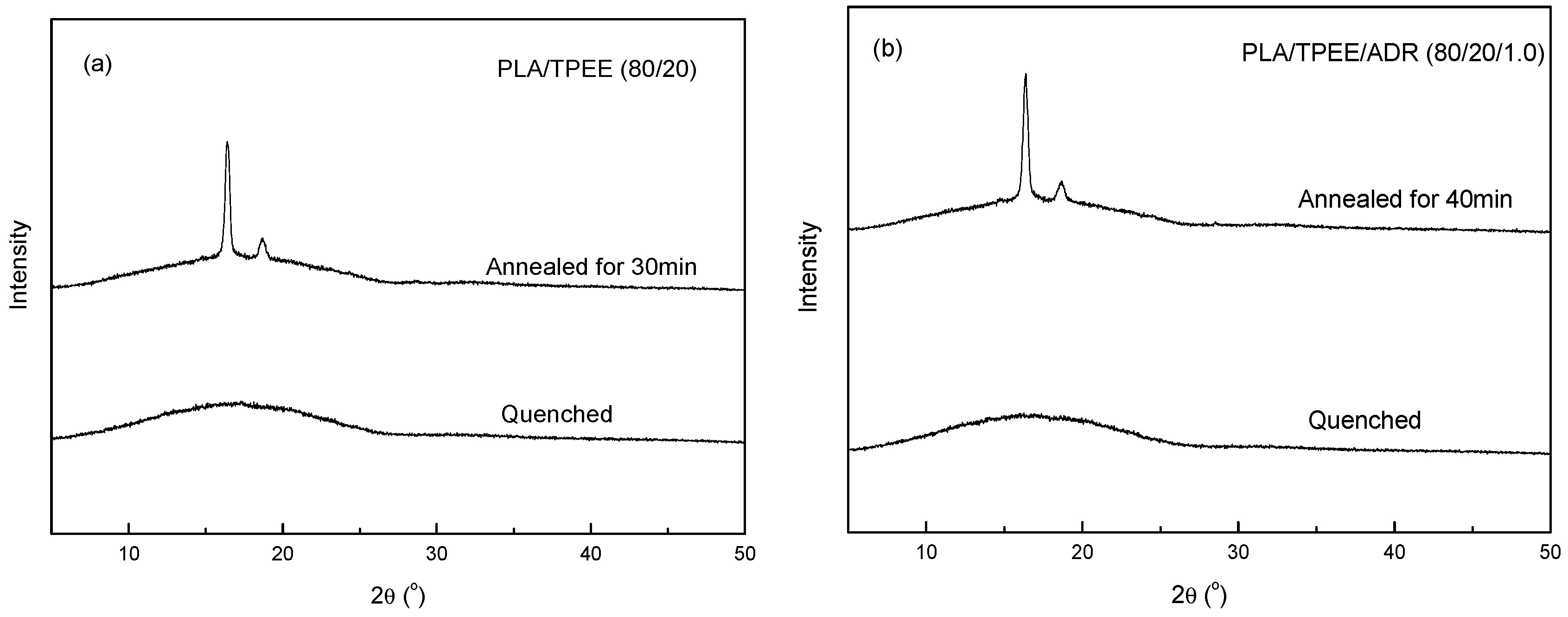
Meanwhile, WAXD measurement was conducted to investigate crystal structures of the quenched and annealed PLA/TPEE/ADR blends. WAXD patterns of the quenched and annealed PLA/TPEE/ADR (80/20/1.0) samples were presented in
Figure 4. As a comparison, the WAXD patterns of the quenched and annealed PLA/TPEE (80/20) samples were also presented in
Figure 4. In order to obtain the fully annealed samples, the quenched PLA/TPEE (80/20) and PLA/TPEE/ADR (80/20/1.0) samples had been held at 80 °C for 30 and 40 min, respectively. As seen in
Figure 4, the quenched PLA/TPEE/ADR (80/20/1.0) sample, as well as the quenched PLA/TPEE (80/20) sample showed a broad dispersing diffraction peak, indicating that the samples were almost amorphous with very low crystallinity. However, two strong reflections located at 16.4° and 18.7° were observed in the WAXD pattern of the PLA/TPEE/ADR (80/20/1.0) sample annealed at 80 °C for 40 min, as well as in that of the PLA/TPEE (80/20) sample annealed at 80 °C for 30 min. It was confirmed that crystal modification of the annealed PLA/TPEE and PLA/TPEE/ADR samples could be assigned to disorder α form of PLA, named α′ form. By using WAXD, DSC, and infrared spectroscopy (IR) measurements, Zhang et al. found that, dependent on
Tc, the disorder α′ and order α modification of PLA were formed at a low temperature range (
Tc < 100 °C) and high temperature range (
Tc > 120 °C), respectively [
21,
22]. It was found that the two strong diffraction peaks between the two samples showed distinct shifts in the 2θ positions. In the case of PLA sample annealed at 140 °C, the two strong reflections located at 16.7° and 19.1°, which were characteristic reflections of α modification. However, the two reflections were found at 16.4° and 18.7° in WAXD pattern of the PLA sample annealed at 80 °C, which were attributed to α′ modification. In addition, it was confirmed by the authors that a mixture of α and α′ phases had formed in PLA matrix while the samples crystallized in the temperature range from 100 to 120 °C. It revealed from
Figure 4 that the isothermal cold crystallization of the quenched PLA/TPEE samples with and without ADR happened while the samples were annealed at 80 °C. After being fully annealed, the highly crystallized PLA/TPEE and PLA/TPEE/ADR blends with α′ phases were obtained.
3.3. Effects of ADR and Crystallinity on Tensile Performance, Heat Resistance, and Micro-Morphology of the PLA/TPEE Samples
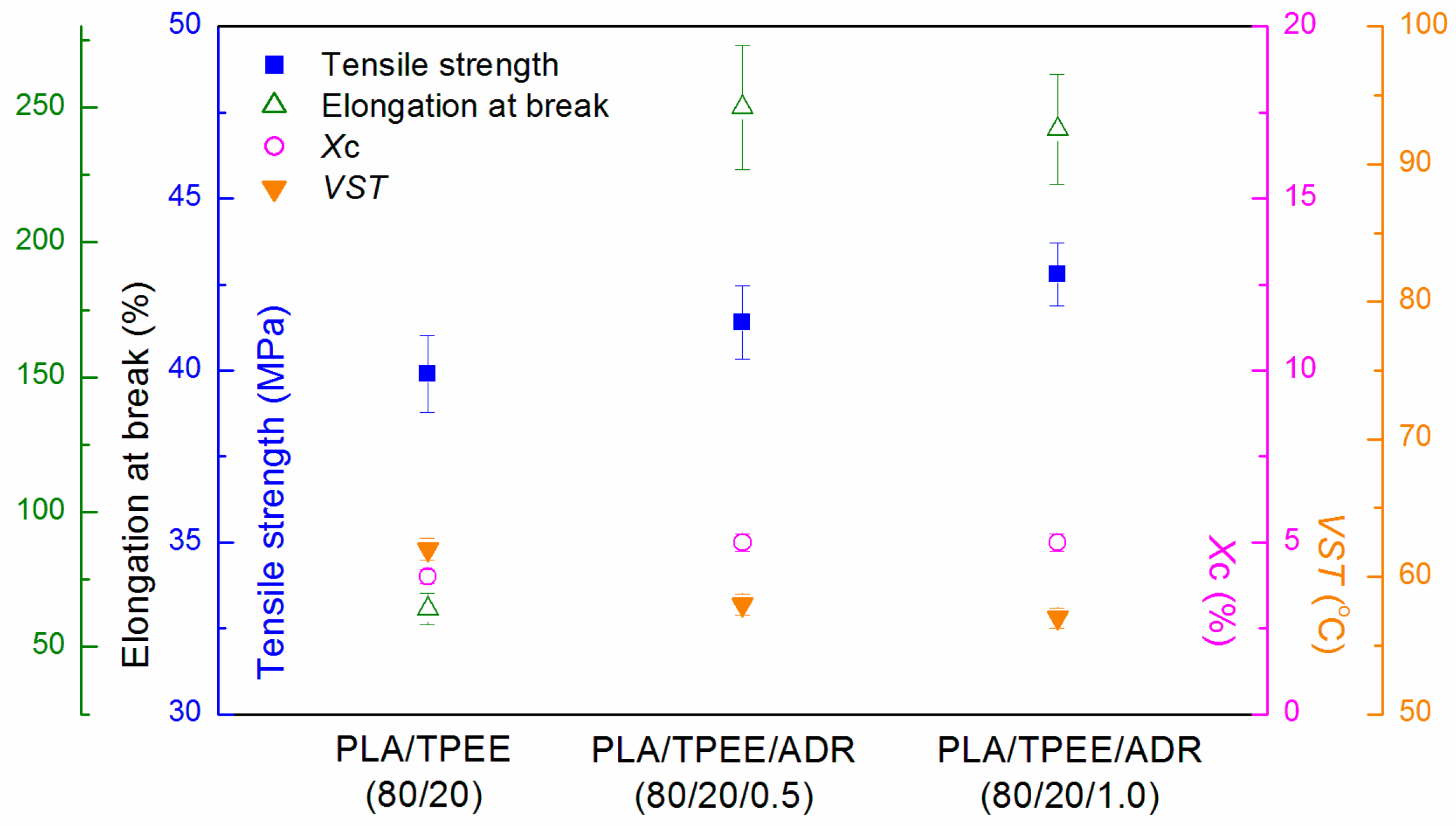
Tensile performance, crystallinity, and VST of the quenched PLA/TPEE samples were shown in
Figure 5.
As
Figure 5 showed, the tensile ductility of the quenched PLA/TPEE samples improved greatly with the incorporation of ADR. Compared to the quenched PLA/TPEE (80/20) sample without ADR, the elongation at break of the quenched PLA/TPEE/ADR (80/20/0.5) sample reached 250%, having increased by 290% (64% for the quenched PLA/TPEE). While ADR loading further increased up to 1.0 phr, the elongation at break kept steady. Meanwhile, the tensile strength of the PLA/TPEE samples increased from 39.9 to 42.8 MPa with increasing ADR addition from 0 up to 1.0 phr, because ADR as a chain extender increased the molecular weight of PLA and therefore increased the strength with longer chains [
23]. With longer chains, there were more entanglements and interactions among these polymer chains, making them relatively more stationary. This, in turn, increased the strength of the PLA samples.
As is reported in our previous research [
10], the in situ compatibilization mechanism of the PLA/TPEE/ADR blends was studied systematically. When ADR was added during the melt blending process, the terminal –COOH group and terminal –OH group of PLA and TPEE reacted with the multiple epoxides on ADR. ADR not only played the role of chain extender, but also played the role of reactive compatibilizer by forming PLA-ADR-TPEE copolymer, which reduced the interface energy, improved the interface adhesion, and thus decreased the dispersed domain size. As a result, tensile ductility of the blends increased significantly. Similarly, Racha Al-Itry et al. studied the impact of ADR on the interfacial property of PLA/PBAT blends [
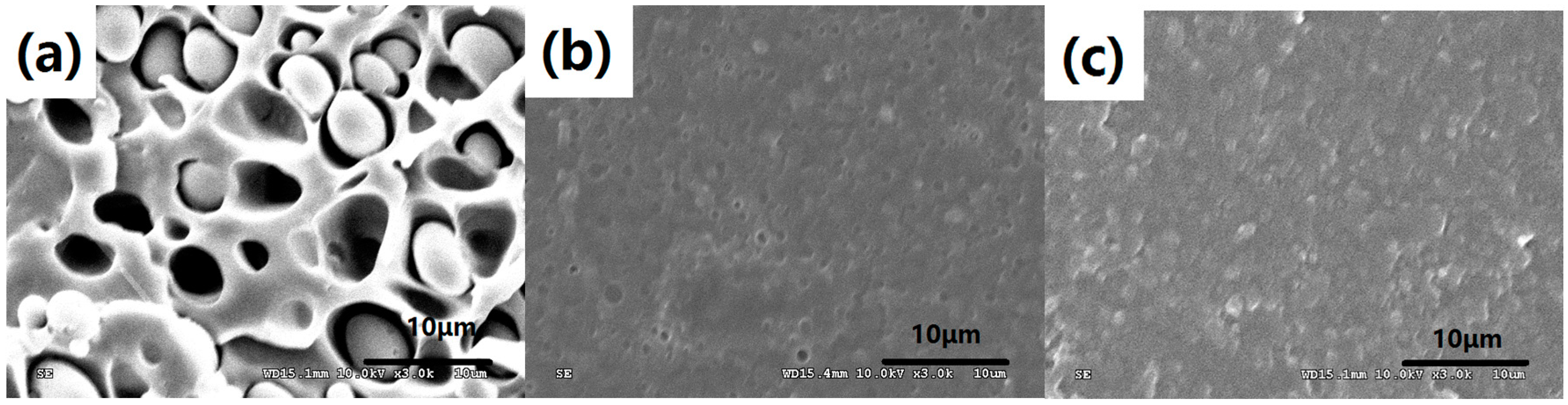
8]. The interfacial tension in the modified/compatibilized PLA/PBAT decreased, and formed the PLA-ADR-PBAT copolymer. The improvement in mechanical properties also was attributed to the formation of the PLA-ADR-PBAT copolymer. Hence, it was supposed that the coupling reaction between ADR and PLA/TPEE improved the compatibility of the blends. The compatibilization effect of ADR on PLA/TPEE samples can be verified by SEM micrographs presented in
Figure 6. As shown in
Figure 6a, it was found that the interface compatibility of TPEE domains and PLA matrix was poor according to the fact that the sizes of TPPE particles were larger (around 5 μm) and marked debonded interfaces existing in the PLA/TPEE (80/20) sample. However, for the PLA/TPEE/ADR (80/20/0.5) and (80/20/1.0) samples (
Figure 6b,c), due to the reactive compatibility of ADR, the TPEE domain sizes markedly dropped down to 1 μm or less from 5 μm, and the phase interface became much fuzzier.
Although the addition of ADR improved the tensile performance of the PLA/TPEE blends obviously, the slow melt-crystallization rate of PLA led to low crystallinity (
Xc) for the quenched PLA/TPEE samples. As shown in
Figure 5, the crystallinities of the quenched PLA/TPEE samples with and without ADR were only around 5%, indicating that the PLA samples were almost amorphous. The WAXD patterns presented in
Figure 4 also confirmed the full glassy state in the quenched PLA/TPEE samples. As we knew, the glassy state of PLA matrix would lead to a poor heat resistance of the quenched PLA/TPEE samples, because of the low glass transition temperature (around 60 °C) of PLA.
As expected, it was found from
Figure 5 that the VST value of each quenched PLA/TPEE samples with and without ADR was very low (about 60 °C). The poor heat resistance would restrict applications of the PLA/TPEE blends with low crystallinity in elevated temperature environments.
It can be seen in
Figure 3 that
Xc of the PLA/TPEE samples with and without ADR increased significantly with the increase of annealing time at 80 °C. While the annealing time reached to 30 min,
Xc of the PLA/TPEE (80/20) sample increased from 4% for the quenched PLA/TPEE sample up to a maximum value of 40%. Meanwhile, while the annealing time lengthened to 40 min,
Xcs of the PLA/TPEE/ADR (80/20/0.5) and PLA/TPEE/ADR (80/20/1.0) samples also reached to maximum values of 36% and 34%, respectively. Apparently,
Xc of the quenched PLA/TPEE samples could be markedly increased by annealing treatment. As a result, the highly crystallized PLA/TPEE samples could be obtained after fully annealed at 80 °C.
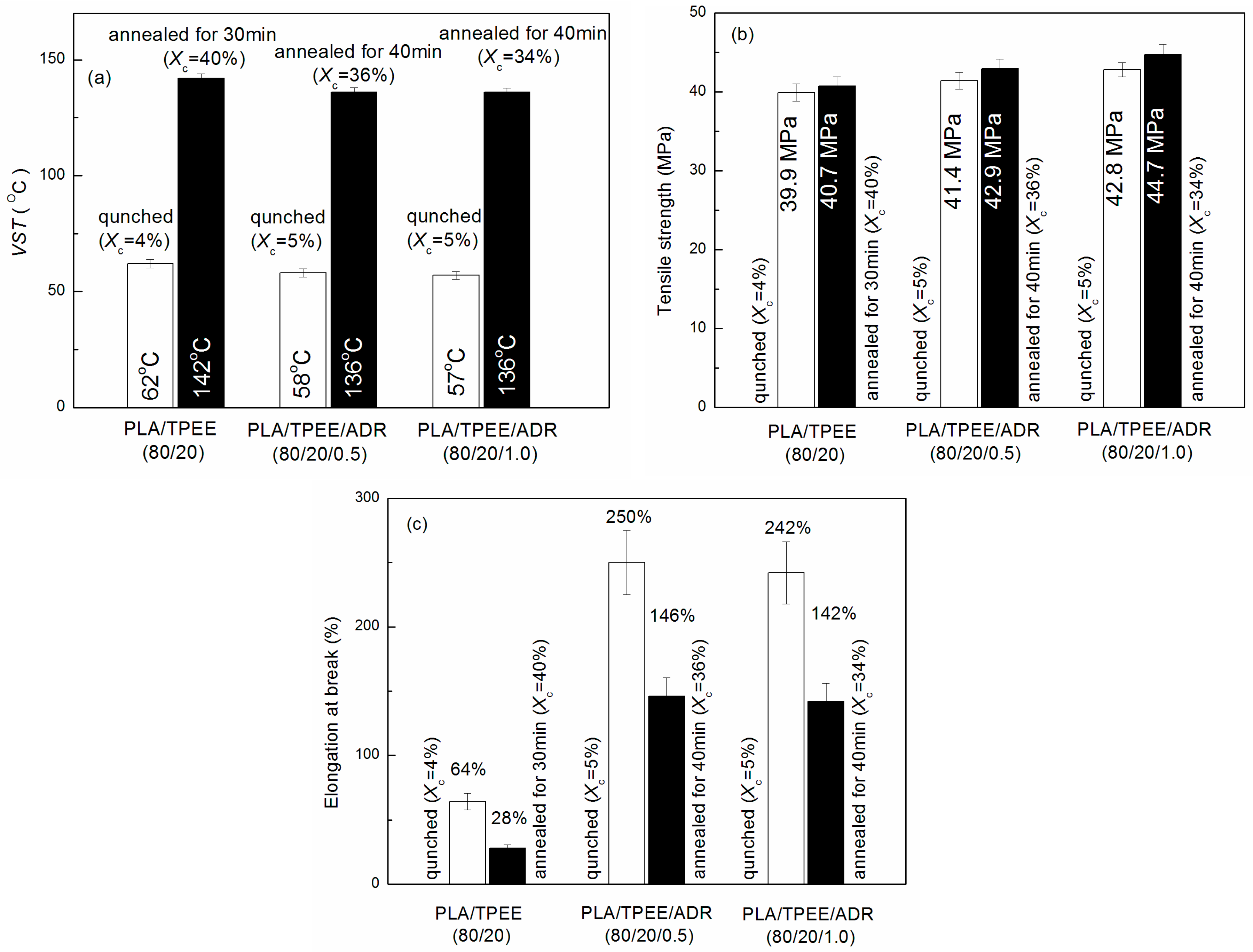
Figure 7 presented the influences of annealing and ADR loading on crystallinity, VST, tensile strength, and elongation at break of the PLA/TPEE/ADR (80/20/
x) samples.
As
Figure 7a showed, when the quenched PLA/TPEE (80/20) had been annealed at 80 °C for 30 min, its
Xc increased from 4% to 40%. The VST of the annealed PLA/TPEE sample increased greatly from 62 to 142 °C. The PLA/TPEE/ADR (80/20/0.5) and (80/20/1.0) samples also showed a similar
Xc dependence. For example, after annealing at 80 °C for 40 min,
Xc of the PLA/TPEE/ADR (80/20/1.0) sample increased from 5% to 34%, and its VST value increased significantly from 57 to 136 °C.
The improvement in VST with increasing
Xc could be explained by the transformation of the amorphous phase into crystal phases in the PLA matrix during the cold crystallization caused by the annealing treatment. For the quenched PLA/TPEE samples, the crystallinity was only around 5%. It meant that the PLA matrix (continuous phase) was almost amorphous. As a result, the heat resistances of the PLA/TPEE samples were poor, and their VSTs were dominated mostly by
Tg of PLA matrix. However, when the quenched PLA/TPEE samples were annealed at 80 °C, a cold crystallization process of PLA matrix happened. An amount of crystal nuclei formed and constantly grew to form crystalline structures from the amorphous PLA matrix. With the lengthening of annealing time, the crystals continued to grow in PLA matrix until these crystals fully developed and impinged upon each other. When
Xc of the PLA/TPEE sample reached to the maximum, the fully grown crystals squeezed each other, which led to the formation of physical crosslinking in the PLA matrix. Meanwhile, the cold crystallization of the PLA matrix was terminated almost due to the huge steric hindrance resulted from the physical crosslinking. Thus, the significant enhancement in the heat resistance of the PLA/TPEE samples can be attributed to the restraint of molecular motion by the formation of firm crystals and physical crosslinking [
11,
17]. The highly crystallized PLA/TPEE samples did not show a significant thermal deformation until the environment temperature increased close to
Tm of crystalline PLA. In the elevated temperature range, the physical crosslinking points were gradually destroyed and the crystallized PLA started to fuse, that made the PLA/TPEE samples markedly deform under the external loading. In that case, the VST increased markedly because it was dominated by
Tm (around 168 °C) of crystalline PLA matrix, instead of
Tg of amorphous PLA phase [
11].
In
Figure 7a, all the PLA/TPEE (80/20) samples with and without ADR showed a similar
Xc dependence of VST. However, it was found that the maximum value of VST for the annealed PLA/TPEE/ADR (80/20/0.5) and (80/20/1.0) samples decreased from the maximum VST of 142 °C for the PLA/TPEE (80/20) sample to 136 °C. It was due to the reduction in the maximum
Xc of the PLA/TPEE/ADR samples (
Figure 3) when ADR was incorporated as a chain extender that weakened the cold crystallization ability of PLA chains.
In summary, the increase of crystallinity due to annealing greatly enhanced the heat resistances of the PLA/TPEE samples with and without ADR. However, it is well known that the formation of firm crystals and physical crosslinking in polymer matrix would markedly restrain the molecular motion resulting in embrittlement of the semi-crystalline polymer [
24]. Hence, it is necessary to research the influence of
Xc on the tensile ductility and strength of the PLA/TPEE samples with and without ADR.
The effects of annealing and ADR loading on tensile strength and elongation at break of the PLA/TPEE/ADR (80/20/
x) samples were presented in
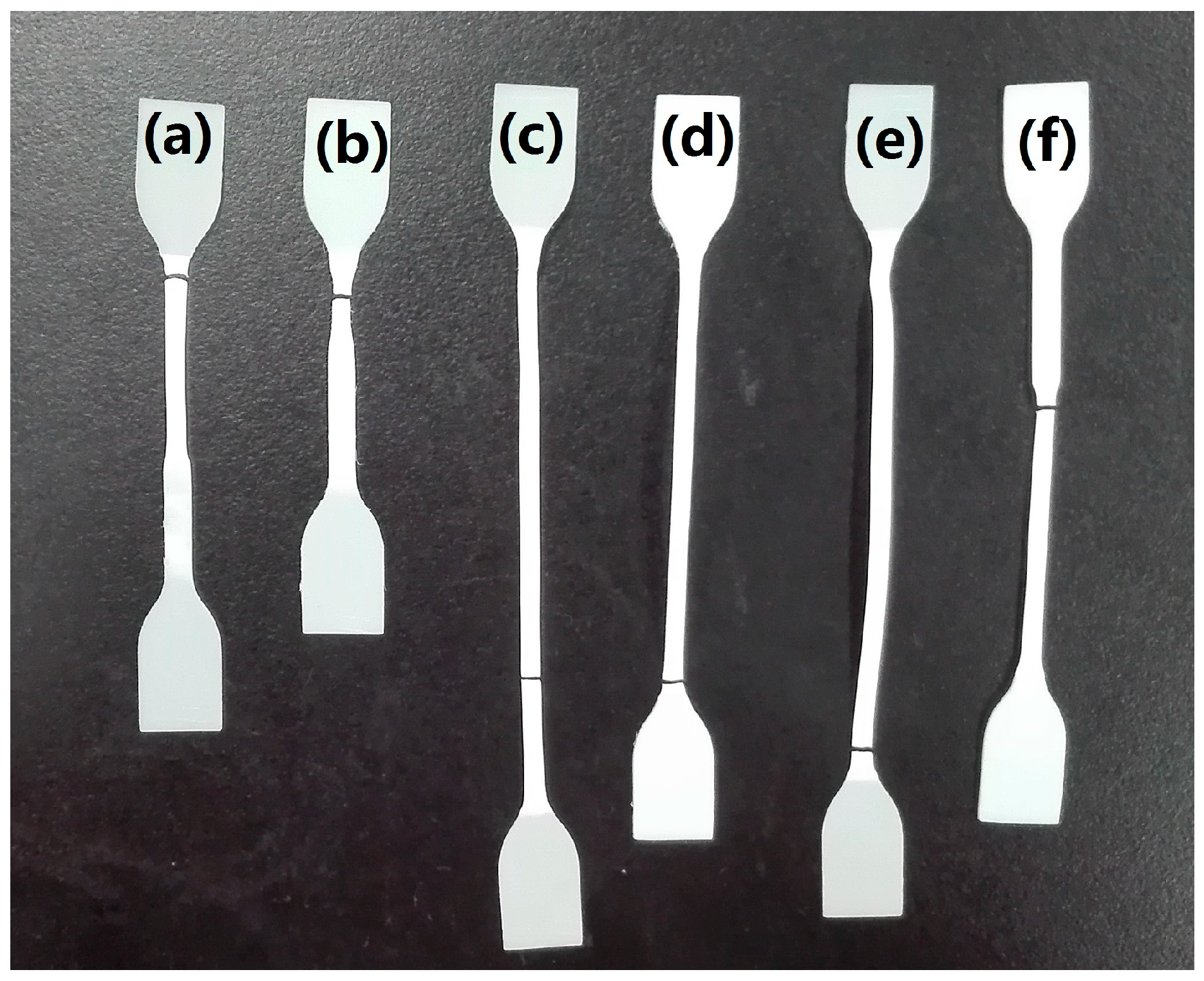
Figure 7b,c, respectively. In addition, a photograph of the tensile-fractured PLA/TPEE (80/20) and PLA/TPEE/ADR(80/20/
x) specimens is shown in
Figure 8.
As seen in
Figure 7b, the tensile strength of the PLA/TPEE (80/20) samples showed a slight increase with the increase of
Xc. For the PLA/TPEE (80/20) samples with ADR, a similar increasing trend of tensile strength to the PLA/TPEE (80/20) samples was also observed. For example, while increasing
Xc of the PLA/TPEE/ADR (80/20/1.0) sample from 5% to 34%, the tensile strength increased from 42.8 to 44.7 MPa. The moderate enhancement in tensile strength of the PLA/TPEE samples was attributed to the formation of firm crystals and physical crosslinking in the samples with the increase of
Xc. Moreover, it was interesting to note that the tensile strength also increased upward slightly while ADR loading increased from 0 to 1.0 phr. It was attributed to the increased molecular weight caused by the chain extension reaction between ADR and PLA chains [
10]. Hence, the
Xc and ADR showed a synergistic enhancement on the tensile strength of the PLA/TPEE samples.
Although the increase of
Xc enhanced the heat resistance and tensile strength of the PLA/TPEE (80/20) samples with and without ADR, it was found from
Figure 7c that the tensile ductility of the samples showed a significant decrease. For the PLA/TPEE (80/20) sample, the elongation at break decreased drastically from 64% to 28% while the
Xc increased from 4% to 40%. Compared with that of the PLA/TPEE (80/20) sample, the elongation at break of the PLA/TPEE/ADR (80/20/0.5) sample decreased from 250% to 146% while its
Xc increased from 5% to 36%. However, when the ADR loading increased to 1.0 phr, the elongation at break of the annealed sample remained almost unchanged. It was apparent that the significant increase of
Xc markedly reduced the tensile ductility of each PLA/TPEE sample. It was due to the fact that the progress of crystallization and increase of
Xc in the semi-crystalline PLA samples resulted in an increased embrittlement of the samples and hence decreased the tensile ductility. As shown in
Figure 8, necking and whitening phenomena occurred simultaneously while the PLA/TPEE samples with and without ADR were cold drawn during the tensile test. Therefore, the tensile deformation mechanism of the PLA/TPEE samples should be attributed to the crazing with shear yielding mechanism. In general, the generation, development, and termination of crazes plays an important role in the toughening of polymer materials. Furthermore, for polymer blends, the interfacial compatibility and dispersed phase sizes have a great effect on the initiation and termination of crazes that will directly affect the tensile ductility of the blends.
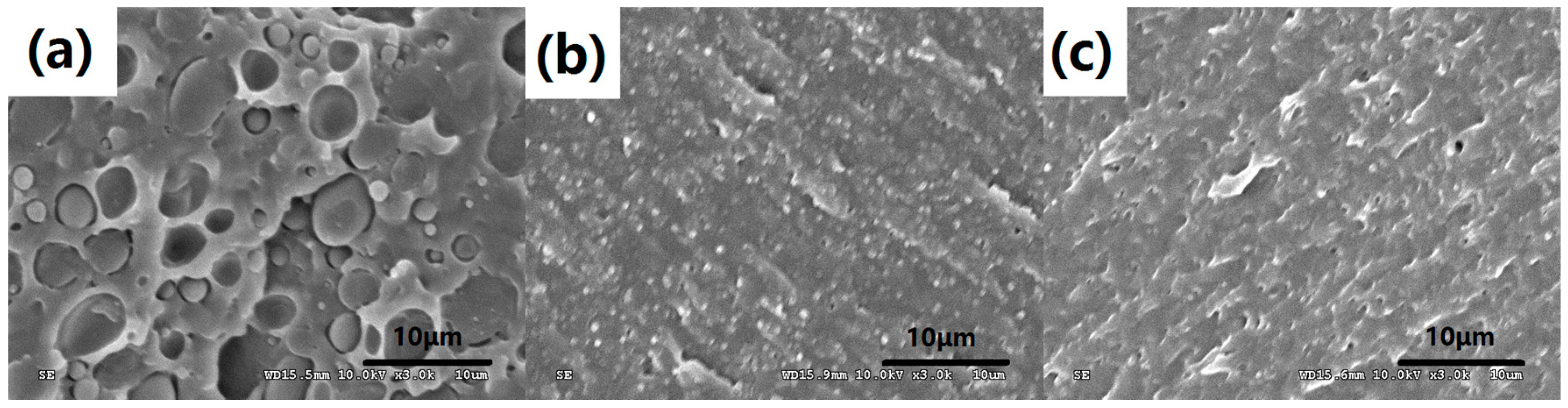
Figure 9 presented SEM micrographs of the annealed PLA/TPEE (80/20) samples with and without ADR which had been annealed at 80 °C for 40 min, respectively. The PLA/TPEE (80/20) samples annealed for 40 min showed marked interface debondings due to the poor adhesion between PLA matrix and TPEE domains, as shown in
Figure 9a. The poor adhesion and interface debonding phenomenon was also observed in the quenched PLA/TPEE (80/20) sample (
Figure 6a). It is well-known that the weaker interfacial regions could not effectively terminate the growth of crazes. As a result, the cracks would be induced and rapidly develop through the weaker interfacial regions, leading to a poor tensile ductility and low elongation at break for the quenched PLA/TPEE (80/20) sample during the tensile test. While the annealed time increased to 40 min, the crystallinity of the PLA/TPEE (80/20) sample increased from 4% for the quenched sample to the maximum value of 40%. It was confirmed that a stacking effect of the increased crystallinity and poor compatibility of PLA and TPEE markedly weakened the tensile ductility of the annealed PLA/TPEE (80/20) sample with high crystallinity. Sang Dae Park et al. researched the influences of
Xc and loading-rate on the fracture behavior of PLA [
16,
17]. It was found that the quasi-static fracture toughness of PLA decreased while its crystallinity increased. It was confirmed by the authors that the quenched PLA sample with
Xc = 2.7% could generate extensive multiple crazes in the crack-tip region under quasi-static loading. However, with the increase of
Xc, the formation of multiple crazes in the crack-tip region was drastically suppressed. Moreover, the crack growth mainly directly propagated through the spherulites which formed firmly with each other, resulting in a decrease of the fracture toughness by increasing the crystallinity. In this paper, for the annealed PLA/TPEE (80/20) samples, it could be supposed that the high
Xc and poor interfacial adhesion further sped up crack growth and greatly weakened the tensile ductility of the annealed PLA/TPEE samples with high crystallinity.
As seen in
Figure 7c, while the
Xc increased from 5% to 36%, the elongation at break of the PLA/TPEE/ADR (80/20/0.5) sample decreased from 250% to 146%. Compared with the annealed PLA/TPEE (80/20) samples with the maximum
Xc (40%), the annealed PLA/TPEE/ADR (80/20/0.5) samples with the maxiumu
Xc (36%) showed a higher elongation at break that increased by 421%. It was clear that the increased brittleness resulting from the increased
Xc weakened the ductility of the PLA/TPEE/ADR (80/20/0.5) samples. However, similar to the quenched PLA/TPEE/ADR (80/20/0.5) sample (
Figure 6b), the annealed PLA/TPEE/ADR (80/20/0.5) samples also presented a marked improvement in interfacial adhesion and a significant reduction in TPEE domain size, as shown in
Figure 9b. Therefore, compared to the annealed PLA/TPEE (80/20) samples, the annealed PLA/TPEE/ADR (80/20/0.5) sample kept a higher tensile ductility due to the improved interfacial adhesion. First, the enhanced interfacial adhesion of the PLA matrix and TPEE domains resulted from the reactive compatibilization of ADR reduced the interface debonding which was a main form of interfacial crack growth of polymer blends. Second, the improved interfacial compatibility decreased the interfacial tension and reduced the TPEE domain size significantly. According to the crazing with shear yielding mechanism, when content of TPEE remained unchanged, the size reduction of the TPEE domain certainly led to a significant increase in the number of TPEE particles in PLA matrix, as indicated in
Figure 9. This promoted the massive generation of crazes/shear bands, thereby allowing for a considerable development of plastic deformation [
25,
26]. Furthermore, the smaller TPEE particles and the improved interfacial adhesion also enhanced the yielding ability and shear plastic deformation of PLA matrix under tensile stress. Therefore, although the PLA/TPEE/ADR (80/20/0.5) samples with high
Xc also exhibited a tendency to craze and prematurely fracture under the tensile stress, the improved interfacial adhesion and smaller TPEE domains still could effectively terminate the craze growth and restrain the nucleation and propagation of cracks to some extent, as well as enhance the yielding ability. As a result, the annealed PLA/TPEE/ADR (80/20/0.5) samples with high
Xc showed a better tensile ductility than the annealed PLA/TPEE (80/20) sample without ADR. Moreover, while increasing ADR loading to 1.0 from 0.5 phr, the elongation at break of the annealed PLA/TPEE/ADR (80/20/1.0) sample remained almost unchanged.
As a result, the crystallized PLA/TPEE/ADR blends with excellent heat resistance and high tensile ductility were obtained by annealing and in situ reactive compatibilization.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}