Nanopaper Properties and Adhesive Performance of Microfibrillated Cellulose from Different (Ligno-)Cellulosic Raw Materials


Abstract
:1. Introduction
2. Materials and Methods
2.1. Preparation of Fibrillated Material
2.2. Film Casting and Tensile Test
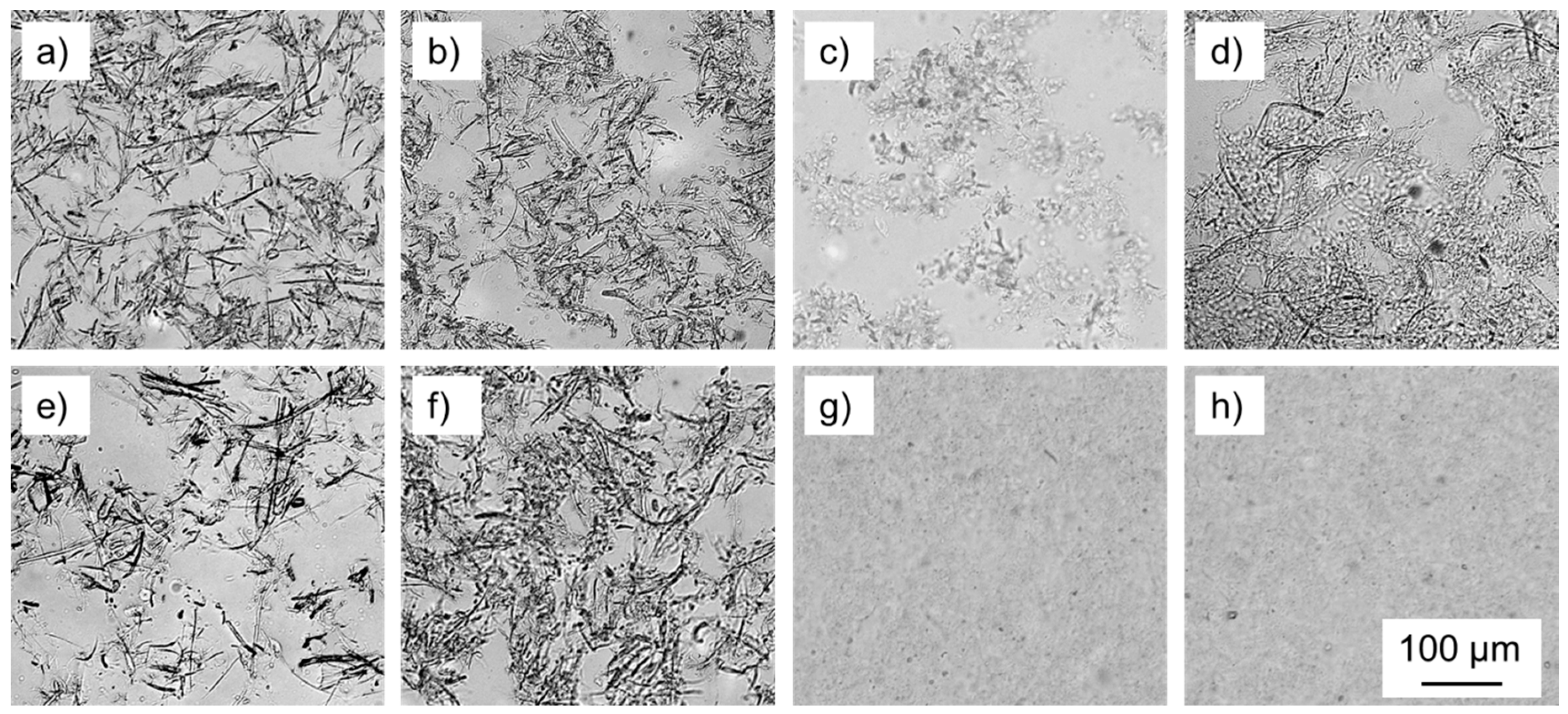
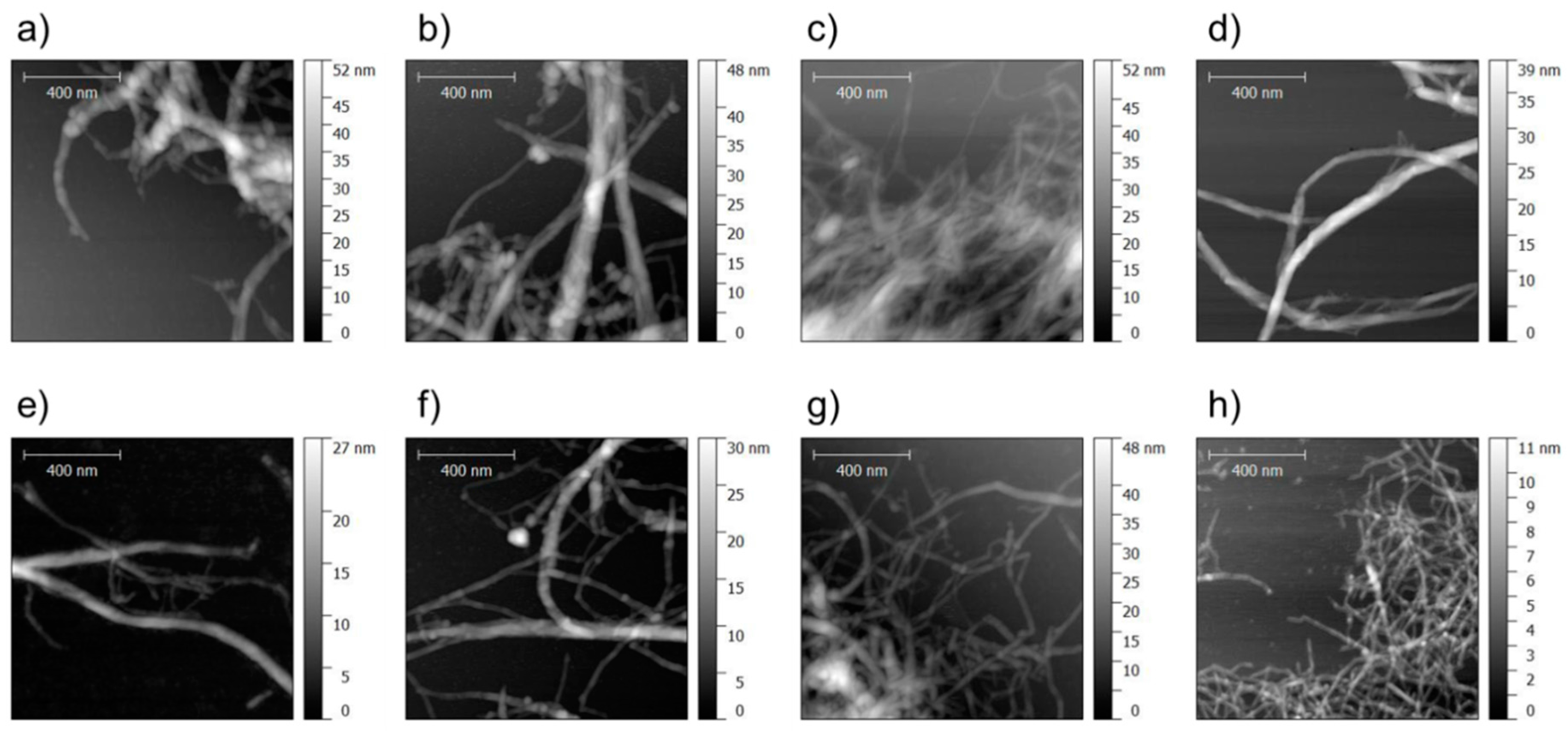
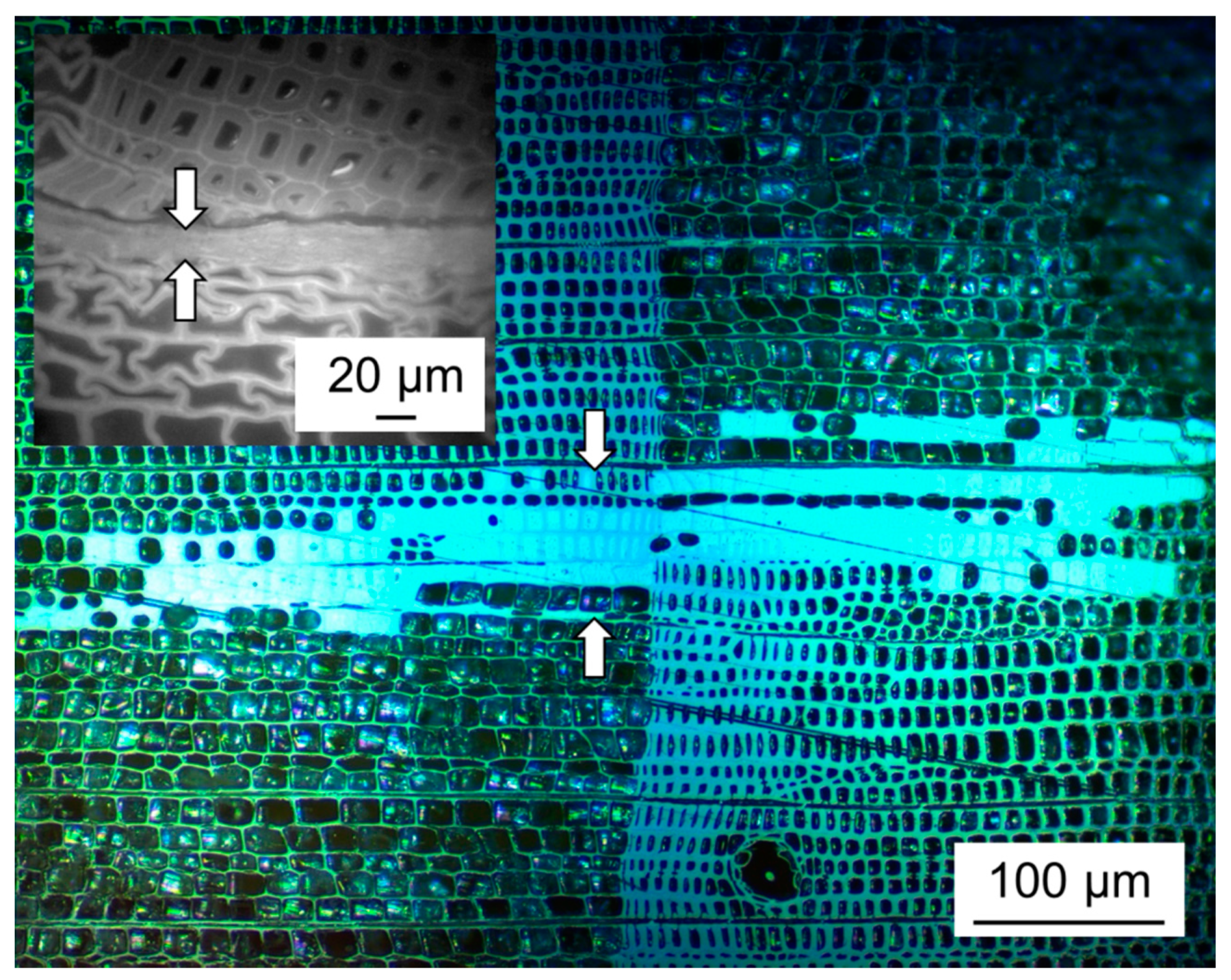
2.3. Microscopy
2.4. Determination of Adhesive Bond Strength by Lap-Shear Testing
3. Results and Discussion
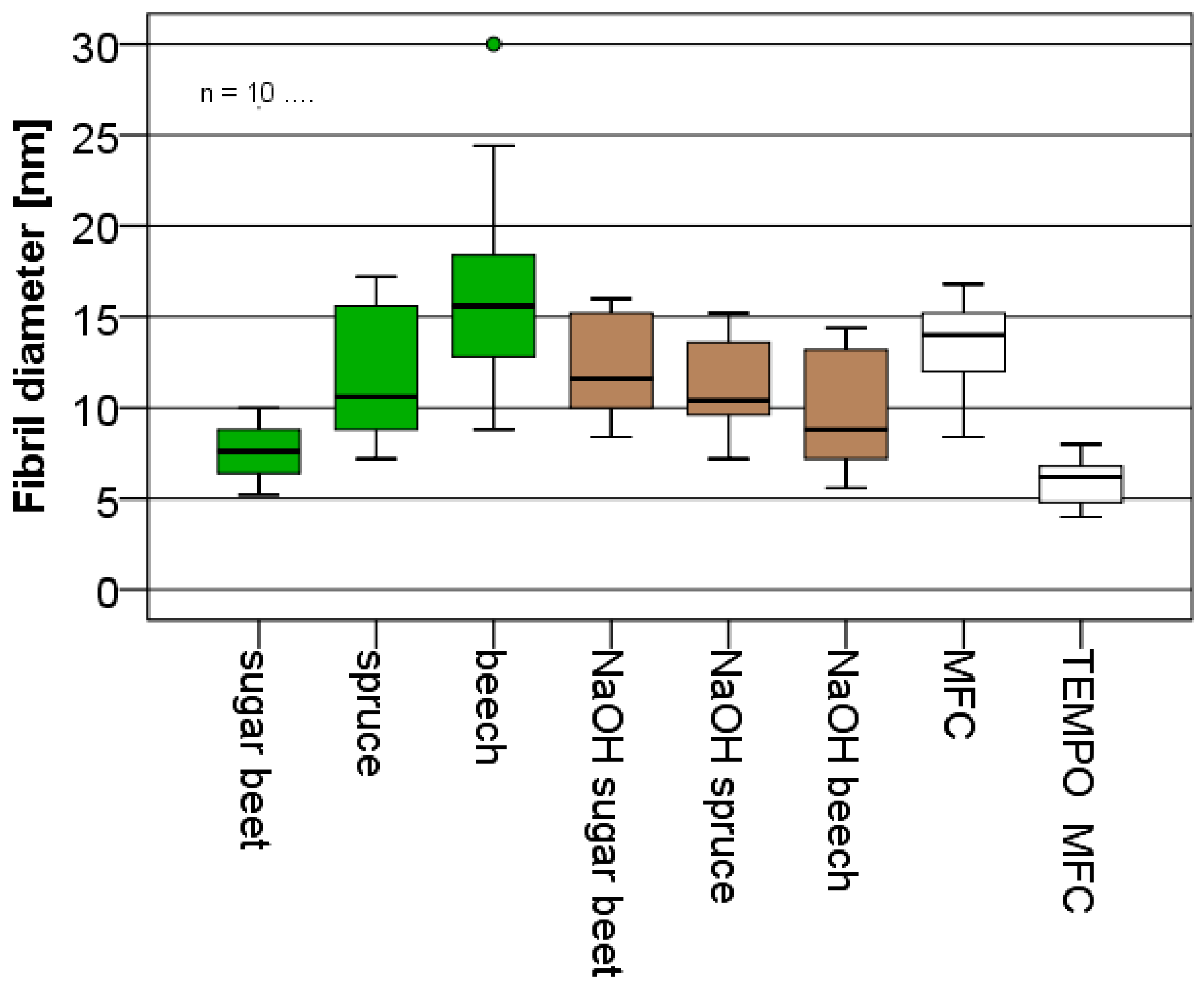
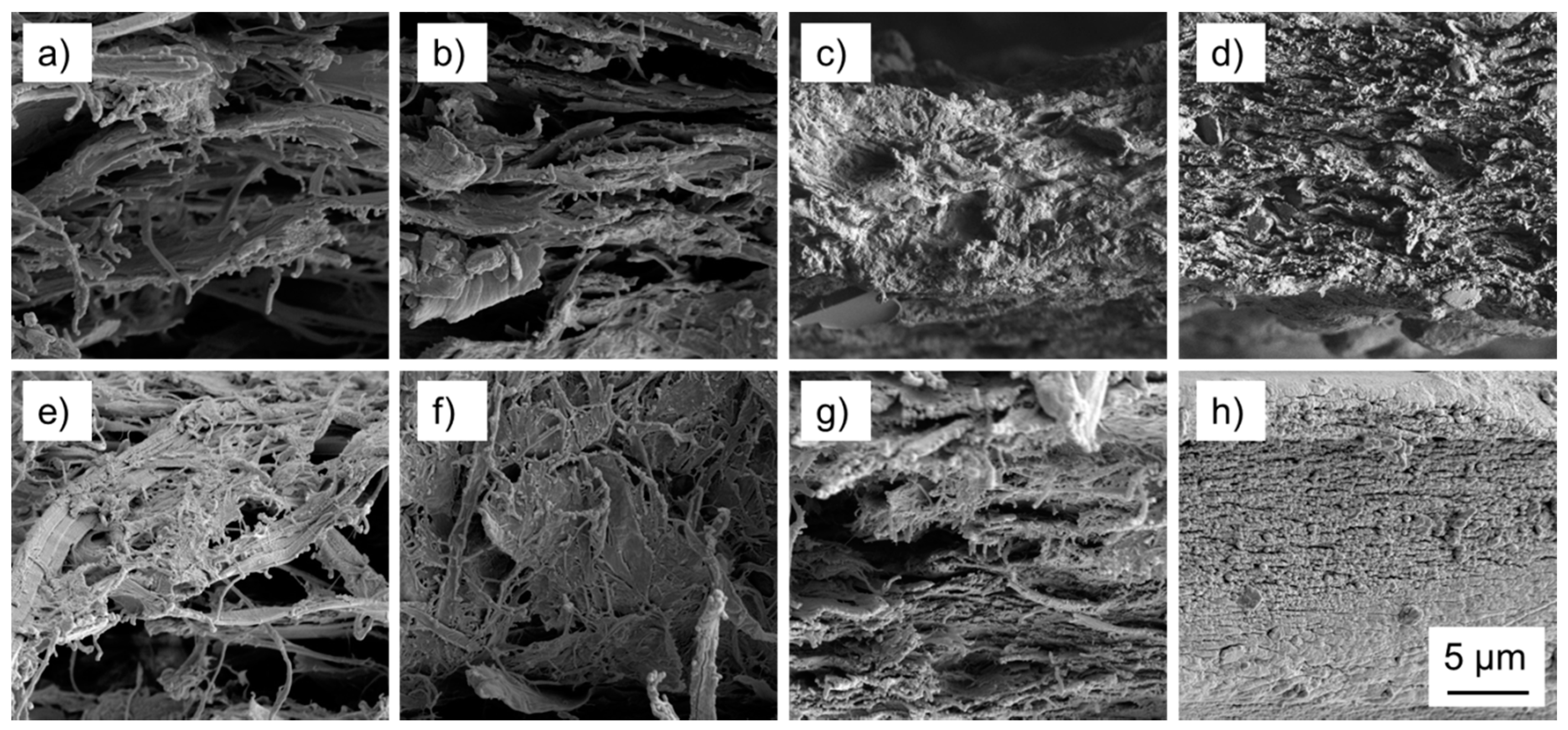
3.1. Microfibrillated Cellulose from Different Raw Materials
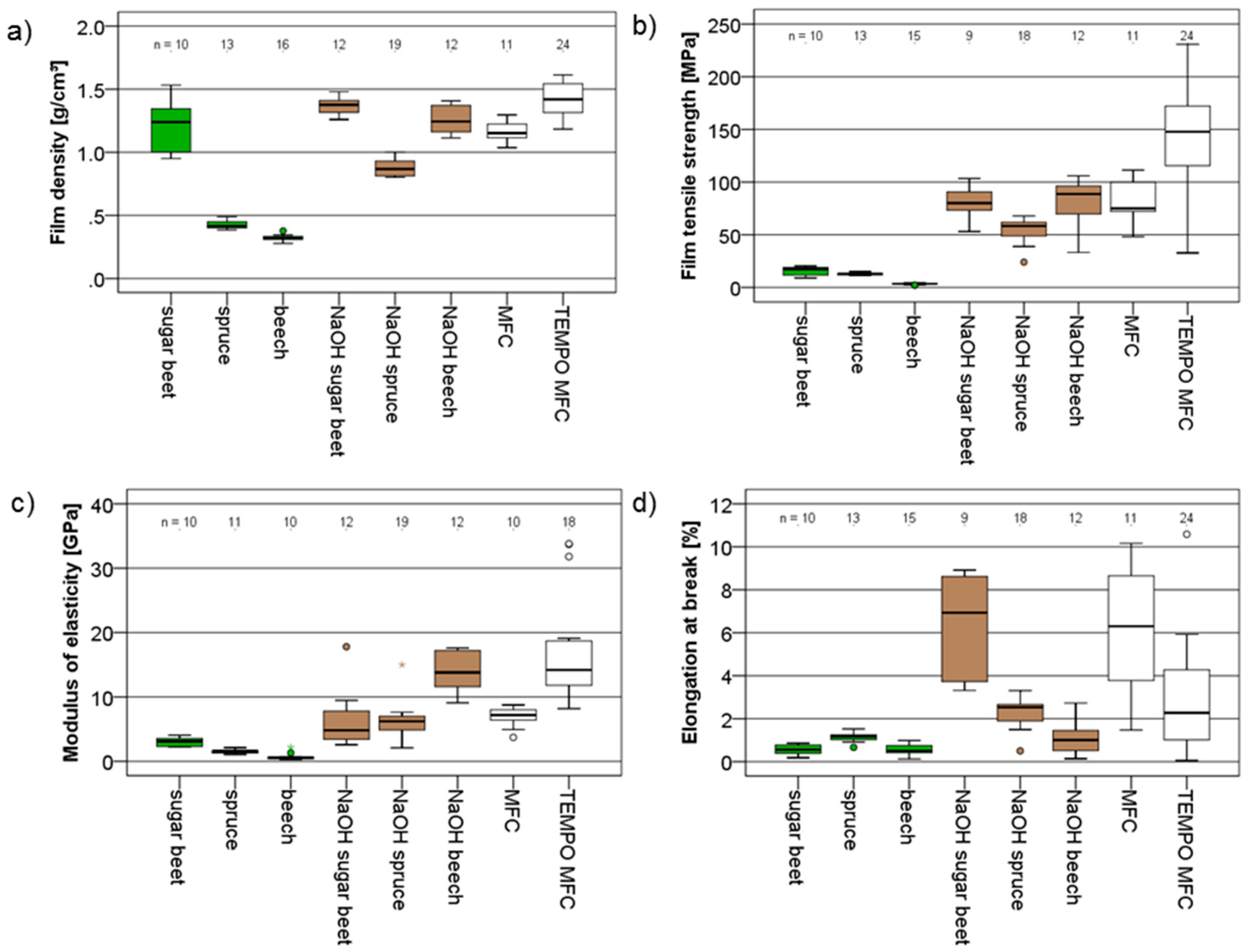
3.2. Nanopapers Prepared from Different Fibrillated Materials
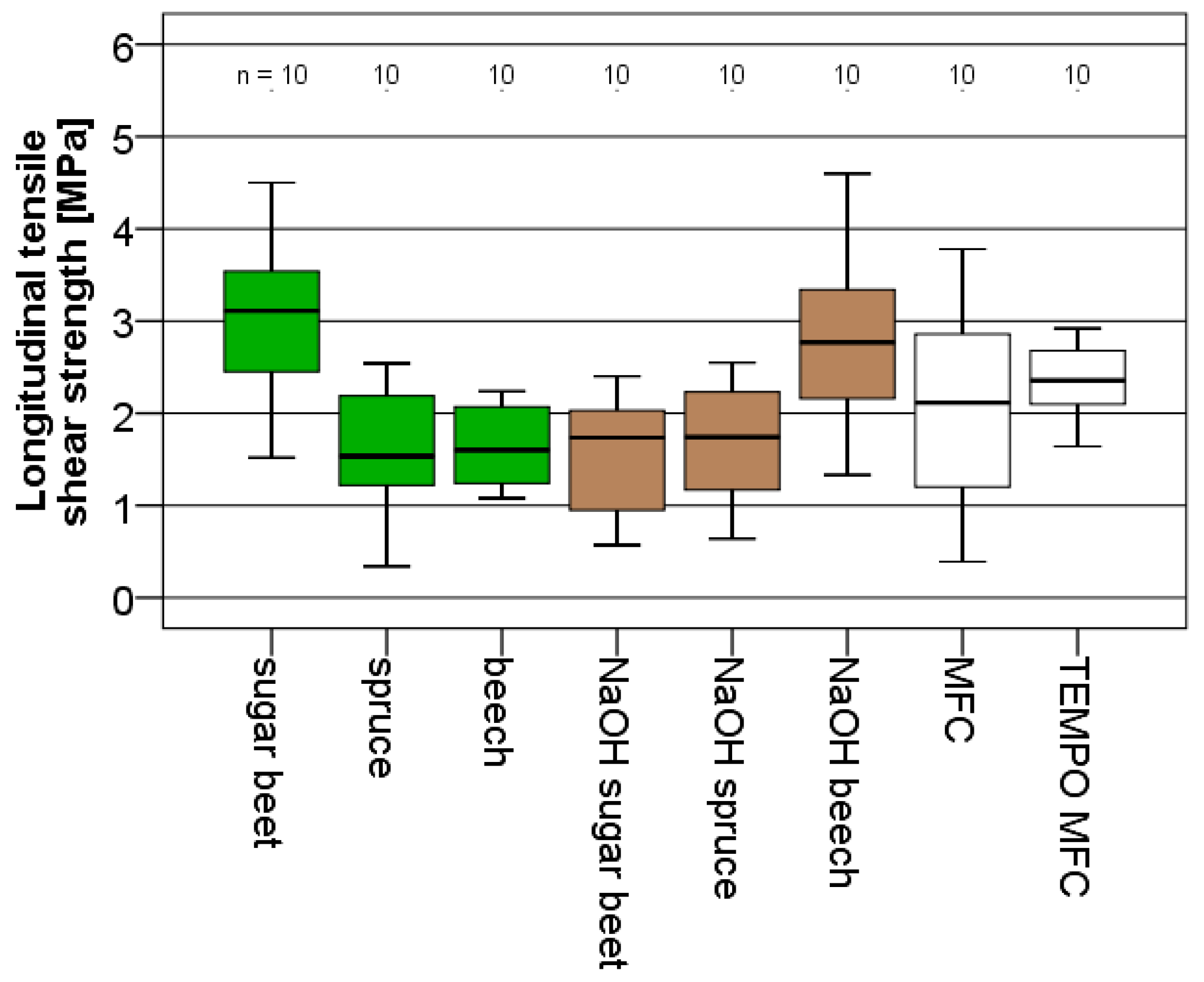
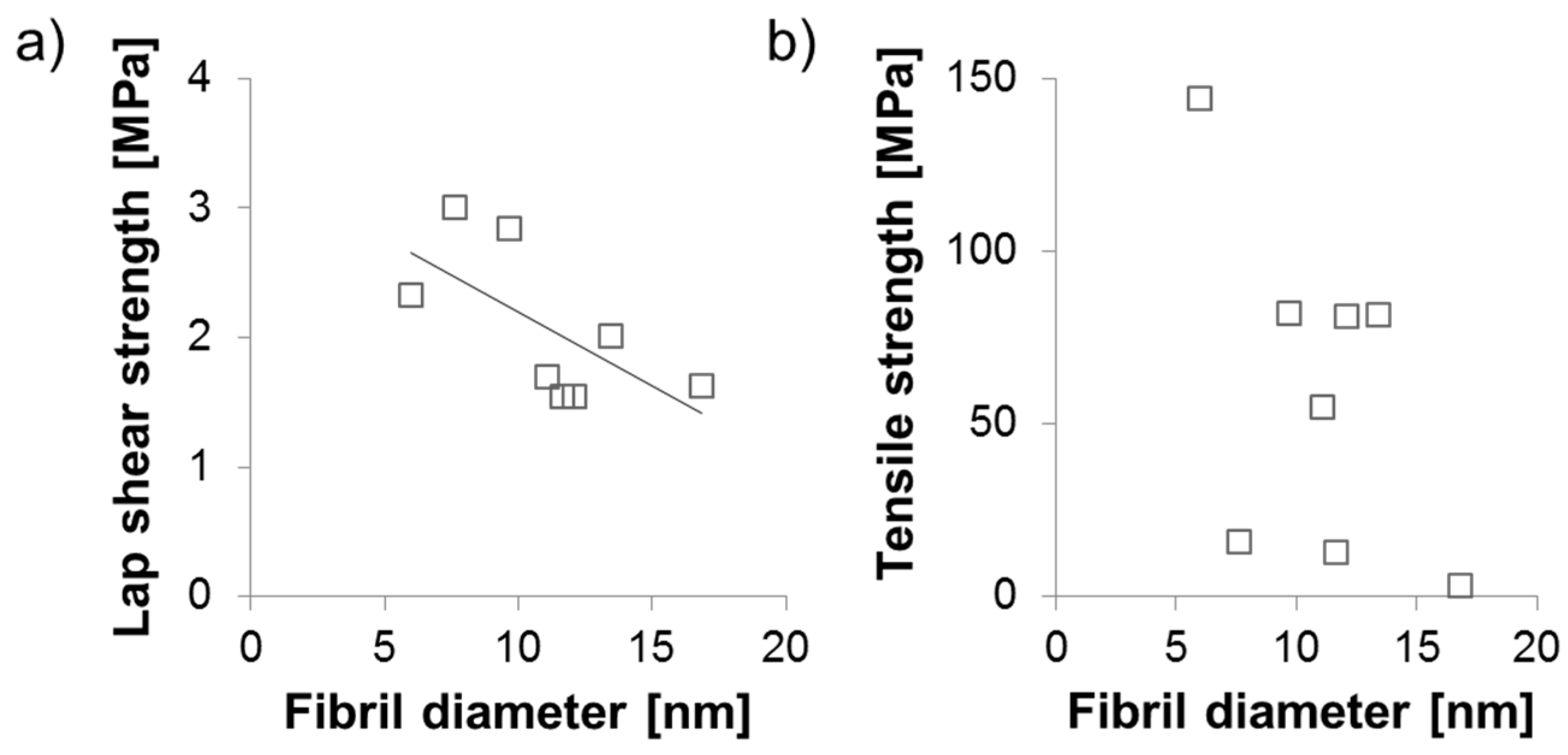
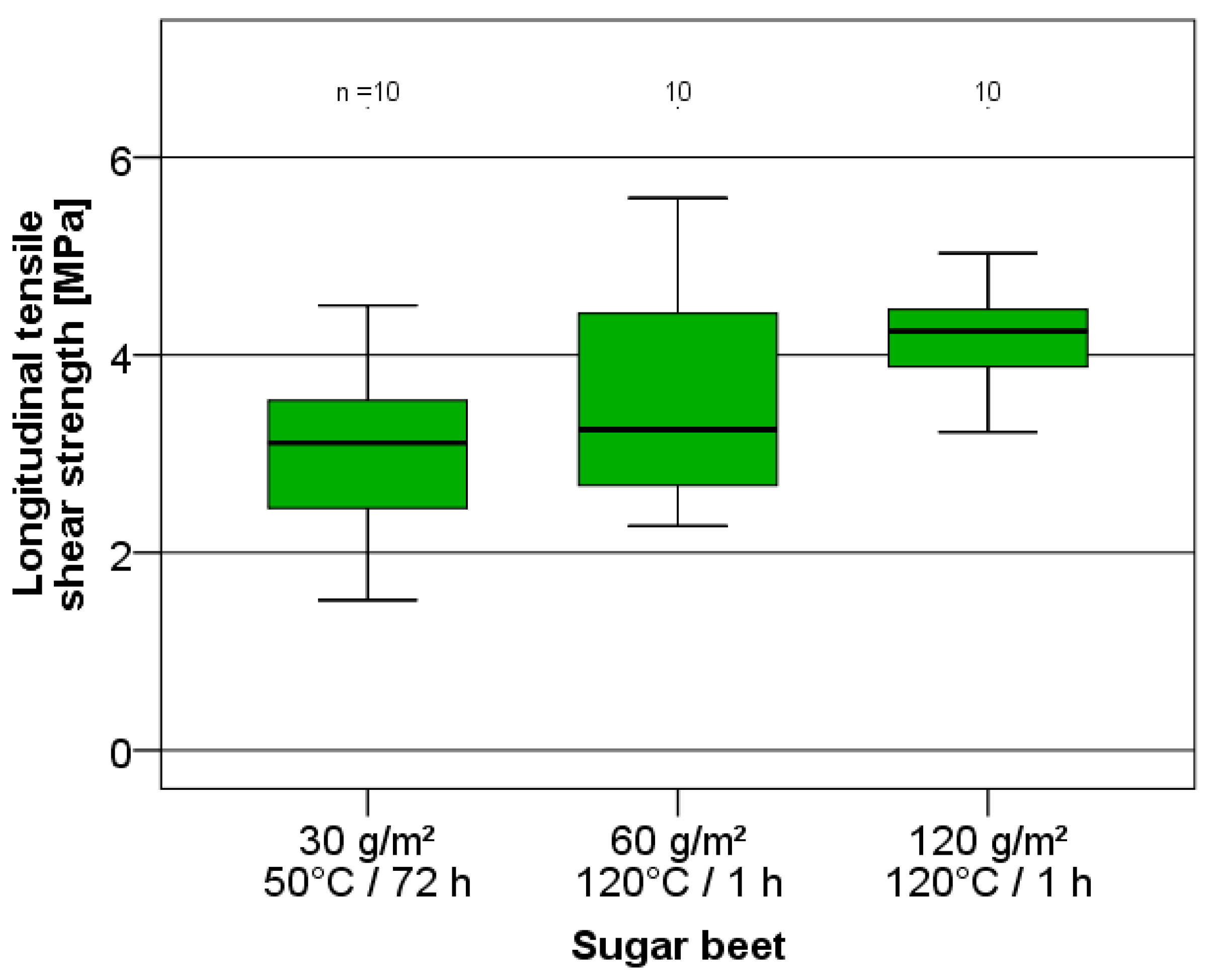
3.3. Adhesive Strength by Lap-Shear Testing
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Pizzi, A. Recent developments in eco-efficient bio-based adhesives for wood bonding: Opportunities and issues. J. Adhes. Sci. Technol. 2006, 20, 829–846. [Google Scholar] [CrossRef]
- Kalami, S.; Arefmanesh, M.; Master, E.; Nejad, M. Replacing 100% of phenol in phenolic adhesive formulations with lignin. J. Appl. Polym. Sci. 2017, 134, 30. [Google Scholar] [CrossRef]
- Pizzi, A. Chemistry and Technology of Cold- and Thermosetting Tannin-Based Exterior Wood Adhesives. Ph.D. Thesis, University of the Orange Free State, Bloemfontein, South Africa, 1978. [Google Scholar]
- Pizzi, A. Research vs. Industrial practice with tannin-based adhesives. In Adhesives from Renewable Resources; American Chemical Society: Washington, DC, USA, 1989; Volume 385, pp. 254–267. [Google Scholar]
- Luckeneder, P.; Gavino, J.; Kuchernig, R.; Petutschnigg, A.; Tondi, G. Sustainable Phenolic Fractions as Basis for Furfuryl Alcohol-Based Co-Polymers and Their Use as Wood Adhesives. Polymers 2016, 8, 15. [Google Scholar] [CrossRef]
- Felby, C.; Hassingboe, J.; Lund, M. Pilot-scale production of fiberboards made by laccase oxidized wood fibers: Board properties and evidence for cross-linking of lignin. Enzyme Microb. Technol. 2002, 31, 736–741. [Google Scholar] [CrossRef]
- Felby, C.; Pedersen, L.S.; Nielsen, B.R. Enhanced auto adhesion of wood fibers using phenol oxidases. Holzforschung 1997, 51, 281–286. [Google Scholar] [CrossRef]
- Felby, C.; Thygesen, L.G.; Sanadi, A.; Barsberg, S. Native lignin for bonding of fiber boards—Evaluation of bonding mechanisms in boards made from laccase-treated fibers of beech (Fagus sylvatica). Ind. Crop. Prod. 2004, 20, 181–189. [Google Scholar] [CrossRef]
- Widsten, P.; Kandelbauer, A. Laccase applications in the forest products industry: A review. Enzyme Microb. Technol. 2008, 42, 293–307. [Google Scholar] [CrossRef]
- Widsten, P.; Laine, J.E.; Tuominen, S.; Qvintus-Leino, P. Effect of high defibration temperature on the properties of medium-density fiberboard (mdf) made from laccase-treated hardwood fibers. J. Adhes. Sci. Technol. 2003, 17, 67–78. [Google Scholar] [CrossRef]
- Widsten, P.; Tuominen, S.; Qvintus-Leino, P.; Laine, J.E. The influence of high defibration temperature on the properties of medium-density fiberboard (mdf) made from laccase-treated softwood fibers. Wood Sci. Technol. 2004, 38, 521–528. [Google Scholar] [CrossRef]
- Van Dam, J.E.G.; van den Oever, M.J.A.; Teunissen, W.; Keijsers, E.R.P.; Peralta, A.G. Process for production of high density/high performance binderless boards from whole coconut husk—Part 1: Lignin as intrinsic thermosetting binder resin. Ind. Crop. Prod. 2004, 19, 207–216. [Google Scholar] [CrossRef]
- Angles, M.N.; Ferrando, F.; Farriol, X.; Salvado, J. Suitability of steam exploded residual softwood for the production of binderless panels. Effect of the pre-treatment severity and lignin addition. Biomass Bioenergy 2001, 21, 211–224. [Google Scholar] [CrossRef]
- Angles, M.N.; Reguant, J.; Montane, D.; Ferrando, F.; Farriol, X.; Salvado, J. Binderless composites from pretreated residual softwood. J. Appl. Polym. Sci. 1999, 73, 2485–2491. [Google Scholar] [CrossRef]
- Suzuki, S.; Shintani, H.; Park, S.Y.; Saito, K.; Laemsak, N.; Okuma, M.; Iiyama, K. Preparation of binderless boards from steam exploded pulps of oil palm (elaeis guineensis jaxq.) fronds and structural characteristics of lignin and wall polysaccharides in steam exploded pulps to be discussed for self-bindings. Holzforschung 1998, 52, 417–426. [Google Scholar] [CrossRef]
- Velasquez, J.A.; Ferrando, F.; Salvado, J. Effects of kraft lignin addition in the production of binderless fiberboard from steam exploded miscanthus sinensis. Ind. Crop. Prod. 2003, 18, 17–23. [Google Scholar] [CrossRef]
- Lamaming, J.; Sulaiman, O.; Sugimoto, T.; Hashim, R.; Said, N.; Sato, M. Influence of chemical components of oil palm on properties of binderless particleboard. Bioresources 2013, 8, 3358–3371. [Google Scholar] [CrossRef]
- Ellis, S.; Paszner, L. Activated self-bonding of wood and agricultural residues. Holzforschung 1994, 48, 82–90. [Google Scholar] [CrossRef]
- Zhang, D.H.; Zhang, A.J.; Xue, L.X. A review of preparation of binderless fiberboards and its self-bonding mechanism. Wood Sci. Technol. 2015, 49, 661–679. [Google Scholar] [CrossRef]
- Mobarak, F.; Fahmy, Y.; Augustin, H. Binderless lignocellulose composite from bagasse and mechanism of self-bonding. Holzforschung 1982, 36, 131–135. [Google Scholar] [CrossRef]
- Jost, J.; Runkel, R. Verfahren und Vorrichtung zur Herstellung von Formlingen aus Holz, Holzabfaellen oder verholzten Pflanzenteilen unter Druck bei hoeheren Temperaturen. German Patent DE000000841055B, 2 November 1948. [Google Scholar]
- Osong, S.H.; Norgren, S.; Engstrand, P. Processing of wood-based microfibrillated cellulose and nanofibrillated cellulose, and applications relating to papermaking: A review. Cellulose 2015, 23, 93–123. [Google Scholar] [CrossRef]
- Boufi, S.; González, I.; Delgado-Aguilar, M.; Tarrès, Q.; Pèlach, M.À.; Mutjé, P. Nanofibrillated cellulose as an additive in papermaking process: A review. Carbohydr. Polym. 2016, 154, 151–166. [Google Scholar] [CrossRef] [PubMed]
- Yousefi Shivyari, N.; Tajvidi, M.; Bousfield, D.W.; Gardner, D.J. Production and characterization of laminates of paper and cellulose nanofibrils. ACS Appl. Mater. Interfaces 2016, 8, 25520–25528. [Google Scholar] [CrossRef] [PubMed]
- Tajvidi, M.; Gardner, D.J.; Bousfield, D.W. Cellulose nanomaterials as binders: Laminate and particulate systemscellulose nanomaterials as binders: Laminate and particulate systems. J. Renew. Mater. 2016, 4, 365–376. [Google Scholar] [CrossRef]
- Arevalo, R.; Peijs, T. Binderless all-cellulose fibreboard from microfibrillated lignocellulosic natural fibres. Compos. A Appl. Sci. Manuf. 2016, 83, 38–46. [Google Scholar] [CrossRef]
- Leitner, J.; Hinterstoisser, B.; Wastyn, M.; Keckes, J.; Gindl, W. Sugar beet cellulose nanofibril-reinforced composites. Cellulose 2007, 14, 419–425. [Google Scholar] [CrossRef]
- Saito, T.; Hirota, M.; Tamura, N.; Kimura, S.; Fukuzumi, H.; Heux, L.; Isogai, A. Individualization of nano-sized plant cellulose fibrils by direct surface carboxylation using tempo catalyst under neutral conditions. Biomacromolecules 2009, 10, 1992–1996. [Google Scholar] [CrossRef] [PubMed]
- Saito, T.; Hirota, M.; Tamura, N.; Isogai, A. Oxidation of bleached wood pulp by tempo/naclo/naclo2 system: Effect of the oxidation conditions on carboxylate content and degree of polymerization. J. Wood Sci. 2010, 56, 227–232. [Google Scholar] [CrossRef]
- CEN. Adhesives for Load-Bearing Timber Structures—Test Methods—Part 1: Determination of Longitudinal Tensile Shear Strength; EN 302-1:2013; UNMZ: Prague, Czech Republic, 2013. [Google Scholar]
- Henriksson, M.; Berglund, L.A.; Isaksson, P.; Lindstrom, T.; Nishino, T. Cellulose nanopaper structures of high toughness. Biomacromolecules 2008, 9, 1579–1585. [Google Scholar] [CrossRef] [PubMed]
- Ferrer, A.; Quintana, E.; Filpponen, I.; Solala, I.; Vidal, T.; Rodriguez, A.; Laine, J.; Rojas, O.J. Effect of residual lignin and heteropolysaccharides in nanofibrillar cellulose and nanopaper from wood fibers. Cellulose 2012, 19, 2179–2193. [Google Scholar] [CrossRef]
- Henniges, U.; Veigel, S.; Lems, E.M.; Bauer, A.; Keckes, J.; Pinkl, S.; Gindl-Altmutter, W. Microfibrillated cellulose and cellulose nanopaper from miscanthus biogas production residue. Cellulose 2014, 21, 1601–1610. [Google Scholar] [CrossRef]
- Dinand, E.; Chanzy, H.; Vignon, M.R. Suspensions of cellulose microfibrils from sugar beet pulp. Food Hydrocoll. 1999, 13, 275–283. [Google Scholar] [CrossRef]
- Hietala, M.; Sain, S.; Oksman, K. Highly redispersible sugar beet nanofibers as reinforcement in bionanocomposites. Cellulose 2017, 24, 2177–2189. [Google Scholar] [CrossRef]
- Gindl-Altmutter, W.; Veigel, S.; Obersriebnig, M.; Tippelreither, C.; Keckes, J. High-modulus oriented cellulose nanopaper. In Functional Materials from Renewable Sources; Liebner, F., Rosenau, T., Eds.; American Chemical Society: Washington, DC, USA, 2012; Volume 1107, pp. 3–16. [Google Scholar]
- Sehaqui, H.; Mushi, N.E.; Morimune, S.; Salajkova, M.; Nishino, T.; Berglund, L.A. Cellulose nanofiber orientation in nanopaper and nanocomposites by cold drawing. ACS Appl. Mater. Interfaces 2012, 4, 1043–1049. [Google Scholar] [CrossRef] [PubMed]
- Lindström, T. Aspects on nanofibrillated cellulose (nfc) processing, rheology and nfc-film properties. Curr. Opin. Colloid Interface Sci. 2017, 29, 68–75. [Google Scholar] [CrossRef]
- Konnerth, J.; Gindl, W.; Harm, M.; Müller, U. Comparing dry bond strength of spruce and beech wood glued with different adhesives by means of scarf- and lap joint testing method. Holz als Roh- und Werkstoff 2006, 64, 269–271. [Google Scholar] [CrossRef]
- Gardner, D.J.; Blumentritt, M.; Wang, L.; Yildirim, N. Adhesion theories in wood adhesive bonding. In Progress in Adhesion and Adhesives; John Wiley & Sons, Inc.: San Francisco, CA, USA, 2015; pp. 125–168. [Google Scholar]
- Gardner, D.J.; Oporto, G.S.; Mills, R.; Samir, M. Adhesion and surface issues in cellulose and nanocellulose. J. Adhes. Sci. Technol. 2008, 22, 545–567. [Google Scholar] [CrossRef]
- Gregorova, A.; Wimmer, R.; Hrabalova, M.; Koller, M.; Ters, T.; Mundigler, N. Effect of surface modification of beech wood flour on mechanical and thermal properties of poly (3-hydroxybutyrate)/wood flour composites. Holzforschung 2009, 63, 565–570. [Google Scholar] [CrossRef]
- Tondi, G.; Wieland, S.; Wimmer, T.; Schnabel, T.; Petutschnigg, A. Starch-sugar synergy in wood adhesion science: Basic studies and particleboard production. Eur. J. Wood Wood Prod. 2012, 70, 271–278. [Google Scholar] [CrossRef]
- Wang, Z.J.; Li, Z.F.; Gu, Z.B.; Hong, Y.; Cheng, L. Preparation, characterization and properties of starch-based wood adhesive. Carbohydr. Polym. 2012, 88, 699–706. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| CODE | Chemical treatment prior to fibrillation |
|---|---|
| sugar beet | no treatment |
| spruce | |
| beech | |
| MFC | |
| NaOH sugar beet | NaOH extraction + NaClO2 bleaching |
| NaOH spruce | NaOH extraction |
| NaOH beech | |
| TEMPO MFC | oxidation by TEMPO/NaClO/NaClO2 system |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pinkl, S.; Veigel, S.; Colson, J.; Gindl-Altmutter, W. Nanopaper Properties and Adhesive Performance of Microfibrillated Cellulose from Different (Ligno-)Cellulosic Raw Materials. Polymers 2017, 9, 326. https://doi.org/10.3390/polym9080326
Pinkl S, Veigel S, Colson J, Gindl-Altmutter W. Nanopaper Properties and Adhesive Performance of Microfibrillated Cellulose from Different (Ligno-)Cellulosic Raw Materials. Polymers. 2017; 9(8):326. https://doi.org/10.3390/polym9080326
Chicago/Turabian StylePinkl, Stefan, Stefan Veigel, Jérôme Colson, and Wolfgang Gindl-Altmutter. 2017. "Nanopaper Properties and Adhesive Performance of Microfibrillated Cellulose from Different (Ligno-)Cellulosic Raw Materials" Polymers 9, no. 8: 326. https://doi.org/10.3390/polym9080326
APA StylePinkl, S., Veigel, S., Colson, J., & Gindl-Altmutter, W. (2017). Nanopaper Properties and Adhesive Performance of Microfibrillated Cellulose from Different (Ligno-)Cellulosic Raw Materials. Polymers, 9(8), 326. https://doi.org/10.3390/polym9080326