1. Introduction
In recent years, the high-tech manufacturing industry has been overwhelmed by the rapid advances in technology. Low contamination processing and high yield rates have become crucial issues in semiconductor, bio-tech, and pharmaceutical companies. Therefore, clean rooms play a major role due to severe environment regulations. In particular, products of extremely small dimensions are required and need to be manufactured with high accuracy in a clean room with a high degree of standards. Clean rooms are large enclosures where the air purity is maintained to a required (or designed) level by using high air exchange rates. Obtaining a high degree of cleanliness in such large volumes using air circulation and ventilation devices results in high operating expenses [
1,
2]. Therefore, manufacturers are much more interested in mini-environments, which are small spaces designed to deliver a localized clean air flow around sensitive products [
3]. To reduce the possibility of contaminants, a mini-environment enclosure has been developed to effectively control residual particles. This enclosure isolates the stocker in a small area with highly purified air. This area may be equivalent to a class 1 clean room or higher, in comparison to the surrounding class 1000 or class 10,000 regions.
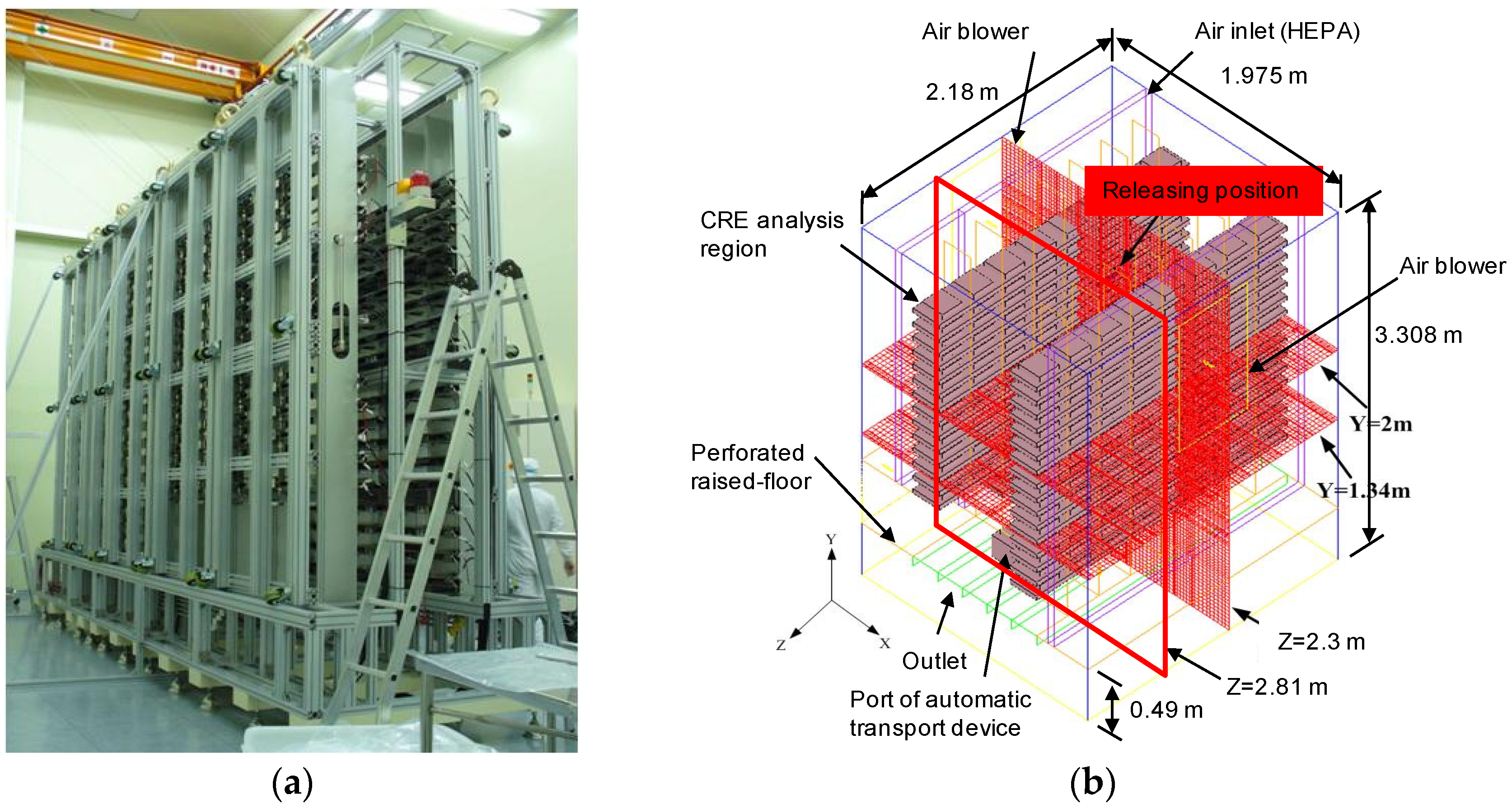
A reticle stocker is generally installed in a clean room or in a so-called mini- environment with a higher degree of cleanliness. A reticle stocker consists of a frame structure, filtration and ventilation systems, reticle boxes, and a moving crane that transfers the reticles to designated positions during operations. A moving crane, a reticle or photo-mask transportation system, or a so-called automatic guided vehicle (AGV) can move through the stocker to perform needed operations on a sequence of reticle boxes. To maintain the cleanliness of the reticle stocker, the flow of air must be uniform to prevent expanding or disturbing the environmental flow fields. Most of the contamination sources inside the stocker can be expelled by clean air but a few particles may be floating and trapped in the reverse flow regions. Particularly when the flow fields are agitated by a moving crane with various transfer speeds and air changes per hour (ACH) from the infiltration systems, contaminant control becomes a significant problem for manufacturing processes. It is thus necessary to investigate the characteristics of flow fields inside the stocker based on various moving crane speeds and inlet velocities of clean air. Although chemical vapors can be filtered by adding a fan filter unit (FFU), the filter efficacy is limited, and airborne molecular contaminants (AMCs) are the major target to be controlled. AMCs [
4] have been described and categorized as acids, bases, condensable organisms, and dopants. Murakami et al. [
5,
6] conducted a numerical and experimental study of flow and contaminant diffusion fields affected by flow obstacles in a conventional-flow-type clean room. Their results showed that obstacles increased the complexity of the flow field and produced diffusing contaminants in a clean room. The concentration of contaminants increases and accumulates in the turbulent regions, and the design of distribution obstacles has no effect on the velocity field, but it is of great influence on the diffusing contaminant distributions.
Kanayama et al. [
7,
8] employed an upwind finite element method to compute the flow variation in a clean room caused by a moving AGV. The results showed that the downwash airflow could prevent the formation of a recirculation zone behind the AGV as it moved with accelerated, decelerated, and constant velocities. However, the AGV actually remained stationary in their studies. The motion of the AGV was simulated to alter the air flow velocities, which deviates from the real-world application. Using the Lagrangian-Eulerian approach coupled with a moving mesh, Yang et al. [
9] investigated the characteristics of the induced flow behind a moving AGV. They found that particles appeared around the AGV and wafer carrier for two different AGV moving velocities and wafer carrier locations. Another study by Yang et al. [
10] demonstrated that particle contaminants are of a significant concern owing to the movement of operators in a clean room. Lin et al. [
11] investigated the flow patterns on maintaining the air quality for a thin-film-transistor liquid-crystal-display (TFT-LCD) panel delivery facility in a clean room. They reported that increasing the air velocity of the FFU can enhance the contaminant removal performance and suggested the moving velocity of the delivery facility should be at 0.16 m/s.
Hu et al. [
12] conducted an experiment in a clean room to study the characteristics of its flow field. By applying an ultra-sonic air flow meter to measure three axial velocities, the index quantities are described by the velocity vector, turbulent intensity, and turbulent energy. Their results showed the non-uniformity in velocity and oblique angle to be 13% and 7.9°, respectively. The obstacles in a clean room can cause an increase in these two quantities. Thus, the upward and downward airflow near obstacles induce vortices in the clean room, which results in the expansion of the diffuse contaminants. Noh et al. [
13] applied a computational fluid dynamic (CFD) method to the airflow and dynamic cross-contamination in a clean room for a photolithography process. It showed that the uniformity in the airflow is affected by the perforated raised-floor of a clean room as well as the regulating damper. Moreover, Chen et al. [
14] presented numerical and experimental results to illustrate the dispersion of gas pollutants in an FFU clean room. A spectrometer was used to measure the concentrated distribution of contaminants, and the results indicated that the concentrated contaminant is determined by its released time and external airflow. A longer release time caused a higher concentration of contaminants, but more external air caused a lower concentration of contaminants. The detailed characteristics of a flow field and particle transport induced by the interaction between downwash air flow and a moving object in mini-environments was studied by Tsao et al. [
15] with the help of experiments. Hu et al. [
16] proposed a fan dry coil unit (FDCU) system and compared its contaminant removal performance with a conventional wall-return ventilation system in a cleanroom. Their experimental results demonstrated that the FDCU-return system removed about 60% more particles from the cleanroom, compared to the conventional system.
Depending on the cleanliness of a clean room, the conventional manpower used in operating and transporting tasks is gradually being replaced by the use of the automatic machines. Meanwhile, as the airflow direction in a clean room shifts from conventional non-single to single or complex flow types, a standard mechanical interface with a completely isolated type should be developed. The residual contaminants inside the clean room become a cause for concern. However, research that analyzes and investigates the transient simulation of airflow around moving obstacles is relatively rare. In this study, a numerical simulation is used to analyze the unsteady flow fields of a stocker with a moving crane (at different speeds) in a clean room. The contaminant removal rate is also examined by varying inlet velocities of clean air and adjusting the reticles coverage in sequences in the stocker. The characteristics of reticle stocker flow fields and the particle distributions are investigated under different conditions.
3. Results and Discussion
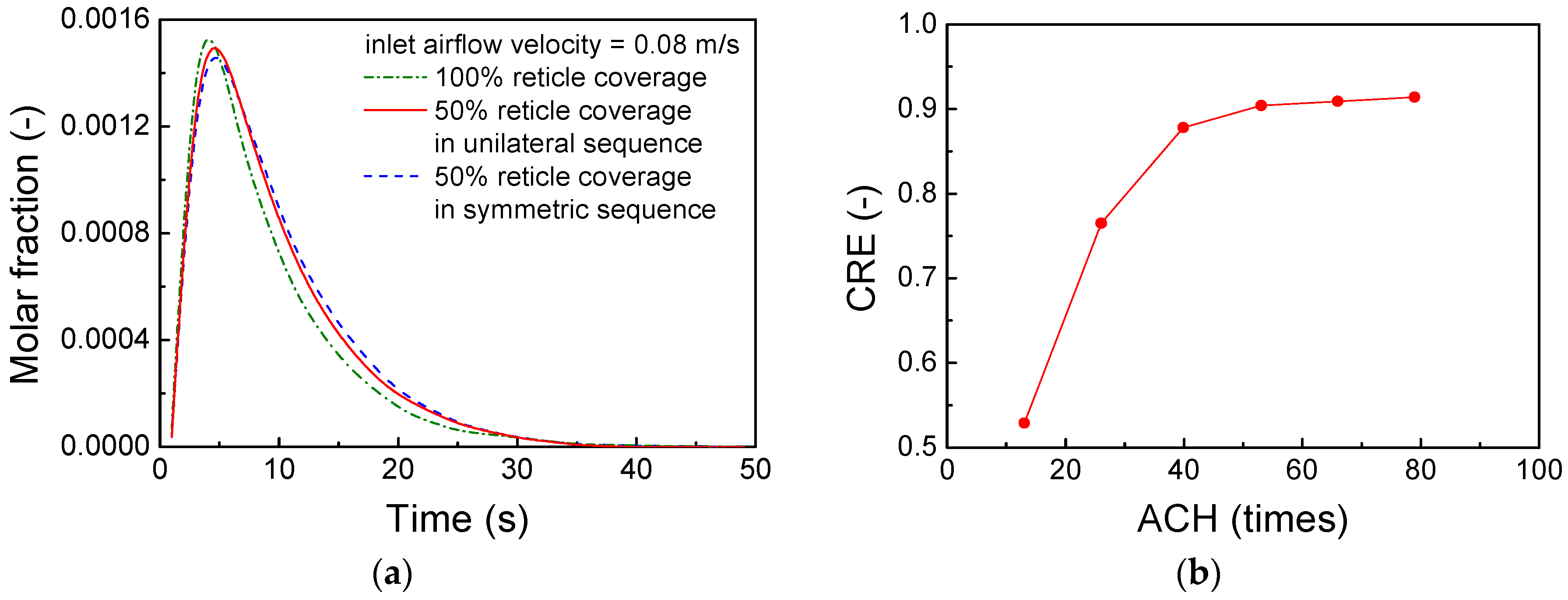
In the present study, three types of reticle arrangement positions were studied when the inlet airflow velocity was set to 0.08 m/s: (a) 100% reticle coverage; (b) 50% reticle coverage in symmetric sequence where half were placed from the left- and right-hand side of the stocker; and (c) 50% reticle coverage in unilateral sequence. The evolution of the contaminant concentration is shown in
Figure 5a. The results indicate that the molar concentrations of the contaminant increased rapidly after releasing the contaminant (at
t = 1 s) and reached its maximum value (about 0.0015) at about
t = 5 s. However, after reaching the maximum molar concentration, the contaminant concentrations decreased dramatically until approaching the constant value of about zero degree for the three studied cases. This indicates that the CREs for different cases are similar after 25 s. In addition, the stocker was not fully filled with reticles for the practical application; thus, a symmetric arrangement has a better CRE (i.e., with the small value of the maximum molar fraction) than the unilateral case when the boxes are transferred during the processes. However, it is evident that the difference in the contaminant concentration for both cases of symmetric and unilateral sequences was quite small. In the rest of the studied cases, the geometric arrangement was employed.
Figure 5b presents the CRE as a function of the ACH. The results show that the CRE significantly improved (i.e., a contaminant region was reduced) by increasing the ACH, especially under the small ACH conditions. For example, the CRE increased rapidly from 0.53 to 0.88 as the ACH increased from 13 to 40. However, when the ACH was greater than 40 (corresponding to an inlet airflow velocity of 0.12 m/s), the CRE changed insignificantly, indicating that the reticle boxes were not a major cause of contamination. Specifically, the CRE increased by only 3% (from 0.88 to 0.91) while the ACH increased from 40 to 80; however, the operating cost of the HEPA would increase significantly. This result indicates that a minimum contaminant region can be achieved at a given ACH of 40.
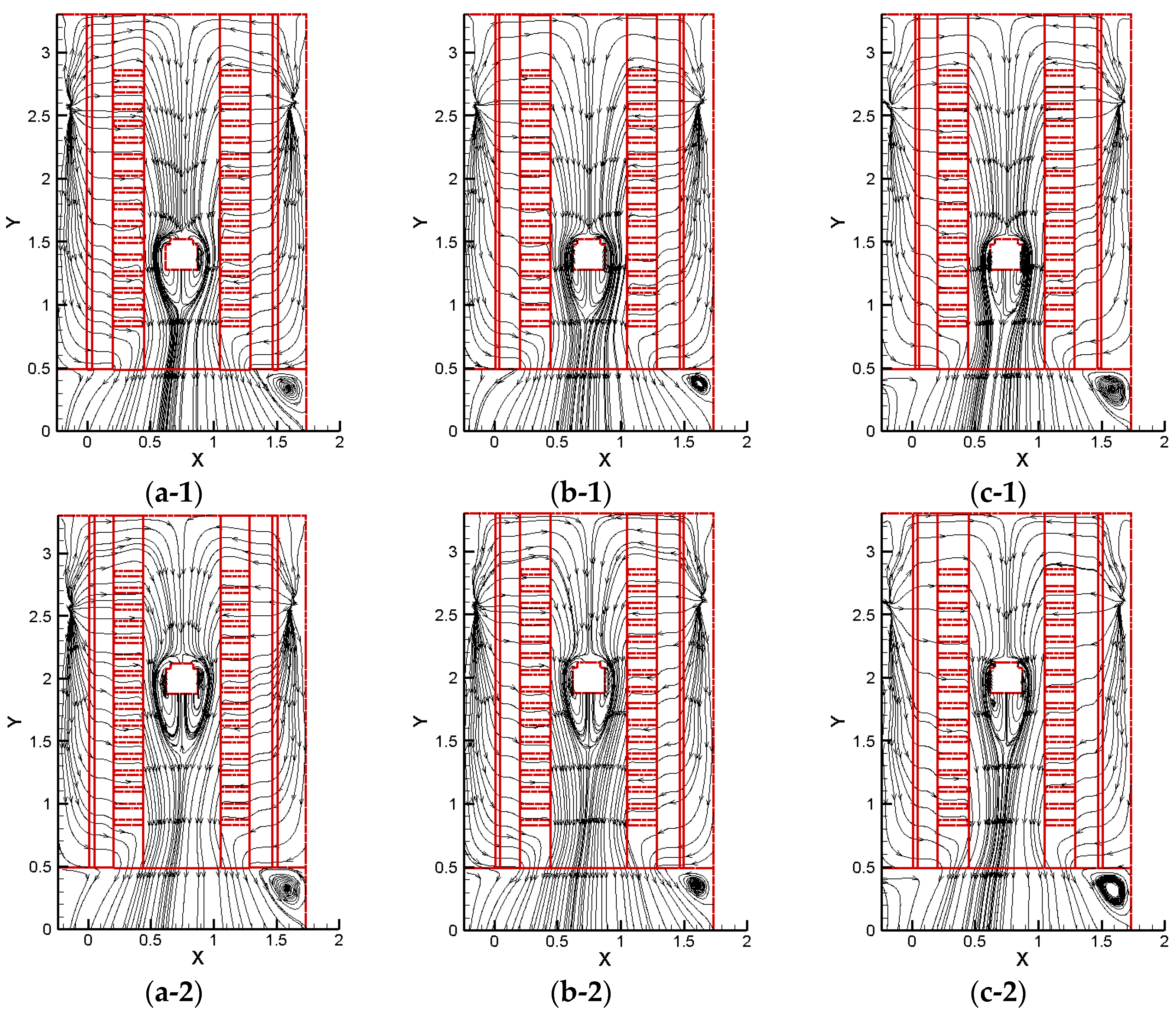
Figure 6 shows the evolution of airflow distributions in the
X–Y cross section while the crane moved along the
Y axis at different locations. In this case, the crane’s velocity was set to be 0.4 m/s; the inlet airflow velocities of (a) 0.08 m/s, (b) 0.12 m/s, and (c) 0.16 m/s were applied for the transient numerical simulation. An observation plane was at
Z = 2.81 m, as indicated in
Figure 1b.
Figure 6 indicates that when airflow above the crane was driven and moved upward, the compressed air was immediately expelled by the convective air at the bottom of the stocker. Thus, contaminants were not allowed to remain in those regions. Because of the low pressure at the bottom of the stocker, vortices were generated, circulating air in the nearby regions. As the inlet airflow velocity increased, inertia would be expected to increase and viscosity would be forced to decrease. The space on both sides of the vortex was compressed to a narrow pathway; therefore, the probability of drawing contaminants into the stocker became very small.
To investigate the distribution of the released particle in the stocker, it is assumed that particles were induced by the crane moving along the
Y axis. At different inlet airflow velocities, the crane was assumed to move vertically at 0.4 m/s along the
Y axis; at a predetermined time, 10,000 particles with a diameter of 0.01 μm were released from the bottom at the position
Y = 0.68 m. The particle release position is shown in
Figure 2b.
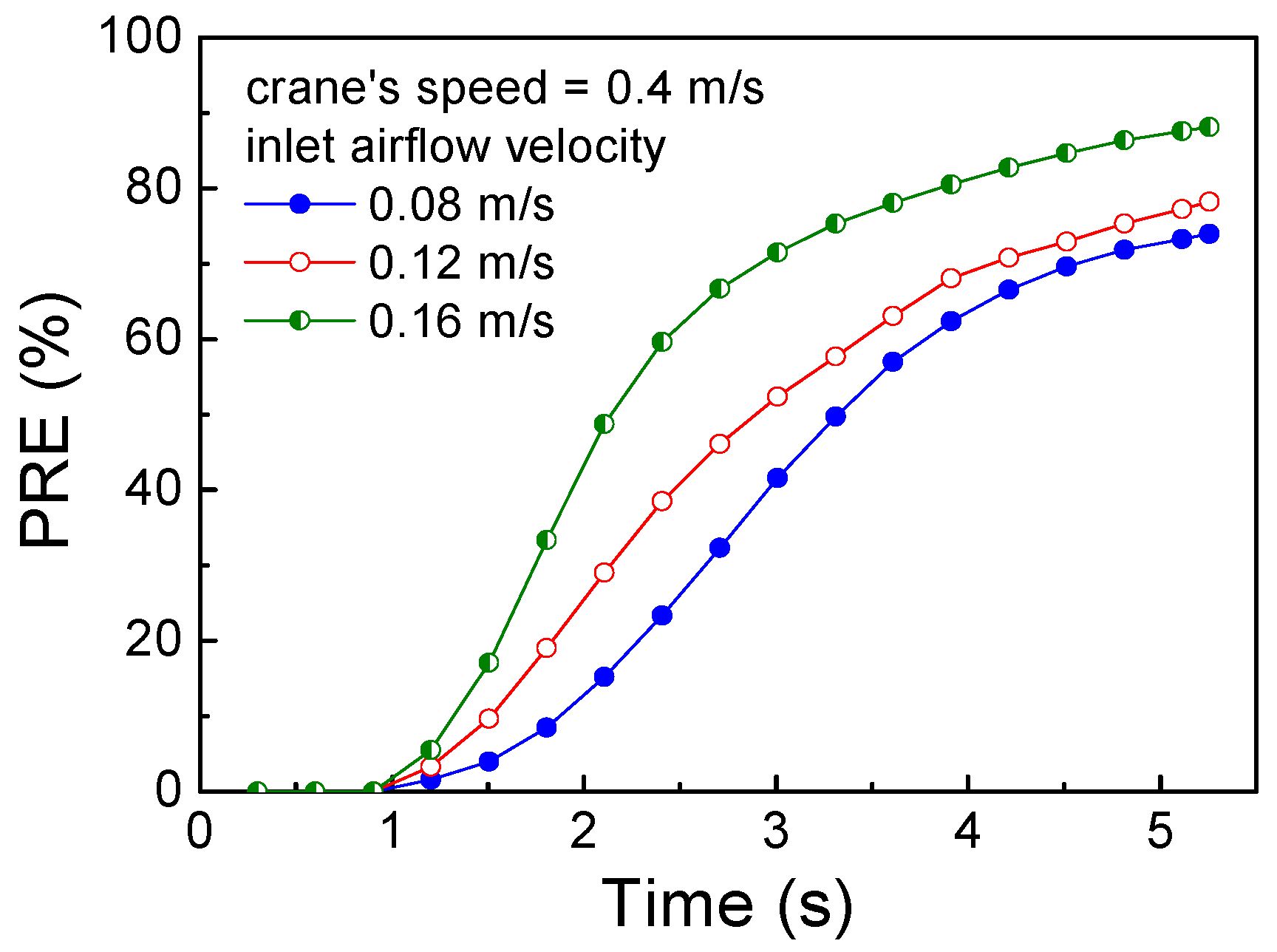
Figure 7 shows the manner in which the particle removal efficiency (PRE) varied with time when the crane speed was at 0.4 m/s and when the inlet airflow velocity varied from 0.08 to 0.16 m/s. Here, the PRE is defined as follows
where
n0 is the initial number of the particles in the stocker, and
np stands for the number of the particles that are still in the stocker.
Figure 7 shows that the PREs increased rapidly from
t = 1 s to 3 s, and then increased gradually until approaching the constant level for the three studied conditions. In addition, the results clearly demonstrate that an increase in the inlet airflow velocity significantly accelerated the removal of contaminant particles. Specifically, the PRE approximated to 90% after 5 s when the inlet airflow velocity was 0.16 m/s. However, the PREs were only 74% and 78%, respectively, for the airflow with the velocity of 0.08 and 0.12 m/s. Regarding the effect of transient variations in particles and flow fields, the results demonstrate that a higher inlet airflow velocity led to a higher CRE (or PRE).
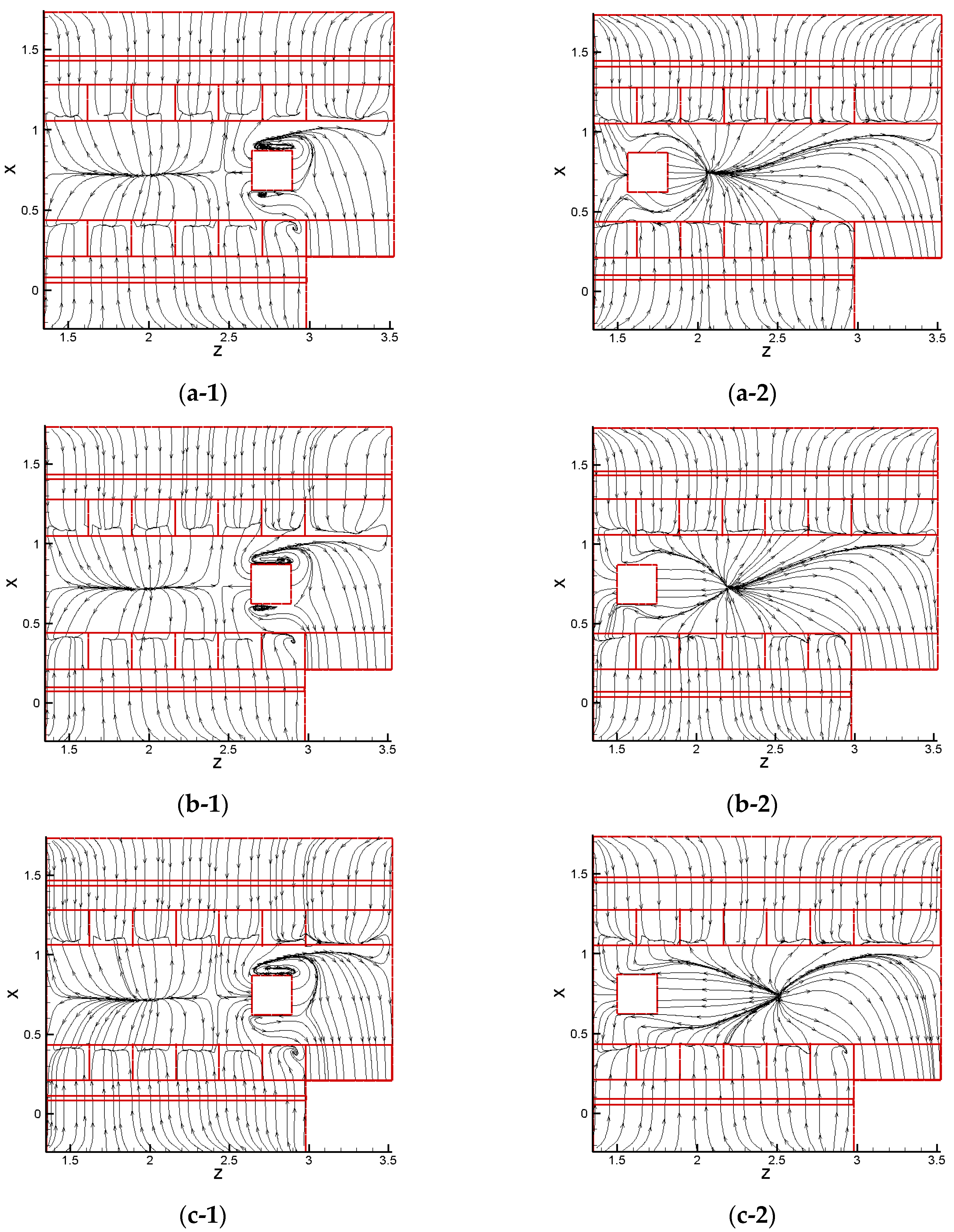
Figure 8 presents the evolution of airflow distributions in the
X-Z cross section when the crane moved along the
Z axis with a velocity of (a) 0.3 m/s; (b) 0.4 m/s; and (c) 0.6 m/s. The inlet airflow velocity was set to be 0.12 m/s for this studied case. The reticles were assumed to be arranged in symmetric sequences for this simulation. To observe the three-dimensional behavior of this simulation, the cross section at
Y = 0.77 m was selected for examination. The crane’s position related to the
X-Z cross section was also at
Y = 0.77 m, which is a typical location of the crane and is very close to the perforated raised-floor (i.e.,
Y = 0.49 m). The crane moved along the
Z axis (from
Z = 2.81 to 0.06 m) with varying speeds. As can be seen in
Figure 8, although the crane just starts to move, the front side of the fluid (ambient air) is compressed by the solid boundaries of the crane. The fluid is pushed forward to flow around the crane; therefore, the air flows around the back of the moving crane, resulting in vortices. Similarly, as stated in previous discussions,
Figure 8(a-2–c-2) demonstrates that the flow rate was sufficient to fill the back space and surroundings of the moving crane; thus, vortices at the two sides of the crane disappeared. When the crane moved for 1.2 m along the
Z axis while traveling at different velocities, the airflow behind it was drawn into the space to form a wake. It is also interesting to find that those streamlines in both the front and back region of the crane appeared to radiate, which is because the air supplied from the ceiling flowed downward in the beginning, and then outward while approaching the raised-floor. In such a scenario, there is a possibility that contaminants may be drawn into the flow field for which the airflow diagrams are shown in
Figure 8(a-2–c-2). The results show that a higher crane speed creates a longer wake. As the speed increased from 0.3 to 0.6 m/s, the wake flow significantly extended from 2.1 to 2.6 m. Consequently, a fast-moving crane can easily draw contaminants into its wake.
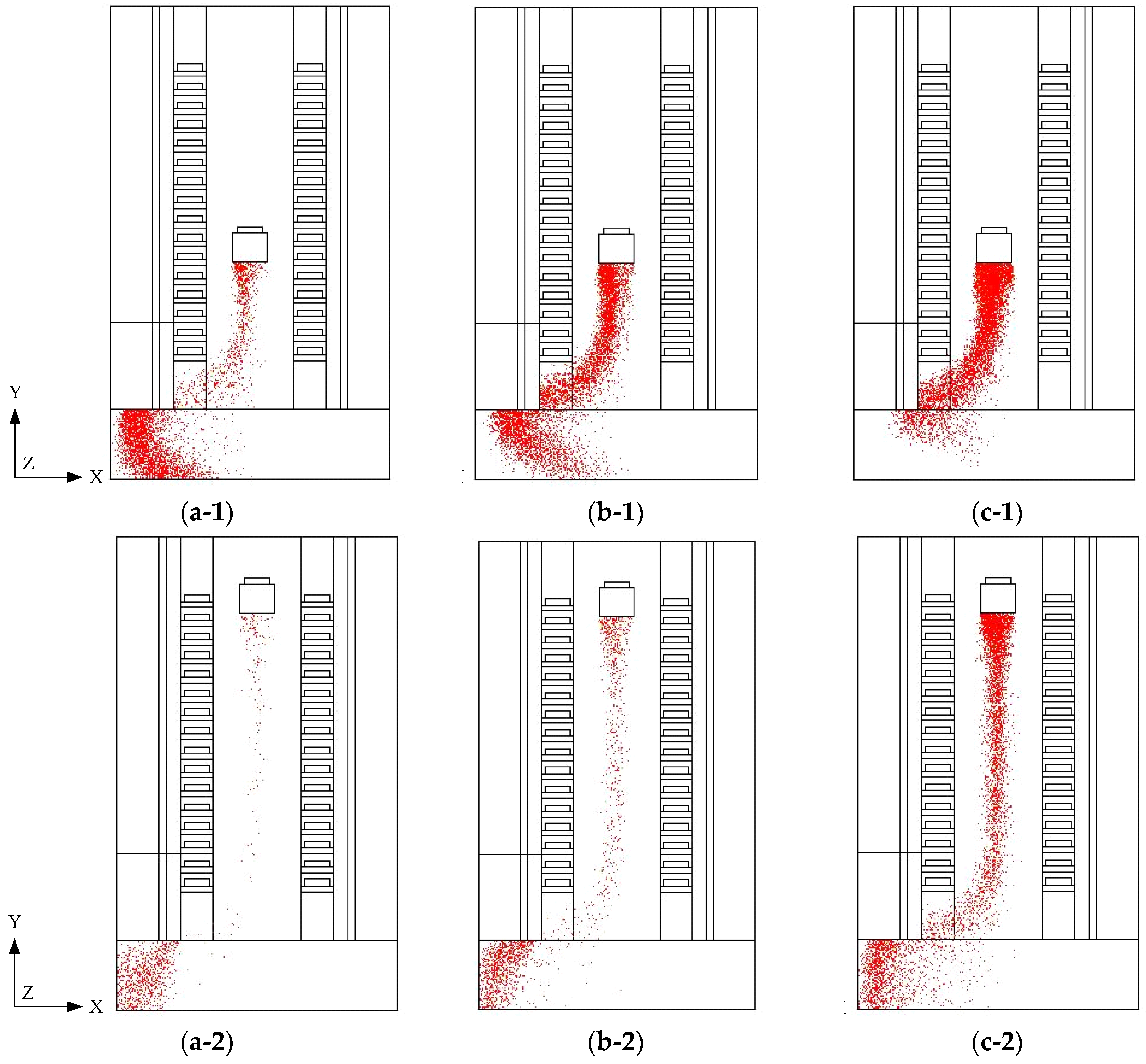
Figure 9 presents the transient flow field and the movement of contaminant particles in the
X–Y cross section while a crane moves along the
Y axis with a velocity of (a) 0.3 m/s; (b) 0.4 m/s; and (c) 0.6 m/s at different locations. In this studied case, we chose a crane that moved vertically from bottom side to top side (
Y = 0.84 to 2.1 m). This is mainly based on the results appearing in the literature [
11], which reported that the inferior air is generated by the increasing vortex (where particles are easily trapped [
10]) in the stocker for an upward-moving crane; by contrast, the flow field becomes smoothly without obvious vortex generation for a downward-moving crane, indicating a better air quality. Therefore, a crane that moves vertically from bottom side to top side should be the most critical condition for the movement of contaminant particles. As demonstrated earlier, a crane moving with a higher velocity yields a lower CRE as the vortex region is enlarged, and particles are suspended in the vortex.
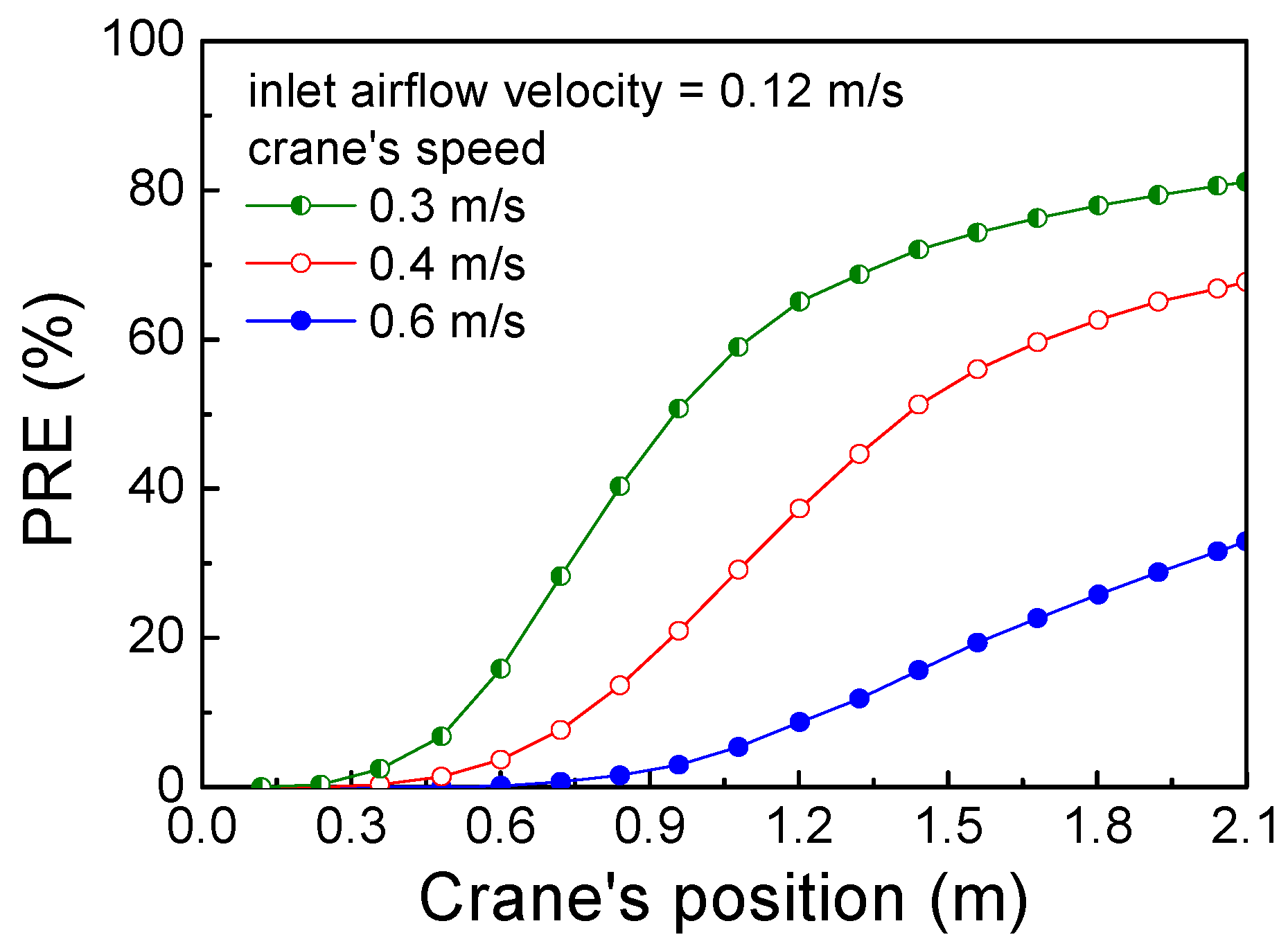
Figure 10 further shows the relationship between the movement of the crane and the PRE. The results demonstrate that a smaller speed of the crane yields a higher PRE under a given inlet airflow velocity of 0.12 m/s. For example, when the crane had a movement speed of 0.3 m/s, the PRE reached about 80% at
Y = 2.1 m (i.e., only about 20% of the total number of particles remained in the stocker). In contrast, when the crane’s speed was set to 0.6 m/s the PRE was only about 33% at
Y = 2.1 m (i.e., 67% of the total number of particles remained as residual particles in the stocker). This demonstrates that a higher crane speed causes more residual particles to remain within the stocker. In other words, crane speed has a major effect on removal of particles from a flow field. However, it should be noted that a small moving speed results in a lower working efficiency while manufacturing products.
4. Conclusions
In this study, a commercial CFD software, ANSYS Fluent, was used for a numerical simulation. Variation in flow fields was discussed based on different sequences of reticle coverage with varying inlet airflow velocity and crane speeds. Generally, a stocker is not filled with reticles; thus, it is suggested that a symmetric order is the best arrangement of reticle coverage sequences for acquiring a better CRE. Because vortices are induced by the airflow passing through a solid boundary, a higher inlet airflow velocity produces a small vortex and benefits the CRE; the inlet airflow velocity and the inertial forces increase, but the viscosity forces are reduced. Therefore, both sides of the vortices around solid boundaries become a narrow path that prevents contaminants to be drawn into the mini-environment. The results demonstrate that an increase in the inlet airflow velocity significantly accelerates the removal of contaminant particles. The PRE approximated to 90% after 5 s when the inlet airflow velocity was 0.16 m/s. However, the PREs were only 74% and 78%, respectively, for the airflow with the velocity of 0.08 and 0.12 m/s. In addition, the present results show that high-speed crane movement results in a large reverse flow region at the bottom that induces a long wake behind the crane; the particles are easily drawn into this wake. Specifically, when the crane moved with a speed of 0.3 m/s, only about 20% of the total number of particles remained as residual particles within the stocker; in contrast, at a crane speed of 0.6 m/s, 67% of the total number of particles remained as residual particles in the stocker.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}









