1. Introduction
Olive food products are known for nutritional and health benefits. The fruits are widely used for the extraction of oil and are also consumed in processed forms. In 2018, an amount of 2.87 million metric tons of table olive was produced worldwide, of which 108,895 tons belonged to Iran according to agriculture statistics [
1]. Virgin olive oil and its fruits have a characteristic taste because they contain phenolic compounds that are derived from oleuropein hydrolysis [
2,
3].
The processing of fruits includes cleaning, debittering, and fermentation. In the debittering step, they are soaked in alkaline or NaCl solutions and are washed with water frequently. The whole process consumes a large quantity of water, which is entirely converted to the waste stream [
4]. Generally, olive industries use about 0.4–0.8 m
3 water per ton of green olives in the debittering stage. A previous study in Greece showed that olive treatment factories produce 3.9–7.5 m
3 wastewater per ton of green olives and 0.9–1.9 m
3 wastewater per ton of black olives [
5]. The generated discharge contains different organic compounds such as phenolic compounds, as well as inorganic compounds with environmental risks that require appropriate remediation methods [
6]. Generally, these industrial wastewaters have high chemical oxygen demand (COD) values due to high organic load; for example, for olive mill wastewater this value is 48,500 mg L
−1 [
7], and for potato chips manufacturing wastewater it is 2800 mg L
−1 [
8]. Phenolic compounds are considered primacy pollutants which are dangerous to organisms and may have adverse effects on human health. They are distributed in different concentrations in industrial wastewaters; for example, olive mill wastewater has a concentration of 2400 mg L
−1 [
9] while oil refinery wastewater has a concentration of 13 mg L
−1 [
10]. The treatment of industrial effluents containing phenolic compounds encountered operating problems due to their poor biodegradability, high toxicity, and ecological status, such as the generation of toxic by-products [
10].
A variety of methods are traditionally practiced for the refining of industrial wastewater. The wastewaters have variable compositions, so different physicochemical or biological strategies are needed with sufficient capability and acceptable operating charges. Usually, the biological treatment methods are time-consuming, require high capacity reactors, and the organisms are sensitive to pH, temperature, and toxic components [
8,
9,
10]. Solid-phase extraction methods are encountered with limited adsorption capacity and expensive production of adsorbents. Furthermore, a pre-filtration step is required to remove suspended solids or oils, and the regeneration of the adsorbent is a challenging issue [
11,
12]. In the chemical coagulation method, colloidal particulates are destabilized by the addition of some chemicals. The particles form bigger aggregates that can be removed through filtration or flocculation [
13].
A variety of procedures based on electrochemical principles have been developed for the treatment of wastewaters such as electrocoagulation, electroflotation, and electrochemical oxidation. Electrocoagulation (EC) is a promising technology used for the removal of organic compounds, colloidal particles, color, heavy metals, and microorganisms. EC can be considered as a coagulation, sedimentation, flotation, and oxidation method [
12].
In electrocoagulation, coagulant ions are generated in situ and from the anode material (commonly Al or Fe). The hydrolysis of metal ions generates different ionic species (in the main cationic forms). Subsequently, the colloids with negative charge neutralize through electrostatic interactions. The aluminum (or iron) hydroxide flocs are known as efficient coagulants and have a large surface area that can adsorb dissolved contaminants, such as color and turbidity. Simultaneously, when the metal hydroxides precipitate, the impurities can also be trapped and removed. On the other hand, the generation of gas bubbles on the cathode can float another part of the coagulated spices and pollutants. During an EC treatment, a significant portion of the generated particles floats on the cell surface and can be transferred easily. The insoluble agglomerates can be settled using settling tanks, media filtration, ultrafiltration and other technologies to achieve water quality goals. The color and turbidity can be removed as a result of the physical adsorption on the polynuclear metal hydroxide complexes. Moreover, the process can reduce microbial load via the cell membrane rupture when the electrical field applied [
14,
15,
16]. In addition, the generation of hydrogen bubbles at the cathode supports the flotation of coagulated species and simplifies their separation from the treated water [
8,
17].
Electrochemical methods, such as EC, have little or no adverse effects on the environment because harmful reagents are not used in these methods. Electrochemical reactions are less sensitive to the condition of the wastewater and can continue until a current is supplied to the electrode. It needs simple equipment with straightforward operation, and the process generates a reduced amount of sludge with fewer problems for disposal. In comparison with traditional chemical coagulation, EC is capable of removing the smallest colloidal particles. During the EC process, the liquid is not enriched with anions, the salt content does not increase, and a more compact sludge is produced. Furthermore, the obtained hydrogen bubbles (resulting as a product of water electrolysis at the cathode) capture the dispersed particles that are then separated by flotation [
10,
13,
14].
A literature review reveals that treatment mechanisms in EC depend on the characteristic of effluent and the design of the EC apparatus. The effectiveness of EC methodology (effect of charge loading, electrode materials, coagulant-aid, current density, type and number of the electrode, etc.), is reported in the purification of different industrial effluents, especially in food industries [
18,
19,
20]. Benekos et al. (2019) used EC (different current densities) for the treatment of table olive processing wastewaters (different initial COD) to determine maximum COD and color removal. In the pilot-scale reactor, they reached 42.5% and 85.3% COD and color removal, respectively, in a current density of 5.65 mA cm
−2 [
21]. García-García et al. (2011) employed EC to treat wastewaters from the green table olive packaging industry. They reported that the best results were obtained (40% COD removal and approximately complete removal of phenols and color) using aluminum in the anode and iron in the cathode, a current density of 25 mA cm
−2, a distance between electrodes of 0.6 cm and a time of 50 min [
22]. The EC treatment of olive mill wastewater using an aluminum electrode was also studied. The evolution of the physicochemical parameters during the EC treatment showed that under the following conditions: electrolysis time of 15 min, NaCl concentration of 2 g L
−1, initial pH of 4.2 and current density of 250 Am
−2, the discoloration of the olive sample, the reduction in COD and the reduction in polyphenols exceeded 70%, the consumption of the electrodes was 0.085 kg Al/kg COD removed, and the specific energy consumed was 2.63 kWh kg
−1 COD removed [
23]. Other methods were attempted to purify wastewater from table olive processing; for example, eight white-rot fungi were grown in wastewater produced by the debittering process of green olives for 1 month and the reduction in total phenolic compounds, the decolorization activity and the related enzyme activities were compared. Phenolic compounds were efficiently reduced by
Pleurotus ostreatus (52%) and
Abortiporus biennis (55%), followed by
Panellus stipticus (42%) and
Dichomitus squalens (36%), but only
Pleurotus ostreatus had high decolorization efficiency (49%) [
6]. A comparative study of chemical coagulation and EC in treating the pharmaceutical effluent was made to find a more efficient and cost-effective technology. The results showed that although chemical coagulation brought a considerable decrease in COD, suspended solids and chlorides, the extent of the decrease in the total dissolved solids (TDS) was only 14.05% using aluminum and 26.3% using FeCl
3. Contrastingly, the EC method which reduced both COD and TDS to a greater extent (92.3% and 91.5%, respectively) proved more efficient with Fe-Al assembly using the lowest current of 0.04 A at a time interval of 15 min. Coagulant consumption is also less in EC compared to in chemical coagulation, rendering it a cost-effective technology [
13].
Treatment efficiency is commonly evaluated in terms of total organic carbon (TOC), chemical oxygen demand (COD), turbidity, color, or the concentration of a particular species such as a metal ion. The sacrificial anodes are dissolved and need to be replaced at regular intervals. Furthermore, the formation of an oxide layer at the surface of the cathode may lead to a decrease in treatment efficiency. High conductivity is necessary for the wastewater to decrease electrical energy consumption [
24,
25].
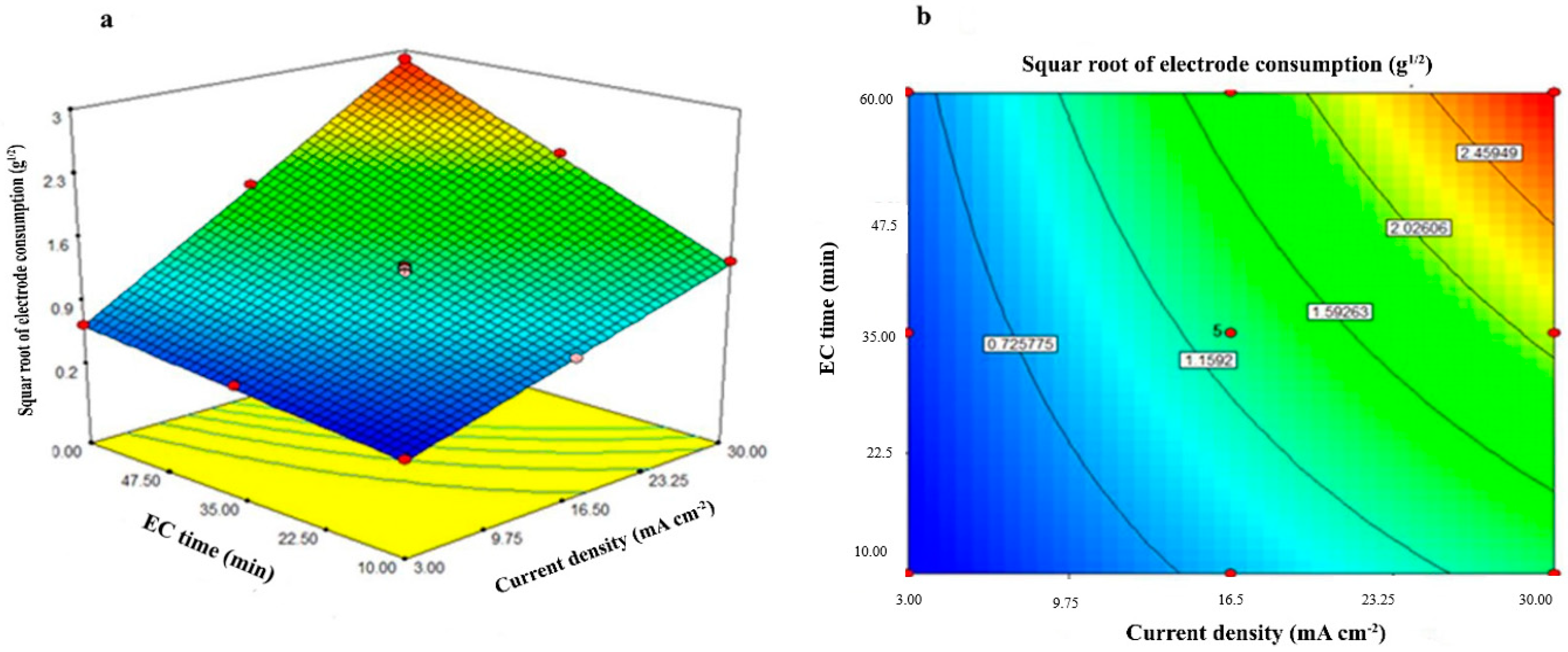
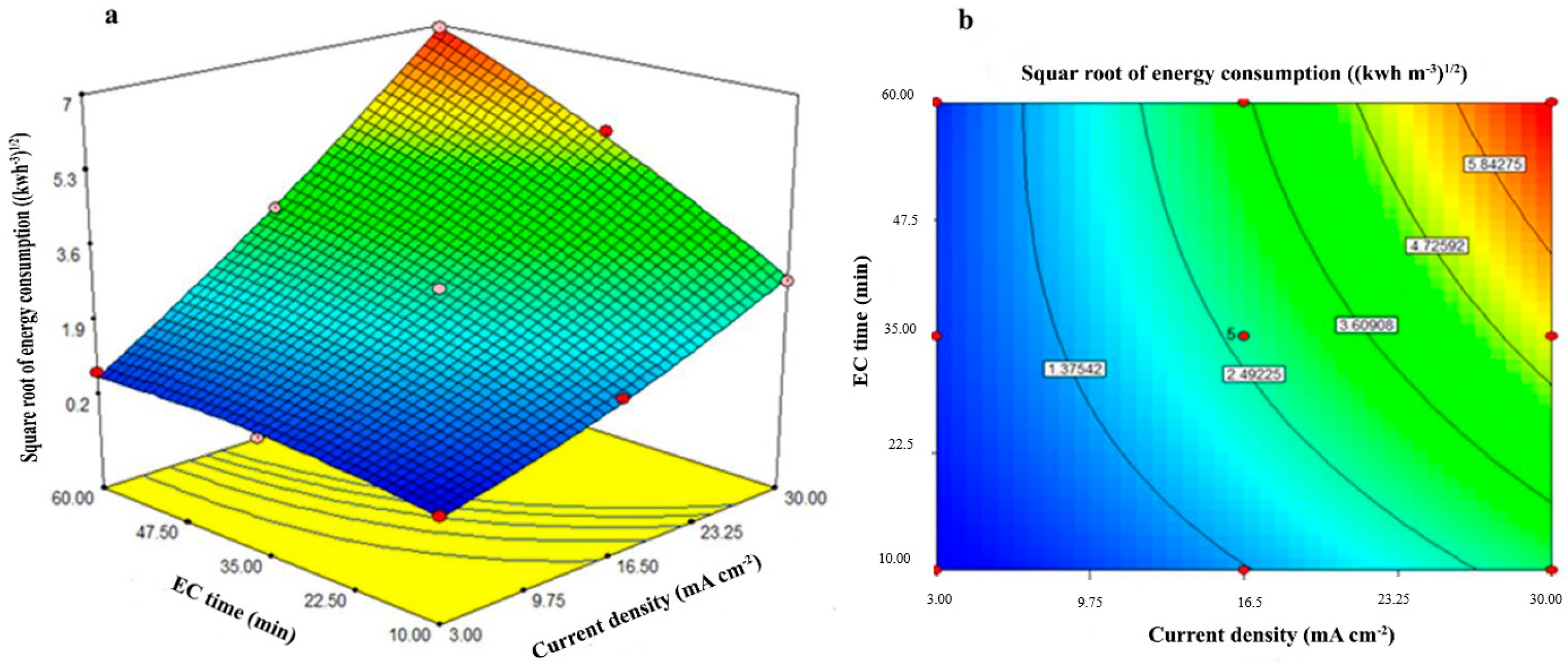
In the electrocoagulation, current density and EC time are two of the most important parameters for achieving maximum removal of impurities [
26] and their optimal selection can greatly help in reducing energy consumption and thus reduce operating costs.
The ratio of practical current to the actual anode surface area toward a solution is defined as current density [
17]. The current density is an important parameter in the EC process which directly has an effect on the growth rate of the flocs, bubble production, and coagulation rate. Higher current densities produce higher concentrations of metal ions in the solution and generally enhance the removal efficiency of the EC process. A larger current density means a smaller EC unit. However, the use of high currents density is likely to waste electrical energy in the form of heat. More importantly, too high current densities can reduce current efficiency [
26]. Results of Yassine et al. (2018) showed that the increase in electrolysis time (to 150 min) and the intensity of the current (1–3 A) significantly improved the efficiency of EC (aluminum electrode) in oxidizing the organic matter and, subsequently, reduced the pollutant power of olive mill wastewater. However, the consumption of energy and electrodes increased simultaneously [
27]. Benekos et al. (2019) stated that an increase in the electric current in EC (Al and Fe electrodes) of table olive processing wastewaters was accompanied by a proportionate rise in energy consumption, thus, increasing the current density from 3.87 mA cm
−2 to 5.65 mA cm
−2 caused an increase in energy consumption from 0.68 kWh m
−3 to 0.99 kWh m
−3 in the same treatment time (50 min) [
21].
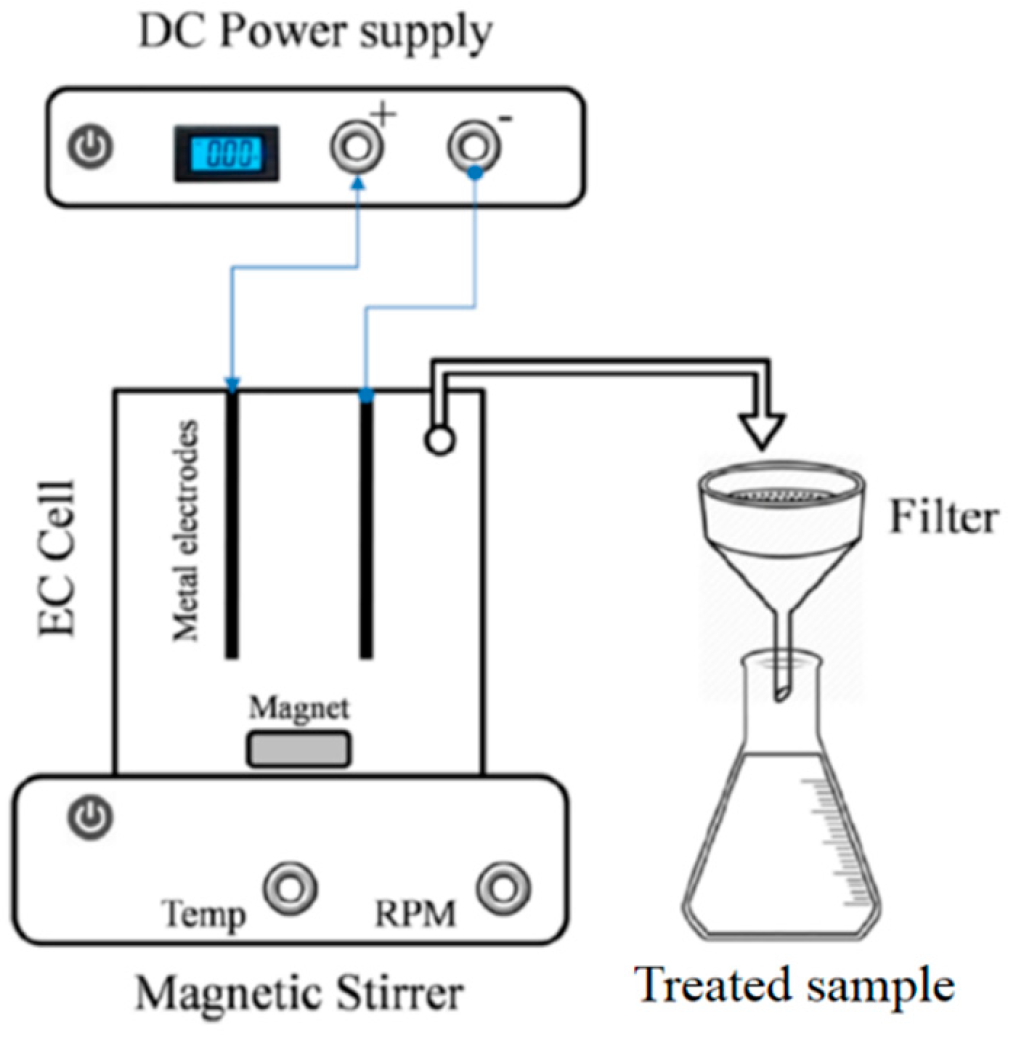
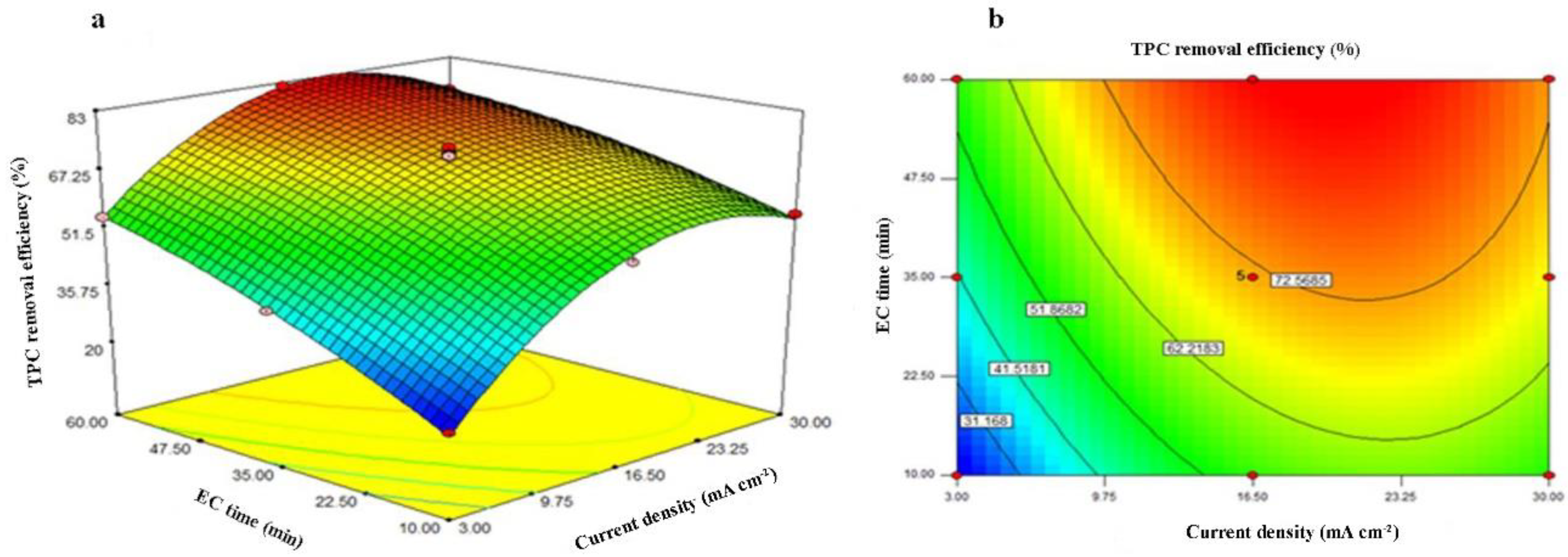
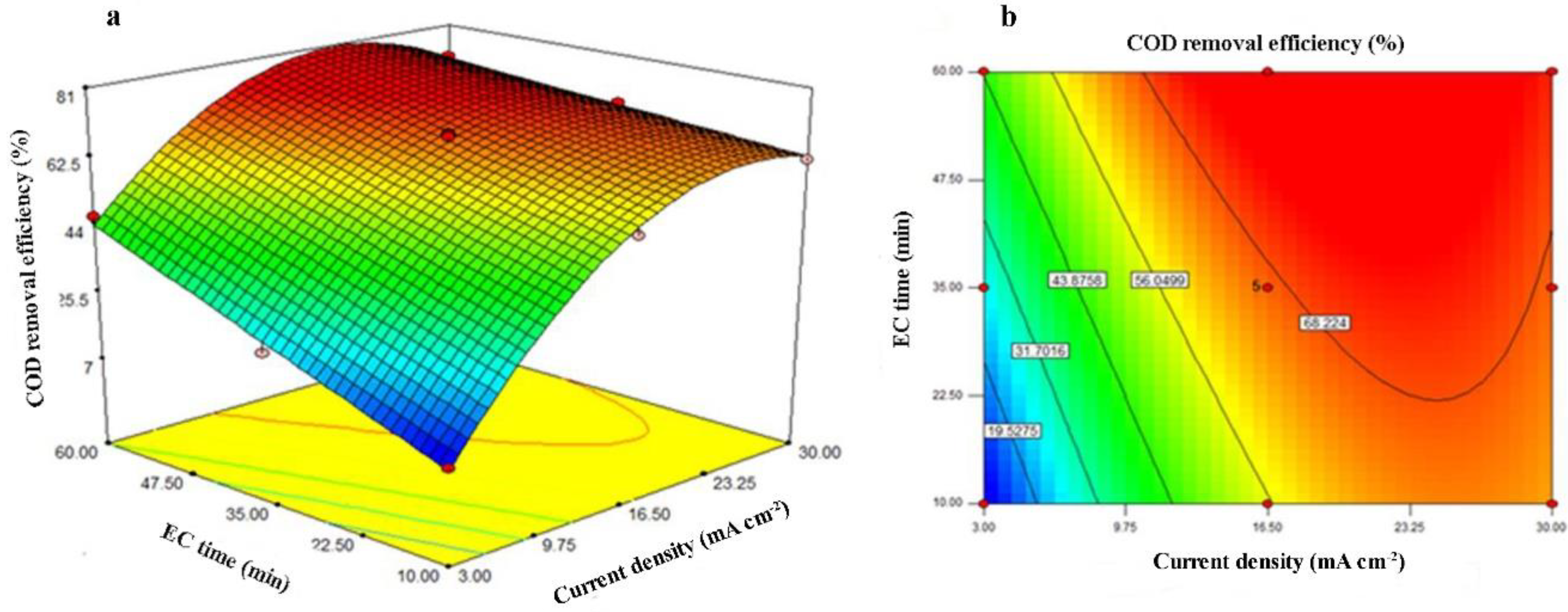
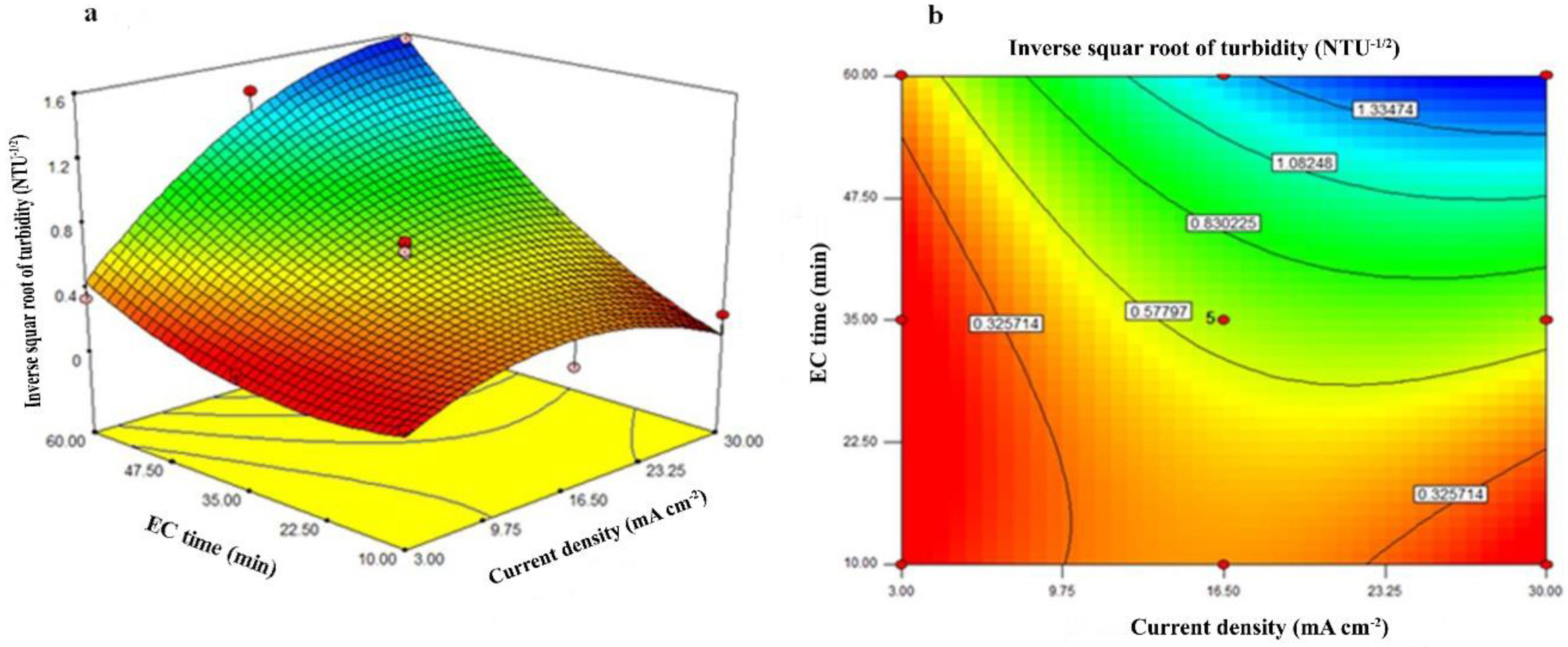
The main objective of the present study was the evaluation of electrocoagulation in the treatment of olive debittering wastewater (ODW). Furthermore, the response surface methodology (RSM) was used to optimize the efficiency of EC under different electrolysis times and current densities.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}