

Simultaneous Removal of Cyanide and Heavy Metals Using Photoelectrocoagulation

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
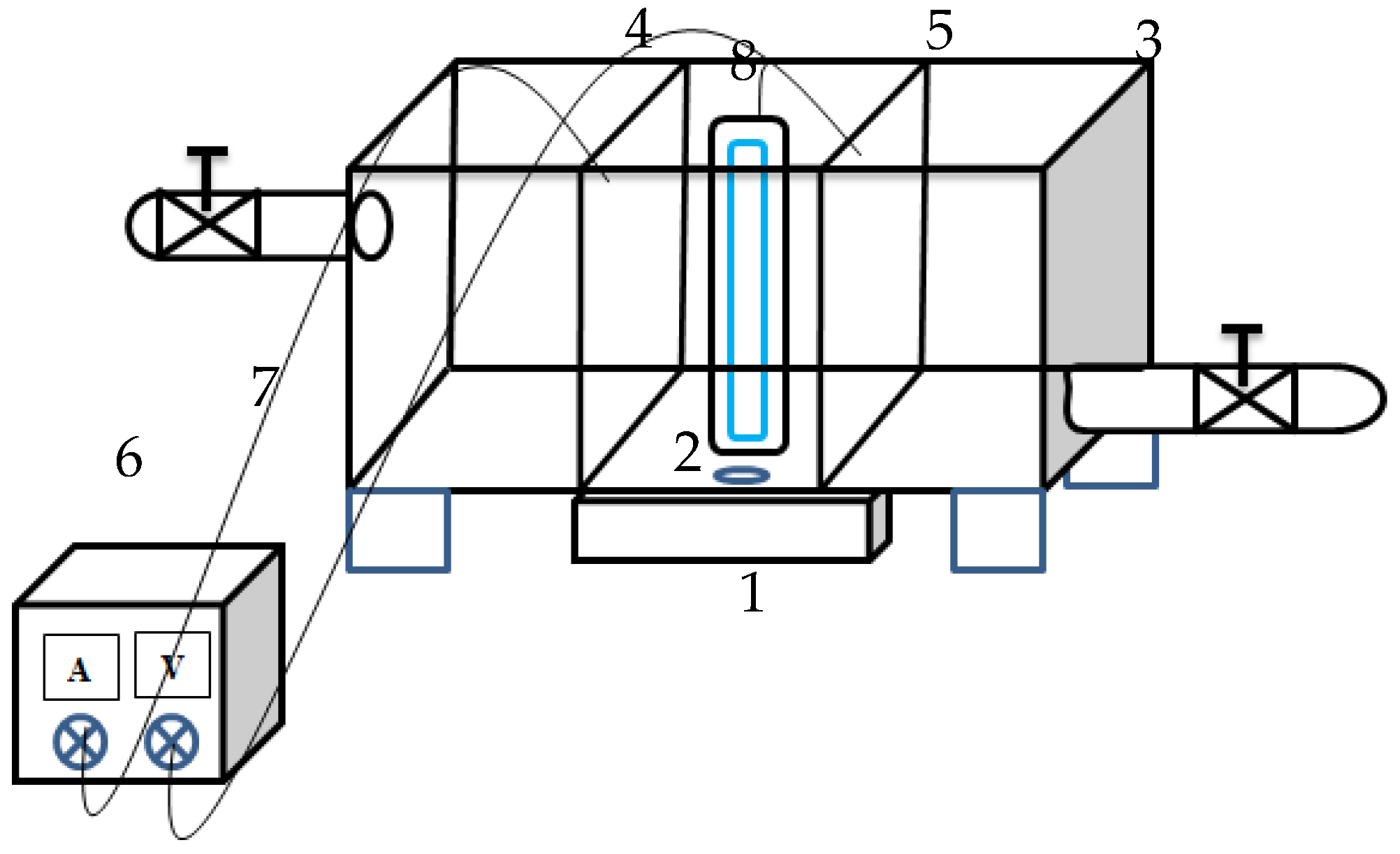
2.1. Setup and Instruments
2.2. Experiments
3. Results and Discussion
3.1. Oxidation Method (Using Hydrogen Peroxide)
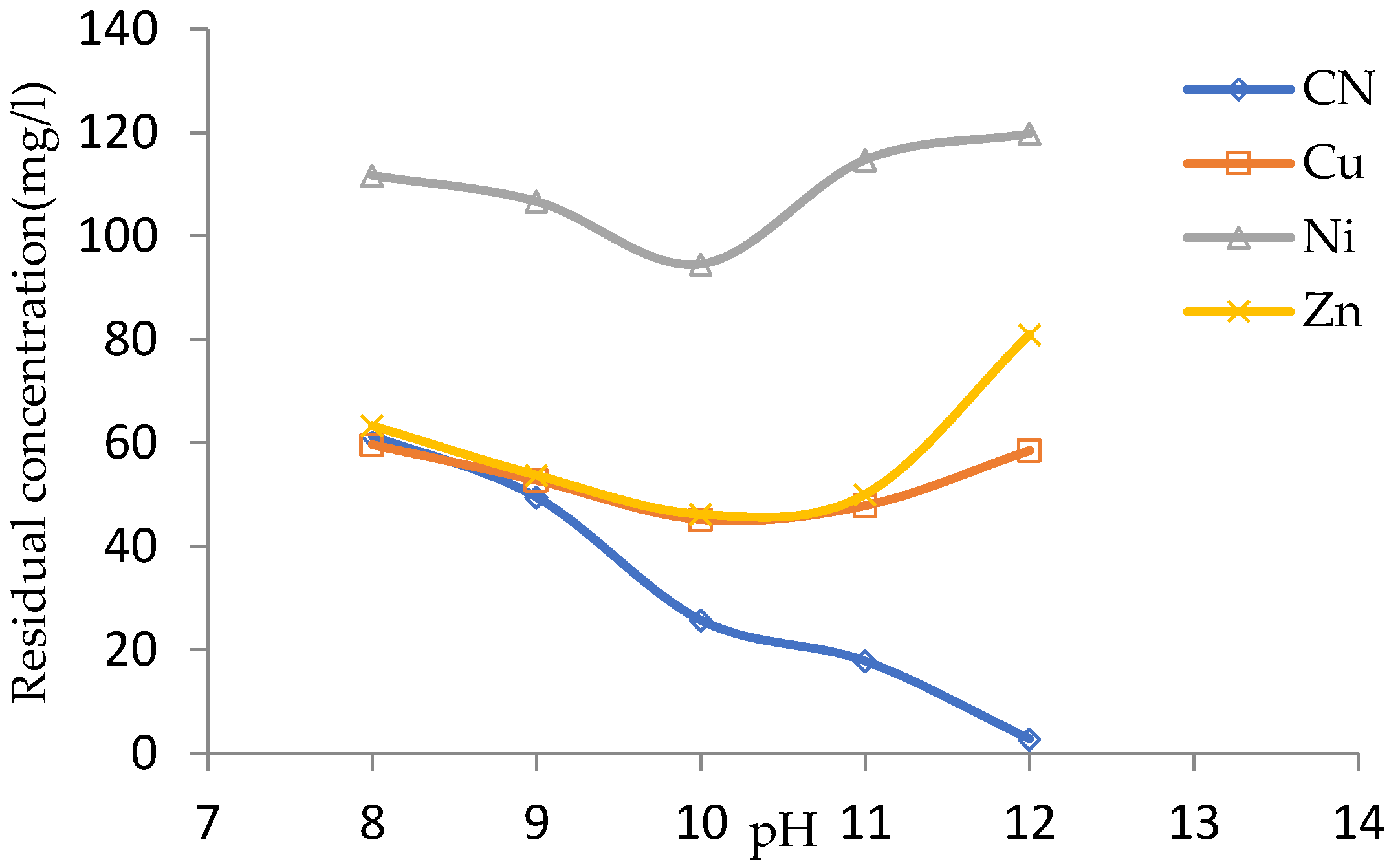
Effect of Initial pH
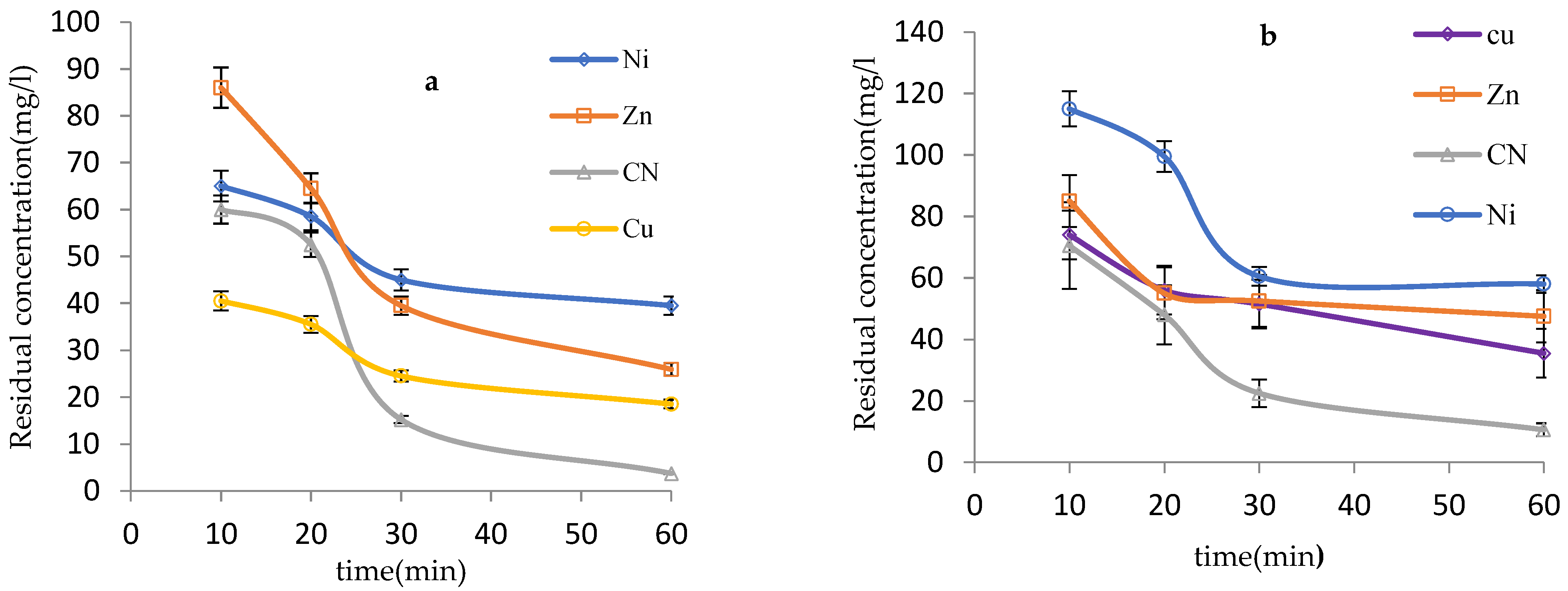
3.2. Conventional Electrocoagulation Method
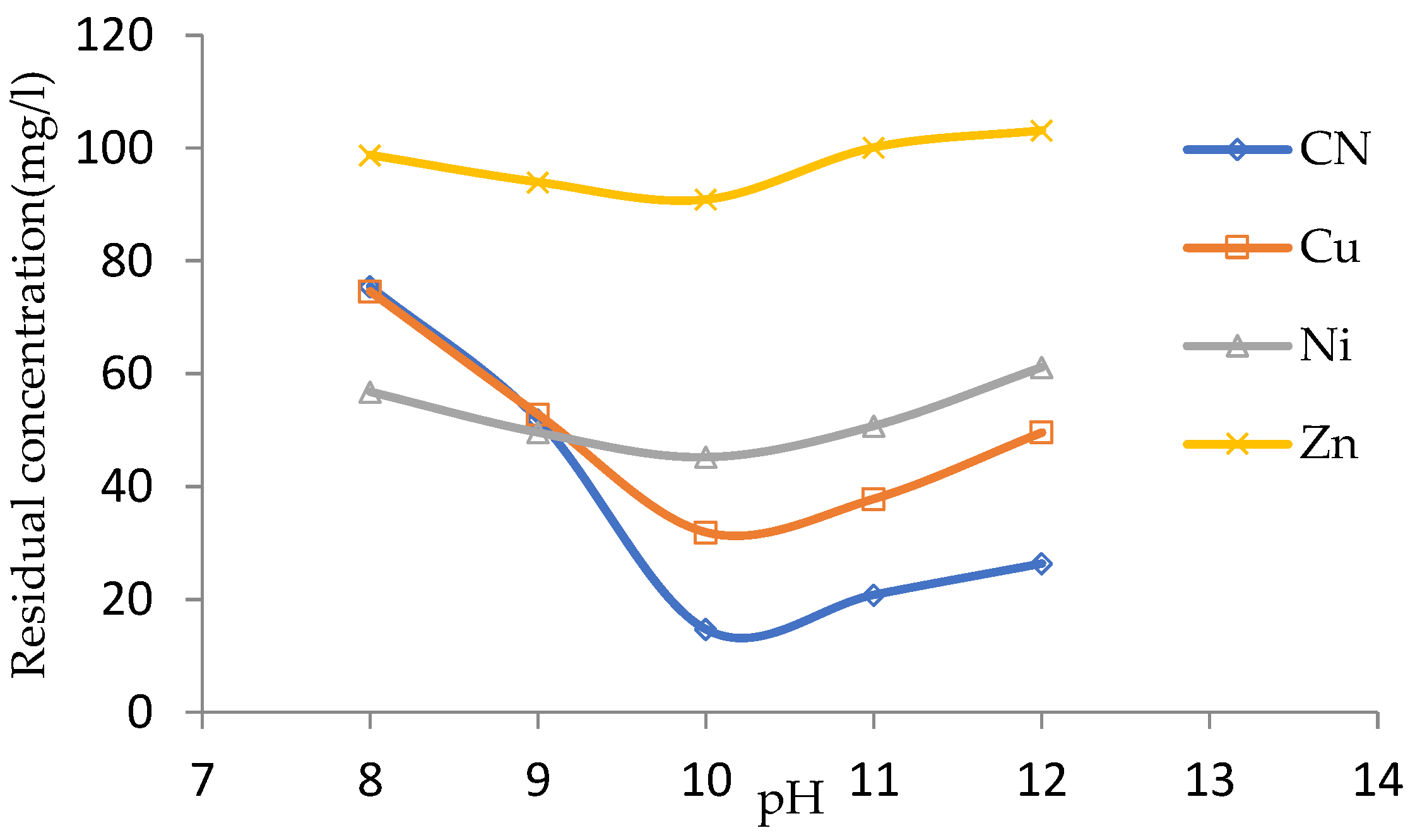
3.2.1. Effect of Initial pH
3.2.2. Effect of Electrode Arrangement
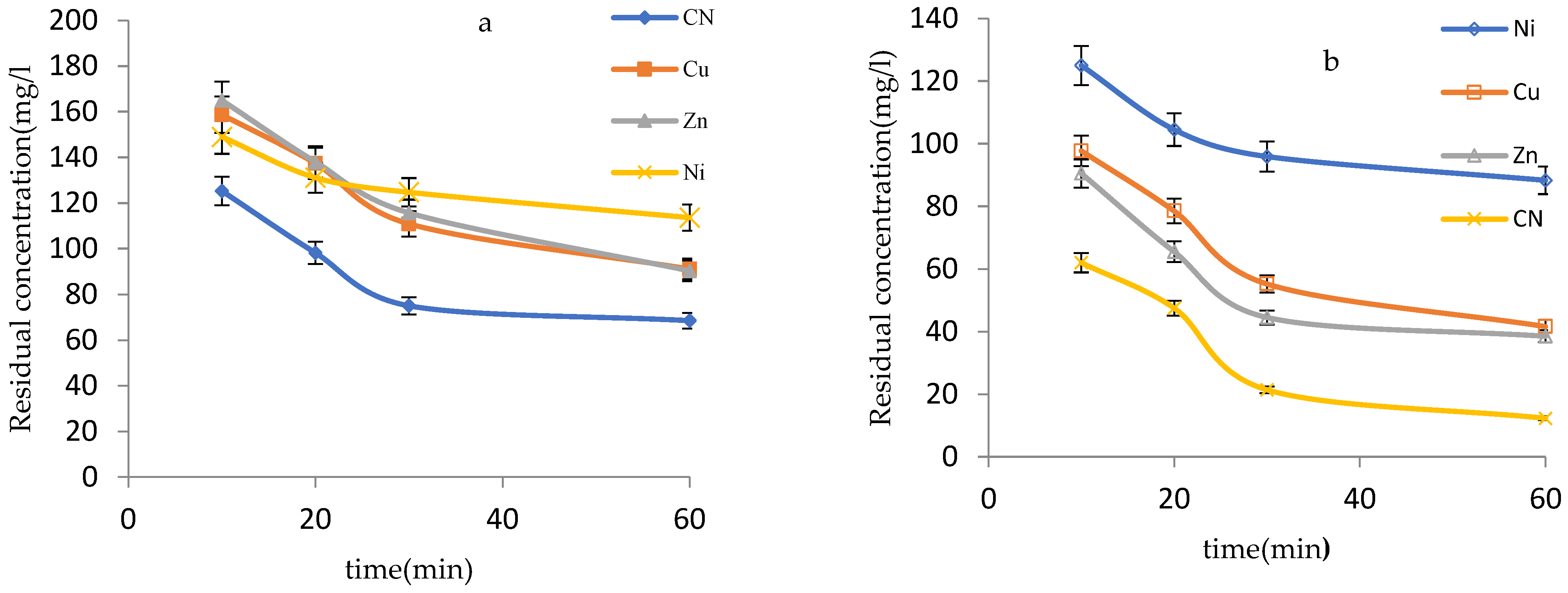
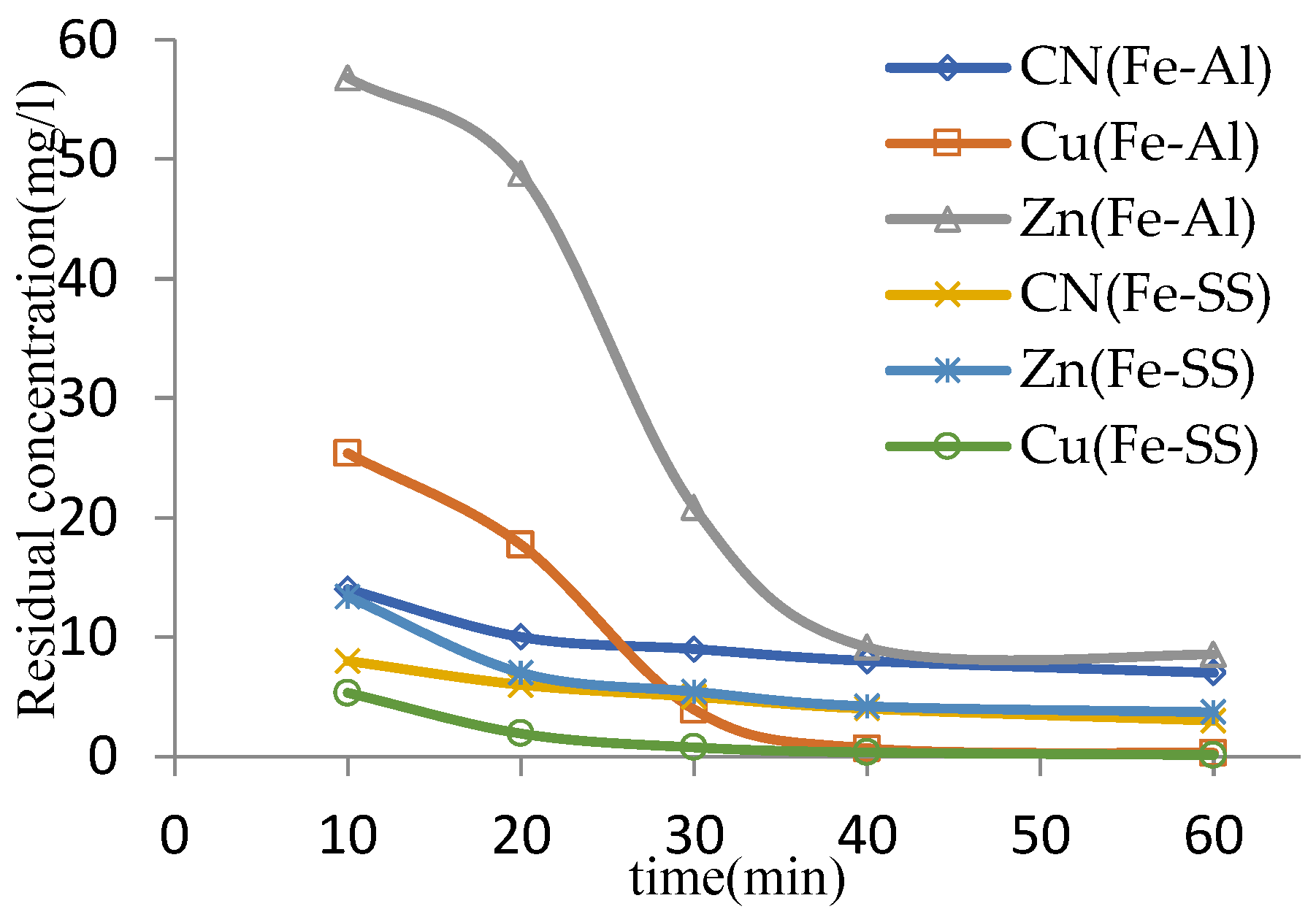
3.3. Photo-Electrocoagulation Method
3.3.1. Effect of Electrode Arrangement
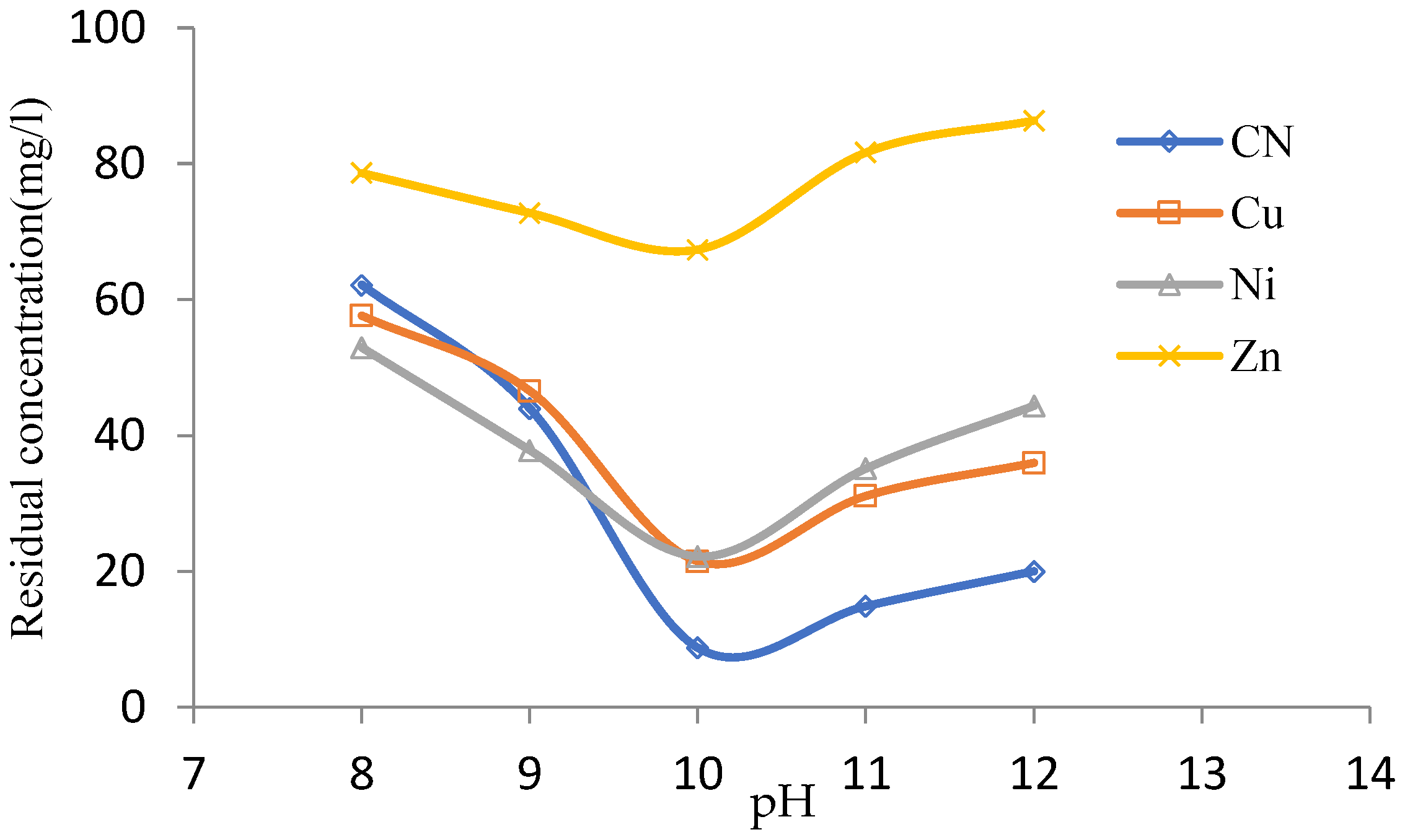
3.3.2. Effect of Initial pH
3.3.3. Effect of Applied Current Intensity and Reaction Time
3.4. Effect of Photo-Electrocoagulation-Oxidation Method
4. Energy Consumption and Metal Loading
5. Comparison with Other Studies
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Acheampong, M.A.; Adiyiah, J.; Ansa, E.D.O. Physico-chemical characteristics of a gold mining tailings dam wastewater. J. Environ. Sci. Eng. A 2013, 2, 469. [Google Scholar]
- Hagare, D.; Sivakumar, M.; Singh, R.N. Wastewater characteristics, management and reuse in mining & mineral processing industries. Wastewater Recycl. Reuse Reclam. 2009, 1, 337–371. [Google Scholar]
- Lortzie, K.; Stylianou, M.; Dermatas, D.; Kostarelos, K. Long-term environmental impact at an abandoned gold–silver enrichment plant: A case study in Mitsero, Cyprus. Eng. Geol. 2015, 184, 119–125. [Google Scholar] [CrossRef]
- Scammacca, O.; Gunzburger, Y.; Mehdizadeh, R. Gold mining in French Guiana: A multi-criteria classification of mining projects for risk assessment at the territorial scale. Extr. Ind. Soc. 2021, 8, 32–43. [Google Scholar] [CrossRef]
- Nazir, R.; Khan, M.; Masab, M.; Rehman, H.U.; Rauf, N.U.; Shahab, S.; Ameer, N.; Sajed, M.; Ullah, M.; Rafeeq, M. Accumulation of heavy metals (Ni, Cu, Cd, Cr, Pb, Zn, Fe) in the soil, water and plants and analysis of physico-chemical parameters of soil and water collected from Tanda Dam Kohat. J. Pharm. Sci. Res. 2015, 7, 89. [Google Scholar]
- Darban, A.K.; Shahedi, A.; Taghipour, F.; Jamshidi-Zanjani, A. A review on industrial wastewater treatment via electrocoagulation processes. Curr. Opin. Electrochem. 2020, 22, 154–169. [Google Scholar] [CrossRef]
- Dash, R.R.; Gaur, A.; Balomajumder, C. Cyanide in industrial wastewaters and its removal: A review on biotreatment. J. Hazard. Mater. 2009, 163, 1–11. [Google Scholar] [CrossRef]
- Fu, F.; Wang, Q. Removal of heavy metal ions from wastewaters: A review. J. Environ. Manag. 2011, 92, 407–418. [Google Scholar] [CrossRef]
- Das, S.; Mishra, A.; Ghangrekar, M.M. Production of Hydrogen Peroxide Using Various Metal-Based Catalysts in Electrochemical and Bioelectrochemical Systems: Mini Review. J. Hazard. Toxic Radioact. Waste 2020, 24, 6020001. [Google Scholar] [CrossRef]
- Malhotra, S.; Pandit, M.; Kapoor, J.C.; Tyagi, D.K. Photo-oxidation of cyanide in aqueous solution by the UV/H2O2 process. J. Chem. Technol. Biotechnol. Int. Res. Process Environ. Clean Technol. 2005, 80, 13–19. [Google Scholar] [CrossRef]
- Fu, F.; Wang, Q.; Tang, B. Fenton and Fenton-like reaction followed by hydroxide precipitation in the removal of Ni(II) from NiEDTA wastewater: A comparative study. Chem. Eng. J. 2009, 155, 769–774. [Google Scholar] [CrossRef]
- Kim, T.; Kim, T.; Jo, A.; Park, S.; Choi, K.; Zoh, D. Degradation mechanism of cyanide in water using a UV-LED/H2O2/Cu2+ system. Chemosphere 2018, 208, 441–449. [Google Scholar] [CrossRef] [PubMed]
- Chegeni, M.K.; Shahedi, A.; Darban, A.K.; Jamshidi-Zanjani, A.; Homaee, M. Simultaneous removal of lead and cyanide from the synthetic solution and effluents of gold processing plants using electrochemical method. J. Water Process Eng. 2021, 43, 102284. [Google Scholar] [CrossRef]
- Kobya, M.; Demirbas, E.; Ozyonar, F.; Sirtbas, G.; Gengec, E. Treatments of alkaline non-cyanide, alkaline cyanide and acidic zinc electroplating wastewaters by electrocoagulation. Process Saf. Environ. Prot. 2017, 105, 373–385. [Google Scholar] [CrossRef]
- Akbal, F.; Camcı, S. Copper, chromium and nickel removal from metal plating wastewater by electrocoagulation. Desalination 2011, 269, 214–222. [Google Scholar] [CrossRef]
- Zhu, S.; Chen, Y.; Khan, M.A.; Xu, H.; Wang, F.; Xia, M. In-Depth Study of Heavy Metal Removal by an Etidronic Acid-Functionalized Layered Double Hydroxide. ACS Appl. Mater. Interfaces 2022, 14, 7450–7463. [Google Scholar] [CrossRef]
- Zhu, S.; Asim Khan, M.; Kameda, T.; Xu, H.; Wang, F.; Xia, M.; Yoshioka, T. New insights into the capture performance and mechanism of hazardous metals Cr3+ and Cd2+ onto an effective layered double hydroxide based material. J. Hazard. Mater. 2022, 426, 128062. [Google Scholar] [CrossRef]
- Ayub, S.; Siddique, A.; Khursheed, M.; Zarei, A.; Alam, I.; Asgari, E.; Changani, F. Removal of heavy metals (Cr, Cu, and Zn) from electroplating wastewater by electrocoagulation and adsorption processes. Desalination Water Treat. 2020, 179, 263–271. [Google Scholar] [CrossRef]
- Das, P.P.; Mishra, A.; Ghangrekar, M.M. Integrated ozonation assisted electrocoagulation process for the removal of cyanide from steel industry wastewater. Chemosphere 2021, 263, 128370. [Google Scholar] [CrossRef]
- Kim, S.H.; Seol, J.W.; Lee, W.C.; Lee, S.-W.; Kim, S.-O. Photocatalytic oxidation of free cyanide using UV LED. J. Korean Soc. Environ. Eng. 2015, 37, 34–44. [Google Scholar] [CrossRef]
- El-Ashtoukhy, E.-S.; Zewail, T.M.; Amin, N.K. Removal of heavy metal ions from aqueous solution by electrocoagulation using a horizontal expanded Al anode. Desalination Water Treat. 2010, 20, 72–79. [Google Scholar] [CrossRef]
- Tegladza, I.D.; Xu, Q.; Xu, K.; Lv, G.; Lu, J. Electrocoagulation processes: A general review about role of electro-generated flocs in pollutant removal. Process Saf. Environ. Prot. 2021, 146, 169–189. [Google Scholar] [CrossRef]
- Bishop, D.F.; Stern, G.; Fleischman, M.; Marshall, L.S. Hydrogen peroxide catalytic oxidation of refractory organics in municipal waste waters. Ind. Eng. Chem. Process Des. Dev. 1968, 7, 110–117. [Google Scholar] [CrossRef]
- Kuyucak, N.; Akcil, A. Cyanide and removal options from effluents in gold mining and metallurgical processes. Miner. Eng. 2013, 50, 13–29. [Google Scholar] [CrossRef]
- Sarla, M.; Pandit, M.; Tyagi, D.K.; Kapoor, J.C. Oxidation of cyanide in aqueous solution by chemical and photochemical process. J. Hazard. Mater. 2004, 116, 49–56. [Google Scholar] [CrossRef]
- Kim, S.H.; Lee, S.W.; Lee, G.M.; Lee, B.-T.; Yun, S.-T.; Kim, S.-O. Monitoring of TiO2-catalytic UV-LED photo-oxidation of cyanide contained in mine wastewater and leachate. Chemosphere 2016, 143, 106–114. [Google Scholar] [CrossRef]
- Heidmann, I.; Calmano, W. Removal of Zn (II), Cu (II), Ni (II), Ag (I) and Cr (VI) present in aqueous solutions by aluminium electrocoagulation. J. Hazard. Mater. 2008, 152, 934–941. [Google Scholar] [CrossRef]
- Akbal, F.; Camcı, S. Comparison of electrocoagulation and chemical coagulation for heavy metal removal. Chem. Eng. Technol. 2010, 33, 1655–1664. [Google Scholar] [CrossRef]
- Kim, T.T.; Kim, T.T.; Zoh, K. Removal mechanism of heavy metal (Cu, Ni, Zn and Cr) in the presence of cyanide during electrocoagulation using Fe and Al electrodes. J. Water Process Eng. 2020, 33, 101109. [Google Scholar] [CrossRef]
- Attour, A.; Touati, M.; Tlili, M.; Ben Amor, M.; Lapicque, F.; Leclerc, J.-P. Influence of operating parameters on phosphate removal from water by electrocoagulation using aluminum electrodes. Sep. Purif. Technol. 2014, 123, 124–129. [Google Scholar] [CrossRef]
- Moussavi, G.; Majidi, F.; Farzadkia, M. The influence of operational parameters on elimination of cyanide from wastewater using the electrocoagulation process. Desalination 2011, 280, 127–133. [Google Scholar] [CrossRef]
- Chen, X.; Chen, G.; Yue, P.L. Separation of pollutants from restaurant wastewater by electrocoagulation. Sep. Purif. Technol. 2000, 19, 65–76. [Google Scholar] [CrossRef]
- Lee, S.Y.; Gagnon, G.A. Growth and structure of flocs following electrocoagulation. Sep. Purif. Technol. 2016, 163, 162–168. [Google Scholar] [CrossRef]
- Mamelkina, M.A.; Herraiz-Carboné, M.; Cotillas, S.; Lacasa, E.; Sáez, C.; Tuunila, R.; Sillanpää, M.; Häkkinen, A.; Rodrigo, M.A. Treatment of mining wastewater polluted with cyanide by coagulation processes: A mechanistic study. Sep. Purif. Technol. 2020, 237, 116345. [Google Scholar] [CrossRef]
- Senturk, E. The treatment of zinc-cyanide electroplating rinse water using an electrocoagulation process. Water Sci. Technol. 2013, 68, 2220–2227. [Google Scholar] [CrossRef]
- Xu, L.; Cao, G.; Xu, X.; Liu, S.; Duan, Z.; He, C.; Wang, Y.; Huang, Q. Simultaneous removal of cadmium, zinc and manganese using electrocoagulation: Influence of operating parameters and electrolyte nature. J. Environ. Manag. 2017, 204, 394–403. [Google Scholar] [CrossRef]
- Escobar, C.; Soto-Salazar, C.; Toral, M.I. Optimization of the electrocoagulation process for the removal of copper, lead and cadmium in natural waters and simulated wastewater. J. Environ. Manag. 2006, 81, 384–391. [Google Scholar] [CrossRef]
- Taqvi, S.I.H.; Hasany, S.M.; Bhanger, M.I. Zn (II) ions removal from aqueous solution by Karachi beach sand, a mixed crystal systems. Sep. Purif. Technol. 2008, 61, 153–160. [Google Scholar] [CrossRef]
- Mansoorian, H.J.; Mahvi, A.H.; Jafari, A.J. Removal of lead and zinc from battery industry wastewater using electrocoagulation process: Influence of direct and alternating current by using iron and stainless steel rod electrodes. Sep. Purif. Technol. 2014, 135, 165–175. [Google Scholar] [CrossRef]
- Kitis, M.; Akcil, A.; Karakaya, E.; Yigit, N.O. Destruction of cyanide by hydrogen peroxide in tailings slurries from low bearing sulphidic gold ores. Miner. Eng. 2005, 18, 353–362. [Google Scholar] [CrossRef]
- Dindaş, G.B.; Çalışkan, Y.; Celebi, E.E.; Tekbaş, M.; Bektaş, N.; Yatmaz, H.C. Treatment of pharmaceutical wastewater by combination of electrocoagulation, electro-fenton and photocatalytic oxidation processes. J. Environ. Chem. Eng. 2020, 8, 103777. [Google Scholar] [CrossRef]
- Tejera, J.; Hermosilla, D.; Gascó, A.; Negro, C.; Blanco, Á. Combining coagulation and electrocoagulation with uva-led photo-fenton to improve the efficiency and reduce the cost of mature landfill leachate treatment. Molecules 2021, 26, 6425. [Google Scholar] [CrossRef]
- Jegadeesan, C.; Somanathan, A.; Jeyakumar, R.B.; Godvin Sharmila, V. Combination of electrocoagulation with solar photo Fenton process for treatment of landfill leachate. Environ. Technol. 2022, 43, 1–19. [Google Scholar] [CrossRef] [PubMed]
- Escobedo, E.; Cho, K.; Chang, Y.-S. Electrochemical activation of hydrogen peroxide, persulfate, and free chlorine using sacrificial iron anodes for decentralized wastewater treatment. J. Hazard. Mater. 2022, 423, 127068. [Google Scholar] [CrossRef]
- Mohammed, H.A.; Ali, S.A.K.; Basheer, M.I. Heavy metal ions removal using advanced oxidation (UV/H2O2) technique. IOP Conf. Ser. Mater. Sci. Eng. 2020, 870, 12026. [Google Scholar] [CrossRef]
- Rekhate, C.V.; Srivastava, J.K. Effectiveness of O3/Fe2+/H2O2 process for detoxification of heavy metals in municipal wastewater by using RSM. Chem. Eng. Process. Intensif. 2021, 165, 108442. [Google Scholar] [CrossRef]
- Garcia-Costa, A.L.; Sarabia, A.; Zazo, J.A.; Casas, J.A. UV-assisted Catalytic Wet Peroxide Oxidation and adsorption as efficient process for arsenic removal in groundwater. Catal. Today 2021, 361, 176–182. [Google Scholar] [CrossRef]
- Poblete, R.; Oller, I.; Maldonado, M.I.; Cortes, E. Improved landfill leachate quality using ozone, UV solar radiation, hydrogen peroxide, persulfate and adsorption processes. J. Environ. Manag. 2019, 232, 45–51. [Google Scholar] [CrossRef]
- Suárez-Escobar, A.; Pataquiva-Mateus, A.; López-Vasquez, A. Electrocoagulation—Photocatalytic process for the treatment of lithographic wastewater. Optimization using response surface methodology (RSM) and kinetic study. Catal. Today 2016, 266, 120–125. [Google Scholar] [CrossRef]
- Trigueros, D.E.G.; Braun, L.; Hinterholz, C.L. Environmental and economic feasibility of the treatment of dairy industry wastewater by photo-Fenton and electrocoagulation process: Multicriteria optimization by desirability function. J. Photochem. Photobiol. A Chem. 2022, 427, 113820. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| As (ppb) | Ca (ppm) | CN (ppb) | Hg (ppb) | Ni (ppm) | Mg (ppm) | Zn (ppm) | Cu (ppm) | pH |
|---|---|---|---|---|---|---|---|---|
| 81.88 | 240.2 | 2850 | 102.09 | 0.209 | 13.01 | 0.01 | 0.661 | 6.68 |
| Experiment | Pollutants | Operational Conditions | |||||
|---|---|---|---|---|---|---|---|
| Mode | Current Intensity (mA) | Electrode (Anode–Cathode) | pH | Time (min) | |||
| Hp | Cu-Zn- CN-Ni | Batch | - | - | 8–9–10–11–12 | 60 | |
| EC | 300 | Fe-SS | 8–9–10–11–12 | ||||
| 300 | Fe-SS, Fe-Al | 10 | |||||
| 100–200–300 | Fe-SS, Fe-Al | 8–9–10–11–12 | |||||
| PEC | 100–200–300 | Fe–Al, Fe-SS | UV-LED | 8–9–10–11–12 | |||
| (PEC)pH * | 300 | Fe-SS | UV-LED | 8–9–10–11–12 | |||
| (PEC)M ** | 300 | Fe-SS, Fe-Al | UV-LED | 10 | |||
| (PEC)CI *** | 100–200–300 | Fe-SS | UV-LED | 10 | |||
| PECHp | 300 | Fe-SS | UV-LED | 10 | |||
| CN (ppm) | Ni (ppm) | Zn (ppm) | Cu (ppm) |
|---|---|---|---|
| 20 | 37.51 | 85.3 | 42.69 |
| ML(EC)mgFe/l | ML(PEC)mgFe/l | ML(PECHp)mgFe/l |
|---|---|---|
| 0.737 | 0.824 | 0.868 |
| 1.475 | 1.649 | 1.736 |
| 2.213 | 2.474 | 2.604 |
| Method | Current Density | Electrode | Pollution | pH | Removal (%) | Ref |
|---|---|---|---|---|---|---|
| UVA-LED/EC/Fenton/Coagulant | 10 mA cm−2 | Fe-Fe | color COD SUVA | 4–5 | 99 89 60 | [42] |
| EC/Fenton/Solar | 20 mA cm−2 | Fe-Al | COD color | 7 3 | 75 76 | [43] |
| 90 91 | ||||||
| electrochemical activation of hydrogen peroxide (EAHP, 91.1 mM) | 45 mA cm−2 | Steel-Ti | TOC COD | 11.33 | 100 100 | [44] |
| UV/H2O2(10% H2O2) | - | - | Pb2+ Cu2+ | 3 | 60.4 83.1 | [45] |
| O3/Fe2+/H2O2 | - | - | Pb, Zn, Mn, Cr (VI) | 5.5 | 98.66% 99.22% 95.11% 94.55% | [46] |
| UV-A with H2O2(75mg/l) | - | - | As(III) | 7 | 100 | [47] |
| UVsolar/O3/H2O2 UVsolar/O3/H2O2/S2O8−2 | - | - | color COD | - | 56,17 29,77 | [48] |
| EC/photocatalytic (TiO2) | 12 mA cm−2 | Fe- Fe | TOC | 8-12 | 74 | [49] |
| UV/Fe2+/H2O2/EC | - | Al-Al | TOC COD | 3 | 73 60 | [50] |
| UVC-LED/H2O2/EC | 15 mA cm−2 | Fe-SS | Ni CN Zn Cu | 10 | 85 96 94 98 | present paper |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shahedi, A.; Darban, A.K.; Jamshidi-Zanjani, A.; Taghipour, F.; Homaee, M. Simultaneous Removal of Cyanide and Heavy Metals Using Photoelectrocoagulation. Water 2023, 15, 581. https://doi.org/10.3390/w15030581
Shahedi A, Darban AK, Jamshidi-Zanjani A, Taghipour F, Homaee M. Simultaneous Removal of Cyanide and Heavy Metals Using Photoelectrocoagulation. Water. 2023; 15(3):581. https://doi.org/10.3390/w15030581
Chicago/Turabian StyleShahedi, Ahmad, Ahmad Khodadadi Darban, Ahmad Jamshidi-Zanjani, Fariborz Taghipour, and Mehdi Homaee. 2023. "Simultaneous Removal of Cyanide and Heavy Metals Using Photoelectrocoagulation" Water 15, no. 3: 581. https://doi.org/10.3390/w15030581
APA StyleShahedi, A., Darban, A. K., Jamshidi-Zanjani, A., Taghipour, F., & Homaee, M. (2023). Simultaneous Removal of Cyanide and Heavy Metals Using Photoelectrocoagulation. Water, 15(3), 581. https://doi.org/10.3390/w15030581