

Desalination Pretreatment Technologies: Current Status and Future Developments

 , ,
, ,  ,
, 
 ,
,
Abstract
:1. Introduction
2. Membrane Fouling
3. RO Membrane Fouling Indices
3.1. Silt Density Index (SDI)
3.2. Biofouling Index
3.3. Modified Fouling Index (MFI)
4. RO Pretreatment Technologies
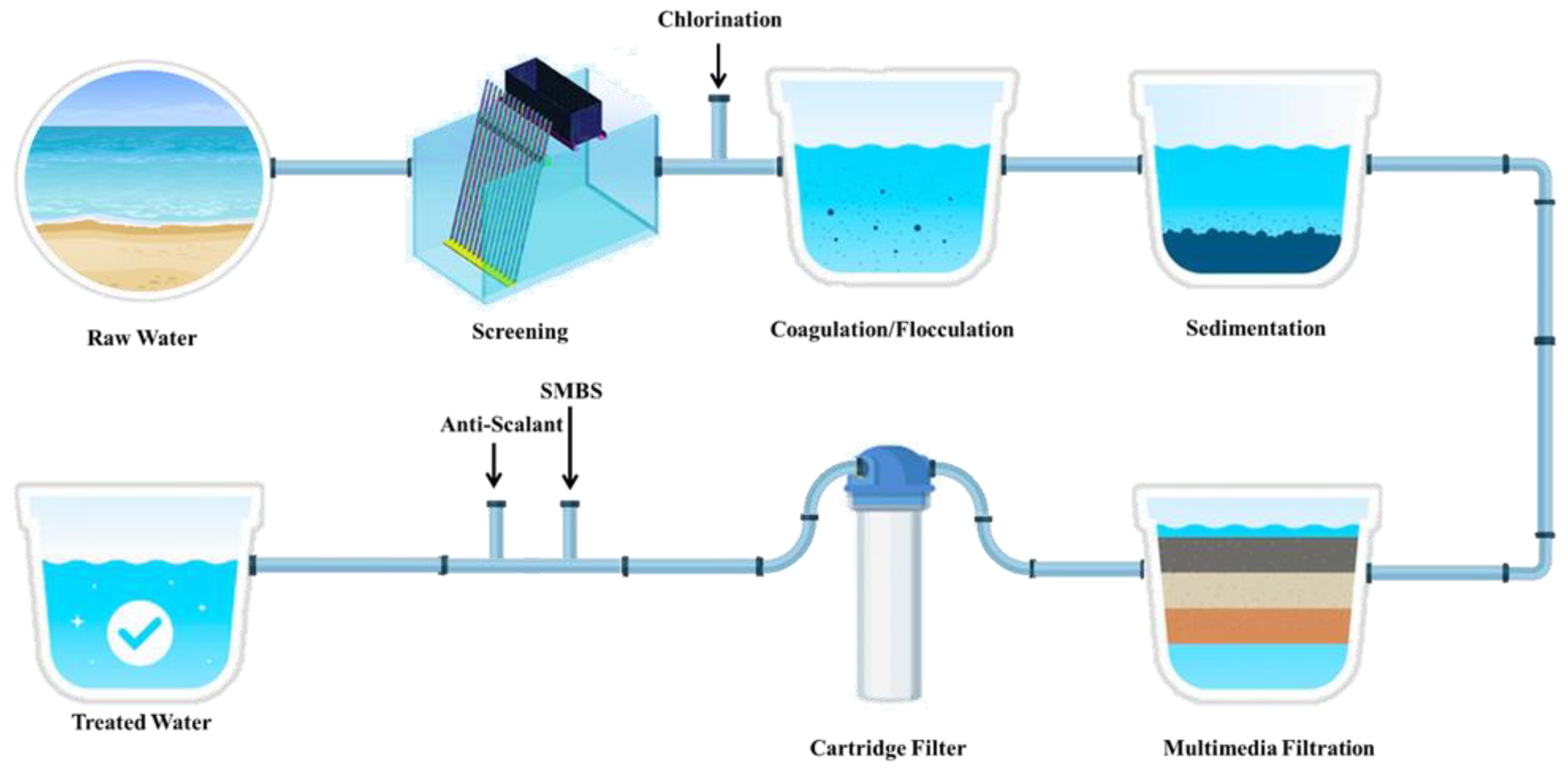
4.1. Conventional Pretreatment Technologies
4.1.1. Pre-Screening
4.1.2. Chlorination
4.1.3. Coagulation–Flocculation
4.1.4. Clarification Technologies
Sedimentation
Dissolved Air Flotation (DAF)
4.1.5. Media Filtration
4.1.6. Scale Inhibitors
4.2. Membrane Pretreatment Technologies
4.2.1. Polymeric Membranes
MF, UF, and NF Polymeric Membranes
Common Polymers for MF, UF, and NF Fabrication
Advances in Membrane Material: Synthesis and Modification
Properties Affecting Membrane Performance
Membrane Configurations
4.2.2. Comparisons of Polymeric and Ceramic Membranes
4.2.3. Ceramic Membranes
4.3. Hybrid Pretreatment Systems
5. Future Recommendations
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Abushawish, A.; Nabhan, T.; Almadidy, A. Potable Water in UAE: An Overview of Water Characteristics and Sources of Contamination. J. Environ. Toxicol. Stud. 2019, 3, 1–4. [Google Scholar] [CrossRef]
- Kummu, M.; Guillaume, J.H.A.; De Moel, H.; Eisner, S.; Flörke, M.; Porkka, M.; Siebert, S.; Veldkamp, T.I.E.; Ward, P.J. The world’s road to water scarcity: Shortage and stress in the 20th century and pathways towards sustainability. Sci. Rep. 2016, 6, 38495. [Google Scholar] [CrossRef] [PubMed]
- Schewe, J.; Heinke, J.; Gerten, D.; Haddeland, I.; Arnell, N.; Clark, D.; Dankers, R.; Eisner, S.; Fekete, B.; Colón-González, F.; et al. Multimodel assessment of water scarcity under climate change. Proc. Natl. Acad. Sci. USA 2014, 111, 3245–3250. [Google Scholar] [CrossRef]
- Almanassra, I.W.; Chatla, A.; Zakaria, Y.; Kochkodan, V.; Shanableh, A.; Laoui, T.; Atieh, M.A. Palm leaves based biochar: Advanced material characterization and heavy metal adsorption study. Biomass Convers. Biorefinery 2022, 1–20. [Google Scholar] [CrossRef]
- Aboelnga, H.T.; El-Naser, H.; Ribbe, L.; Frechen, F.B. Assessing water security in water-scarce cities: Applying the integrated urban water security index (IUWSI) in Madaba, Jordan. Water 2020, 12, 1299. [Google Scholar] [CrossRef]
- Rana, M.; Guleria, V. Water Scarcity in India: A Threat to Sustainable Management of Water. ESSENCE—Int. J. Environ. Rehabil. Conserv. 2018, 9, 35–44. [Google Scholar] [CrossRef]
- Brown, T.C.; Mahat, V.; Ramirez, J.A. Adaptation to Future Water Shortages in the United States Caused by Population Growth and Climate Change. Earth’s Futur. 2019, 7, 219–234. [Google Scholar] [CrossRef]
- WHO. Drinking-Water. World Health Organization. 2019. Available online: https://www.who.int/news-room/fact-sheets/detail/drinking-water (accessed on 11 April 2021).
- Guppy, L.; Anderson, K. Global Water Crisis: The Facts; United Nations University Institute for Water: Hamilton, ON, Canada, 2017; pp. 1–3.
- European Environment Agency. Water Scarcity and Drought in the European Union; United Nations University Institute for Water: Hamilton, ON, Canada, 2010; Volume 6.
- Banerjee, P.; Gulati, A. Emerging Water Crisis in India: Key Issues and Way Forward. Indian J. Econ. 2016, 96, 681–704. [Google Scholar]
- NSD-D Hub. Water Scarcity in the Middle East; Institute for Water, Environment, and Health: Hamilton, ON, Canada, 2019; pp. 1–20. [Google Scholar]
- Al-rimmawi, H. Middle East Chronic Water Problems: Solution Prospects. Energy Environ. Res. 2012, 2, 28–34. [Google Scholar] [CrossRef]
- Procházka, P.; Hönig, V.; Maitah, M.; Pljučarská, I.; Kleindienst, J. Evaluation of water scarcity in selected countries of the Middle East. Water 2018, 10, 1482. [Google Scholar] [CrossRef]
- Birge, D.; Mandhan, S.; Berger, A. Dynamic simulation of neighborhood water use: A case study of Emirati neighborhoods in Abu Dhabi, UAE DAVID. Cent. Adv. Urban. 2016, 77, 1–10. [Google Scholar]
- Chowdhury, R.K.; Rajput, M.A. Will greywater reuse really affect the sewer flow? Experience of a residential complex in Al Ain, UAE. Water Sci. Technol. Water Supply 2017, 17, 246–258. [Google Scholar] [CrossRef]
- Rizk, Z.S.; Alsharhan, A.S. Water resources in the United Arab Emirates. Dev. Water Sci. 2003, 50, 245–264. [Google Scholar] [CrossRef]
- Yagoub, M.M.; AlSumaiti, T.S.; Ebrahim, L.; Ahmed, Y.; Abdulla, R. Pattern of water use at the United Arab Emirates university. Water 2019, 11, 2652. [Google Scholar] [CrossRef]
- Wait, I. Changing Perceptions: Water Quality and Demand in the United Arab Emirates. In Proceedings of the 13th IWRA World Water Congress, Montpellier, France, 1–4 September 2008; pp. 1–11. [Google Scholar]
- Zioui, D.; Tigrine, Z.; Aburideh, H.; Hout, S.; Abbas, M. Brackish and Seawater Desalination by a Pilot-scale Reverse Osmosis. J. Mater. Process. Environ. 2017, 55, 46–49. [Google Scholar]
- Krishna, H.J. Introduction to Desalination Technologies. Texas Water Dev. 2014, 2, 1–7. [Google Scholar] [CrossRef]
- Islam, M.S.; Sultana, A.; Islam, M.S.; Shammi, M.; Uddin, M.K. Desalination Technologies for Developing Countries: A Review. J. Sci. Res. 2018, 10, 77–97. [Google Scholar] [CrossRef]
- Rhoades, J.; Kandiah, A.; Mashali, A.M. Chapter 2—Saline waters as resources. In The Use of Saline Waters for Crop Production—FAO Irrigation and Drainage Paper 48; Food and Agriculture Organization (FAO): Rome, Italy, 1992. [Google Scholar]
- AlMadfaei, M. Abu Dhabi State of Environment report 2017—Water Resources; Environmental Agency: Abu Dhabi, United Arab Emirates, 2017; pp. 1–14.
- Ziolkowska, J.R. Is Desalination Affordable?—Regional Cost and Price Analysis. Water Resour. Manag. 2014, 29, 1385–1397. [Google Scholar] [CrossRef]
- MOCCAE. Guiding Standards for Marine Water Properties in the United Arab Emirates 2020. Minist. Clim. Chang. Environ. 2020, 1–6. Available online: www.moccae.gov.ae (accessed on 11 April 2022).
- Jones, E.; Qadir, M.; van Vliet, M.T.H.; Smakhtin, V.; Kang, S.M. The state of desalination and brine production: A global outlook. Sci. Total Environ. 2019, 657, 1343–1356. [Google Scholar] [CrossRef]
- IDA. IDA Desalination Yearbook 2016–2017; the International Desalination Association: Topsfield, MA, USA, 2017; pp. 1–196. [Google Scholar]
- López, D.E.; Trembly, J.P. Desalination of hypersaline brines with joule-heating and chemical pre-treatment: Conceptual design and economics. Desalination 2017, 415, 49–57. [Google Scholar] [CrossRef]
- IRENA. Water Desalination Using Renewable Energy energy technology systems analysis programme. Int. Renew. Energy Agency 2012, 1–28. Available online: www.etsap.org-www.irena.org (accessed on 3 March 2022).
- International Water Summit. Energy Efficient Desalination Meeting the GCC’s Water Needs in an Environmentally Sustainable Way; the International Water Summit, 2018; pp. 1–16. Available online: https://www.readkong.com/page/energy-efficient-desalination-meeting-the-gcc-s-water-needs-7130165 (accessed on 11 April 2023).
- Curto, D.; Franzitta, V.; Guercio, A. A review of the water desalination technologies. Appl. Sci. 2021, 11, 670. [Google Scholar] [CrossRef]
- Mohsen, M.S.; Akash, B.; Abdo, A.A.; Akash, O. Energy Options for Water Desalination in UAE. Procedia Comput. Sci. 2016, 83, 894–901. [Google Scholar] [CrossRef]
- Mogielnicki, R. The AGSIW Next Gen Gulf Series Water—Water Worries: The Future of Desalination in the UAE; the Arab Gulf States Institute in Washington: Washington, DC, USA, 2020; pp. 1–21. [Google Scholar]
- Beltrán, J.; Koo-Oshima, S. Water desalination for agricultural applications. FAO Land Water Discuss. Pap. 2006, 5, 48. Available online: http://www.arava.co.il/haklaut/mop/d081007/d081007_4.pdf (accessed on 20 May 2022).
- Sohn, J.; Valavala, R.; Han, J.; Her, N.; Yoon, Y. Pretreatment in reverse osmosis seawater desalination: A short review. Environ. Eng. Res. 2011, 16, 205–212. [Google Scholar] [CrossRef]
- Goh, P.S.; Matsuura, T.; Ismail, A.F.; Hilal, N. Recent trends in membranes and membrane processes for desalination. Desalination 2016, 391, 43–60. [Google Scholar] [CrossRef]
- EPA. Environmental Technology Verification Report Removal of Arsenic in Drinking Water Hydranautics ESPA2-4040 Reverse Osmosis Membrane Element Module; U.S. Environmental Protection Agency: Washington, DC, USA, 2001; pp. 1–78.
- Ncube, R.; Inambao, F.L. Sea Water Reverse Osmosis Desalination: Energy and Economic Analysis. Int. J. Mech. Eng. Technol. 2019, 10, 716–731. [Google Scholar]
- Tanuwidjaja, D.; Hoek, E.M.V. High-Efficiency Seawater Desalination via NF/RO Multi-Pass Arrays; American Institute of Chemical Engineers: New York, NY, USA, 2006. [Google Scholar]
- Veolia. Reverse Osmosis Desalination Our global expertise to address water scarcity. Veolia Water Technol. 2016, 1–16. Available online: https://www.lenntech.com/processes/desalination/energy/general/desalination-costs.htm%0Ahttps://www.lenntech.com/processes/desalination/energy/general/desalination-costs (accessed on 21 May 2022).
- Ruan, G.; Wang, M.; An, Z.; Xu, G.; Ge, Y.; Zhao, H. Progress and perspectives of desalination in China. Membranes 2021, 11, 206. [Google Scholar] [CrossRef]
- Okamoto, Y.; Lienhard, J.H. How RO membrane permeability and other performance factors affect process cost and energy use: A review. Elsevier 2019, 470, 1–30. [Google Scholar] [CrossRef]
- Takabatake, H.; Taniguchi, M.; Kurihara, M. Advanced technologies for stabilization and high performance of seawater ro membrane desalination plants. Membranes 2021, 11, 138. [Google Scholar] [CrossRef] [PubMed]
- Brehant, A.; Bonnelye, V.; Perez, M. Comparison of MF/UF pretreatment with conventional filtration prior to RO membranes for surface seawater desalination. Desalination 2002, 144, 353–360. [Google Scholar] [CrossRef]
- Alhadidi, A.; Kemperman, A.J.B.; Blankert, B.; Schippers, J.C.; Wessling, M.; van der Meer, W.G.J. Silt Density Index and Modified Fouling Index relation, and effect of pressure, temperature and membrane resistance. Desalination 2011, 273, 48–56. [Google Scholar] [CrossRef]
- Robert Reiss, P.E.C.; Robert, P.D.C.M.; Scott, P.; Hoxworth, W. Evaluation of Desalination on Waters Under the Influence of Surface Water Runoff for Pretreatment, Water Quality, and Pathogen Removal Performance; US Department of the Interior, Bureau of Reclamation, Technical Service Center, Water Treatment Engineering and Research Group: Denver, CO, USA, 2007; pp. 1–150. [Google Scholar]
- World Bank Group. The Role of Desalination in an Increasingly Water-Scarce World; World Bank: Washington, DC, USA, 2019; pp. 1–97. [Google Scholar] [CrossRef]
- Badruzzaman, M.; Voutchkov, N.; Weinrich, L.; Jacangelo, J.G. Selection of pretreatment technologies for seawater reverse osmosis plants: A review. Desalination 2019, 449, 78–91. [Google Scholar] [CrossRef]
- Alkaisi, A.; Mossad, R.; Sharifian-Barforoush, A. A Review of the Water Desalination Systems Integrated with Renewable Energy. Energy Procedia 2017, 110, 268–274. [Google Scholar] [CrossRef]
- Shaaban, S.; Yahya, H. Detailed analysis of reverse osmosis systems in hot climate conditions. Desalination 2017, 423, 41–51. [Google Scholar] [CrossRef]
- Abushaban, A.; Salinas-Rodriguez, S.; Kapala, M.; Pastorelli, D.; Schippers, J.; Mondal, S.; Goueli, S.; Goueli, S. Monitoring biofouling potential using ATP-based bacterial growth potential in SWRO pre-treatment of a full-scale plant. Membranes 2020, 10, 360. [Google Scholar] [CrossRef]
- Hashlamon, A.; Ahmad, A.; Hong, L.C. Pre-treatment Methods for Seawater Desalination and Industrial Wastewater Treatment: A Brief Review. Int. J. Sci. Res. Sci. Eng. Technol. 2015, 2, 422–428. [Google Scholar]
- Bick, A.; Bruggemann, R.; Oron, G. Assessment of the Intake and the Pretreatment Design in Existing Seawater Reverse Osmosis (SWRO) Plants by Hasse Diagram Technique (HDT). Clean—Soil Air Water 2011, 39, 933–940. [Google Scholar] [CrossRef]
- Wang, H.; Gao, Y.; Gao, B.; Guo, K.; Shon, H.; Yue, Q.; Wang, Z. Comprehensive analysis of a hybrid FO-NF-RO process for seawater desalination: With an NF-like FO membrane. Desalination 2021, 515, 115203. [Google Scholar] [CrossRef]
- US EPA. Work Breakdown Structure (WBS) Model for Reverse Osmosis/Nanofiltration Drinking Water Treatment. US Environ. Prot. Agency. 2019. Available online: https://www.epa.gov/sites/production/files/2019-07/documents/wbs-ronf-documentation-june-2019.pdf (accessed on 30 May 2022).
- Voutchkov, N. Considerations for selection of seawater filtration pretreatment system. Desalination 2010, 261, 354–364. [Google Scholar] [CrossRef]
- Desormeaux, E.D.; Meyerhofer, P.F.; Luckenbach, H.R.; Kudela, R.M. Pilot-Testing Multiple Pretreatment Systems for Seawater Desalination. IDA J. Desalin. Water Reuse 2011, 3, 42–52. [Google Scholar] [CrossRef]
- AMTA. Pretreatment for Membrane Processes; America’s Authority in Membrane Treatment; American Membrane Technology Association: Englewood, FL, USA, 2012; pp. 1–4. [Google Scholar]
- Najid, N.; Hakizimana, J.; Kouzbour, S.; Gourich, B.; Ruiz-García, A.; Vial, C.; Stiriba, Y.; Semiat, R. Fouling control and modeling in reverse osmosis for seawater desalination: A review. Comput. Chem. Eng. 2022, 162, 107794. [Google Scholar] [CrossRef]
- Pandey, S.R.; Jegatheesan, V.; Baskaran, K.; Shu, L. Fouling in reverse osmosis (RO) membrane in water recovery from secondary effluent: A review. Rev. Environ. Sci. Biotechnol. 2012, 11, 125–145. [Google Scholar] [CrossRef]
- Ahmed, J.; Jamal, Y.; Shujaatullah, M. Recovery of cooling tower blowdown water through reverse osmosis (Ro): Review of water parameters affecting membrane fouling and pretreatment schemes. Desalin. Water Treat. 2020, 189, 9–17. [Google Scholar] [CrossRef]
- Kavitha, J.; Rajalakshmi, M.; Phani, A.R.; Padaki, M. Pretreatment processes for seawater reverse osmosis desalination systems—A review. J. Water Process Eng. 2019, 32, 100926. [Google Scholar] [CrossRef]
- Schippers, J.C.; Verdouw, J. 48 ® Elsevier Scientific Publishing Company, Amsterdam-Punted in The Netherlands the modified fouling index, a method of determining the fouling characteristics of water. Desalination 1980, 32, 137. [Google Scholar] [CrossRef]
- Fayaz, S.M.H.; Mafigholami, R.; Razavian, F.; Ghasemipanah, K. Correlations between silt density index, turbidity and oxidation-reduction potential parameters in seawater reverse osmosis desalination. Water Sci. Eng. 2019, 12, 115–120. [Google Scholar] [CrossRef]
- Wei, C.H.; Laborie, S.; Aim, R.B.; Amy, G. Full utilization of silt density index (SDI) measurements for seawater pre-treatment. J. Memb. Sci. 2012, 405–406, 212–218. [Google Scholar] [CrossRef]
- Baker, R.W. Membrane Technology and Applications, 2nd ed.; John Wiley & Sons Ltd.: London, UK, 2004; Volume 30. [Google Scholar]
- Jeong, S.; Vigneswaran, S. Practical use of standard pore blocking index as an indicator of biofouling potential in seawater desalination. Desalination 2015, 365, 8–14. [Google Scholar] [CrossRef]
- Misdan, N.; Ismail, A.F.; Hilal, N. Recent advances in the development of (bio)fouling resistant thin film composite membranes for desalination. Desalination 2016, 380, 105–111. [Google Scholar] [CrossRef]
- Vrouwenvelder, J.S.; Van Loosdrecht, M.C.M.; Kruithof, J.C. A novel scenario for biofouling control of spiral wound membrane systems. Water Res. 2011, 45, 3890–3898. [Google Scholar] [CrossRef] [PubMed]
- Misdan, N.; Lau, W.J.; Ismail, A.F. Seawater Reverse Osmosis (SWRO) desalination by thin-film composite membrane-Current development, challenges and future prospects. Desalination 2012, 287, 228–237. [Google Scholar] [CrossRef]
- Matin, A.; Khan, Z.; Zaidi, S.M.J.; Boyce, M.C. Biofouling in reverse osmosis membranes for seawater desalination: Phenomena and prevention. Desalination 2011, 281, 1–16. [Google Scholar] [CrossRef]
- Koo, C.H.; Mohammad, A.W.; Suja’, F.; Talib, M.Z.M. Use and development of fouling index in predicting membrane fouling. Sep. Purif. Rev. 2013, 42, 296–339. [Google Scholar] [CrossRef]
- Dixon, M.B.; Qiu, T.; Blaikie, M.; Pelekani, C. The application of the Bacterial Regrowth Potential method and Flow Cytometry for biofouling detection at the Penneshaw Desalination Plant in South Australia. Desalination 2012, 284, 245–252. [Google Scholar] [CrossRef]
- Kurihara, M.; Takeuchi, H.; Ito, Y. A reliable seawater desalination system based on membrane technology and biotechnology considering reduction of the environmental impact. Environments 2018, 5, 127. [Google Scholar] [CrossRef]
- Dhakal, N.; Salinas-Rodriguez, S.G.; Ampah, J.; Schippers, J.C.; Kennedy, M.D. Measuring biofouling potential in swro plants with a flow-cytometry-based bacterial growth potential method. Membranes 2021, 11, 76. [Google Scholar] [CrossRef]
- Ruiz-García, A.; Melián-Martel, N.; Nuez, I. Short review on predicting fouling in RO desalination. Membranes 2017, 7, 62. [Google Scholar] [CrossRef]
- Cai, B.J.; Baudin, I.; Ng, H.Y. A modified fouling index (MFI40) and fouling predicting approach for ultrafiltration of secondary effluents. J. Water Reuse Desalin. 2019, 9, 67–82. [Google Scholar] [CrossRef]
- Jin, Y.; Lee, H.; Park, C.; Hong, S. ASTM Standard Modified Fouling Index for Seawater Reverse Osmosis Desalination Process: Status, Limitations, and Perspectives. Sep. Purif. Rev. 2018, 49, 55–67. [Google Scholar] [CrossRef]
- Jin, Y.; Lee, H.; Jin, Y.O.; Hong, S. Application of multiple modified fouling index (MFI) measurements at full-scale SWRO plant. Desalination 2017, 407, 24–32. [Google Scholar] [CrossRef]
- D 8002-15; Standard Test Method for Modified Fouling Index (MFI-0.45) of Water. ASTM: West Conshohocken, PA, USA, 2015.
- Alsawaftah, N.; Abuwatfa, W.; Darwish, N.; Husseini, G. A comprehensive review on membrane fouling: Mathematical modelling, prediction, diagnosis, and mitigation. Water 2021, 13, 1327. [Google Scholar] [CrossRef]
- Boerlage, S.F.E.; Kennedy, M.D.; Dickson, M.R.; El-Hodali, D.E.Y.; Schippers, J.C. The modified fouling index using ultrafiltration membranes (MFI-UF): Characterisation, filtration mechanisms and proposed reference membrane. J. Memb. Sci. 2002, 197, 1–21. [Google Scholar] [CrossRef]
- Alhadidi, A.; Kemperman, A.J.B.; Schurer, R.; Schippers, J.C.; Wessling, M.; Van der Meer, W.G.J. SDI+ and MFI to evaluate fouling in a UF/RO desalination pilot plant. Desalination 2012, 285, 153–162. [Google Scholar] [CrossRef]
- Dupont. FILMTECTM Reverse Osmosis Membranes Technical Manual; The Dow Chemical y: Midland, MI, USA, 2021; p. 210. [Google Scholar]
- Jacangelo, J.G.; Voutchkov, N. Pretreatment for Seawater Reverse Osmosis: Existing Plant Performance and Selection Guidance; The Water Research Foundation: Denver, CO, USA, 2018. [Google Scholar]
- Murkute, P.; Hydranautics, O.; Kizer, C.; Environmental, Z. A Pilot Study Using Seawater Reverse Osmosis Membranes in Combination With Various Pretreatments To Meet the challenges of Pacific seawater desalination. Membr. Com. 1987, 1–9. [Google Scholar]
- Redondo, J.A.; Lomax, I. Y2K generation FILMTEC RO membranes combined with new pretreatment techniques to treat raw water with high fouling potential: Summary of experience. Desalination 2001, 136, 287–306. [Google Scholar] [CrossRef]
- Kucera, J. Biofouling of polyamide membranes: Fouling mechanisms, current mitigation and cleaning strategies, and future prospects. Membranes 2019, 9, 111. [Google Scholar] [CrossRef]
- Friedler, E.; Katz, I.; Dosoretz, C.G. Chlorination and coagulation as pretreatments for greywater desalination. Desalination 2008, 222, 38–49. [Google Scholar] [CrossRef]
- Shah, J.; Qureshi, N. Chlorine Gas vs. Sodium Hypochlorite: What’s the Best Option? Opflow 2008, 34, 24–27. [Google Scholar] [CrossRef]
- Jamaly, S.; Darwish, N.N.; Ahmed, I.; Hasan, S.W. A short review on reverse osmosis pretreatment technologies. Desalination 2014, 354, 30–38. [Google Scholar] [CrossRef]
- Siddiqui, A.; Pinel, I.; Prest, E.I.; Bucs, S.S.; van Loosdrecht, M.C.M.; Kruithof, J.C.; Vrouwenvelder, J.S. Application of DBNPA dosage for biofouling control in spiral wound membrane systems. Desalin. Water Treat. 2017, 68, 12–22. [Google Scholar] [CrossRef]
- Ali, M.E.A.; Wang, L.; Wang, X.; Feng, X. Thin film composite membranes embedded with graphene oxide for water desalination. Desalination 2016, 386, 67–76. [Google Scholar] [CrossRef]
- Duan, J.; Pan, Y.; Pacheco, F.; Litwiller, E.; Lai, Z.; Pinnau, I. High-performance polyamide thin-film-nanocomposite reverse osmosis membranes containing hydrophobic zeolitic imidazolate framework-8. J. Memb. Sci. 2015, 476, 303–310. [Google Scholar] [CrossRef]
- Hong, S.P.; Kim, I.C.; Tak, T.; Kwon, Y.N. Interfacially synthesized chlorine-resistant polyimide thin film composite (TFC) reverse osmosis (RO) membranes. Desalination 2013, 309, 18–26. [Google Scholar] [CrossRef]
- Xavier, L.D.; Yokoyama, L.; de Oliveira, V.R.; Ribeiro, G.T.; Araújo, O. The role of coagulation-flocculation in the pretreatment of reverse osmosis in power plant. J. Sustain. Dev. Energy Water Environ. Syst. 2020, 8, 118–131. [Google Scholar] [CrossRef]
- Gao, L.X.; Gu, H.; Rahardianto, A.; Christofides, P.D.; Cohen, Y. Self-adaptive cycle-to-cycle control of in-line coagulant dosing in ultrafiltration for pre-treatment of reverse osmosis feed water. Desalination 2017, 401, 22–31. [Google Scholar] [CrossRef]
- Anis, S.F.; Hashaikeh, R.; Hilal, N. Reverse osmosis pretreatment technologies and future trends: A comprehensive review. Desalination 2019, 452, 159–195. [Google Scholar] [CrossRef]
- Gabelich, C.J.; Yun, T.I.; Coffey, B.M.; Suffet, I.H.M. Effects of aluminum sulfate and ferric chloride coagulant residuals on polyamide membrane performance. Desalination 2002, 150, 15–30. [Google Scholar] [CrossRef]
- Sanza, M.A.; Bonnélyea, V.; Cremerb, G. Fujairah reverse osmosis plant: 2 years of operation. Desalination 2007, 203, 91–99. [Google Scholar] [CrossRef]
- Khawaji, A.D.; Kutubkhanah, I.K.; Wie, J.M. A 13.3 MGD seawater RO desalination plant for Yanbu Industrial City. Desalination 2007, 203, 176–188. [Google Scholar] [CrossRef]
- Tabatabai, S.A.A.; Schippers, J.C.; Kennedy, M.D. Effect of coagulation on fouling potential and removal of algal organic matter in ultrafiltration pretreatment to seawater reverse osmosis. Water Res. 2014, 59, 283–294. [Google Scholar] [CrossRef] [PubMed]
- Schneider, O.D.; Weinrich, L.A.; Giraldo, E.; LeChevallier, M.W. Impacts of salt type and concentration on coagulation of humic acid and silica. J. Water Supply Res. Technol.—AQUA 2013, 62, 339–349. [Google Scholar] [CrossRef]
- Imran, M. Effect of Corrosion on Heat Transfer through Boiler Tube and Estimating Overheating. Int. J. Adv. Mech. Eng. 2014, 4, 629–638. [Google Scholar]
- Zhao, B.; Wang, D.; Li, T.; Chow, C.W.K.; Huang, C. Influence of floc structure on coagulation-microfiltration performance: Effect of Al speciation characteristics of PACls. Sep. Purif. Technol. 2010, 72, 22–27. [Google Scholar] [CrossRef]
- Peiris, R.H.; Jaklewicz, M.; Budman, H.; Legge, R.L.; Moresoli, C. Assessing the role of feed water constituents in irreversible membrane fouling of pilot-scale ultrafiltration drinking water treatment systems. Water Res. 2013, 47, 3364–3374. [Google Scholar] [CrossRef]
- Alshahri, A.H.; Fortunato, L.; Ghaffour, N.; Leiknes, T.O. Controlling harmful algal blooms (HABs) by coagulation-flocculation-sedimentation using liquid ferrate and clay. Chemosphere 2021, 274, 129676. [Google Scholar] [CrossRef]
- Duan, J.; Wilson, F.; Graham, N.; Tay, J.H. Adsorption of humic acid by powdered activated carbon in saline water conditions. Desalination 2003, 151, 53–66. [Google Scholar] [CrossRef]
- Sari, M.A.; Chellam, S. Surface water nanofiltration incorporating (electro) coagulation-microfiltration pretreatment: Fouling control and membrane characterization. J. Memb. Sci. 2013, 437, 249–256. [Google Scholar] [CrossRef]
- Al-Sarkal, T.; Arafat, H.A. Ultrafiltration versus sedimentation-based pretreatment in Fujairah-1 RO plant: Environmental impact study. Desalination 2013, 317, 55–66. [Google Scholar] [CrossRef]
- Zodi, S.; Potier, O.; Lapicque, F.; Leclerc, J.P. Treatment of the industrial wastewaters by electrocoagulation: Optimization of coupled electrochemical and sedimentation processes. Desalination 2010, 261, 186–190. [Google Scholar] [CrossRef]
- Shahrokhi, M.; Rostami, F.; Said, M.A.M.; Yazdi, S.R.S.; Syafalni. The effect of number of baffles on the improvement efficiency of primary sedimentation tanks. Appl. Math. Model. 2012, 36, 3725–3735. [Google Scholar] [CrossRef]
- Tarpagkou, R.; Pantokratoras, A. The influence of lamellar settler in sedimentation tanks for potable water treatment—A computational fluid dynamic study. Powder Technol. 2014, 268, 139–149. [Google Scholar] [CrossRef]
- Tabatabai, A. Coagulation and Ultrafiltration in Seawater Reverse Osmosis Pretreatment; CRC Press/Balkema: Leiden, The Netherlands, 2014. [Google Scholar]
- Alayande, A.B.; Lim, J.; Kim, J.; Hong, S.; Al-Amoudi, A.S.; Park, B. Fouling control in SWRO desalination during harmful algal blooms: A historical review and future developments. Desalination 2022, 543, 116094. [Google Scholar] [CrossRef]
- Ross, C.C.; Valentine, G.E.; Smith, J.B.M.; Pierce, P.E.J.P. Recent Advances and Applications of Dissolved Air Flotation for Industrial Pretreatment; Environ. Treat. Syst. Inc.: Smyrna, Georgia, 2012; p. 1. [Google Scholar]
- Alshahri, A.H.; Fortunato, L.; Zaouri, N.; Ghaffour, N.; Leiknes, T.O. Role of dissolved air flotation (DAF) and liquid ferrate on mitigation of algal organic matter (AOM) during algal bloom events in RO desalination. Sep. Purif. Technol. 2021, 256, 117795. [Google Scholar] [CrossRef]
- Churman, H.; Henthorne, L.; Dixon, M.B. Harmful Algae Blooms and Desalination: An Algae Cell’ S Journey From Sea to SWRO; International Desalination Association: Topsfield, MA, USA, 2015; pp. 2–5. [Google Scholar]
- Voutchkov, N. Energy use for membrane seawater desalination—Current status and trends. Desalination 2018, 431, 2–14. [Google Scholar] [CrossRef]
- Corral, A.F.; Yenal, U.; Strickle, R.; Yan, D.; Holler, E.; Hill, C.; Ela, W.P.; Arnold, R.G. Comparison of slow sand filtration and microfiltration as pretreatments for inland desalination via reverse osmosis. Desalination 2014, 334, 1–9. [Google Scholar] [CrossRef]
- Bonnelye, V.; Sanz, M.A.; Durand, J.P.; Plasse, L.; Gueguen, F.; Mazounie, P. Reverse osmosis on open intake seawater: Pre-treatment strategy. Desalination 2004, 167, 191–200. [Google Scholar] [CrossRef]
- Abushawish, A.; Almanassra, I.W.; Backer, S.N.; Jaber, L.; Khalil, A.K.A.; Abdelkareem, M.A.; Sayed, E.T.; Alawadhi, H.; Shanableh, A.; Atieh, M.A. High-efficiency removal of hexavalent chromium from contaminated water using nitrogen-doped activated carbon: Kinetics and isotherm study. Mater. Chem. Phys. 2022, 291, 126758. [Google Scholar] [CrossRef]
- Zouboulis, A.; Traskas, G.; Samaras, P. Comparison of single and dual media filtration in a full-scale drinking water treatment plant. Desalination 2007, 213, 334–342. [Google Scholar] [CrossRef]
- Khalil, A.K.A.; Dweiri, F.; Almanassra, I.W.; Chatla, A.; Atieh, M.A. Mg-Al Layered Double Hydroxide Doped Activated Carbon Composites for Phosphate Removal from Synthetic Water: Adsorption and Thermodynamics Studies. Sustainability 2022, 14, 6991. [Google Scholar] [CrossRef]
- Jaber, L.; Ihsanullah, I.; Almanassra, I.W.; Backer, S.N.; Abushawish, A.; Khalil, A.K.A.; Alawadhi, H.; Shanableh, A.; Atieh, M.A. Adsorptive Removal of Lead and Chromate Ions from Water by Using Iron-Doped Granular Activated Carbon Obtained from Coconut Shells. Sustainability 2022, 14, 877. [Google Scholar] [CrossRef]
- Bakr, A.A. Pretreatment for seawater desalination plants by calcite ooids filter. Int. J. Energy Water Resour. 2020, 4, 119–126. [Google Scholar] [CrossRef]
- Elguera, A.M.; Báez, S.O.P. Development of the most adequate pre-treatment for high capacity seawater desalination plants with open intake. Desalination 2005, 184, 173–183. [Google Scholar] [CrossRef]
- Villacorte, L.O.; Tabatabai, S.A.A.; Anderson, D.M.; Amy, G.L.; Schippers, J.C.; Kennedy, M.D. Seawater reverse osmosis desalination and (harmful) algal blooms. Desalination 2015, 360, 61–80. [Google Scholar] [CrossRef]
- Chaussemier, M.; Pourmohtasham, E.; Gelus, D.; Pécoul, N.; Perrot, H.; Lédion, J.; Cheap-Charpentier, H.; Horner, O. State of art of natural inhibitors of calcium carbonate scaling. A review article. Desalination 2015, 356, 47–55. [Google Scholar] [CrossRef]
- Li, X.; Shemer, H.; Hasson, D.; Semiat, R. Characterization of the effectiveness of anti-scalants in suppressing scale deposition on a heated surface. Desalination 2016, 397, 38–42. [Google Scholar] [CrossRef]
- Sweity, A.; Oren, Y.; Ronen, Z.; Herzberg, M. The influence of antiscalants on biofouling of RO membranes in seawater desalination. Water Res. 2013, 47, 3389–3398. [Google Scholar] [CrossRef]
- Pervov, A.G.; Andrianov, A.P.; Danilycheva, M.N. Preliminary evaluation of new green antiscalants for reverse osmosis water desalination. Water Sci. Technol. Water Supply 2018, 18, 167–174. [Google Scholar] [CrossRef]
- El Sayed, M.M.; Abulnour, A.M.G.; Tewfik, S.R.; Sorour, M.H.; Hani, H.A.; Shaalan, H.F. Reverse Osmosis Membrane Zero Liquid Discharge for Agriculture Drainage Water Desalination: Technical, Economic, and Environmental Assessment. Membranes 2022, 12, 923. [Google Scholar] [CrossRef]
- Ramírez, Y.; Cisternas, L.A.; Kraslawski, A. Application of House of Quality in assessment of seawater pretreatment technologies. J. Clean. Prod. 2017, 148, 223–232. [Google Scholar] [CrossRef]
- Glueckstern, P.; Priel, M. Comparative cost of UF vs conventional pretreatment for SWRO systems. Int. Desalin. Water Reuse Q. 2003, 13, 34–39. [Google Scholar]
- Shahid, M.K.; Pyo, M.; Choi, Y.G. The operation of reverse osmosis system with CO2 as a scale inhibitor: A study on operational behavior and membrane morphology. Desalination 2018, 426, 11–20. [Google Scholar] [CrossRef]
- Fritzmann, C.; Löwenberg, J.; Wintgens, T.; Melin, T. State-of-the-art of reverse osmosis desalination. Desalination 2007, 216, 1–76. [Google Scholar] [CrossRef]
- Perry, R.H.; Green, D.W.; Maloney, J.O. Perry’s Chemical Engineers’ Handbook, 7th ed.; McGraw Hill: New York, NY, USA, 1997; Volume 38. [Google Scholar]
- Gul, A.; Hruza, J.; Yalcinkaya, F. Fouling and chemical cleaning of microfiltration membranes: A mini-review. Polymers 2021, 13, 846. [Google Scholar] [CrossRef] [PubMed]
- Zirehpour, A.; Rahimpour, A. Membranes for Wastewater Treatment. Nanostructured Polym. Membr. 2016, 2, 159–207. [Google Scholar] [CrossRef]
- Hoek, E.M.V. MF_UF Membrane Filtration_A State-of-the-Art Review. Water Planet 2017, 1–6. [Google Scholar]
- Ng, L.Y.; Mohammad, A.W.; Leo, C.P.; Hilal, N. Polymeric membranes incorporated with metal/metal oxide nanoparticles: A comprehensive review. Desalination 2013, 308, 15–33. [Google Scholar] [CrossRef]
- Le, N.L.; Nunes, S.P. Materials and membrane technologies for water and energy sustainability. Sustain. Mater. Technol. 2016, 7, 1–28. [Google Scholar] [CrossRef]
- Ulbricht, M. Advanced functional polymer membranes. Polymer 2006, 47, 2217–2262. [Google Scholar] [CrossRef]
- Teng, C.K.; Hawlader, M.N.A.; Malek, A. An experiment with different pretreatment methods. Desalination 2003, 156, 51–58. [Google Scholar] [CrossRef]
- Nair, M.; Kumar, D. Water desalination and challenges: The Middle East perspective: A review. Desalin. Water Treat. 2013, 51, 2030–2040. [Google Scholar] [CrossRef]
- Alspach, B.; Adham, S.; Cooke, T.; Delphos, P.; Garcia-Aleman, J.; Jacangelo, J.; Karimi, A.; Pressman, J.; Schaefer, J.; Sethi, S. Microfiltration and ultrafiltration membranes for drinking water. J. Am. Water Work. Assoc. 2008, 100, 84–97. [Google Scholar] [CrossRef]
- Wilf, M. Membrane Types and Factors Affecting Membrane Performance. Adv. Membr. Technol. 2008, 1–92. [Google Scholar]
- Liu, L.; Luo, X.B.; Ding, L.; Luo, S.L. Application of Nanotechnology in the Removal of Heavy Metal From Water. In Nanomaterials for the Removal of Pollutants and Resource Reutilization; Elsevier: Amsterdam, The Netherlands, 2019; pp. 83–147. [Google Scholar] [CrossRef]
- Gwenaelle, M.P.O.; Jung, J.; Choi, Y.; Lee, S. Effect of microbubbles on microfiltration pretreatment for seawater reverse osmosis membrane. Desalination 2016, 403, 153–160. [Google Scholar] [CrossRef]
- Xu, J.; Ruan, L.G.; Wang, X.; Jiang, Y.Y.; Gao, L.X.; Gao, J.C. Ultrafiltration as pretreatment of seawater desalination: Critical flux, rejection and resistance analysis. Sep. Purif. Technol. 2012, 85, 45–53. [Google Scholar] [CrossRef]
- Halpern, D.F.; McArdle, J.; Antrim, B. UF pretreatment for SWRO: Pilot studies. Desalination 2005, 182, 323–332. [Google Scholar] [CrossRef]
- Knops, F.; van Hoof, S.; Futselaar, H.; Broens, L. Economic evaluation of a new ultrafiltration membrane for pretreatment of seawater reverse osmosis. Desalination 2007, 203, 300–306. [Google Scholar] [CrossRef]
- Busch, M.; Chu, R.; Kolbe, U.; Meng, Q.Q.; Li, S.J. Ultrafiltration pretreatment to reverse osmosis for seawater desalination—Three years field experience in the Wangtan Datang power plant. Desalin. Water Treat. 2009, 10, 1–20. [Google Scholar] [CrossRef]
- Chua, K.T.; Hawlader, M.N.A.; Malek, A. Pretreatment of seawater: Results of pilot trials in Singapore. Desalination 2003, 159, 225–243. [Google Scholar] [CrossRef]
- Laîné, J.M.; Campos, C.; Baudin, I.; Janex, M.L. Understanding membrane fouling: A review of over a decade of research. Water Sci. Technol. Water Supply 2003, 3, 155–164. [Google Scholar] [CrossRef]
- Tian, J.; Ernst, M.; Cui, F.; Jekel, M. Correlations of relevant membrane foulants with UF membrane fouling in different waters. Water Res. 2013, 47, 1218–1228. [Google Scholar] [CrossRef] [PubMed]
- Kimura, K.; Oki, Y. Efficient control of membrane fouling in MF by removal of biopolymers: Comparison of various pretreatments. Water Res. 2017, 115, 172–179. [Google Scholar] [CrossRef] [PubMed]
- Kumar, M.; Baniowda, H.M.; Sreedhar, N.; Curcio, E.; Arafat, H.A. Fouling resistant, high flux, charge tunable hybrid ultrafiltration membranes using polymer chains grafted graphene oxide for NOM removal. Chem. Eng. J. 2021, 408, 127300. [Google Scholar] [CrossRef]
- Yang, H.J.; Kim, H.S. Effect of coagulation on MF/UF for removal of particles as a pretreatment in seawater desalination. Desalination 2009, 247, 45–52. [Google Scholar] [CrossRef]
- Zhang, W.; Zhang, X. Effective inhibition of gypsum using an ion–ion selective nanofiltration membrane pretreatment process for seawater desalination. J. Memb. Sci. 2021, 632, 119358. [Google Scholar] [CrossRef]
- Llenas, L.; Martínez-Lladó, X.; Yaroshchuk, A.; Rovira, M.; de Pablo, J. Nanofiltration as pretreatment for scale prevention in seawater reverse osmosis desalination. Desalin. Water Treat. 2011, 36, 310–318. [Google Scholar] [CrossRef]
- Labban, O.; Chong, T.H.; Lienhard, J.H. Design and modeling of novel low-pressure nanofiltration hollow fiber modules for water softening and desalination pretreatment. Desalination 2018, 439, 58–72. [Google Scholar] [CrossRef]
- Wang, L.K.; Chen, J.P.; Hung, Y.-T.; Shammas, N.K. Handbook of Environmental Engineering Membrane and Desalination Technologies; Springer: New York, NY, USA, 2011. [Google Scholar]
- Mohammad, A.W.; Teow, Y.H.; Ang, W.L.; Chung, Y.T.; Oatley-Radcliffe, D.L.; Hilal, N. Nanofiltration membranes review: Recent advances and future prospects. Desalination 2015, 356, 226–254. [Google Scholar] [CrossRef]
- Abdelkader, B.A.; Antar, M.A.; Khan, Z. Nanofiltration as a Pretreatment Step in Seawater Desalination: A Review. Arab. J. Sci. Eng. 2018, 43, 4413–4432. [Google Scholar] [CrossRef]
- Hilal, N.; Al-Zoubi, H.; Darwish, N.A.; Mohammad, A.W.; Arabi, M.A. A comprehensive review of nanofiltration membranes: Treatment, pretreatment, modelling, and atomic force microscopy. Desalination 2004, 170, 281–308. [Google Scholar] [CrossRef]
- Liu, Q.; Xu, G.R.; Das, R. Inorganic scaling in reverse osmosis (RO) desalination: Mechanisms, monitoring, and inhibition strategies. Desalination 2019, 468, 114065. [Google Scholar] [CrossRef]
- Hassan, A.M.; Farooque, A.M.; Kither, N.M.; Rowaili, A. A demonstration plant based on the new N F—S W R O process. Desalination 2000, 131, 157–171. [Google Scholar] [CrossRef]
- Cob, S.S.; Yeme, C.; Hofs, B.; Cornelissen, E.R.; Vries, D.; Genceli Güner, F.E.; Witkamp, G.J. Towards zero liquid discharge in the presence of silica: STable 98% recovery in nanofiltration and reverse osmosis. Sep. Purif. Technol. 2015, 140, 23–31. [Google Scholar] [CrossRef]
- Samantaray, P.K.; Madras, G.; Bose, S. The Key Role of Modifications in Biointerfaces toward Rendering Antibacterial and Antifouling Properties in Polymeric Membranes for Water Remediation: A Critical Assessment. Adv. Sustain. Syst. 2019, 1900017, 1–25. [Google Scholar] [CrossRef]
- Butylskii, D.Y.; Troitskiy, V.A.; Ponomar, M.A.; Moroz, I.A.; Sabbatovskiy, K.G.; Sharafan, M.V. Efficient Anion-Exchange Membranes with Anti-Scaling Properties Obtained by Surface Modification of Commercial Membranes Using a Polyquaternium-22. Membranes 2022, 12, 1065. [Google Scholar] [CrossRef]
- Park, M.; Park, J.; Lee, E.; Khim, J.; Cho, J. Application of Nanofiltration Pretreatment to Remove Divalent Ions for Economical Seawater Reverse Osmosis Desalination. Desalin. Water Treat. 2016, 57, 20661–20670. [Google Scholar] [CrossRef]
- Yang, Z.; Zhou, Y.; Feng, Z.; Rui, X.; Zhang, T.; Zhang, Z. A review on reverse osmosis and nanofiltration membranes for water purification. Polymers 2019, 11, 1252. [Google Scholar] [CrossRef] [PubMed]
- Kumar, R.S.; Arthanareeswaran, G.; Paul, D.; Kweon, J.H. Modification methods of polyethersulfone membranes for minimizing fouling—Review. Membr. Water Treat. 2015, 6, 323–337. [Google Scholar] [CrossRef]
- Abdelrasoul, A.; Doan, H.; Lohi, A.; Cheng, C.H. Morphology Control of Polysulfone Membranes in Filtration Processes: A Critical Review. ChemBioEng Rev. 2015, 2, 22–43. [Google Scholar] [CrossRef]
- Warsinger, D.M.; Chakraborty, S.; Tow, E.; Plumlee, M.; Bellona, C.; Loutatidou, S.; Karimi, L.; Mikelonis, A.; Achilli, A.; Ghassemi, A.; et al. A review of polymeric membranes and processes for potable water reuse. Prog. Polym. Sci. 2018, 81, 209–237. [Google Scholar] [CrossRef] [PubMed]
- Hosseini, S.S.; Khodakarami, A.H.; Nxumalo, E.N. Intensification and optimization of the characteristics of polyacrylonitrile nanofiltration membranes with improved performance through experimental design and statistical analysis. Polym. Eng. Sci. 2020, 60, 1795–1811. [Google Scholar] [CrossRef]
- Paun, G.; Neagu, E.; Parvulescu, V.; Anastasescu, M.; Petrescu, S.; Albu, C.; Nechifor, G.; Radu, G. New Hybrid Nanofiltration Membranes with Enhanced Flux and Separation Performances Based on Polyphenylene Ether-Ether-Sulfone/Polyacrylonitrile/SBA-15. Membranes 2022, 12, 689. [Google Scholar] [CrossRef] [PubMed]
- Lalia, B.S.; Kochkodan, V.; Hashaikeh, R.; Hilal, N. A review on membrane fabrication: Structure, properties and performance relationship. Desalination 2013, 326, 77–95. [Google Scholar] [CrossRef]
- Jaafar, J.; Nasir, A.M. Grand Challenge in Membrane Fabrication: Membrane Science and Technology. Front. Membr. Sci. 2022, 1, 883913. [Google Scholar] [CrossRef]
- Sabri, S.; Najjar, A.; Manawi, Y.; Eltai, N.; Al-Thani, A.; Atieh, M.A.; Kochkodan, V. Antibacterial properties of polysulfone membranes blended with Arabic gum. Membranes 2019, 9, 29. [Google Scholar] [CrossRef]
- Jaber, L.; Almanassra, I.W.; Backer, S.N.; Kochkodan, V.; Shanableh, A.; Atieh, M.A. A Comparative Analysis of the Effect of Carbonaceous Nanoparticles on the Physicochemical Properties of Hybrid Polyethersulfone Ultrafiltration Membranes. Membranes 2022, 12, 1143. [Google Scholar] [CrossRef]
- Ahmed, I.; Idris, A.; Pa, N.F.C. Novel method of synthesizing poly(ether sulfone) membranes containing two solvents and a lithium chloride additive and their performance. J. Appl. Polym. Sci. 2010, 115, 1428–1437. [Google Scholar] [CrossRef]
- Figoli, A.; Marino, T.; Simone, S.; Di Nicolò, E.; Li, X.M.; He, T.; Tornaghi, S.; Drioli, E. Towards non-toxic solvents for membrane preparation: A review. Green Chem. 2014, 16, 4034–4059. [Google Scholar] [CrossRef]
- Lee, H.J.; Won, J.; Lee, H.; Kang, Y.S. Solution properties of poly(amic acid)-NMP containing LiCl and their effects on membrane morphologies. J. Memb. Sci. 2002, 196, 267–277. [Google Scholar] [CrossRef]
- Marchese, J.; Ponce, M.; Ochoa, N.A.; Prádanos, P.; Palacio, L.; Hernández, A. Fouling behaviour of polyethersulfone UF membranes made with different PVP. J. Memb. Sci. 2003, 211, 1–11. [Google Scholar] [CrossRef]
- Almanassra, I.W.; Jaber, L.; Backer, S.N.; Chatla, A.; Kochkodan, V.; Al-Ansari, T.; Shanableh, A.; Atieh, M.A. Oxidized carbide-derived carbon as a novel filler for improved antifouling characteristics and permeate flux of hybrid polyethersulfone ultrafiltration membranes. Chemosphere 2023, 313, 137425. [Google Scholar] [CrossRef] [PubMed]
- Su, J.F.; Beltsios, K.G.; Li, P.H.; Cheng, L.P. Facile formation of symmetric microporous PVDF membranes via vapor-induced phase separation of metastable dopes. Colloids Surfaces A Physicochem. Eng. Asp. 2022, 634, 128012. [Google Scholar] [CrossRef]
- Chen, X.; Zhan, Y.; Sun, A.; Feng, Q.; Yang, W.; Dong, H.; Chen, Y.; Zhang, Y. Anchoring the TiO2@crumpled graphene oxide core–shell sphere onto electrospun polymer fibrous membrane for the fast separation of multi-component pollutant-oil–water emulsion. Sep. Purif. Technol. 2022, 298, 121605. [Google Scholar] [CrossRef]
- Korolkov, I.V.; Narmukhamedova, A.; Melnikova, G.; Yeszhanov, A.; Zhatkanbayeva, Z.; Chizhik, S.; Zdorovets, M. Preparation of hydrophobic PET track-etched membranes for separation of oil–water emulsion. Membranes 2021, 11, 637. [Google Scholar] [CrossRef]
- Hu, R.; Zhang, R.; He, Y.; Zhao, G.; Zhu, H. Graphene oxide-in-polymer nanofiltration membranes with enhanced permeability by interfacial polymerization. J. Memb. Sci. 2018, 564, 813–819. [Google Scholar] [CrossRef]
- Vatanpour, V.; Jouyandeh, M.; Akhi, H.; Mousavi Khadem, S.; Ganjali, M.; Moradi, H.; Mirsadeghi, S.; Badiei, A.; Esmaeili, A.; Rabiee, N.; et al. Hyperbranched polyethylenimine functionalized silica/polysulfone nanocomposite membranes for water purification. Chemosphere 2022, 290, 133363. [Google Scholar] [CrossRef] [PubMed]
- Bonyadi, E.; Ashtiani, F.Z.; Ghorabi, S.; Niknejad, A.S. Bio-inspired hybrid coating of microporous polyethersulfone membranes by one-step deposition of polydopamine embedded with amino-functionalized SiO2 for high-efficiency oily wastewater treatment. J. Environ. Chem. Eng. 2022, 10, 107121. [Google Scholar] [CrossRef]
- Vane, L.M. A review of pervaporation for product recovery from biomass fermentation processes. J. Chem. Technol. Biotechnol. 2005, 80, 603–629. [Google Scholar] [CrossRef]
- Zahid, M.; Rashid, A.; Akram, S.; Rehan, Z.A.; Razzaq, W. A Comprehensive Review on Polymeric Nano-Composite Membranes for Water Treatment. J. Membr. Sci. Technol. 2018, 8, 1000179. [Google Scholar] [CrossRef]
- Cheng, Q.; Ye, D.; Chang, C.; Zhang, L. Facile fabrication of superhydrophilic membranes consisted of fi brous tunicate cellulose nanocrystals for highly efficient oil/water separation. J. Memb. Sci. 2017, 525, 1–8. [Google Scholar] [CrossRef]
- Chen, F.; Shi, X.; Chen, X.; Chen, W. An iron (II) phthalocyanine/poly (vinylidene fl uoride) composite membrane with antifouling property and catalytic self-cleaning function for high-efficiency oil/water separation. J. Memb. Sci. 2018, 552, 295–304. [Google Scholar] [CrossRef]
- Liu, Y.; Su, Y.; Cao, J.; Guan, J.; Zhang, R.; He, M. Antifouling, high- flux oil / water separation carbon nanotube membranes by polymer-mediated surface charging and hydrophilization. J. Meme. Sci. 2017, 542, 254–263. [Google Scholar] [CrossRef]
- Firouzjaei, M.D.; Seyedpour, S.F.; Aktij, S.; Giagnorio, M.; Bazrafshan, N.; Mollahosseini, A.; Samadi, F.; Ahmadalipour, S.; Sangermano, M.; Abdelrasoul, A.; et al. Recent advances in functionalized polymer membranes for biofouling control and mitigation in forward osmosis. J. Memb. Sci. 2020, 596, 117604. [Google Scholar] [CrossRef]
- Ismail, N.H.; Salleh, W.N.W.; Ismail, A.F.; Hasbullah, H.; Yusof, N.; Aziz, F.; Jaafar, J. Hydrophilic polymer-based membrane for oily wastewater treatment: A review. Sep. Purif. Technol. 2020, 233, 116007. [Google Scholar] [CrossRef]
- Bassyouni, M.; Abdel-Aziz, M.H.; Zoromba, M.S.; Abdel-Hamid, S.M.S.; Drioli, E. A review of polymeric nanocomposite membranes for water purification. J. Ind. Eng. Chem. 2019, 73, 19–46. [Google Scholar] [CrossRef]
- Tan, X.M.; Rodrigue, D. A review on porous polymeric membrane preparation. Part II: Production techniques with polyethylene, polydimethylsiloxane, polypropylene, polyimide, and polytetrafluoroethylene. Polymers 2019, 11, 1310. [Google Scholar] [CrossRef]
- Liu, F.; Wang, L.; Li, D.; Liu, Q.; Deng, B. A review: The effect of the microporous support during interfacial polymerization on the morphology and performances of a thin film composite membrane for liquid purification. RSC Adv. 2019, 9, 35417–35428. [Google Scholar] [CrossRef]
- Mahat, N.A.; Shamsudin, S.A.; Jullok, N.; Ma’Radzi, A.H. Carbon quantum dots embedded polysulfone membranes for antibacterial performance in the process of forward osmosis. Desalination 2020, 493, 114618. [Google Scholar] [CrossRef]
- Panda, S.R.; Bhandaru, N.; Mukherjee, R.; De, S. Ultra filtration of Oily Waste Water: Contribution of Surface Roughness in Membrane Properties and Fouling Characteristics of Polyacrylonitrile Membranes. Can. J. Chem. Eng. 2015, 93, 2031–2042. [Google Scholar] [CrossRef]
- Ikhsana, S.N.W.; Yusofa, N.; Aziza, F.; Misdan, N.; Ismail, A.; Laua, W.; Jaafara, J.; Salleh, W.; Hayati, N. Separation and Purification Technology Efficient separation of oily wastewater using polyethersulfone mixed matrix membrane incorporated with halloysite nanotube-hydrous ferric oxide nanoparticle. Sep. Purif. Technol. 2018, 199, 161–169. [Google Scholar] [CrossRef]
- Loo, S.L.; Fane, A.G.; Krantz, W.B.; Lim, T.T. Emergency water supply: A review of potential technologies and selection criteria. Water Res. 2012, 46, 3125–3151. [Google Scholar] [CrossRef]
- Liu, L.; Xu, X.; Zhao, C.; Yang, F. A new helical membrane module for increasing permeate flux. J. Memb. Sci. 2010, 360, 142–148. [Google Scholar] [CrossRef]
- Sazali, N.; Salleh, W.N.W.; Ismail, A.F.; Kadirgama, K.; Othman, F.E.C. P84 co-polyimide based-tubular carbon membrane: Effect of heating rates on helium separations. Solid State Phenom. 2018, 280, 308–311. [Google Scholar] [CrossRef]
- Sutariya, B.; Patel, K.; Karan, S. Effects of manual interventions in the winding process on the performance of spiral wound membrane module. Desalin. Water Treat. 2022, 251, 1–6. [Google Scholar] [CrossRef]
- Koris, A. Capillary Membranes; Springer: Berlin/Heidelberg, Germany, 2015. [Google Scholar]
- Grylewicz, A.; Mozia, S. Polymeric mixed-matrix membranes modified with halloysite nanotubes for water and wastewater treatment: A review. Sep. Purif. Technol. 2021, 256, 117827. [Google Scholar] [CrossRef]
- Madaeni, S.S.; Ghaemi, N.; Rajabi, H. Advances in Polymeric Membranes for Water Treatment; Elsevier Ltd.: Amsterdam, The Netherlands, 2015. [Google Scholar]
- Li, C.; Sun, W.; Lu, Z.; Ao, X.; Li, S. Ceramic nanocomposite membranes and membrane fouling: A review. Water Res. 2020, 175, 115674. [Google Scholar] [CrossRef] [PubMed]
- Schiavone, M.M.; Lamparelli, D.H.; Zhao, Y.; Zhu, F.; Revay, Z.; Radulescu, A. The effects of temperature and humidity on the microstructure of sulfonated syndiotactic–polystyrene ionic membranes. Membranes 2020, 10, 187. [Google Scholar] [CrossRef]
- Sarkar, S.; Chakraborty, S. Nanocomposite polymeric membrane a new trend of water and wastewater treatment: A short review. Groundw. Sustain. Dev. 2021, 12, 100533. [Google Scholar] [CrossRef]
- Abdullayev, A.; Bekheet, M.F.; Hanaor, D.A.H.; Gurlo, A. Materials and applications for low-cost ceramic membranes. Membranes 2019, 9, 105. [Google Scholar] [CrossRef]
- Kommineni, S.N.; Bryck, J.; Stringer, C.; Stevens, C.; Meyers, N.; Karnik, B.; Hoffman, R.; Sullivan, L. Evaluation of an emerging water treatment technology: Ceramic membranes. Water Sci. Technol. Water Supply 2010, 10, 765–770. [Google Scholar] [CrossRef]
- He, Z.; Lyu, Z.; Gu, Q.; Zhang, L.; Wang, J. Ceramic-based membranes for water and wastewater treatment. Colloids Surfaces A Physicochem. Eng. Asp. 2019, 578, 123513. [Google Scholar] [CrossRef]
- Werber, J.R.; Osuji, C.O.; Elimelech, M. Materials for next-generation desalination and water purification membranes. Nat. Rev. Mater. 2016, 1, 1–5. [Google Scholar] [CrossRef]
- Hamad, J.Z.; Ha, C.; Kennedy, M.D.; Amy, G.L. Application of ceramic membranes for seawater reverse osmosis (SWRO) pre-treatment. Desalin. Water Treat. 2013, 51, 4881–4891. [Google Scholar] [CrossRef]
- Brian, C.J.K.; Wise, L.; Göbbert, C. Comparative Capital Costs for Ceramic and Polymeric Membranes; Nanostone Water Inc.: Eden Prairie, MN, USA; Nanostone Water GmbH: Halberstadt, Germany, 2014. [Google Scholar]
- Asif, M.B.; Zhang, Z. Ceramic membrane technology for water and wastewater treatment: A critical review of performance, full-scale applications, membrane fouling and prospects. Chem. Eng. J. 2021, 418, 129481. [Google Scholar] [CrossRef]
- Samaei, S.M.; Gato-Trinidad, S.; Altaee, A. The application of pressure-driven ceramic membrane technology for the treatment of industrial wastewaters—A review. Sep. Purif. Technol. 2018, 200, 198–220. [Google Scholar] [CrossRef]
- Murić, A.; Petrinić, I.; Christensen, M.L. Comparison of ceramic and polymeric ultrafiltration membranes for treating wastewater from metalworking industry. Chem. Eng. J. 2014, 255, 403–410. [Google Scholar] [CrossRef]
- Noguchi, H.; Oo, M.H.; Niwa, T.; Fong, E.; Yin, R.; Supaat, N. Applications of flat sheet ceramic membrane for surface water and seawater treatments—Introduction of performance in large-scale drinking water plant and seawater pretreatment pilot system in Singapore. Water Pract. Technol. 2019, 14, 289–296. [Google Scholar] [CrossRef]
- Cui, Z.; Xing, W.; Fan, Y.; Xu, N. Pilot study on the ceramic membrane pre-treatment for seawater desalination with reverse osmosis in Tianjin Bohai Bay. Desalination 2011, 279, 190–194. [Google Scholar] [CrossRef]
- Achiou, B.; Elomari, H.; Bouazizi, A.; Karim, A.; Ouammou, M.; Albizane, A.; Bennazha, J.; Alami Younssi, S.; El Amrani, I.E. Manufacturing of tubular ceramic microfiltration membrane based on natural pozzolan for pretreatment of seawater desalination. Desalination 2017, 419, 181–187. [Google Scholar] [CrossRef]
- Xu, J.; Chang, C.Y.; Gao, C. Performance of a ceramic ultrafiltration membrane system in pretreatment to seawater desalination. Sep. Purif. Technol. 2010, 75, 165–173. [Google Scholar] [CrossRef]
- Wang, Z.; Wei, Y.; Xu, Z.; Cao, Y.; Dong, Z.; Shi, X. Inorganic hollow fiber nano filtration membrane. J. Membr. Sci. 2016, 503, 69–80. [Google Scholar] [CrossRef]
- Belgada, A.; Achiou, B.; Alami Younssi, S.; Charik, F.Z.; Ouammou, M.; Cody, J.; Benhida, R.; Khaless, K. Low-cost ceramic microfiltration membrane made from natural phosphate for pretreatment of raw seawater for desalination. J. Eur. Ceram. Soc. 2021, 41, 1613–1621. [Google Scholar] [CrossRef]
- Cui, Z.; Peng, W.; Fan, Y.; Xing, W.; Xu, N. Effect of cross-flow velocity on the critical flux of ceramic membrane filtration as a pre-treatment for seawater desalination. Chin. J. Chem. Eng. 2013, 21, 341–347. [Google Scholar] [CrossRef]
- Bottino, A.; Capannelli, C.; Del Borghi, A.; Colombino, M.; Conio, O. Water treatment for drinking purpose: Ceramic microfiltration application. Desalination 2001, 141, 75–79. [Google Scholar] [CrossRef]
- Cui, Z.; Peng, W.; Fan, Y.; Xing, W.; Xu, N. Ceramic membrane filtration as seawater RO pre-treatment: Influencing factors on the ceramic membrane flux and quality. Desalin. Water Treat. 2013, 51, 2575–2583. [Google Scholar] [CrossRef]
- Kang, J.S.; Sung, S.C.; Lee, J.J.; Kim, H.S. Application of ceramic membrane for seawater desalination pretreatment. Desalin. Water Treat. 2016, 57, 26700–26705. [Google Scholar] [CrossRef]
- Islam, A.; Raghupathy, B.P.C.; Sivakumaran, M.V.; Keshri, A.K. Ceramic membrane for water filtration: Addressing the various concerns at once. Chem. Eng. J. 2022, 446, 137386. [Google Scholar] [CrossRef]
- Xavier, L.A.; Fetzer, D.E.L.; de Oliveira, T.V.; Eiras, D.; Voll, F.A.P.; Vieira, R.B. Effect of stainless-steel slag concentration in the fabrication of cost-effective ceramic membranes: Seawater pre-treatment application. Ceram. Int. 2022, 48, 23273–23283. [Google Scholar] [CrossRef]
- Dong, L.X.; Huang, X.C.; Wang, Z.; Yang, Z.; Wang, X.M.; Tang, C.Y. A thin-film nanocomposite nanofiltration membrane prepared on a support with in situ embedded zeolite nanoparticles. Sep. Purif. Technol. 2016, 166, 230–239. [Google Scholar] [CrossRef]
- Asadollahi, M.; Musavi, A.; Seyyed, D.B. Enhancement of surface properties and performance of reverse osmosis membranes after surface modification: A review. Desalination 2017, 420, 330–383. [Google Scholar] [CrossRef]
- Mustafa, G.; Wyns, K.; Buekenhoudt, A.; Meynen, V. Antifouling grafting of ceramic membranes validated in a variety of challenging wastewaters. Water Res. 2016, 104, 242–253. [Google Scholar] [CrossRef] [PubMed]
- Xu, J.; Chang, C.Y.; Hou, J.; Gao, C. Comparison of approaches to minimize fouling of a UF ceramic membrane in filtration of seawater. Chem. Eng. J. 2013, 223, 722–728. [Google Scholar] [CrossRef]
- Ciston, S.; Lueptow, R.M.; Gray, K.A. Bacterial attachment on reactive ceramic ultrafiltration membranes. J. Memb. Sci. 2008, 320, 101–107. [Google Scholar] [CrossRef]
- Moyo, W.; Chaukura, N.; Motsa, M.; Msagati, T.; Mamba, B.; Heijman, S.; Nkambule, T. Modeling the antifouling properties of atomic layer deposition surface-modified ceramic nanofiltration membranes. Biofouling 2022, 38, 1–14. [Google Scholar] [CrossRef]
- Rabiee, H.; Hossein, M.; Abadi, D.; Vatanpour, V. Preparation and characterization of emulsion poly (vinyl chloride) (EPVC)/TiO2 nanocomposite ultra fi ltration membrane. J. Membr. Sci. 2014, 472, 185–193. [Google Scholar] [CrossRef]
- Hubadillah, S.K.; Othman, M.; Matsuura, T.; Rahman, M.; Jaafar, J.; Ismail, A.F.; Amin, S. Green silica-based ceramic hollow fiber membrane for seawater desalination via direct contact membrane distillation. Sep. Purif. Technol. 2018, 205, 22–31. [Google Scholar] [CrossRef]
- Twibi, M.F.; Othman, M.H.; Hubadillah, S.K.; Alftessi, S.A.; Adam, M.R.; Ismail, A.F.; Rahman, M.A.; Jaafar, J.; Raji, Y.O.; Abd Aziz, M.H.; et al. Hydrophobic mullite ceramic hollow fibre membrane (Hy-MHFM) for seawater desalination via direct contact membrane distillation (DCMD). J. Eur. Ceram. Soc. 2021, 41, 6578–6585. [Google Scholar] [CrossRef]
- Ebrahim, S.; Bou-Hamed, S.; Abdel-Jawad, M.; Burney, N. Microfiltration system as a pretreatment for RO units: Technical and economic assessment. Desalination 1997, 109, 165–175. [Google Scholar] [CrossRef]
- Lee, J.; Oh, B.S.; Kim, S.; Kim, S.J.; Hong, S.K.; Kim, I.S. Fate of Bacillus sp. And Pseudomonas sp. Isolated from seawater during chlorination and microfiltration as pretreatments of a desalination plant. J. Memb. Sci. 2010, 349, 208–216. [Google Scholar] [CrossRef]
- Oh, B.S.; Jang, H.; Cho, J.; Lee, S.; Lee, E.; Kim, I.; Hwang, T.; Kang, J.W. Effect of ozone on microfiltration as a pretreatment of seawater reverse osmosis. Desalination 2009, 238, 90–97. [Google Scholar] [CrossRef]
- Glueckstern, P.; Priel, M.; Wilr, M. Field evaluation of capillary UF technology as a pretreatment for large seawater RO systems. Desalination 2002, 147, 55–62. [Google Scholar] [CrossRef]
- Kim, S.; Lee, I.S.; Kim, K.J.; Shon, D.M.; Kang, L.S. Dual media filtration and ultrafiltration as pretreatment options of low-turbidity seawater reverse osmosis processes. Desalin. Water Treat. 2011, 33, 329–336. [Google Scholar] [CrossRef]
- Kamp, P.C.; Kruithof, J.C.; Folmer, H.C. UF/RO treatment plant Heemskerk: From challenge to full scale application. Desalination 2000, 131, 27–35. [Google Scholar] [CrossRef]
- Monnot, M.; Laborie, S.; Cabassud, C. Granular activated carbon filtration plus ultrafiltration as a pretreatment to seawater desalination lines: Impact on water quality and UF fouling. Desalination 2016, 383, 1–11. [Google Scholar] [CrossRef]
- Tansakul, C.; Laborie, S.; Cabassud, C. Membrane hybrid processes for pretreatment before seawater reverse osmosis desalination. Desalin. Water Treat. 2009, 9, 279–286. [Google Scholar] [CrossRef]
- Park, K.S.; Mitra, S.S.; Yim, W.K.; Lim, S.W. Algal bloom-critical to designing SWRO pretreatment and pretreatment as built in Shuwaikh, Kuwait SWRO by Doosan. Desalin. Water Treat. 2013, 51, 6317–6328. [Google Scholar] [CrossRef]
- Ang, W.L.; Mohammad, A.W.; Benamor, A.; Hilal, N. Hybrid coagulation-NF membrane processes for brackish water treatment: Effect of pH and salt/calcium concentration. Desalination 2016, 390, 25–32. [Google Scholar] [CrossRef]
- Ang, W.L.; Mohammad, A.W.; Hilal, N.; Leo, C.P. A review on the applicability of integrated/hybrid membrane processes in water treatment and desalination plants. Desalination 2015, 363, 2–18. [Google Scholar] [CrossRef]
- Hassan, A.M.; Al-Sofi, M.A.; Al-Amoudi, A.S.; Jamaluddin, A.T.; Farooque, A.M.; Rowaili, A.; Dalvi, A.G.; Kither, N.M.; Mustafa, G.M.; Al-Tisan, I.A. New approach to membrane and thermal seawater desalination processes using nanofiltration membranes (Part 1). Water Supply 1999, 17, 145–161. [Google Scholar] [CrossRef]
- Al-Sofi, M.A.-K. Seawater desalination—SWCC experience and vision. Desalination 2001, 135, 121–139. [Google Scholar] [CrossRef]
- Chinu, K.; Johir, A.H.; Vigneswaran, S.; Shon, H.K.; Kandasamy, J. Assessment of pretreatment to microfiltration for desalination in terms of fouling index and molecular weight distribution. Desalination 2010, 250, 644–647. [Google Scholar] [CrossRef]
- Jeong, S.; Kim, S.; Min Kim, C.; Vigneswaran, S.; Vinh Nguyen, T.; Shon, H.; Kandasamy, J.; Kandasamy, J. A detailed organic matter characterization of pretreated seawater using low pressure microfiltration hybrid systems. J. Memb. Sci. 2013, 428, 290–300. [Google Scholar] [CrossRef]
- Li, S.; Lee, S.T.; Sinha, S.; Leiknes, T.O.; Amy, G.L.; Ghaffour, N. Transparent exopolymer particles (TEP) removal efficiency by a combination of coagulation and ultrafiltration to minimize SWRO membrane fouling. Water Res. 2016, 102, 485–493. [Google Scholar] [CrossRef]
- Guastalli, A.R.; Simon, F.X.; Penru, Y.; de Kerchove, A.; Llorens, J.; Baig, S. Comparison of DMF and UF pre-treatments for particulate material and dissolved organic matter removal in SWRO desalination. Desalination 2013, 322, 144–150. [Google Scholar] [CrossRef]
- Pearce, G.; Talo, S.; Chida, K.; Basha, A.; Gulamhusein, A. Pretreatment options for large scale SWRO plants: Case studies of UF trials at Kindasa, Saudi Arabia, and conventional pretreatment in Spain. Desalination 2004, 167, 175–189. [Google Scholar] [CrossRef]
- Mahmod, S.S.; Takriff, M.; AL-Rajabi, M.; Abdul, P.; Gunny, A.; Silvamany, H.; Jahim, J.M. Water reclamation from palm oil mill effluent (POME): Recent technologies, by-product recovery, and challenges. J. Water Process Eng. 2023, 52, 103488. [Google Scholar] [CrossRef]
- Vijayan, Y.; Teow, Y.H.; Al-Rajabi, M.; Wikramasinghe, S.R. A sustainable development approach of silica recovery and treatment of semiconductor-industry wastewater using ceramic membranes. Sep. Sci. Technol. 2022, 58, 1133–1144. [Google Scholar] [CrossRef]
- Teow, Y.H.; Zaimi, N.A.A.M.; Mazuki, N.I.M.; Ho, K.C.; Mohammad, M.A. Innovation with The Use of Probiotics as an Eco-friendly Tool for Sewage and Palm Oil Mill Effluent Treatment. Int. J. Nanoelectron. Mater. 2020, 13, 267–276. [Google Scholar]
- Nakano, K.; Wang, J.; Sim, L.N. Combination of Ultrafiltration and Ceramics Adsorption Filter for Pretreatment in Seawater Reverse Osmosis Desalination Process. Lap. Tek. Hitachi Met. 2021, 37, 44–53. [Google Scholar]
- Almanassra, I.W.; Al-Ansari, T.; Ihsanullah, I.; Kochkodan, V.; Chatla , A.; Atieh, M.A.; Shanableh, A.; Laoui, T. Carbide-derived carbon as an extraordinary material for the removal of chromium from an aqueous solution. Chemosphere 2022, 307, 135953. [Google Scholar] [CrossRef] [PubMed]
- Chatla, A.; Almanassra, I.W.; Jaber, L.; Kochkodan, V.; Laoui, T.; Alawadhi, H.; Atieh, M.A. Influence of calcination atmosphere on Fe doped activated carbon for the application of lead removal from water. Colloids Surfaces A Physicochem. Eng. Asp. 2022, 652, 129928. [Google Scholar] [CrossRef]
- Chatla, A.; Almanassra, I.W.; Kochkodan, V.; Laoui, T.; Alawadhi, H.; Atieh, M.A. Efficient Removal of Eriochrome Black T (EBT) Dye and Chromium (Cr) by Hydrotalcite-Derived Mg-Ca-Al Mixed Metal Oxide Composite. Catalysts 2022, 12, 1247. [Google Scholar] [CrossRef]
- Almanassra, I.W.; Kochkodan, V.; Mckay, G.; Atierh, M.A.; Al-Ansari, T. Kinetic and thermodynamic investigations of surfactants adsorption from water by carbide-derived carbon. J. Environ. Sci. Health Part A 2021, 56, 1206–1220. [Google Scholar] [CrossRef]
- Ding, J.; Pan, Y.; Li, L.; Liu, H.; Zhang, Q.; Gao, G.; Pan, B. Synergetic adsorption and electrochemical classified recycling of Cr(VI) and dyes in synthetic dyeing wastewater. Chem. Eng. J. 2020, 384, 123232. [Google Scholar] [CrossRef]
- Ganzoury, M.A.; Chidiac, C.; Kurtz, J.; de Lannoy, C.F. CNT-sorbents for heavy metals: Electrochemical regeneration and closed-loop recycling. J. Hazard. Mater. 2020, 393, 122432. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Water Classes | Salt Concentration (mg/L) | Type of Water |
|---|---|---|
| Non-Saline | <500 | Drinking and irrigation water |
| Slightly Saline | 500–1500 | Irrigation water |
| Moderately Saline | 1500–7000 | Primary drainage water and groundwater |
| Highly Saline | 7000–15,000 | Secondary drainage water and groundwater |
| Very Highly Saline | 15,000–35,000 | Highly saline groundwater and seawater |
| Brine | >45,000 | Seawater |
| Parameter | Value |
|---|---|
| Turbidity (NTU) | <75 |
| Temperature (°C) | 19–35 |
| Salinity (mg/L) | >45,000 |
| pH | 6.5–9.0 |
| Fouling | Causes | Damages |
|---|---|---|
| Biological fouling (Biofouling) | Microorganisms, bacteria (Pseudomonas, Bacillus), viruses | Growth of biological creatures on the membrane’s surface, causing:
|
| Organic fouling | Humic and fulvic acids, biopolymers, natural organic matter |
|
| Particle fouling | Clay, sand: suspended solids, turbidity | Decline of membrane productivity over time. |
| Colloidal fouling | Inorganic and organic compounds, micro-algae | Loss of membrane permeate flux. |
| Inorganic fouling/Scaling |
| Accumulation of inorganic precipitates from the feed stream on the surface of the membrane or within the pore structure, resulting in:
|
| Oxidant fouling | Pretreatment chemicals: Chlorine, Ozone… |
|
| Coagulants | Fouling Treatment |
|---|---|
| Ferric-based coagulants: ferric chloride and ferric sulfate (6.0–7.4: optimum pH) | Biofouling Organic fouling: humic and fulvic acids and algal organic matter |
| Aluminum-based coagulants: aluminum sulfate, aluminum chloride, and polyaluminum chloride | Organic fouling: humic substances Colloidal fouling: colloidal particles Biofouling: protein-like |
| Activated carbon + metal salt coagulant | Organic fouling: humic acid |
| Organic coagulant | Colloidal Fouling: colloidal particles |
| Clays | Colloidal fouling: algal bloom Organic fouling: natural organic matter |
| Clays combined with coagulants | Colloidal fouling: algal bloom Organic fouling: natural organic matter |
| Pretreatment | Targeted Fouling | Advantages | Disadvantages | Challenges | Estimated Cost or Energy Consumption |
|---|---|---|---|---|---|
| Chlorination | Biological fouling | Effective for disinfection and odor control. |
|
| Cost USD 1000: 2160 [134]. (Raw Water Feed Flowrate 300,000 m3/day, TDS: 2700 mg/L, Chlorine dose: 2.4 ton/day) |
| Coagulation–flocculation |
|
|
|
| Cost USD 1000: 6933 [134]: Chemical treatment/flocculation clarification and sludge dewatering (Raw Water Feed Flowrate 300,000 m3/d, TDS: 2700 mg/L, NaOH dose: 120 ton/day, flocculant dose: 3 ton/day. |
| Sedimentation | Colloidal fouling: organic/inorganic complexes and colloidal particles |
|
|
|
|
| DAF |
|
|
|
|
|
| Media filtration |
|
|
|
| |
| Scale inhibitors |
|
|
|
|
|
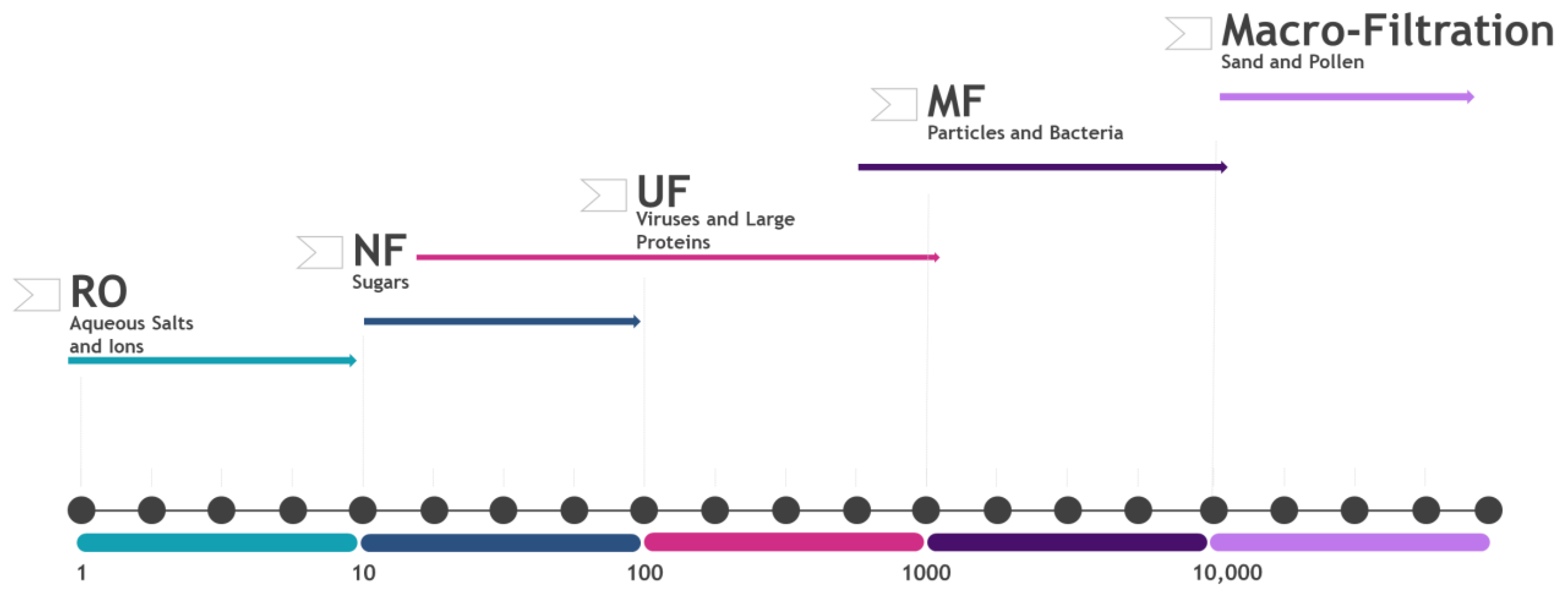
| Process | MF | UF | NF | RO |
|---|---|---|---|---|
| Pore size | 0.1 to 5 µm | 0.01 to 0.1 µm | 0.001 to 0.01 µm | 0.0001 to 0.001 µm |
| Separation mechanism | Molecular sieve | Molecular sieve | Solution diffusion | Solution diffusion |
| Material held | Suspended particles and bacteria | Viruses and large proteins | Micropollutants, sugars, and divalent ions | Dissolved salts |
| Material passed | Water and dissolved solutes | Water and dissolved salts | Water and monovalent salts | Water |
| Filtration Process | Polymers | Advantages | Disadvantages | Properties | Ref. |
|---|---|---|---|---|---|
| MF/UF | Polyacrylonitrile (PAN) |
| Broad pore-size distribution |
| [148,149,150,176,177] |
| Polysulfone (PSF) |
|
|
| ||
| Polyethylene (PE) |
|
|
| ||
| Polyvinylidene fluoride (PVDF) |
|
|
| ||
| Polyethersulfone (PES) |
|
|
| ||
| Polypropylene (PP) |
|
|
| ||
| NF | Polyamide (PA) |
|
|
| [150,175] |
| Polyacrylonitrile (PAN) |
|
| Improves membranes’ anti-fouling capability | [150,178,179,180] | |
| Cellulose acetate (CA) |
|
| Easy to be chemically or physically modified | [150,178] |
| Membrane | Fabrication Technique | Key Features | Flux (LMH) | Rejection (%) | Ref. |
|---|---|---|---|---|---|
| PVDF membrane | VIPS | Symmetric microporous membrane Bi-continuous bulk structure with interlinked crystallites in 3D porous networks High hydrophobicity, large porosity, and submicron pore size | 17.2 at 1 bar | N/A | [190] |
| 2D TiO2@GO/PEN fibrous composite membrane (without PMMA core) | Electrospinning and spraying | High hydrophilicity and underwater hydrophobic properties, low oil adhesion, and efficient water channels High permeability while maintaining a stable rejection. Enhanced photocatalytic degradation performance. Fast separation of multi-component pollutant—oil–water emulsion | 2146 (SFE *) at 4 bar 1671 (SSE *) at 4 bar | 99.47% 99.21% | [191] |
| 3D TiO2@GO/PEN fibrous composite membrane | 4830–5160 (SFE) at 4 bar 3062–3514 (SSE) at 4 bar | >99.4% >99.03% | |||
| PET track-etched membrane | Track-etching | Regular pore geometry and narrow pore size distribution Highly hydrophobic Exhibit stable fluxes and high separation efficiency during filtration cycles. Good oil–water separation abilities | 1098 at 700 mbar | 99.9–99.5% towards Water/Chloroform | [192] |
| 270 at 700 mbar | 99.9–99.5% towards Water/Cetane | ||||
| PIP-GO NF composite membrane | In situ interfacial polymerization | Highly wrinkled and sandwiched structure Rough and hydrophilic surface with a 2D capillary network formed by the stacked GO nanosheet. High surface area Enhanced hydrophilicity, water permeation, and high salt rejection | 242 at 10 bar | ~90% towards MgSO4 | [193] |
| PEI-SiO2/PSF membranes | NIPS | Asymmetric, finger-like, and porous structures Excellent compatibility between PEI-SO2 nanoparticles and polymer matrix. Thus, improved membrane mechanical properties Improved membrane porosity, permeability, and flux recovery ratio Excellent hydrophilicity due to the presence of amino groups. Hence, improved anti-fouling properties | 70 at 3 bar | 99.6% towards Reactive Green 19 dye | [194] |
| PES/sPDA-TEOS-APTES | NIPS-VIPS/coating | Symmetrical and porous membrane with a sponge-like structure Highly hydrophilic with enhanced permeability Robust membranes with superior anti-fouling properties | 1836 at 0.5 bar | ~99.1% toward diesel fuel | [195] |
| Ceramic Membranes | Polymeric Membranes | |
|---|---|---|
| Chemical resistance | Excellent resistance to various chemicals, including strong acids and bases. | Good resistance to a wide range of chemicals but may be less resistant to some strong acids and bases. |
| Temperature tolerance | Can operate at high temperatures up to 500 °C without degrading. | Limited temperature tolerance, with some polymers only operating at <30 °C [222]. |
| Mechanical strength | High resistance to mechanical stress and high pressure. | Low resistance to mechanical stress and high pressure. |
| Fouling resistance | Excellent fouling resistance, with a low likelihood of becoming clogged or blocked. | Poor fouling resistance, with a higher likelihood of becoming clogged or blocked. |
| Average Silt Density Index (SDI) | SDI < 3 Example [223]: SDI = 2.1 (Raw water: Sea seawater of 6.1) | Average 0.5 < SDI < 3 Example [153]: Standalone UF: SDI > 1 |
| Average Turbidity | Turbidity levels: <0.1 NTU [223] | turbidity levels: <0.1 NTU [57] |
| Footprint | Large footprint | Low footprint |
| Cost | High cost due to the use of expensive materials and manufacturing processes. | Low cost due to the use of inexpensive materials and manufacturing processes. |
| Average total operational cost USD 1,106,000 (Ceramic MF membrane) [224] | Average total operating cost USD 1,141,000 (Polymeric UF membrane) [224] | |
| Lifespan | Several years Example [224]: Lifespan = 20 years | Few months-10 years Example [224]: Lifespan = 10 years |
| Raw Material | Fabrication Method, Modification | CM Shape | Pore Size (µm), Porosity (%) | Mechanical Strength (MPa), Contact Angle (°) | Conclusion | Ref. |
|---|---|---|---|---|---|---|
| Natural pozzolan | Extrusion followed by sintering at low temperature of 950 °C. Filtration layer by crossflow filtration of pozzolan powder. | Tubular | 0.37 µm, 41.2% | 15.36 MPa | For raw seawater filtration, turbidity rejection 98.25%, COD retention 70.77%. | [230] |
| Rice husk ash, amorphous membrane | Burned at 600 °C, then phase inversion (extrusion) and sintering at 1200 °C, followed by grafting with a FAS agent | Hollow fiber | 1.21 µm, 54.1% | 71 MPa, 157° | Tested in DCMD, water flux of 52.4 kg/m2h and salt rejection up to 97.5%. | [247] |
| Rice husk ash, crystalline membrane | Burned at 1000 °C, then phase inversion (extrusion) and sintering at 1200 °C, Followed by grafting with a FAS agent | Hollow fiber | 0.54 µm, 35.9% | 66 MPa, 161° | Tested in DCMD, water flux of 38.2 kg/m2h and salt rejection up to 99.9%. | [247] |
| Mullite–kaolinite (Clay) | Phase inversion and sintering At 1500 °C followed by FAS grafting | Hollow fiber | 0.31 µm, 43% | 139° | Tested in DCMD, salt rejection 99.99% and water flux 22.51 kg/m2h. | [248] |
| Raw phosphate | Pressing and sintering at 1000 °C | Flat | 0.26 µm, 25.6% | 19.74 MPa | Water flux 697 L/(h∙m2∙bar). Tested for raw seawater, 40% reduction in SDI, 98% reduction in turbidity, 73% reduction in TOC | [233] |
| Feed Water | Conventional Pretreatment | Membrane Process Pretreatment | Performance | Ref. |
|---|---|---|---|---|
| Chowder Bay, Sydney, Australia. Seawater Conductivity = 51.8–55.5 mS/cm | Flocculation ferric chloride (FeCl3) | MF cellulose acetate 0.45 μm | Flux decline (without conventional pretreatment) = 45% | [262] |
| Deep bed filtration (sand filtration and DMF) | Flux decline (after pretreatment of FeCl3 flocculation) = 42% Flux decline (after pretreatment of sand filtration with in-line coagulation) = 24% Flux decline (after pretreatment of DMF (sand and anthracite) = 22% | |||
| Kijang, Busan, South Korea Seawater Turbidity = 0.99 NTU DOC = 2.38 mg/L hydrophilic matter = 5773.2% | Coagulation FeCl3 | MF hollow fiber membrane (Polysulfone, polyethersulfone, polyvinylidene fluoride (PVDF)) 0.1 mm | Humic-like material was reduced from 12.7 to 1.41–2.31. Aromaticity of humic material increased by 70% of DOC | [263] |
| Coagulation-adsorption FeCl3 powder activated carbon (PAC) wood-based. | ||||
| Artificial seawater Na2SO4 = 4000 mg/L NaCl = 23,500 mg/L | Coagulation FeCl3 | MF 0.1 μm PVDF | Fouling index (J/J0) = 61% for MF SDI15 (MF with coagulation) = 0.75 SDI15 (MF alone) = 3.17 | [161] |
| UF 0.05 μm PVDF | J/J0 = 94% for UF SDI15 (UF with coagulation) = 1.84 SDI15 (UF alone) = 2.76 | |||
| Red Sea water (Saudi Arabia) and isolated BOM Conductivity = 59.0–60.1 mS/cm | Coagulation FeCl3 | UF PESM MWCO = 100 kDa and 50 kDa. | Transform transparent exopolymer particles (TEP) from (0.1–0.4) into TEP (>0.4) | [264] |
| Raw seawater close to the SEAHERO desalination plant | Coagulation FeCl3·6H2O | UF Regenerated cellulose MWCO =100 kDa. | Turbidity removal efficiencies (UF) > 99% Turbidity (UF permeate) = 0.05 NTU UV254 removal efficiency (UF) increased from 16% to 32% | [253] |
| Seawater southern shore of Barcelona (Spain), Conductivity = 1 56 ± 1 mS/cm SDI75% 20 ± 10% min−1 | DAF coagulation (FeCl3) flocculation by axial mechanical mixing flotation | UF Hollow fiber PVDF 0.02 μm pore size | Biopolymers were partially removed in raw seawater by both pretreatments tested (41%) removal in UF permeate Low molecular weight (LMW) removal (UF) = 6% Humics removal (UF) = 8% | [265] |
| Seawater of Gibraltar conductivity of 48.7 mS/cm at 20 °C and a Silt Density Index (SDI) = 13–15 | Coagulation FeCl3 | UF Hollow fiber Cellulosic derivative 100 kDa | Steady-state was maintained over 80 days Maximum flux = 150 L/h∙m2 at 20 °C. | [45] |
| Jeddah Port on the Red Sea in Saudi Arabia seawater TDS = 42,000 ppm Turbidity 0.2–1.1 NTU | Coagulation FeCl3 | UF | SDI = 2.2, which was 2 units better than the conventional pretreatment | [266] |
| Gulf seawater TDS = 44,046 ppm Conductivity = 60,000 µs/cm | Dual-media filtered Fine sand filter 5-micron cartridge filter | NF | Reduced the levels of Cl−, Na+, and K+ by 40.3% each and overall seawater TDS by 57.7% | [260] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Abushawish, A.; Bouaziz, I.; Almanassra, I.W.; AL-Rajabi, M.M.; Jaber, L.; Khalil, A.K.A.; Takriff, M.S.; Laoui, T.; Shanableh, A.; Atieh, M.A.; et al. Desalination Pretreatment Technologies: Current Status and Future Developments. Water 2023, 15, 1572. https://doi.org/10.3390/w15081572
Abushawish A, Bouaziz I, Almanassra IW, AL-Rajabi MM, Jaber L, Khalil AKA, Takriff MS, Laoui T, Shanableh A, Atieh MA, et al. Desalination Pretreatment Technologies: Current Status and Future Developments. Water. 2023; 15(8):1572. https://doi.org/10.3390/w15081572
Chicago/Turabian StyleAbushawish, Alaa, Ines Bouaziz, Ismail W. Almanassra, Maha Mohammad AL-Rajabi, Lubna Jaber, Abdelrahman K. A. Khalil, Mohd Sobri Takriff, Tahar Laoui, Abdallah Shanableh, Muataz Ali Atieh, and et al. 2023. "Desalination Pretreatment Technologies: Current Status and Future Developments" Water 15, no. 8: 1572. https://doi.org/10.3390/w15081572
APA StyleAbushawish, A., Bouaziz, I., Almanassra, I. W., AL-Rajabi, M. M., Jaber, L., Khalil, A. K. A., Takriff, M. S., Laoui, T., Shanableh, A., Atieh, M. A., & Chatla, A. (2023). Desalination Pretreatment Technologies: Current Status and Future Developments. Water, 15(8), 1572. https://doi.org/10.3390/w15081572