
Digital Twin-Driven Tool Wear Monitoring and Predicting Method for the Turning Process


Abstract
:1. Introduction
2. Related Studies
2.1. Studies Regarding Tool Wear Prediction
2.2. Digital Twin-Driven Machining Process
3. DT Model
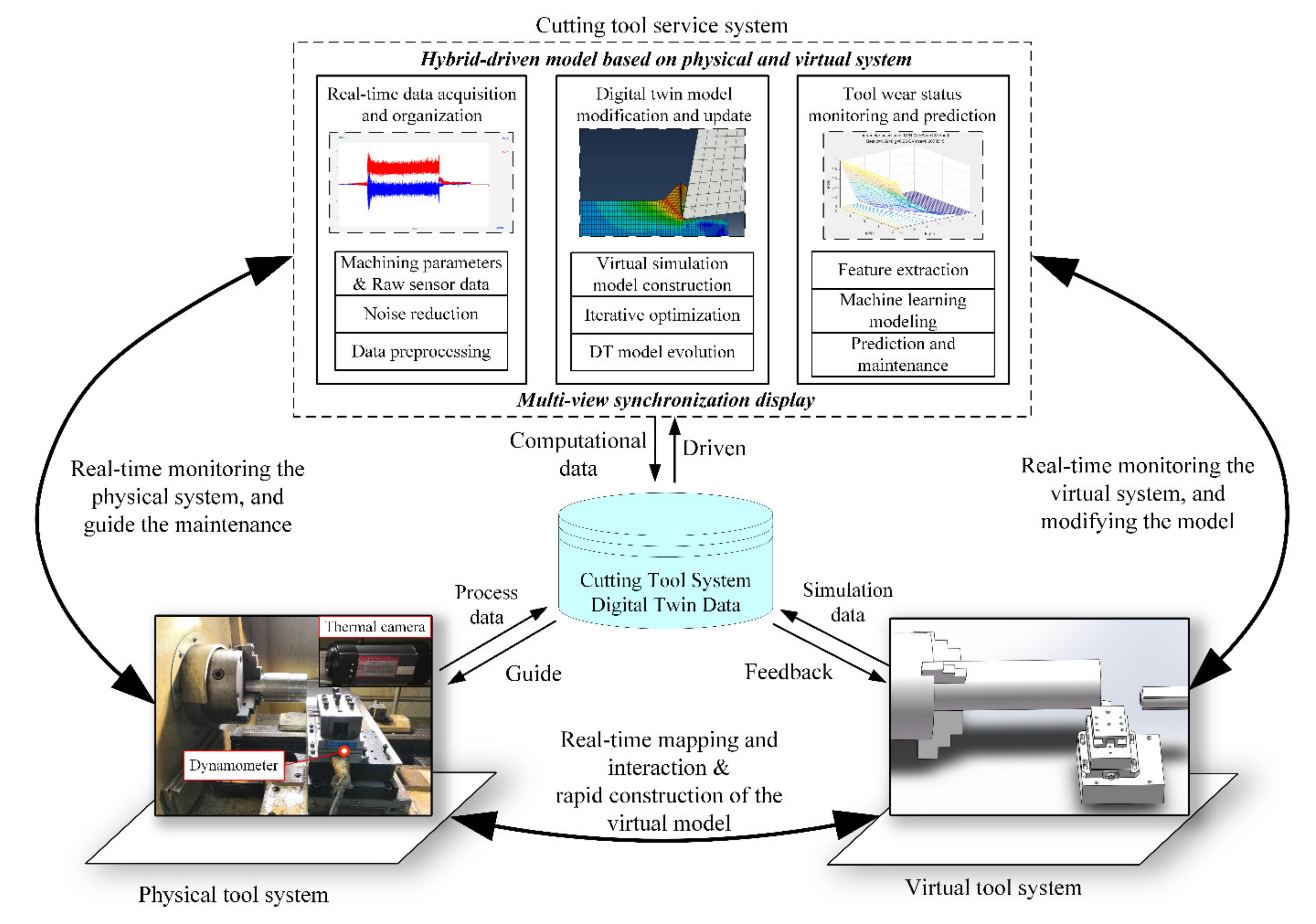
3.1. Framework
- (1)
- Physical tool system
- (2)
- Virtual tool system
- (3)
- Cutting tool service system
- (4)
- DT data
- (5)
- Connections
3.2. Organization and Operational Process
- (1)
- In the working environment layer, the relevant physical environmental parameters, such as the external temperature and humidity, were first confirmed to build the environment in the virtual space. Considering the tool vibration and possible lubricant in the physical tool system, the virtual vibration and lubricant must be modeled to obtain the virtual working environment. At the same time, the virtual environment model is modified to maintain its high fidelity through interactions with the physical environment.
- (2)
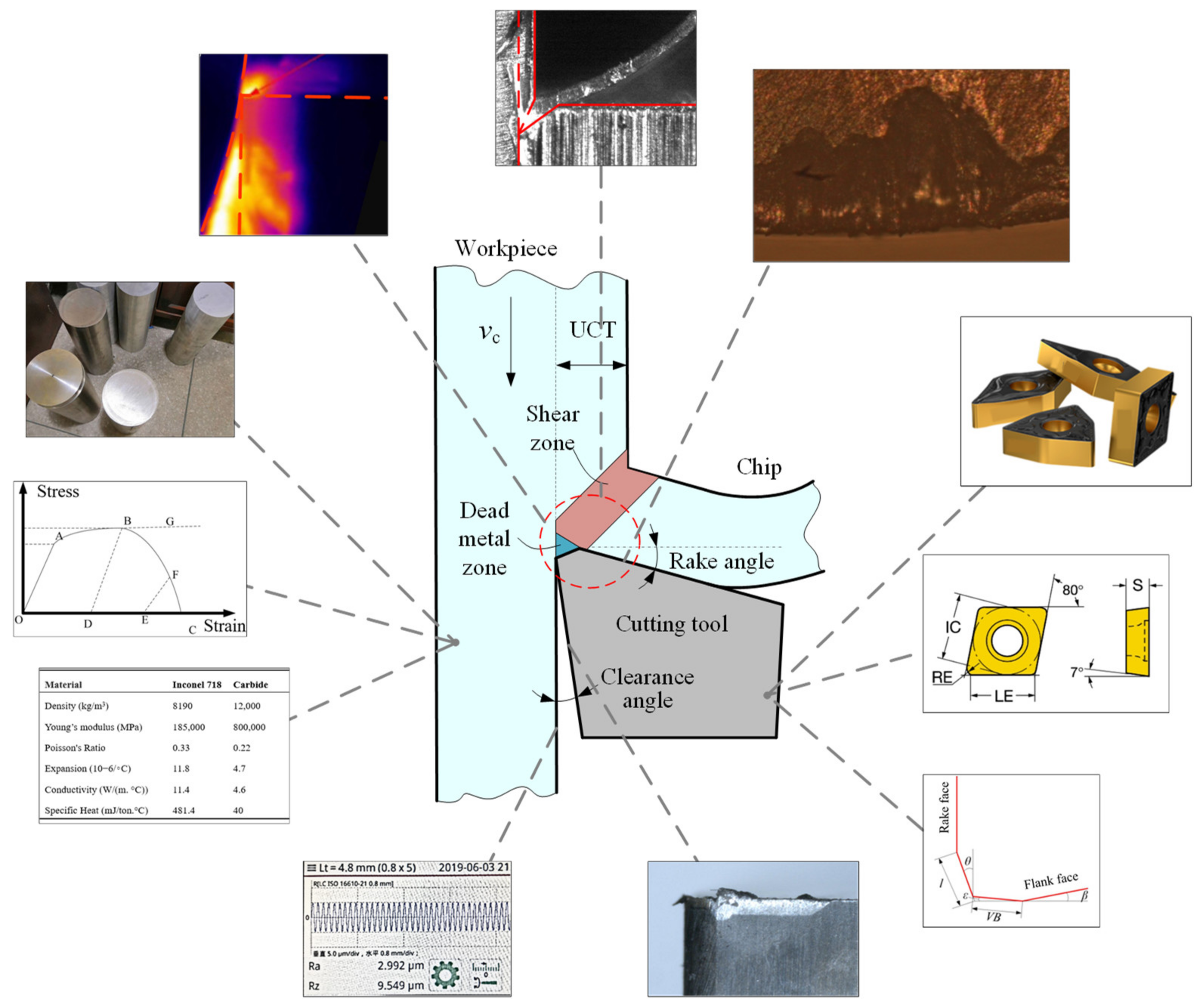
- In the tool system layer, the material and geometry parameters of the cutting tool and workpiece are confirmed. The material data determine the constitutive model and damage mechanisms of the tool and workpiece. The virtual tool geometry model is mapped using detailed tool geometry data (including the tool rank angle, clearance angle, and tool edge size, etc.). Using the relevant parameters, the virtual tool system closely resembles the physical system. The geometrical model is updated during the cutting process, and the model modifies the material parameters as the temperature changes.
- (3)
- In the cutting process layer, all sensors extract data, including the cutting force, temperature, and vibration from the physical cutting process. Meanwhile, real-time simulation in the virtual space continues incessantly. The virtual cutting process is modified iteratively by comparing the data error between the physical and virtual tool systems. Following this, the tool wear status is monitored and predicted using machine learning method based on DT data, thereby realizing the maintenance of the worn cutting tool in real time.
4. Key Enabling Technologies
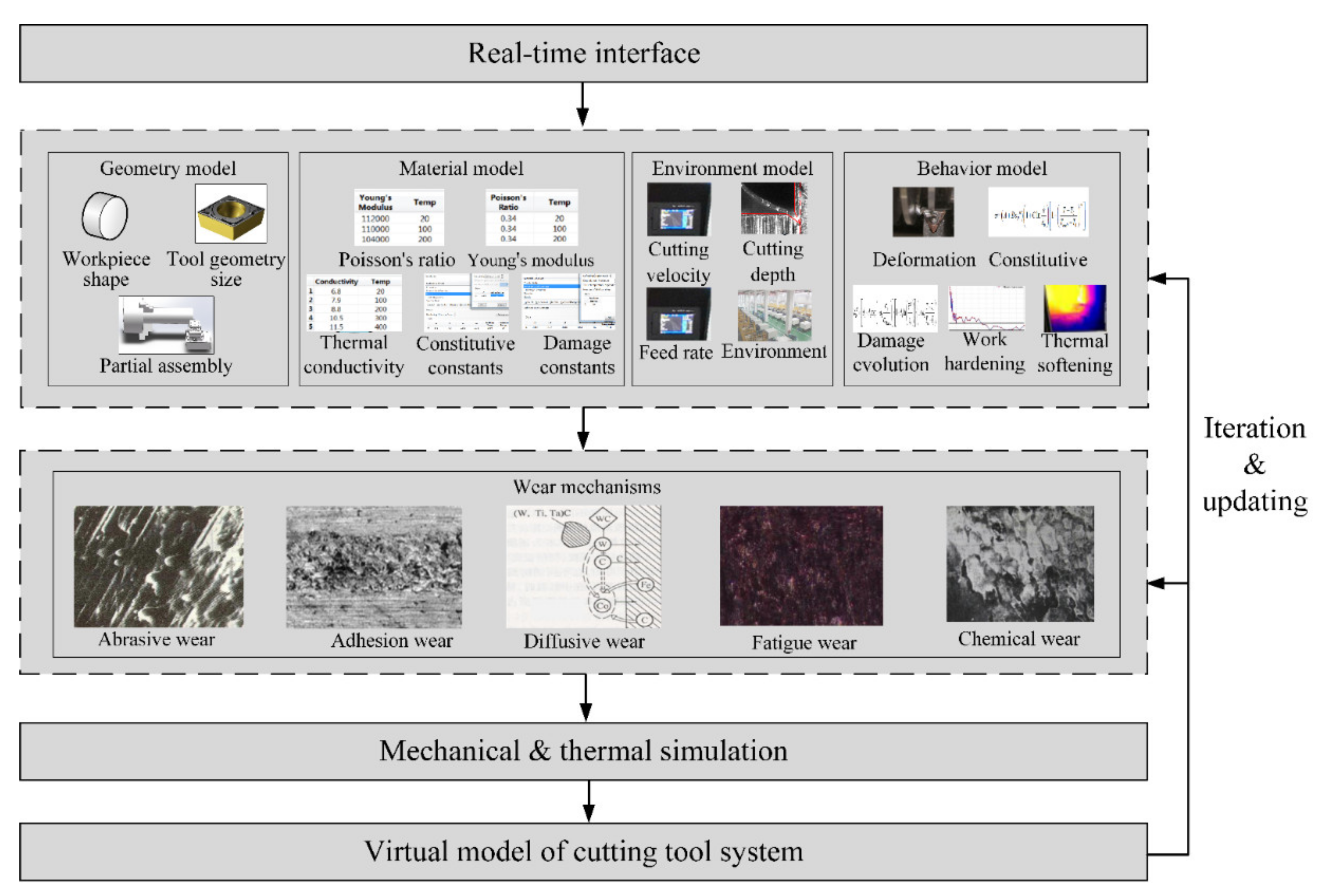
4.1. Rapid Construction of the Tool System Virtual Model
- Geometry model
- 2.
- Material model
- 3.
- Environment model
- 4.
- Behavior model
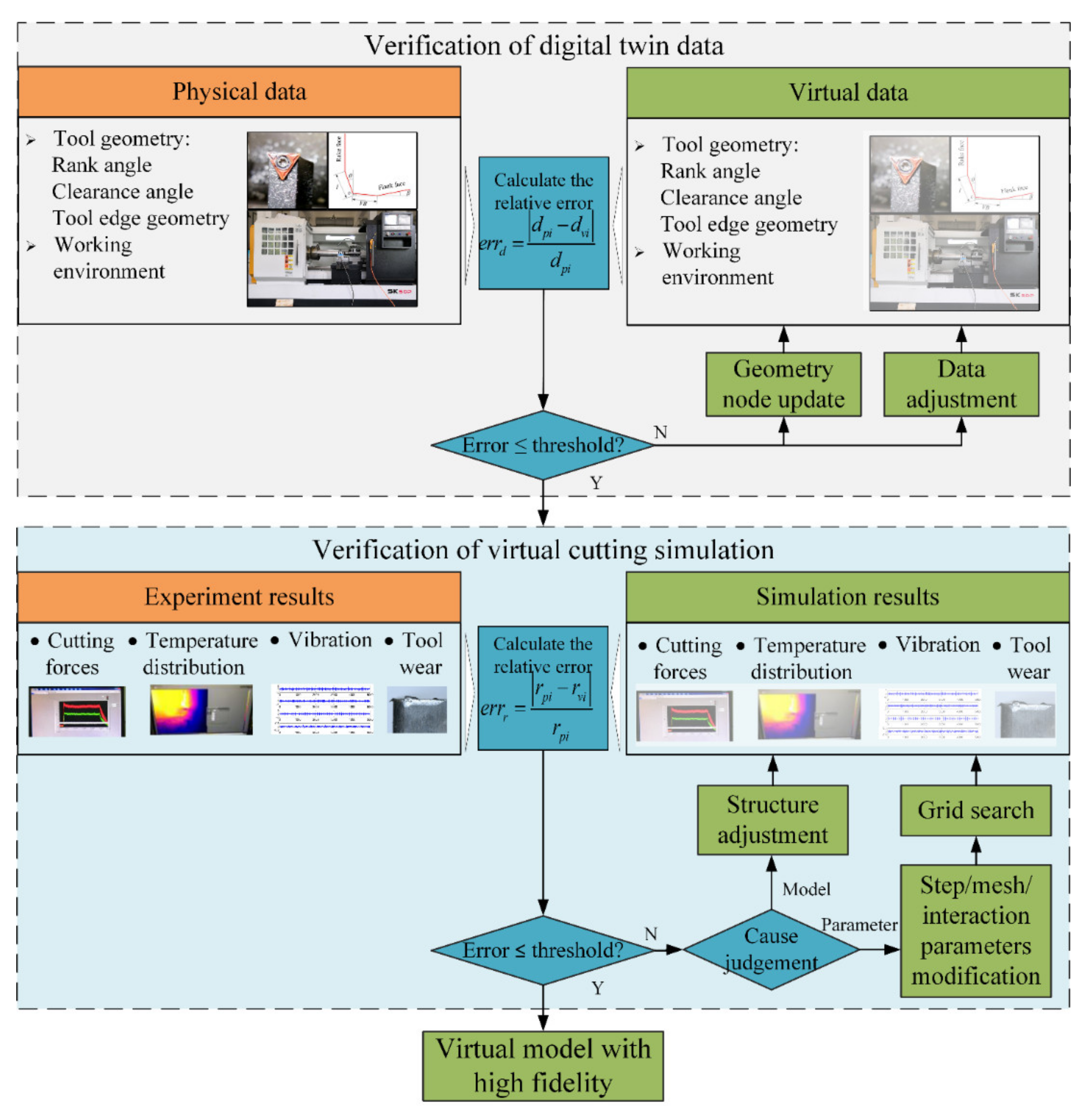
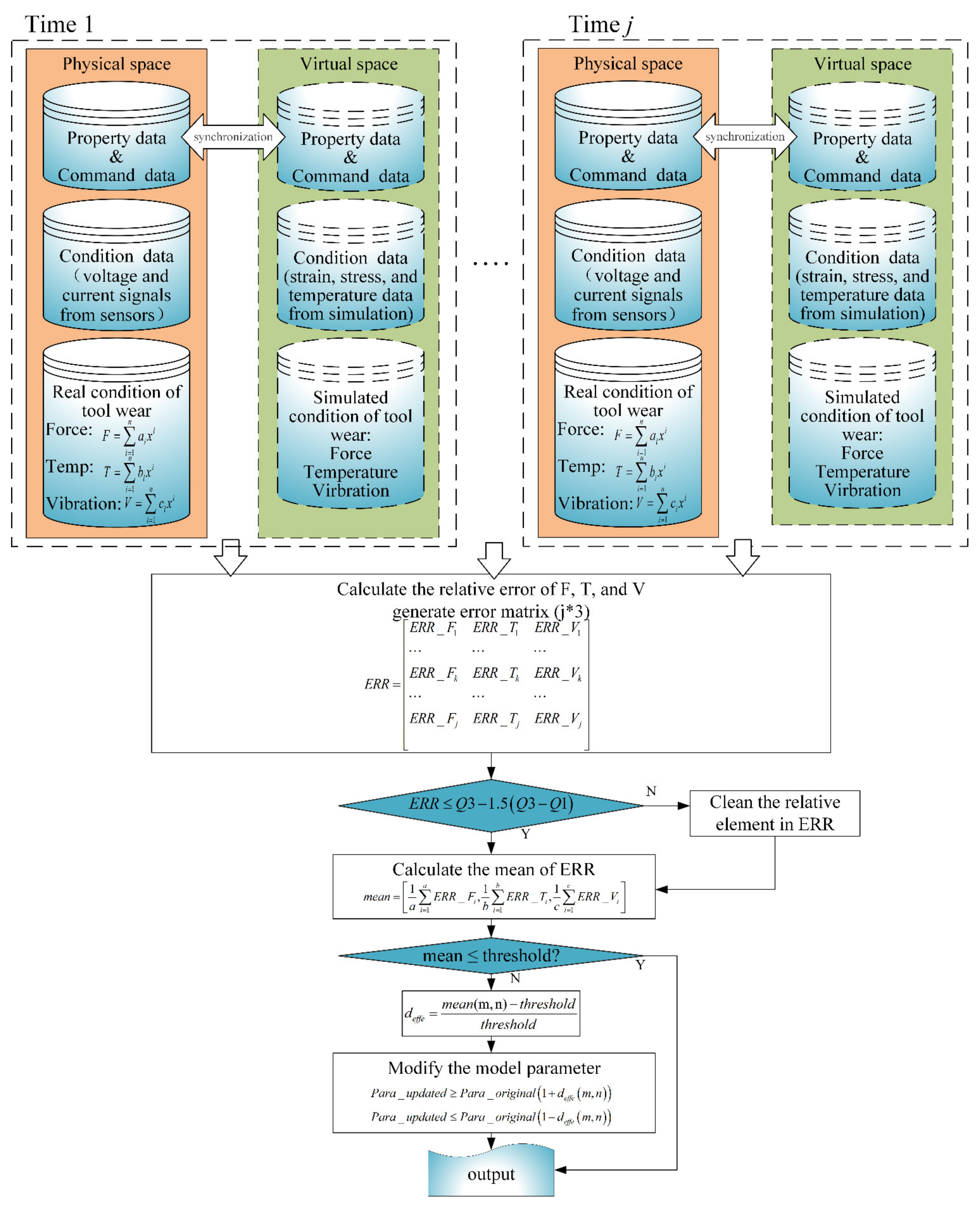
4.2. Modification and Data Fusion of the Tool System Virtual Model
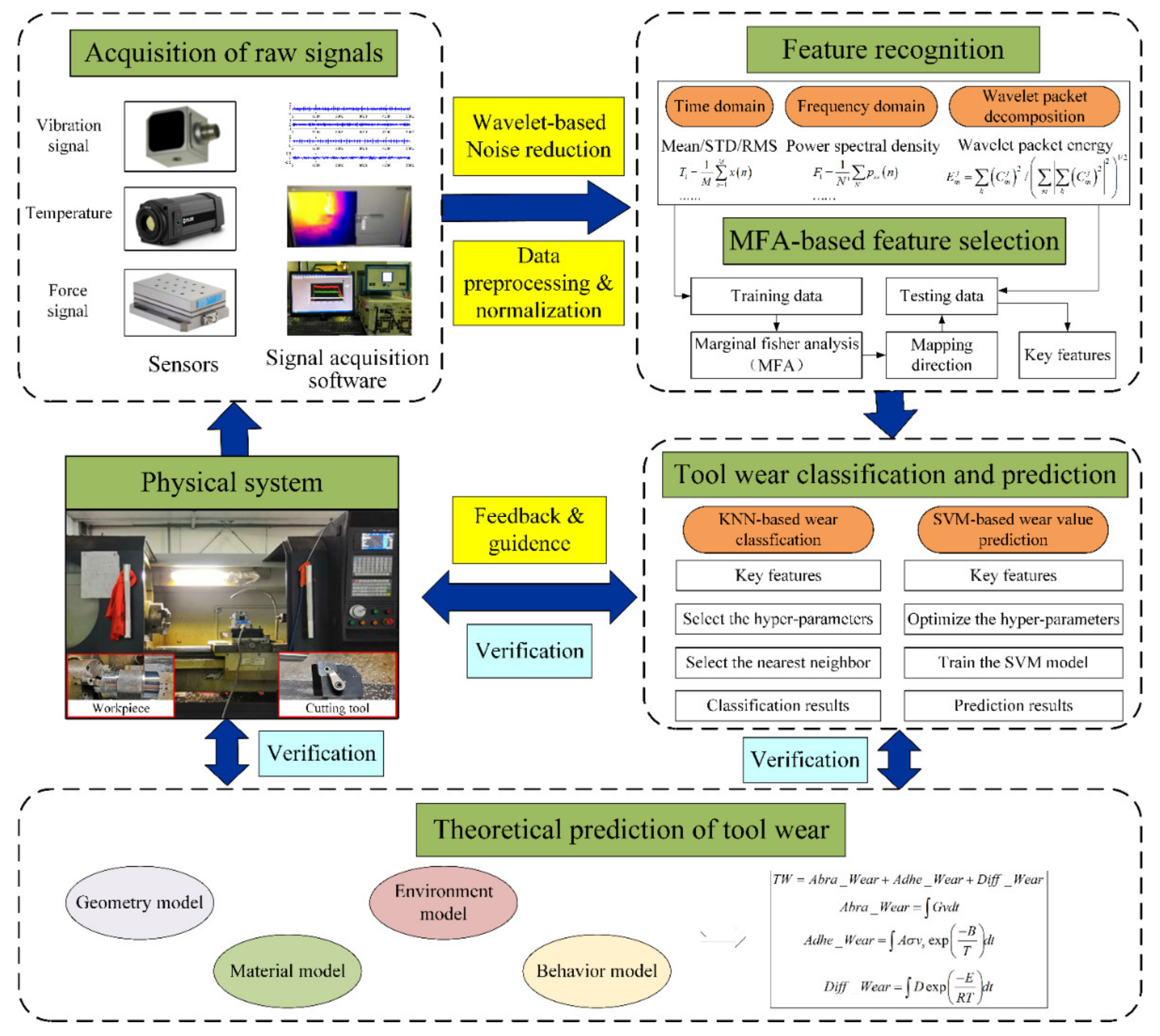
4.3. Hybrid-Driven Model Based on Cutting Process and Simulation
5. Case Study
5.1. Data Acquisition
5.2. Realization of the Cutting Tool System DT Method
5.2.1. Realization of the Symmetrical Virtual Model
- i.
- Working condition: Machining parameters, such as the cutting speed, feed rate, and cutting depth, are affected by vibration during cutting, which can be generated from the controller of the machine tool and directly affect the simulation results.
- ii.
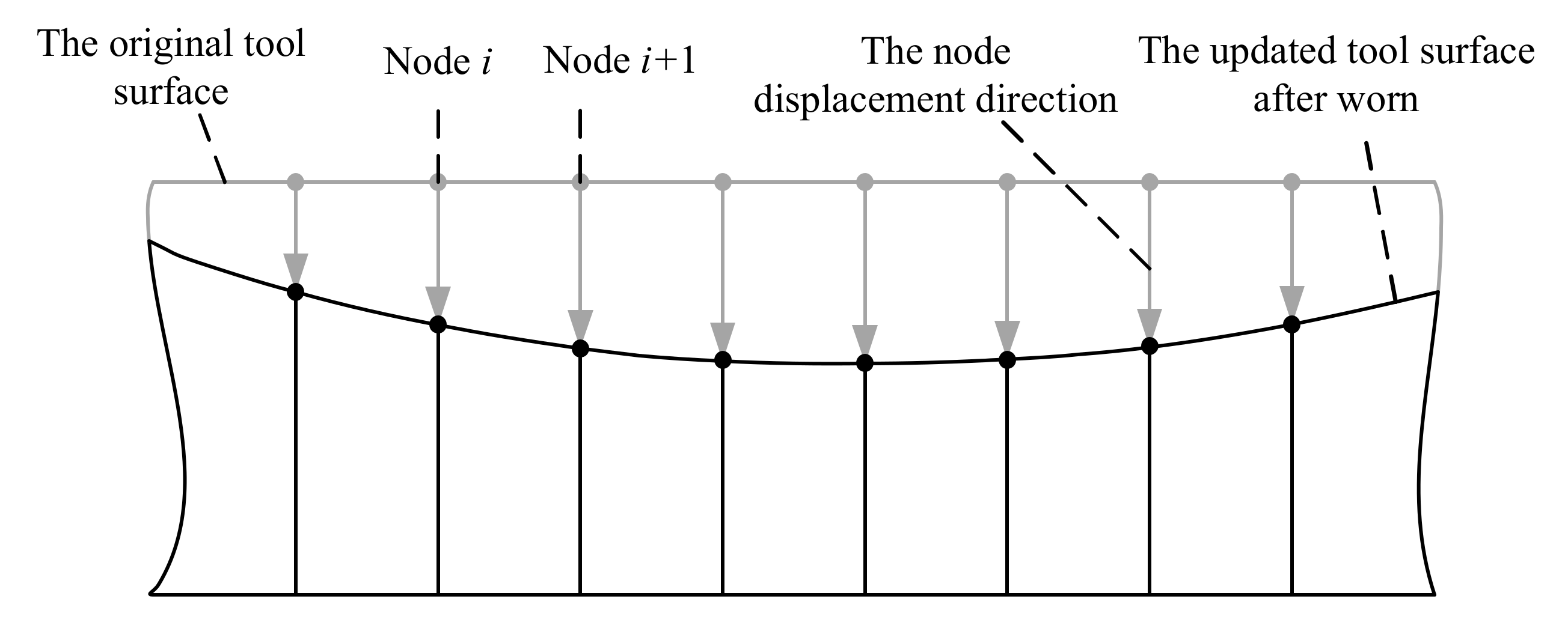
- Geometry size: The geometric dimension change caused by tool wear during turning.
5.2.2. Hybrid-Driven Model Realization
5.2.3. Multi-View Synchronization Interface in Real Time
6. Conclusions and Future Works
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhuang, K.J.; Fu, C.N.; Weng, J.; Hu, C. Cutting edge microgeometries in metal cutting: A review. Int. J. Adv. Manuf. Technol. 2021, 48. [Google Scholar] [CrossRef]
- Grieves, M. Digital twin: Manufacturing excellence through virtual factory replication. White Pap. 2014, 1, 1–7. [Google Scholar]
- Shangguan, D.; Chen, L.; Ding, J. A Digital Twin-Based Approach for the Fault Diagnosis and Health Monitoring of a Complex Satellite System. Symmetry 2020, 12, 1307. [Google Scholar] [CrossRef]
- Ong, P.; Lee, W.K.; Lau, R.J.H. Tool condition monitoring in CNC end milling using wavelet neural network based on machine vision. Int. J. Adv. Manuf. Technol. 2019, 104, 1369–1379. [Google Scholar] [CrossRef]
- García-Ordás, M.T.; Alegre, E.; González-Castro, V.; Alaiz-Rodríguez, R. A computer vision approach to analyze and classify tool wear level in milling processes using shape descriptors and machine learning techniques. Int. J. Adv. Manuf. Technol. 2016, 90, 1947–1961. [Google Scholar] [CrossRef] [Green Version]
- Moldovan, O.; Dzitac, S.; Moga, I.; Vesselenyi, T.; Dzitac, I. Tool-Wear Analysis Using Image Processing of the Tool Flank. Symmetry 2017, 9, 296. [Google Scholar] [CrossRef] [Green Version]
- Sun, W.H.; Yeh, S.S. Using the Machine Vision Method to Develop an On-machine Insert Condition Monitoring System for Computer Numerical Control Turning Machine Tools. Materials 2018, 11, 1977. [Google Scholar] [CrossRef] [Green Version]
- Duo, A.; Basagoiti, R.; Arrazola, P.J.; Aperribay, J.; Cuesta, M. The capacity of statistical features extracted from multiple signals to predict tool wear in the drilling process. Int. J. Adv. Manuf. Technol. 2019, 102, 2133–2146. [Google Scholar] [CrossRef]
- Klocke, F.; Dobbeler, B.; Goetz, S.; Viek, T.D. Model-Based Online Tool Monitoring for Hobbing Processes. Procedia CIRP 2017, 58, 601–606. [Google Scholar] [CrossRef]
- Tangjitsitcharoen, S.; Lohasiriwat, H. Intelligent monitoring and prediction of tool wear in CNC turning by utilizing wavelet transform. Int. J. Adv. Manuf. Technol. 2018, 99, 2219–2230. [Google Scholar] [CrossRef]
- Shi, X.; Wang, X.; Jiao, L.; Wang, Z.; Yan, P.; Gao, S. A real-time tool failure monitoring system based on cutting force analysis. Int. J. Adv. Manuf. Technol. 2018, 95, 2567–2583. [Google Scholar] [CrossRef]
- Kothuru, A.; Nooka, S.P.; Liu, R. Application of audible sound signals for tool wear monitoring using machine learning techniques in end milling. Int. J. Adv. Manuf. Technol. 2018, 95, 3797–3808. [Google Scholar] [CrossRef]
- Li, Y.; Xie, Q.; Huang, H.; Chen, Q. Research on a Tool Wear Monitoring Algorithm Based on Residual Dense Network. Symmetry 2019, 11, 809. [Google Scholar] [CrossRef] [Green Version]
- Chen, Q.; Xie, Q.; Yuan, Q.; Huang, H.; Li, Y. Research on a Real-Time Monitoring Method for the Wear State of a Tool Based on a Convolutional Bidirectional LSTM Model. Symmetry 2019, 11, 1233. [Google Scholar] [CrossRef] [Green Version]
- Kong, D.; Chen, Y.; Li, N.; Duan, C.; Lu, L.; Chen, D. Tool Wear Estimation in End Milling of Titanium Alloy Using NPE and a Novel WOA-SVM Model. IEEE Trans. Instrum. Meas. 2020, 69, 5219–5232. [Google Scholar] [CrossRef]
- Shen, Y.; Yang, F.; Habibullah, M.S.; Ahmed, J.; Das, A.K.; Zhou, Y.; Ho, C.L. Predicting tool wear size across multi-cutting conditions using advanced machine learning techniques. J. Intell. Manuf. 2020. [Google Scholar] [CrossRef]
- Cai, W.; Zhang, W.; Hu, X.; Liu, Y. A hybrid information model based on long short-term memory network for tool condition monitoring. J. Intell. Manuf. 2020, 31, 1497–1510. [Google Scholar] [CrossRef]
- Vasilyeva, N.; Fedorova, E.; Kolesnikov, A. Big Data as a Tool for Building a Predictive Model of Mill Roll Wear. Symmetry 2021, 13, 859. [Google Scholar] [CrossRef]
- Pérez, L.; Rodríguez-Jiménez, S.; Rodríguez, N.; Usamentiaga, R.; García, D.F. Digital Twin and Virtual Reality Based Methodology for Multi-Robot Manufacturing Cell Commissioning. Appl. Sci. 2020, 10, 3633. [Google Scholar] [CrossRef]
- Bilberg, A.; Malik, A.A. Digital twin driven human–robot collaborative assembly. CIRP Ann. Manuf. Technol. 2019, 68, 499–502. [Google Scholar] [CrossRef]
- Zhao, P.; Liu, J.; Jing, X.; Tang, M.; Sheng, S.; Zhou, H.; Liu, X. The Modeling and Using Strategy for the Digital Twin in Process Planning. IEEE Access 2020, 8, 41229–41245. [Google Scholar] [CrossRef]
- Biesinger, F.; Meike, D.; Kraß, B.; Weyrich, M. A digital twin for production planning based on cyber-physical systems: A Case Study for a Cyber-Physical System-Based Creation of a Digital Twin. Procedia CIRP 2019, 79, 355–360. [Google Scholar] [CrossRef]
- Liu, J.; Zhou, H.; Liu, X.; Tian, G.; Wu, M.; Cao, L.; Wang, W. Dynamic Evaluation Method of Machining Process Planning Based on Digital Twin. IEEE Access 2019, 7, 19312–19323. [Google Scholar] [CrossRef]
- Leng, J.; Liu, Q.; Ye, S.; Jing, J.; Wang, Y.; Zhang, C.; Zhang, D.; Chen, X. Digital twin-driven rapid reconfiguration of the automated manufacturing system via an open architecture model. Robot. Comput. Integr. Manuf. 2020, 63, 101895. [Google Scholar] [CrossRef]
- Tong, X.; Liu, Q.; Pi, S.; Xiao, Y. Real-time machining data application and service based on IMT digital twin. J. Intell. Manuf. 2019, 31, 1113–1132. [Google Scholar] [CrossRef]
- Luo, W.; Hu, T.; Zhang, C.; Wei, Y. Digital twin for CNC machine tool: Modeling and using strategy. J. Ambient Intell. Humaniz. Comput. 2018, 10, 1129–1140. [Google Scholar] [CrossRef]
- Wang, J.; Huang, Y.; Chang, Q.; Li, S. Event-Driven Online Machine State Decision for Energy-Efficient Manufacturing System Based on Digital Twin Using Max-Plus Algebra. Sustainability 2019, 11, 5036. [Google Scholar] [CrossRef] [Green Version]
- Qiao, Q.; Wang, J.; Ye, L.; Gao, R.X. Digital Twin for Machining Tool Condition Prediction. Procedia CIRP 2019, 81, 1388–1393. [Google Scholar] [CrossRef]
- Wei, Y.; Hu, T.; Zhou, T.; Ye, Y.; Luo, W. Consistency retention method for CNC machine tool digital twin model. J. Manuf. Syst. 2020, 58, 313–322. [Google Scholar] [CrossRef]
- Luo, W.; Hu, T.; Ye, Y.; Zhang, C.; Wei, Y. A hybrid predictive maintenance approach for CNC machine tool driven by Digital Twin. Robot. Comput. Integr. Manuf. 2020, 65, 101974. [Google Scholar] [CrossRef]
- Tao, F.; Cheng, J.; Qi, Q.; Zhang, M.; Zhang, H.; Sui, F. Digital twin-driven product design, manufacturing and service with big data. Int. J. Adv. Manuf. Technol. 2017, 94, 3563–3576. [Google Scholar] [CrossRef]
- Cheng, J.; Zhang, H.; Tao, F.; Juang, C.-F. DT-II:Digital twin enhanced Industrial Internet reference framework towards smart manufacturing. Robot. Comput. Integr. Manuf. 2020, 62, 101881. [Google Scholar] [CrossRef]
- Liu, S.; Lu, Y.; Li, J.; Song, D.; Sun, X.; Bao, J. Multi-scale evolution mechanism and knowledge construction of a digital twin mimic model. Robot. Comput. Integr. Manuf. 2021, 71, 102123. [Google Scholar] [CrossRef]
- Takeyama, H.; Murata, R. Basic Investigation of Tool Wear. J. Eng. Ind. 1963, 85, 33–37. [Google Scholar] [CrossRef]
- Usui, E.; Shirakashi, T.; Kitagawa, T. Analytical prediction of cutting tool wear. Wear 1984, 100, 129–151. [Google Scholar] [CrossRef]
- Attanasio, A.; Ceretti, E.; Fiorentino, A.; Cappellini, C.; Giardini, C. Investigation and FEM-based simulation of tool wear in turning operations with uncoated carbide tools. Wear 2010, 269, 344–350. [Google Scholar] [CrossRef]
- Ahmed, N.; Mitrofanov, A.V.; Babitsky, V.I.; Silberschmidt, V.V. Analysis of material response to ultrasonic vibration loading in turning Inconel 718. Mater. Sci. Eng. A 2006, 424, 318–325. [Google Scholar] [CrossRef]
- Wong, M.L.D.; Jack, L.B.; Nandi, A.K. Modified self-organising map for automated novelty detection applied to vibration signal monitoring. Mech. Syst. Signal Process. 2006, 20, 593–610. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Author | Year | Purpose | Measurement Technology | Calculating Method |
|---|---|---|---|---|
| Ong et al. | 2019 | Tool wear monitoring | Direct measurement Computer vision | Wavelet neural network (WNN) |
| Garcia-Ordas et al. | 2016 | Tool wear classification | Direct measurement Computer vision | Support vector machine (SVM) |
| Moldovan et al. | 2017 | Tool flank wear monitoring | Direct measurement Computer vision | Two-hidden-layer auto-encoder ANN |
| Sun and Yeh | 2018 | Tool condition monitoring | Direct measurement Computer vision | Grayscale value histogram |
| Duo et al. | 2019 | Tool condition monitoring | Indirect measurement | Machine learning algorithms |
| Klocke et al. | 2017 | Tool condition monitoring of hobbing | Indirect measurement | Least square method |
| Tangjitsitcharoen and Lohasiriwat | 2018 | Tool condition monitoring of turning | Indirect measurement | Wavelet transform |
| Shi et al. | 2020 | Tool wear prediction | Indirect measurement | multiple stacked sparse auto-encoders, nonlinear regression |
| Kothuru et al. | 2018 | Tool wear and failure monitoring of milling | Indirect measurement | Support vector machine (SVM) |
| Li et al. | 2019 | Tool wear monitoring and prediction | Indirect measurement | Deep convolutional neural network |
| Chen et al. | 2019 | Tool wear monitoring of milling | Indirect measurement | CNN and BiLSTM |
| Kong et al. | 2020 | Tool wear estimation | Indirect measurement | Neighborhood preserving embedding, WOA-SVM |
| Shen et al. | 2020 | Tool wear monitoring and predicting | Indirect measurement | Random Forest (RF), Gradient Boosting Regression (GBR), Support Vector Regression (SVR) |
| Cai et al. | 2020 | Tool condition monitoring | Indirect measurement | Long short-term memory network (LSTM) |
| Author | Year | Focused Area | Technology |
|---|---|---|---|
| Perez et al. | 2020 | Robotic machining | Virtual reality interface |
| Bilberg and Malik | 2019 | Human–robot collaborative assembly | Object-oriented event-driven simulation |
| Zhao et al. | 2020 | Process planning | Data perception, simulation optimization |
| Biesinger et al. | 2019 | Process planning | Cyber-physical production system |
| Liu et al. | 2019 | Process evaluation | Simulation and sensing |
| Leng et al. | 2020 | Process planning | Rapid reconfiguration of automated manufacturing systems |
| Tong et al. | 2019 | Intelligent manufacturing tool | Multi-sensor fusion technology and MPConnect |
| Luo et al. | 2018 | CNCMT | Simulation and sensing |
| Wang et al. | 2019 | Energy-efficient manufacturing system | Sensing discrete event simulation |
| Qiao et al. | 2019 | Predictive maintenance of manufacturing machines | Deep Stacked GRU |
| Wei et al. | 2020 | Consistency retention for CNCMT | Performance attenuation update workflow and simulation |
| Luo et al. | 2020 | Predictive maintenance of CNCMT | Hybrid model based on the DT method |
| Tao et al. | 2017 | Product lifecycle management | Big data, cyber and physical convergence |
| Cheng et al. | 2021 | Smart manufacturing | Digital twin enhanced Industrial Internet (DT-II) |
| Liu et al. | 2021 | Monitoring and controlling of product qualities | Digital twin quality knowledge model |
| Category | Data | Notes | |
|---|---|---|---|
| Property data | Geometry data | Rank angle, clearance angle, inclination angle, tool edge geometry of cutting tool, workpiece diameter, and length. | Affecting factors of cutting process performance |
| Material data | Density, specific heat, thermal conductivity, Poisson’s ratio, Young’s modulus, expansion, constitutive constants, and damage constants. | ||
| Machine data | Natural frequency, damping characteristics, and stiffness. | ||
| Command data | Processing data | Cutting velocity, feed rate, and cutting depth. | |
| Environment data | Air humidity, room temperature, and power voltage. | ||
| Real-time condition data | Cutting force, temperature distribution, and vibration. | Reflections of cutting process performance | |
| Wear data | Tool wear kinds, morphology, and values. |
| Signal Features | Expression |
|---|---|
| Mean | |
| Standard deviation | |
| Root means square | |
| Skewness index | |
| Wavelet packet power value |
| Machining Parameters | Values |
|---|---|
| Cutting velocity (m/min) | 120 |
| Feed rate (mm/r) | 0.1 |
| Cutting depth (mm) | 0.5 |
| Cooling condition | Dry machining |
| Properties | Inconel 718 | Carbide |
|---|---|---|
| Density (kg/m3) | 8190 | 12,000 |
| Young’s modulus (MPa) | 185,000 | 800,000 |
| Poisson’s Ratio | 0.33 | 0.22 |
| Expansion (10−6/°C) | 11.8 | 4.7 |
| Conductivity (W/(m·°C)) | 11.4 | 4.6 |
| Specific Heat (mJ/ton·°C) | 481.4 | 40 |
| Material | A (MPa) | B (MPa) | C | n | m | T (K) | Tm (K) |
|---|---|---|---|---|---|---|---|
| Inconel 718 | 1241 | 622 | 0.0134 | 0.65 | 1.03 | 300 | 1570 |
| Material | d1 | d2 | d3 | d4 | d5 |
|---|---|---|---|---|---|
| Inconel 718 | 0.11 | 0.75 | −1.45 | 0.04 | 0.89 |
| Signal Features | Expression |
|---|---|
| Mean | |
| Standard deviation | |
| Root means square | |
| Skewness index |
| Features | Expression |
|---|---|
| One-order moment estimate of power | |
| Two-order moment estimate of power | |
| Three-order moment estimate of power | |
| Four-order moment estimate of power | |
| One-order moment estimate of frequency weighted by power | |
| Two-order moment estimate of frequency weighted by power | |
| Three-order moment estimate of frequency weighted by power | |
| Four-order moment estimate of frequency weighted by power |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhuang, K.; Shi, Z.; Sun, Y.; Gao, Z.; Wang, L. Digital Twin-Driven Tool Wear Monitoring and Predicting Method for the Turning Process. Symmetry 2021, 13, 1438. https://doi.org/10.3390/sym13081438
Zhuang K, Shi Z, Sun Y, Gao Z, Wang L. Digital Twin-Driven Tool Wear Monitoring and Predicting Method for the Turning Process. Symmetry. 2021; 13(8):1438. https://doi.org/10.3390/sym13081438
Chicago/Turabian StyleZhuang, Kejia, Zhenchuan Shi, Yaobing Sun, Zhongmei Gao, and Lei Wang. 2021. "Digital Twin-Driven Tool Wear Monitoring and Predicting Method for the Turning Process" Symmetry 13, no. 8: 1438. https://doi.org/10.3390/sym13081438
APA StyleZhuang, K., Shi, Z., Sun, Y., Gao, Z., & Wang, L. (2021). Digital Twin-Driven Tool Wear Monitoring and Predicting Method for the Turning Process. Symmetry, 13(8), 1438. https://doi.org/10.3390/sym13081438