
A Review on Hot Stamping of Advanced High-Strength Steels: Technological-Metallurgical Aspects and Numerical Simulation


Abstract
:1. Introduction
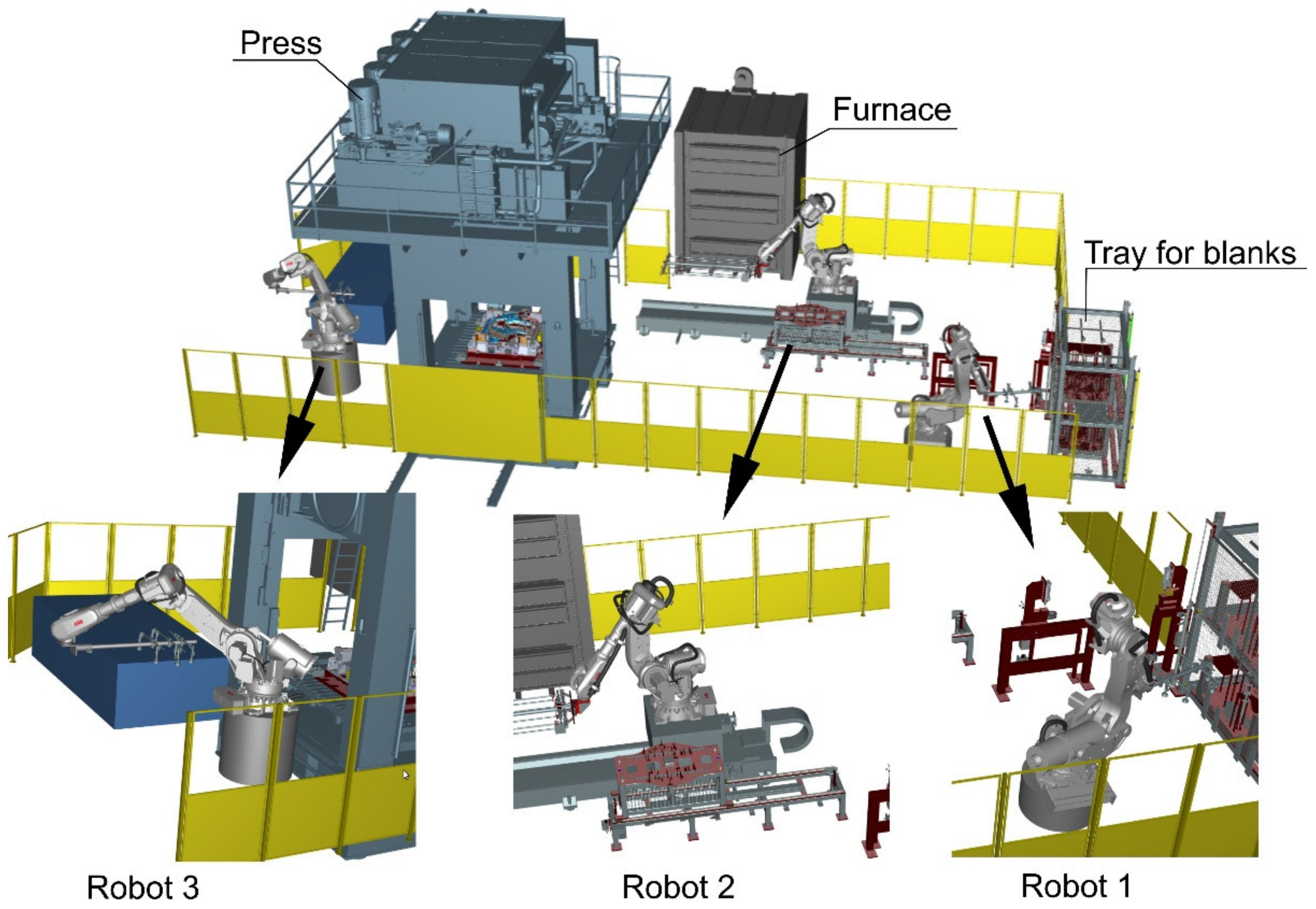
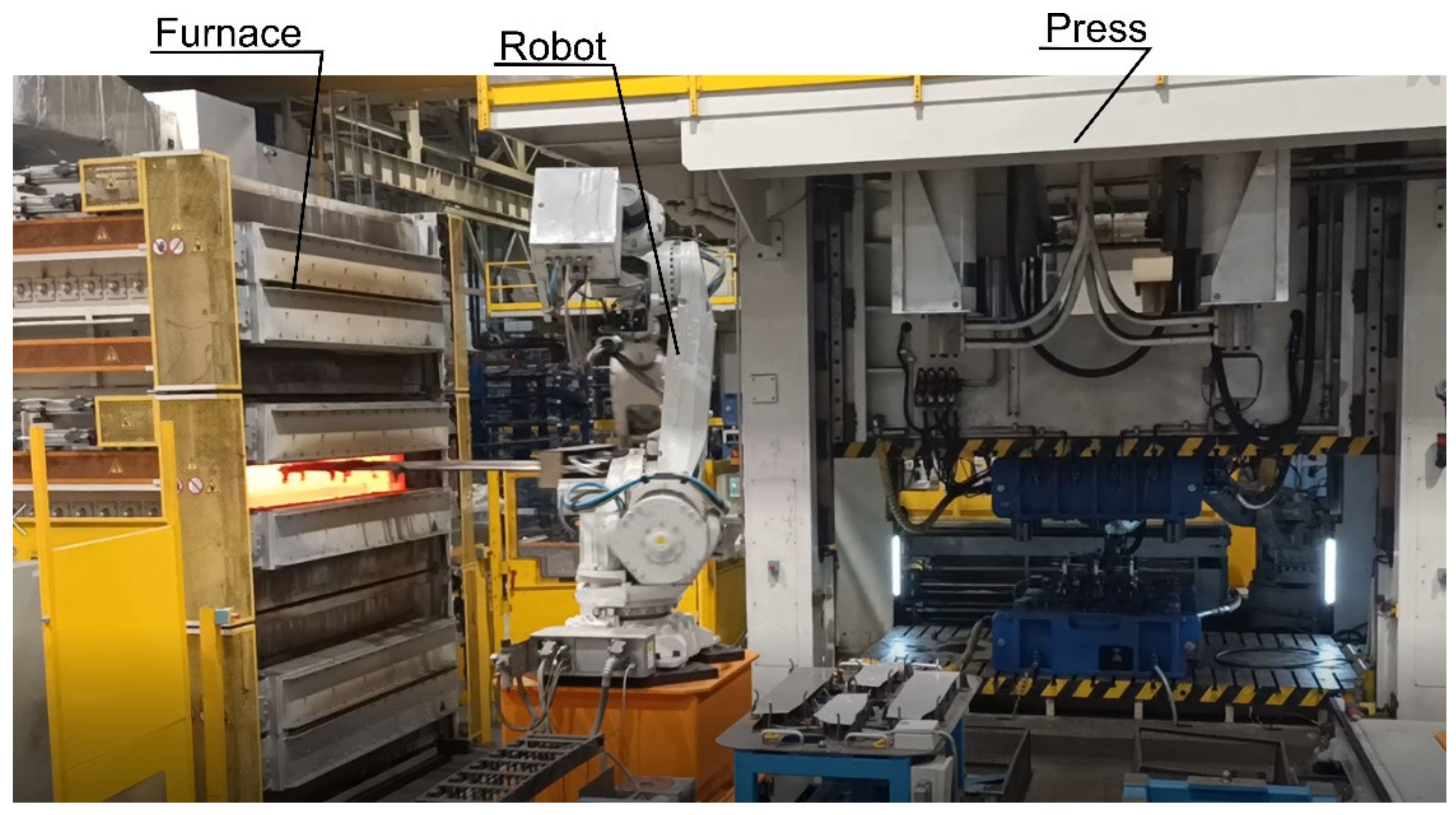
2. Technological Line and Process Automatization
- -
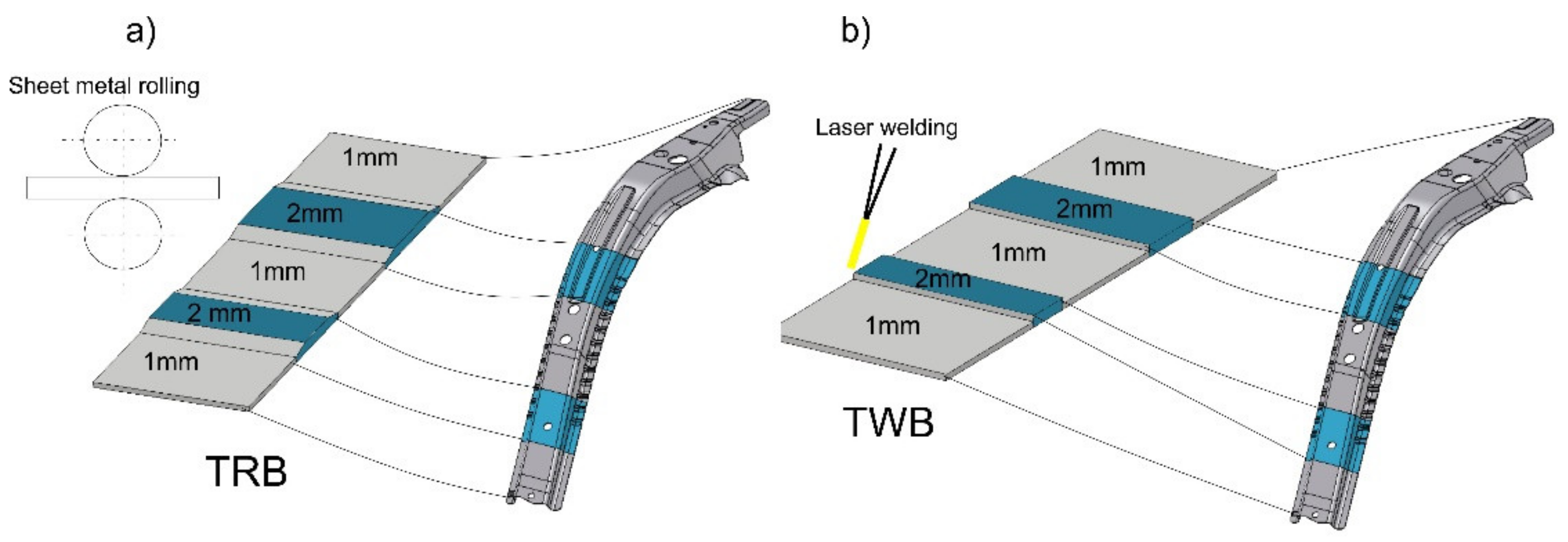
- Usage of specially rolled steel sheets of various thickness (Figure 3a). In areas where the stiffness of the drawpiece should be lower, the thickness of the steel sheet is lower, whereas in areas where the stiffness should be higher, the thickness of the steel sheet is higher. This is so called Tailor Rolled Blanks (TRB). The thickness of the steel sheet varies continuously in course of rolling. Flat blank cut-off from steel sheet of various thickness is formed and quenched in the process of hot stamping.
- -
- Usage of steel sheets having different thickness to the production of the flat blanks joined together with use of laser welding (Figure 3b). Laser welding can be performed during production of the material, or directly by a manufacturer of the drawpieces. The flat blank produced in such a way is formed and quenched in process of the hot stamping. It is so called tailor welded blanks (TWB).
- -
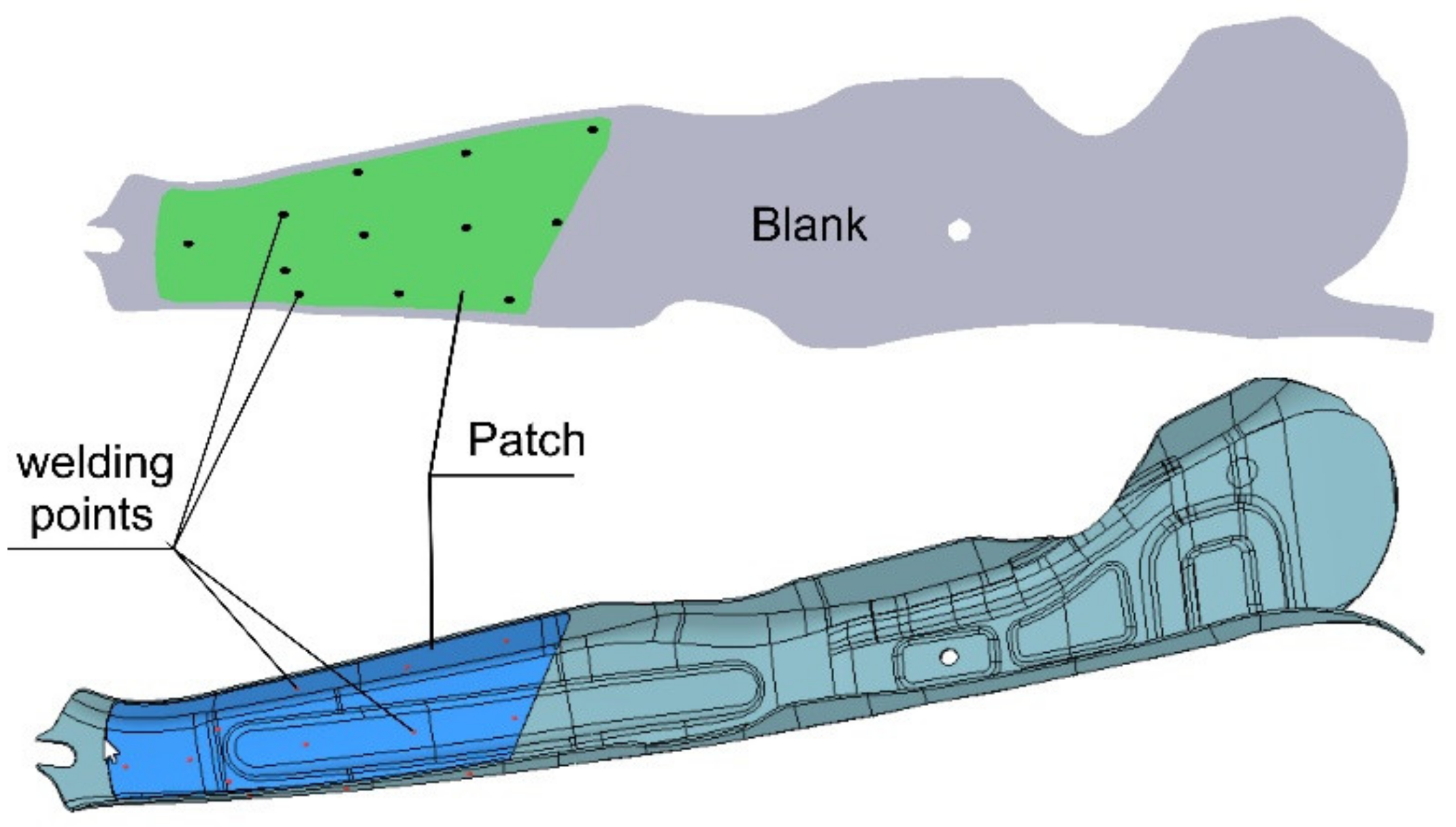
- Usage of a flat patch resistance, welded to the flat blank, which in the next step is hot stamped (Figure 4). In area, where the patch is used, the drawpiece features a higher stiffness comparing to other areas. These are so called patchwork blanks.
3. Conventional High-Strength Steels
- Manganese, which is added to almost all steels as it is used as a deoxidizer. It also reduces the susceptibility to hot brittleness during hot working [22]. Mn like carbon increases the hardness. However, usually it is connected to the reduction in ductility and weldability. For the hot stamping technology a decrease in austenitization temperature caused by manganese addition is important as it allows to save some energy and reduce the carbon emission [6].
- Boron, which significantly increases the hardenability of steel by promoting the formation of carbides. As shown by Naderi et al. [23], boron addition is necessary to obtain a fully martensitic microstructure in typical hot stamping process.
3.1. 22Mnb5 Steel
3.2. Steels with Improved Strength
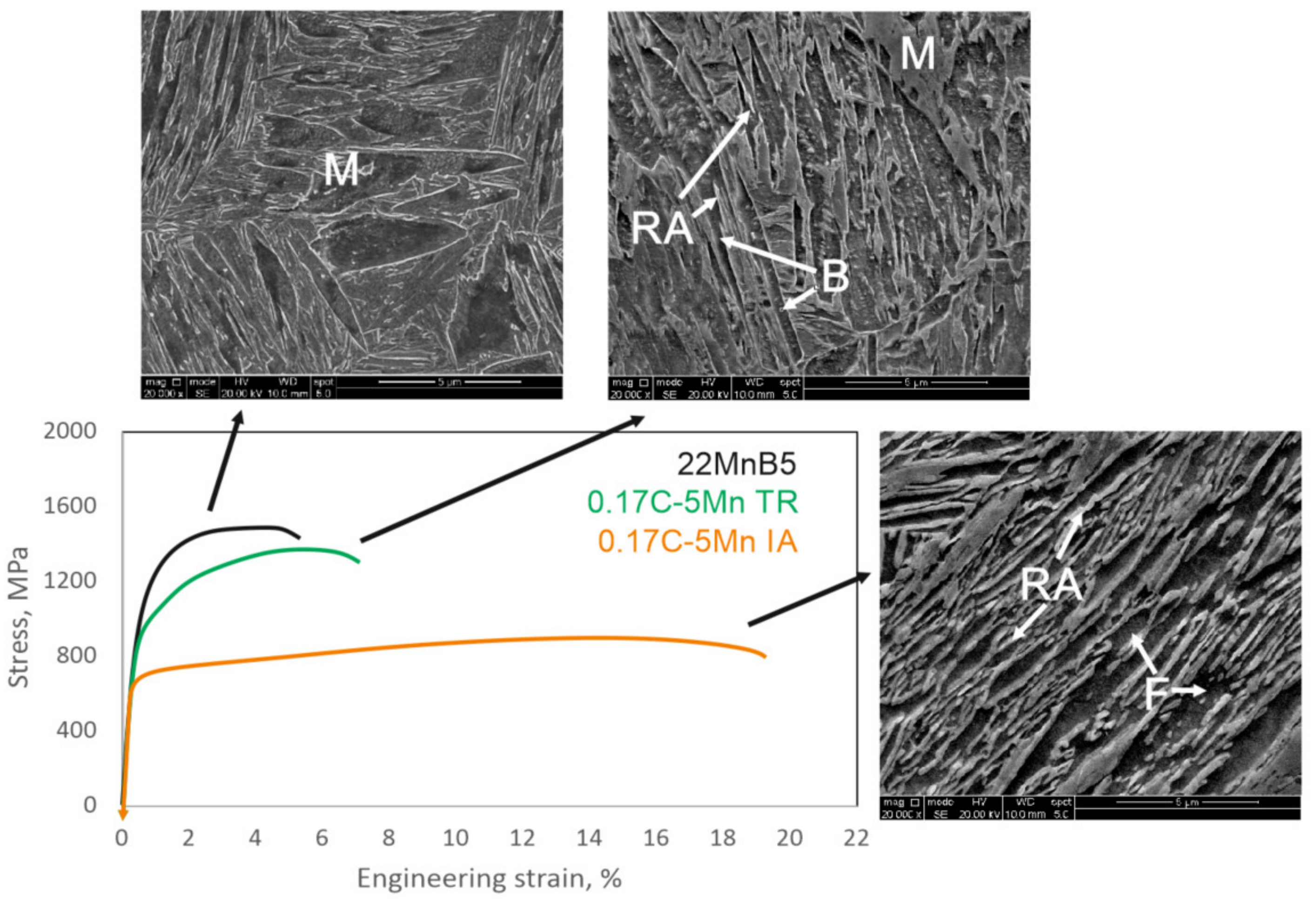
3.3. Materials with Improved Strength and Ductility
- UTS level 450–600 MPa (for energy absorption areas) with increased elongation (>15%): steels containing ~0.1%C, 1.1–2.0% Mn, ≤0.005% B, and ≤0.5 %Si
- UTS level 1000–1300 MPa (for intrusion resistance areas) with maintained elongation (>5%), steels containing: 0.12–0.2%C, 1.0–2.0% Mn, ≤0.005% B, and ≤0.5 %Si
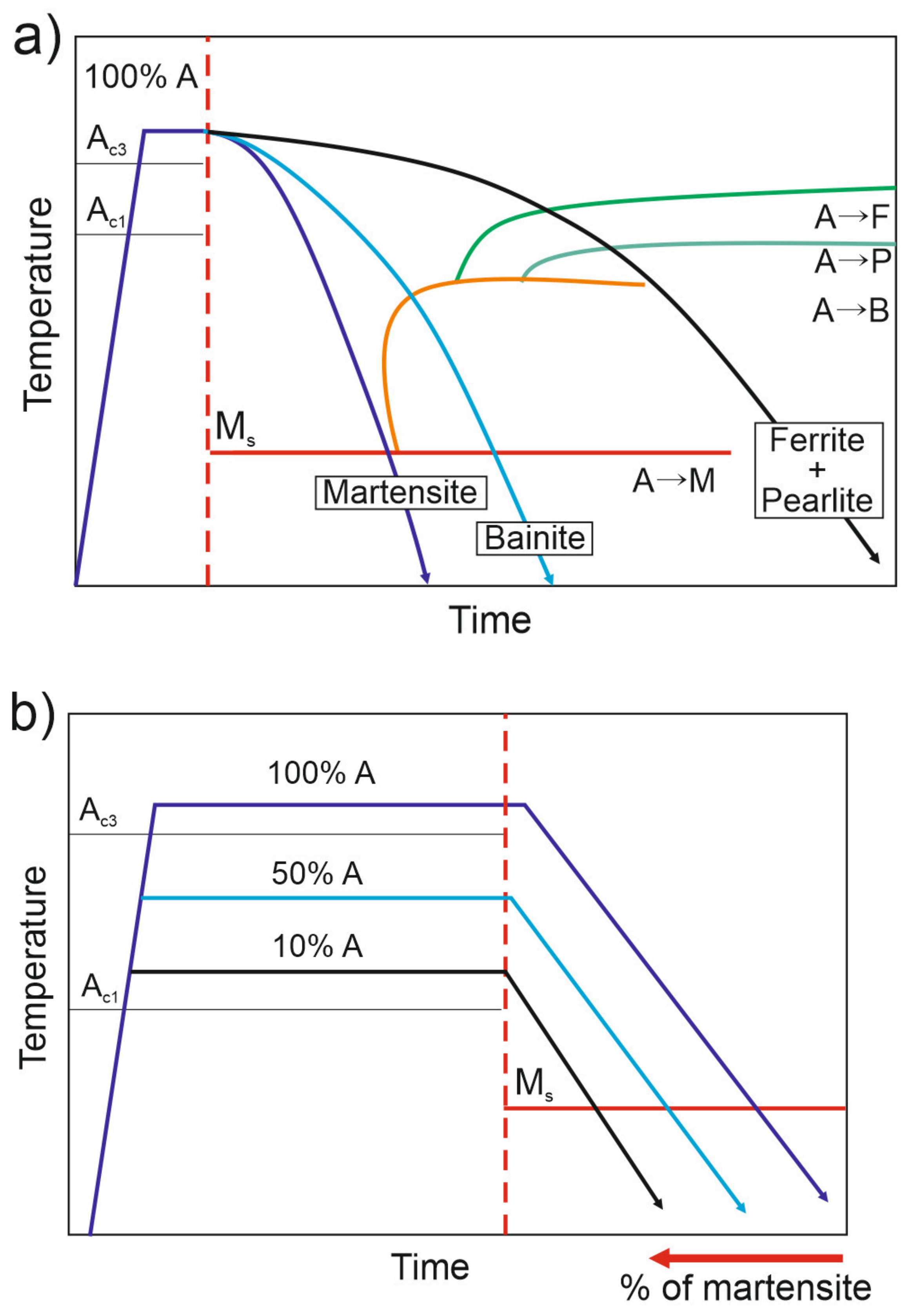
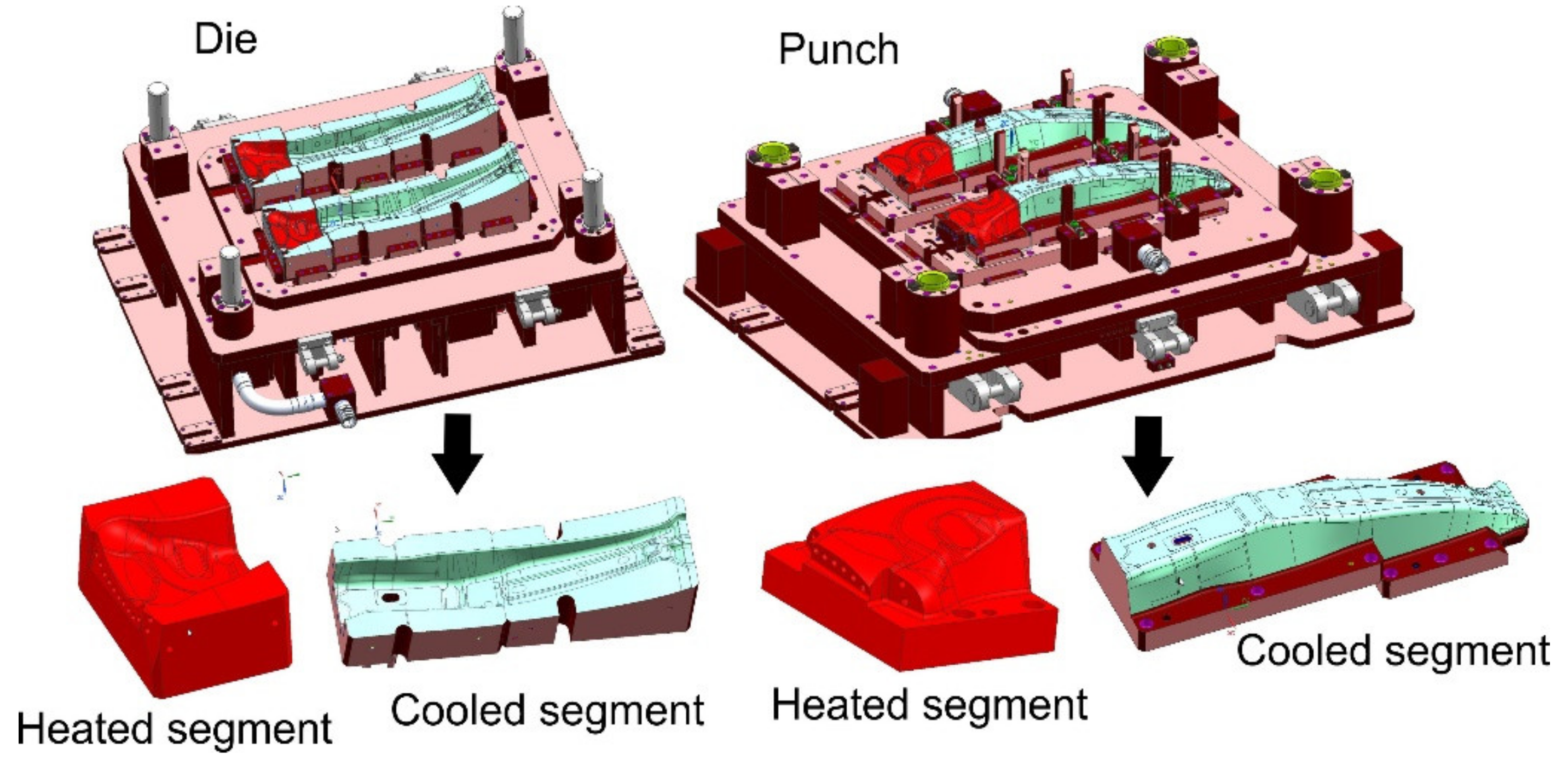
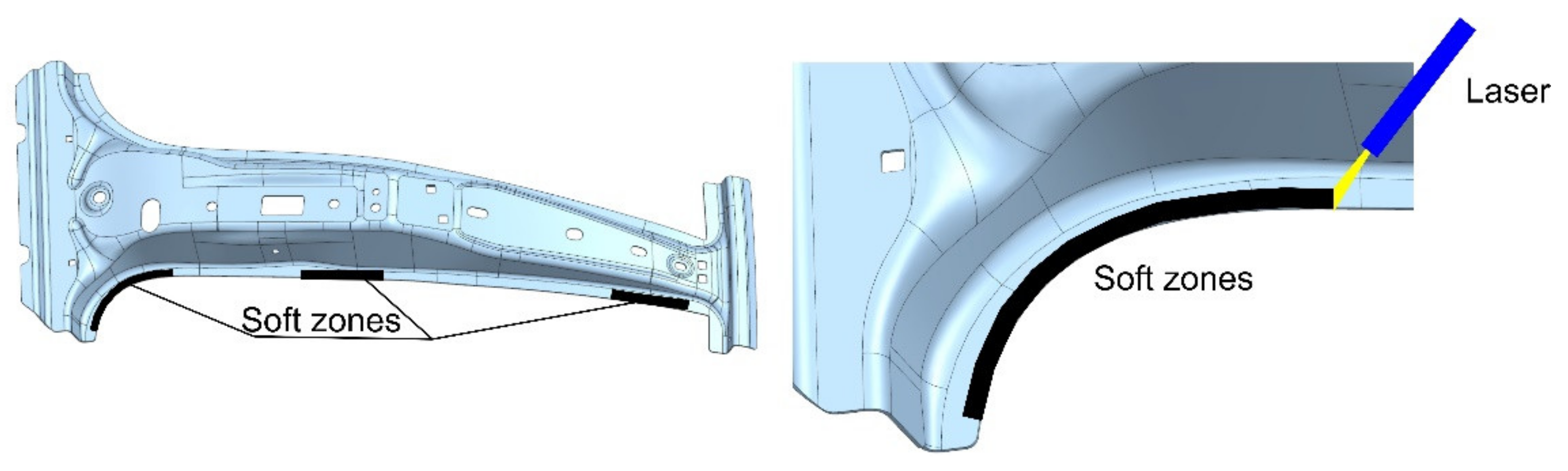
4. Heat Treatment Profiles and Tailored Heat Treatment
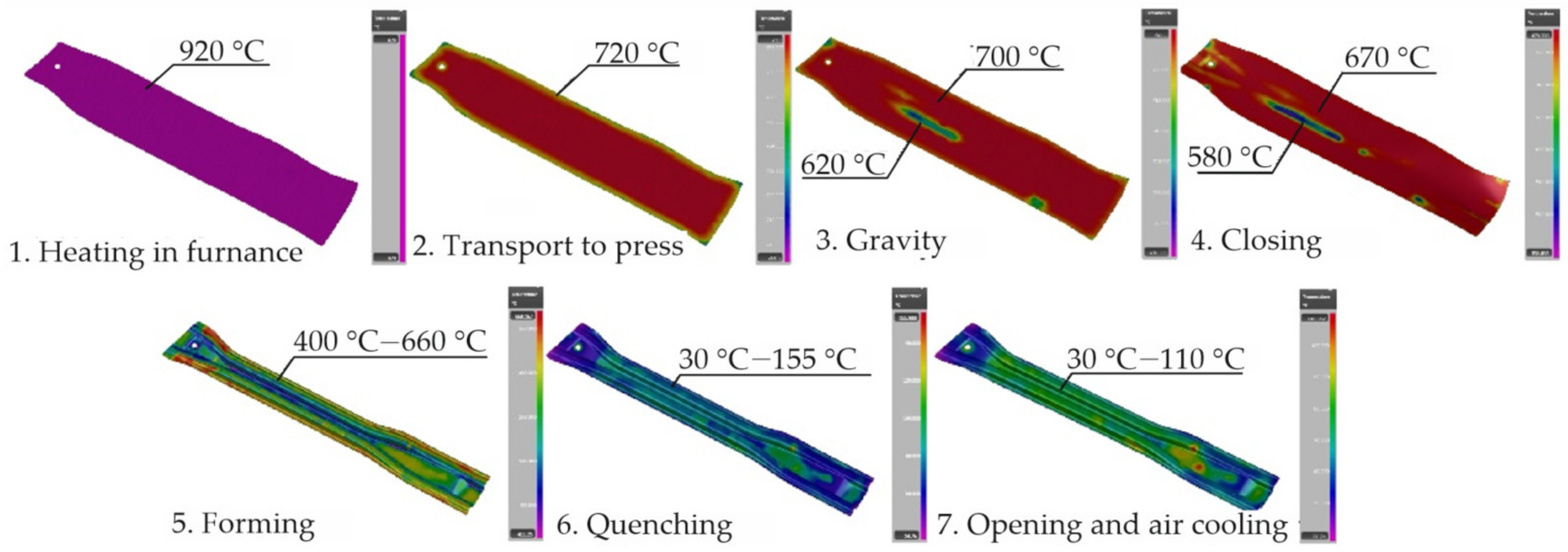
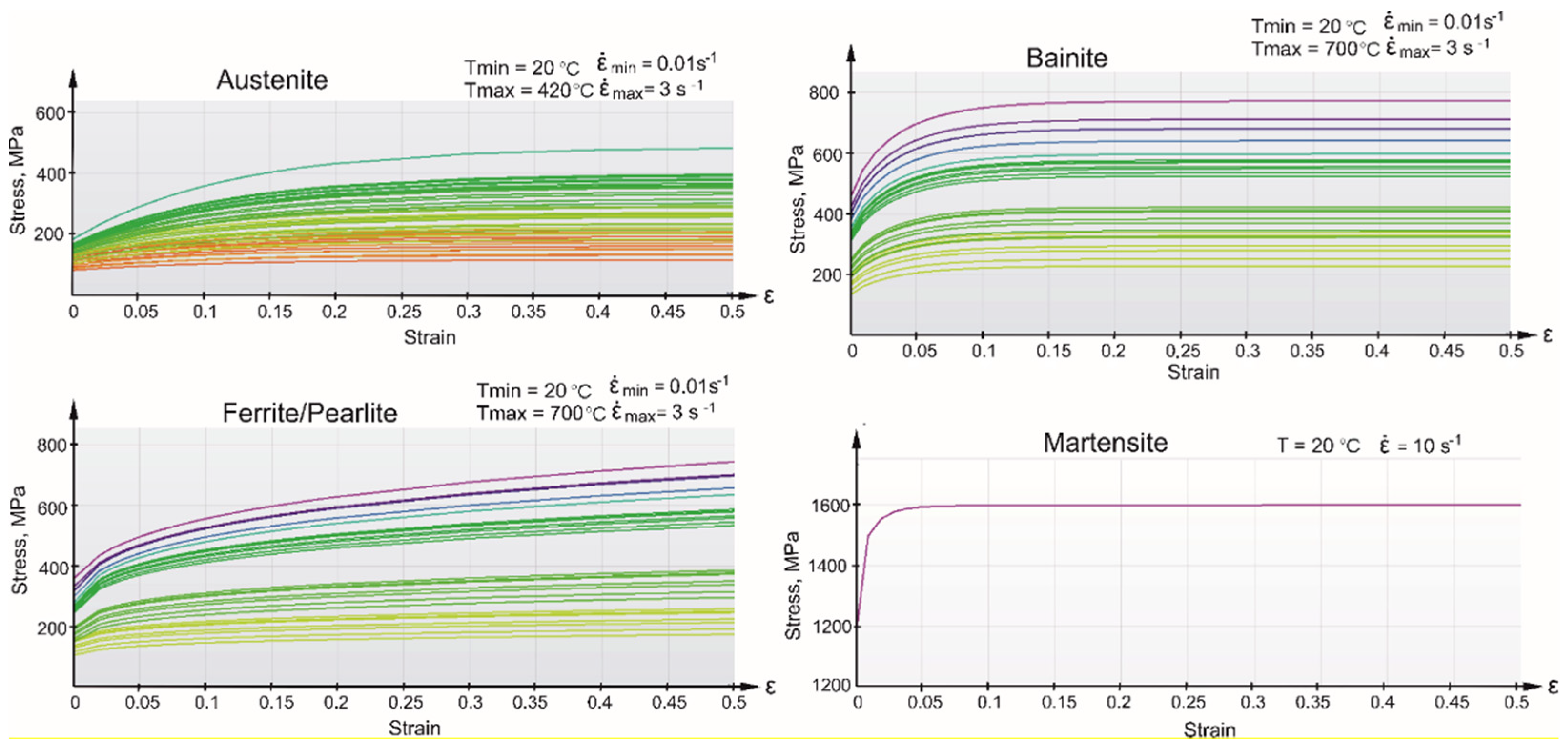
5. Numerical Modelling
- verification of design concept of the tool and its indispensable components (die, punches, clamps),
- analysis of correctness of operational kinetics of the stamping die (sequence of operations of individual components of the stamping die, their feedrate, travel of the press),
- verification of the feasibility of production of the drawpiece through an analysis of thinning of the drawpiece wall, risk analysis of generation of zones with wrinkles or cracks,
- analysis of the hardness and analysis of the microstructure (percentage fractions of phases), hardening deformations of the drawpiece,
- analysis of the cooling system of the tool (temperature of the tool, elimination of hot spots),
- analysis of forces acting in the press necessary to shape drawpieces.
- is the volume fraction of the phases Austenite, Ferrite/Pearlite, Bainite or Martensite,
- is the linear expansion coefficient of phase k,
- is the initial blank temperature,
- is the transformation strain of phase k.
6. Coatings
7. Perspective Materials for Hot Stamping
- stainless steels
- dual phase and multiphase steels
- medium-Mn steels
- sandwich materials
8. Current Challenges of Hot Stamping
- -
- Multi-step heat treatment of steels newly introduced to hot stamping. Conventional heat treatment of hot stamped steels can be carried out with the use of typical furnaces [1], as it consists of simple annealing at a given temperature. In the case of modern processing methods, a multi-stage process is necessary, where individual temperatures and holding times are of key importance [55]. This is connected with the necessity to expand hot stamping technological lines with more advanced heat treatment sections/equipment.
- -
- Construction of material models [60] of new steels (eg. Usibor 2000, MBW 1900): There are no dedicated models to simulate hot stamping processes for new types of materials and their development is laborious and very expensive.
- -
- Analysis of the wear of dies and punches (heat consumption) during the simulation of stamping processes [61]. In particular, during the simulation of drawpieces from thick sheets, thicker than 3 mm, there is accelerated wear of the tools. Some methods of predicting die and punch regions, where accelerated heat wear occurs, based on methods used in forging, are needed. The areas with potentially increased wear could be padded with special alloys, which should provide increased die wear resistance.
- -
- Selection of the friction coefficient between the die and a form for new types of coatings [61]. For this purpose, it is necessary to perform experimental tests to determine the friction coefficient.
- -
- Analysis of hardening deformations [62] of car body parts (e.g., door ring, double door ring, floor panels, etc.). These are produced from laser-welded flat forms of various types of steel and thicknesses. The part is next heated in a large furnace, then shaped and hardened in a die. The main production problems are the complex tooling of the robot for transferring the form from the furnace to the press and from the press to the delivery table. Another problem is the laser cutting of the extrudate after the embossing process. Problems arise from the large dimensions and complicated shape of these stampings.
- -
- Hot stamping methods for large-sized [63] car body parts (e.g., door ring, double door ring, floor panels, etc.). These are produced from laser-welded flat forms of various types of steel and of various thicknesses. The part is next heated in a large furnace, then shaped and hardened in a die. The main production problems are the complex tooling of the robot for transferring the form from the furnace to the press and from the press to the delivery table. Another problem is the laser cutting of the extrudate after the embossing process. Problems arise from the large dimensions and complicated shape of these stampings.
- -
- Hydrogen or biogas fired furnaces. The industry aims to reduce production costs in the hot stamping technology. Currently, a new type of fuel source is being tested [64]. Due to the initial stage of implementation, the technology causes many complications.
9. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Billur, E. Hot Stamping of Ultra High-Strength Steels; Springer: New York, NY, USA, 2018; ISBN 978-3-319-98868-9. [Google Scholar]
- Karbasian, H.; Tekkaya, A.E. A Review on Hot Stamping. Mater. Process. Technol. 2010, 210, 2103–2118. [Google Scholar] [CrossRef]
- Neugebauer, R.; Schieck, F.; Polster, S.; Mosel, A.; Rautenstrauch, A.; Schönherr, J.; Pierschel, N. Press Hardening—An Innovative and Challenging Technology. Archiv. Civ. Mech. Eng. 2012, 12, 113–118. [Google Scholar] [CrossRef]
- Gronostajski, Z.; Pater, Z.; Madej, L.; Gontarz, A.; Lisiecki, L.; Łukaszek-Sołek, A.; Łuksza, J.; Mróz, S.; Muskalski, Z.; Muzykiewicz, W.; et al. Recent Development Trends in Metal Forming. Archiv. Civ. Mech. Eng. 2019, 19, 898–941. [Google Scholar] [CrossRef]
- Tong, C.; Rong, Q.; Yardley, V.A.; Li, X.; Luo, J.; Zhu, G.; Shi, Z. New Developments and Future Trends in Low-Temperature Hot Stamping Technologies: A Review. Metals 2020, 10, 1652. [Google Scholar] [CrossRef]
- Aydin, H.; Essadiqi, E.; Jung, I.-H.; Yue, S. Development of 3rd Generation AHSS with Medium Mn Content Alloying Compositions. Mater. Sci. Eng. A 2013, 564, 501–508. [Google Scholar] [CrossRef]
- Dharavath, B.; Morchhale, A.; Singh, S.K.; Kotkunde, N.; Naik, M.T. Experimental Determination and Theoretical Prediction of Limiting Strains for ASS 316L at Hot Forming Conditions. Mater. Eng. Perform. 2020, 29, 4766–4778. [Google Scholar] [CrossRef]
- Li, S.; Luo, H. Medium-Mn Steels for Hot Forming Application in the Automotive Industry. Int. J. Miner. Metall. Mater. 2021, 28, 741–753. [Google Scholar] [CrossRef]
- Liu, S.; Long, M.; Zhang, S.; Zhao, Y.; Zhao, J.; Feng, Y.; Chen, D.; Ma, M. Study on the Prediction of Tensile Strength and Phase Transition for Ultra-High Strength Hot Stamping Steel. Mater. Res. Technol. 2020, 9, 14244–14253. [Google Scholar] [CrossRef]
- Zhou, W.Q.; Pan, L.B.; Hu, K.H.; Sun, W.H.; Han, R.D. Effect of Original Microstructure on Microstructure and Mechanical Properties of High Strength Steel WHF1500H during Hot Forming. Mater. Sci. Forum 2018, 941, 206–211. [Google Scholar] [CrossRef]
- Autoform Help System. Available online: https://servicecenter.autoform.com (accessed on 10 April 2022).
- Trzepiecinski, T.; Lemu, H.G. Recent Developments and Trends in the Friction Testing for Conventional Sheet Metal Forming and Incremental Sheet Forming. Metals 2020, 10, 47. [Google Scholar] [CrossRef] [Green Version]
- Sajan, M.; Amirthalingam, M.; Chakkingal, U. A Novel Method for the Spring-Back Analysis of a Hot Stamping Steel. Mater. Res. Technol. 2021, 11, 227–234. [Google Scholar] [CrossRef]
- Huang, F.; Chen, Q.; Ding, H.; Wang, Y.; Mou, X.; Chen, J. Automotive Steel with a High Product of Strength and Elongation Used for Cold and Hot Forming Simultaneously. Materials 2021, 14, 1121. [Google Scholar] [CrossRef]
- Derazkola, H.A.; García Gil, E.; Murillo-Marrodán, A.; Méresse, D. Review on Dynamic Recrystallization of Martensitic Stainless Steels during Hot Deformation: Part I—Experimental Study. Metals 2021, 11, 572. [Google Scholar] [CrossRef]
- Xu, L.; Chen, L.; Chen, G.; Wang, M. Hot Deformation Behavior and Microstructure Analysis of 25Cr3Mo3NiNb Steel during Hot Compression Tests. Vacuum 2018, 147, 8–17. [Google Scholar] [CrossRef]
- Kong, H.; Chao, Q.; Rolfe, B.; Beladi, H. One-Step Quenching and Partitioning Treatment of a Tailor Welded Blank of Boron and TRIP Steels for Automotive Applications. Mater. Des. 2019, 174, 107799. [Google Scholar] [CrossRef]
- Omer, K.; ten Kortenaar, L.; Butcher, C.; Worswick, M.; Malcolm, S.; Detwiler, D. Testing of a Hot Stamped Axial Crush Member with Tailored Properties—Experiments and Models. Impact Eng. 2017, 103, 12–28. [Google Scholar] [CrossRef]
- Tang, B.T.; Bruschi, S.; Ghiotti, A.; Bariani, P.F. Numerical Modelling of the Tailored Tempering Process Applied to 22MnB5 Sheets. Finite Elem. Anal. Des. 2014, 81, 69–81. [Google Scholar] [CrossRef]
- Podany, P.; Reardon, C.; Koukolikova, M.; Prochazka, R.; Franc, A. Microstructure, Mechanical Properties and Welding of Low Carbon, Medium Manganese TWIP/TRIP Steel. Metals 2018, 8, 263. [Google Scholar] [CrossRef] [Green Version]
- Grajcar, A.; Różański, M.; Kamińska, M.; Grzegorczyk, B. Effect of Gas Atmosphere on the Non-Metallic Inclusions in Laser-Welded Trip Steel with Al and Si Additions. Mater. Tehnol. 2016, 50, 945–950. [Google Scholar] [CrossRef]
- Grajcar, A.; Lesz, S. Influence of Nb Microaddition on a Microstructure of Low-Alloyed Steels with Increased Manganese Content. Mater. Sci. Forum 2012, 706–709, 2124–2129. [Google Scholar] [CrossRef]
- Naderi, M.; Ketabchi, M.; Abbasi, M.; Bleck, W. Analysis of Microstructure and Mechanical Properties of Different Boron and Non-Boron Alloyed Steels after Being Hot Stamped. Procedia Eng. 2011, 10, 460–465. [Google Scholar] [CrossRef] [Green Version]
- So, H.; Faßmann, D.; Hoffmann, H.; Golle, R.; Schaper, M. An Investigation of the Blanking Process of the Quenchable Boron Alloyed Steel 22MnB5 before and after Hot Stamping Process. Mater. Process. Technol. 2012, 212, 437–449. [Google Scholar] [CrossRef]
- Lee, C.W.; Choi, W.S.; Cho, Y.R.; De Cooman, B.C. Microstructure Evolution of a 55wt.% Al–Zn Coating on Press Hardening Steel during Rapid Heating. Surf. Coat. Technol. 2015, 281, 35–43. [Google Scholar] [CrossRef]
- Li, Y.; Chen, Y.; Li, S. Phase Transformation Testing and Modeling for Hot Stamping of Boron Steel Considering the Effect of the Prior Austenite Deformation. Mater. Sci. Eng. A 2021, 821, 141447. [Google Scholar] [CrossRef]
- Zhang, R.; Shi, Z.; Yardley, V.A.; Lin, J. Experimental Studies of Necking and Fracture Limits of Boron Steel Sheet under Hot Stamping Conditions. Mater. Process. Technol. 2022, 302, 117481. [Google Scholar] [CrossRef]
- Çavuşoğlu, O.; Çavuşoğlu, O.; Yılmazoğlu, A.G.; Üzel, U.; Aydın, H.; Güral, A. Microstructural Features and Mechanical Properties of 22MnB5 Hot Stamping Steel in Different Heat Treatment Conditions. Mater. Res. Technol. 2020, 9, 10901–10908. [Google Scholar] [CrossRef]
- Couto, C.P.; Revilla, R.I.; Politano, R.; Costa, I.; Panossian, Z.; De Graeve, I.; Rossi, J.L.; Terryn, H. Influence of Austenitisation Temperatures during Hot Stamping on the Local Electrochemical Behaviour of 22MnB5 Steel Coated with Hot-Dip Al-Si. Corros. Sci. 2021, 190, 109673. [Google Scholar] [CrossRef]
- Merklein, M.; Lechler, J.; Stoehr, T. Investigations on the Thermal Behavior of Ultra High Strength Boron Manganese Steels within Hot Stamping. Int. J. Mater. Form. 2009, 2, 259. [Google Scholar] [CrossRef]
- Zhou, J.; Yang, X.; Mu, Y.; Liu, S.; Wang, B. Numerical Simulation and Experimental Investigation of Tailored Hot Stamping of Boron Steel by Partial Heating. Mater. Res. Technol. 2021, 14, 1347–1365. [Google Scholar] [CrossRef]
- Ji, Q.; Xu, Y.; Zhao, G.; Yang, G. Influence of Auto-Tempering on Mechanical Properties and Microstructure of 22MnB5 Hot Stamping Steel by Discontinuous Cooling Process. Ironmak. Steelmak. 2022, 49, 1–11. [Google Scholar] [CrossRef]
- Bao, L.; Wang, B.; You, X.; Li, H.; Gu, Y.; Liu, W. Numerical and Experimental Research on Localized Induction Heating Process for Hot Stamping Steel Sheets. Heat Mass Transf. 2020, 151, 119422. [Google Scholar] [CrossRef]
- Abspoel, M.; Neelis, B.M.; van Liempt, P. Constitutive Behaviour under Hot Stamping Conditions. Mater. Process. Technol. 2016, 228, 34–42. [Google Scholar] [CrossRef]
- Merklein, M.; Lechler, J.; Geiger, M. Characterisation of the Flow Properties of the Quenchenable Ultra High Strength Steel 22MnB5. CIRP Ann. 2006, 55, 229–232. [Google Scholar] [CrossRef]
- Bardelcik, A.; Worswick, M.J.; Winkler, S.; Wells, M.A. A Strain Rate Sensitive Constitutive Model for Quenched Boron Steel with Tailored Properties. Impact Eng. 2012, 50, 49–62. [Google Scholar] [CrossRef]
- Caia, Y.; Halim, F.; Li, G.; Chen, S. Hot Stamping Simulation and Austenite Decomposition Modeling of an Automobile Cross Member. Procedia Eng. 2011, 15, 4902–4907. [Google Scholar] [CrossRef] [Green Version]
- Behrens, B.A.; Olle, P. Numerische Simulation Des Presshärtprozesses Unter Berücksichtigung Der Gefügeumwandlung; Institut für Umformtechnik und Umformmaschinen: Frankenthal, Germany, 2007. [Google Scholar]
- Hochholdinger, B. Simulation Des Presshärteprozesses Und Vorhersage Der Mechanischen Bauteileigenschaften Nach Dem Härten; ETH Zurich: Zurich, Switzerland, 2012. [Google Scholar]
- Tang, B.T.; Bruschi, S.; Ghiotti, A.; Bariani, P.F. An Improved Damage Evolution Model to Predict Fracture of Steel Sheet at Elevated Temperature. Mater. Process. Technol. 2016, 228, 76–87. [Google Scholar] [CrossRef]
- Lemaitre, J.; Chaboche, J.-L. Mechanics of Solid Materials; Cambridge University Press: Cambridge, UK, 1990. [Google Scholar]
- Hung, T.-H.; Tsai, P.-W.; Chen, F.-K.; Huang, T.; Liu, W.-L. Measurement of Heat Transfer Coefficient of Boron Steel in Hot Stamping. Procedia Eng. 2014, 81, 1750–1755. [Google Scholar] [CrossRef] [Green Version]
- Salomonsson, P.; Oldenburg, M. Investigation of Heat Transfer in the Press Hardening Process. In Proceedings of the International Conference on Hot Sheet Metal Forming of High-Performance Steel, Luleå, Sweden, 15–17 June 2009. [Google Scholar]
- Hay, B.; Bourouga, B.; Dessain, C. Thermal Contact Resistance Estimation at the Blank/Tool Interface: Experimental Approach to Simulate the Blank Cooling during the Hot Stamping Process. Mater. Form. 2010, 3, 147–163. [Google Scholar] [CrossRef]
- Hu, P.; Ying, L.; Li, Y.; Liao, Z. Effect of Oxide Scale on Temperature-Dependent Interfacial Heat Transfer in Hot Stamping Process. Mater. Process. Technol. 2013, 213, 1475–1483. [Google Scholar] [CrossRef]
- Ying, L.; Gao, T.; Dai, M.; Hu, P.; Shen, L. Investigation of Convection Heat Transfer Coefficient of Circular Cross-Section Short Pipes in Hot Stamping Dies. Appl. Therm. Eng. 2018, 138, 133–153. [Google Scholar] [CrossRef]
- Wang, J.; Hyland, R.W. Zinc Coated Steel with Inorganic Overlay for Hot Forming. US20120118437A1, 17 May 2012. [Google Scholar]
- Choi, W.S.; De Cooman, B.C. Characterization of the Bendability of Press-Hardened 22MnB5 Steel. Steel Res. Int. 2014, 85, 824–835. [Google Scholar] [CrossRef]
- Chang, J.-K.; Lin, C.-S.; Cheng, W.-J.; Lo, I.-H.; Wang, W.-R. Oxidation Resistant Silane Coating for Hot-Dip Galvanized Hot Stamping Steel. Corros. Sci. 2020, 164, 108307. [Google Scholar] [CrossRef]
- Liang, J.; Lu, H.; Zhang, L.; Li, F.; Cao, R.; Liu, K.; Pan, H.; Teng, H.; Li, X.; Guo, A.; et al. A 2000 MPa Grade Nb Bearing Hot Stamping Steel with Ultra-High Yield Strength. Mater. Sci. Eng. A 2021, 801, 140419. [Google Scholar] [CrossRef]
- Herbelin, J.M. 1000–2000 MPaMartensitic Stainless Steels for Flexible Hot Forming Processes. In Proceedings of the 1000–2000 MPaMartensitic Stainless Steels for Flexible Hot Forming Processes, Bad Nauheim, Germany, 13 May 2014. [Google Scholar]
- Santacreu, P.; Badinier, G.; Moreau, J.-B.; Herbelin, J.-M. Fatigue Properties of a New Martensitic Stainless Steel for Hot Stamped Chassis Parts; SAE Technical Paper; SAE International: Warrendale, PA, USA, 2015; Volume 2015. [Google Scholar] [CrossRef]
- Fröhlich, T. Maximum Safety and Lightweight Potential Due to Use of New High Strength Steels. In Proceedings of the Outokumpu Experience 2013 Conference, London, UK, 22–23 May 2013. [Google Scholar]
- Speer, J.; Rana, R.; Matlock, D.; Glover, A.; Thomas, G.; De Moor, E. Processing Variants in Medium-Mn Steels. Metals 2019, 9, 771. [Google Scholar] [CrossRef] [Green Version]
- Naderi, M.; Ketabchi, M.; Abbasi, M.; Bleak, W. Semi-Hot Stamping as an Improved Process of Hot Stamping. Mater. Sci. Technol. 2011, 27, 369–376. [Google Scholar] [CrossRef]
- Tong, C.; Zhu, G.; Rong, Q.; Yardley, V.A.; Shi, Z.; Li, X.; Luo, J.; Lin, J. Investigation of Austenitising Behaviour of Medium-Mn Steel in the Hot-Stamping Heating Process. Mater. Process. Technol. 2021, 297, 117269. [Google Scholar] [CrossRef]
- De Moor, E.; Matlock, D.K.; Speer, J.G.; Merwin, M.J. Austenite Stabilization through Manganese Enrichment. Scr. Mater. 2011, 64, 185–188. [Google Scholar] [CrossRef]
- Skowronek, A.; Morawiec, M.; Kozłowska, A.; Pakieła, W. Effect of Hot Deformation on Phase Transformation Kinetics in Isothermally Annealed 3Mn-1.6Al Steel. Materials 2020, 13, 5817. [Google Scholar] [CrossRef]
- Lee, Y.-K.; Han, J. Current Opinion in Medium Manganese Steel. Mater. Sci. Technol. 2015, 31, 843–856. [Google Scholar] [CrossRef]
- Hein, P.; Wilsius, J. Status and Innovation Trends in Hot Stamping of USIBOR 1500 P. Steel Res. Int. 2008, 79, 85–91. [Google Scholar] [CrossRef]
- Schwingenschlögl, P.; Niederhofer, P.; Merklein, M. Investigation on Basic Friction and Wear Mechanisms within Hot Stamping Considering the Influence of Tool Steel and Hardness. Wear 2019, 426–427, 378–389. [Google Scholar] [CrossRef]
- Wróbel, I.; Graboś, A. Numerical Compensation of Torsional Hardening Deformations of Parts Made by Hot Stamping. Mechanik 2018, 91, 904–906. [Google Scholar] [CrossRef] [Green Version]
- Wang, C.; Li, X.; Han, S.; Zhang, L.; Chang, Y.; Cao, W.; Dong, H. Warm Stamping Technology of the Medium Manganese Steel. Steel Res. Int. 2018, 89, 1700360. [Google Scholar] [CrossRef]
- Advancements in Furnace Design Improve Hot Stamping. Available online: https://www.thefabricator.com/stampingjournal/article/stamping/advancements-in-furnace-design-improve-hot-stamping (accessed on 29 April 2022).















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Effect | Chemical Element | ||||||
|---|---|---|---|---|---|---|---|
| C | Mn | B | Si | Cr | Mo | Nb | |
| Ferritic transformation delay | X | X | X | X | X | ||
| Acceleration of the ferritic transformation | X | X | |||||
| Pearlitic transformation delay | X | X | X | X | |||
| Bainite transformation delay | X | X | X | X | |||
| Decrease of the Ms Temperature | X | X | |||||
| Chemical Element, wt. % | |||||||
|---|---|---|---|---|---|---|---|
| C | Mn | B | Cr | Si | Al | Ti | N |
| 0.19–0.22 | 1.10–1.40 | 0.0008–0.0050 | 0.10–0.35 | 0.00–0.40 | 0.02–0.04 | 0.015–0.050 | 0.00–0.01 |
| Mechanical properties | |||||||
| Initial | After HS | ||||||
| YS, MPa | UTS, MPa | TEl, % | YS, MPa | UTS, MPa | TEl, % | ||
| ~400 | ~600 | ~22 | ~1000 | ~1500 | ~5 | ||
| Steel Grade | Carbon Content, wt, % | Initial | After HS | ||
|---|---|---|---|---|---|
| YS, MPa | UTS, MPa | YS, MPa | UTS, MPa | ||
| 27MnCrB5 | 0.25 | 478 | 638 | 1097 | 1612 |
| 28MnB5 | 0.28 | 420 | 620 | 1135 | 1740 |
| 30MnB5 | 0.30 | 510 | 700 | 1230 | 1740 |
| 33CrB5 | 0.33 | 420 | 620 | 1290 | 1850 |
| 34B5 | 0.34 | 600 | 820 | 1225 | 1919 |
| Coating Type | Advantages | Disadvantages |
|---|---|---|
| Uncoated steel |
|
|
| AlSi, AlSiFe |
|
|
| Zn, ZnFe |
|
|
| ZnNi, ZnNiFe |
|
|
| AlZn |
|
|
| ZnAlMg |
|
|
| Steel | Chemical Composition, wt. % | Mechanical Properties | ||||||
|---|---|---|---|---|---|---|---|---|
| C | Mn | Cr | Al | Si | YS, MPa | UTS, MPa | TEl, % | |
| Santacreu et al. [52] | 0.10 | 0.4 | 12.0 | - | - | ~800 | ~1200 | >10 |
| Fröhlich [53] | 0.43–0.50 | <1.0 | 12.5–14.5 | - | - | 1100–1300 | 1700–1850 | 12–16 |
| Speer et al. [54] | 0.12 | 9.76 | - | 1.37 | 0.19 | 750–1100 | 1330–1450 | 15–25 |
| Naderi et al. [55] | 0.14 | 1.71 | 0.55 | 0.02 | 0.12 | 400 | 930 | ~20 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wróbel, I.; Skowronek, A.; Grajcar, A. A Review on Hot Stamping of Advanced High-Strength Steels: Technological-Metallurgical Aspects and Numerical Simulation. Symmetry 2022, 14, 969. https://doi.org/10.3390/sym14050969
Wróbel I, Skowronek A, Grajcar A. A Review on Hot Stamping of Advanced High-Strength Steels: Technological-Metallurgical Aspects and Numerical Simulation. Symmetry. 2022; 14(5):969. https://doi.org/10.3390/sym14050969
Chicago/Turabian StyleWróbel, Ireneusz, Adam Skowronek, and Adam Grajcar. 2022. "A Review on Hot Stamping of Advanced High-Strength Steels: Technological-Metallurgical Aspects and Numerical Simulation" Symmetry 14, no. 5: 969. https://doi.org/10.3390/sym14050969
APA StyleWróbel, I., Skowronek, A., & Grajcar, A. (2022). A Review on Hot Stamping of Advanced High-Strength Steels: Technological-Metallurgical Aspects and Numerical Simulation. Symmetry, 14(5), 969. https://doi.org/10.3390/sym14050969