
Vacuum Brazing Effect on the Interlayer Failure Behaviors of Elastic-Porous Sandwich Structure with Entangled Metallic Wire Mesh



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.1.1. GH4169
2.1.2. Solder
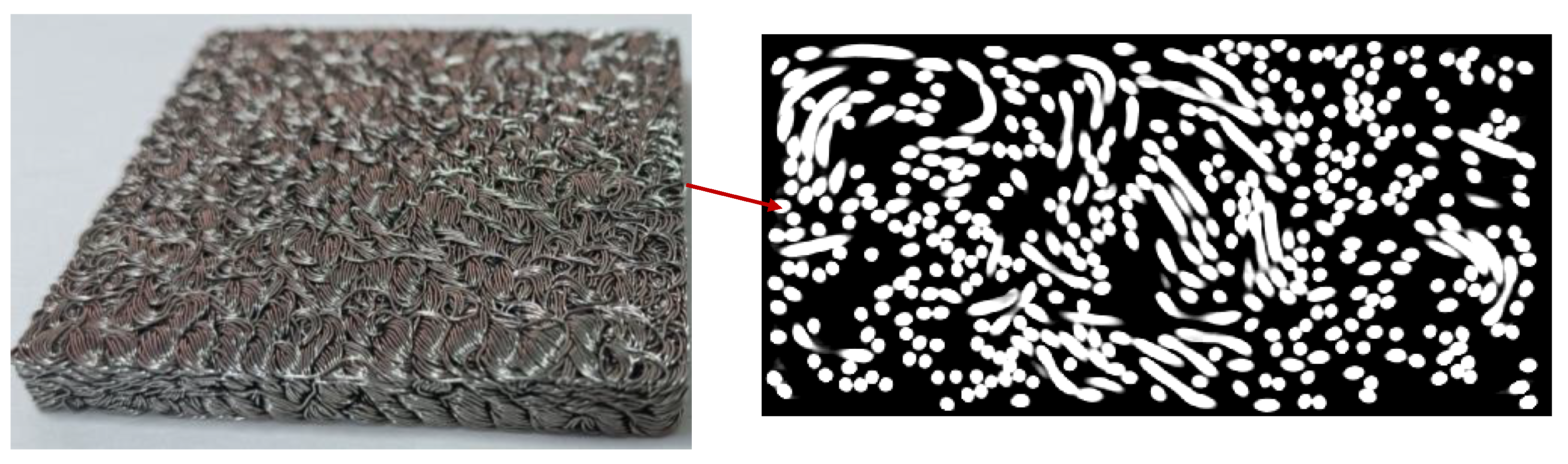
2.1.3. EMWM Core
2.2. Fabrication of EMWM Core
2.3. Fabrication Technology of Elastic-Porous Sandwich Structure
3. Experiments
3.1. Orthogonal Experiment Design
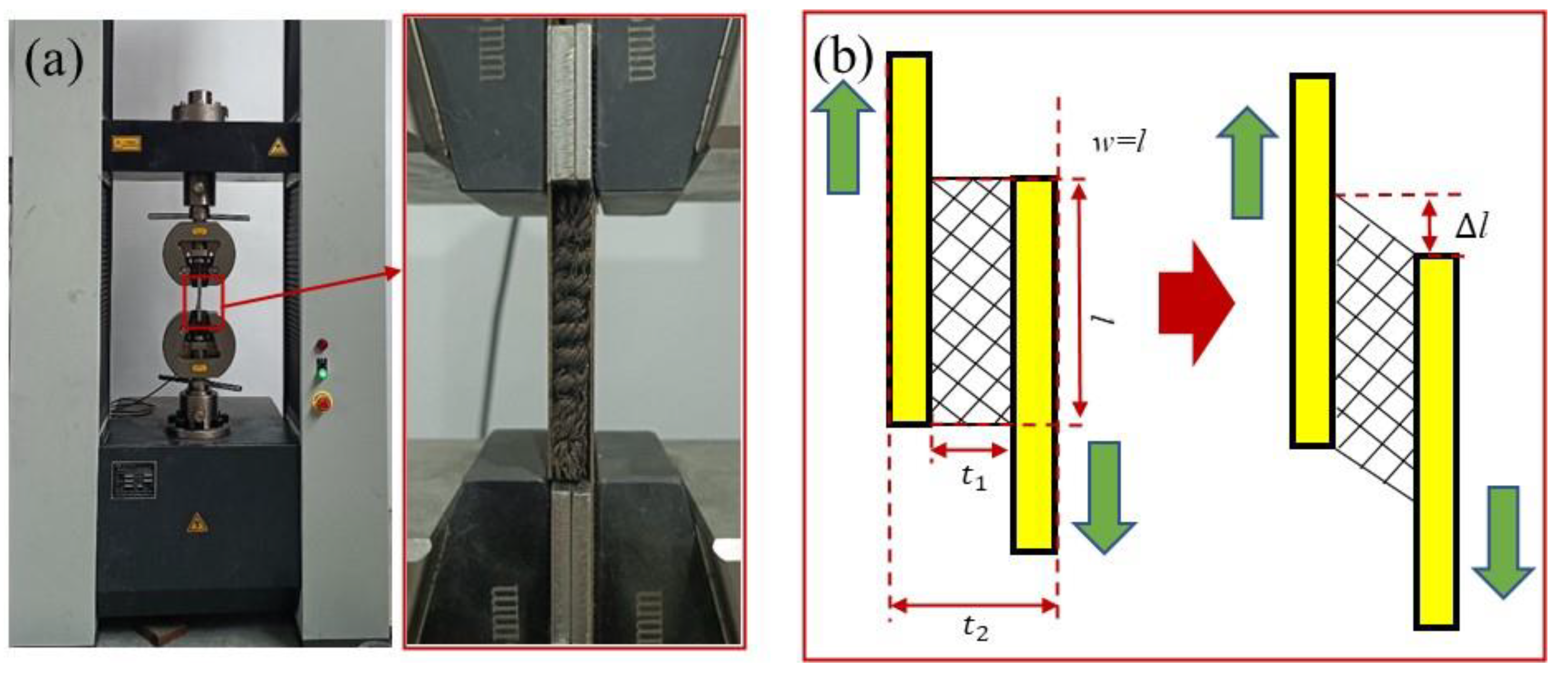
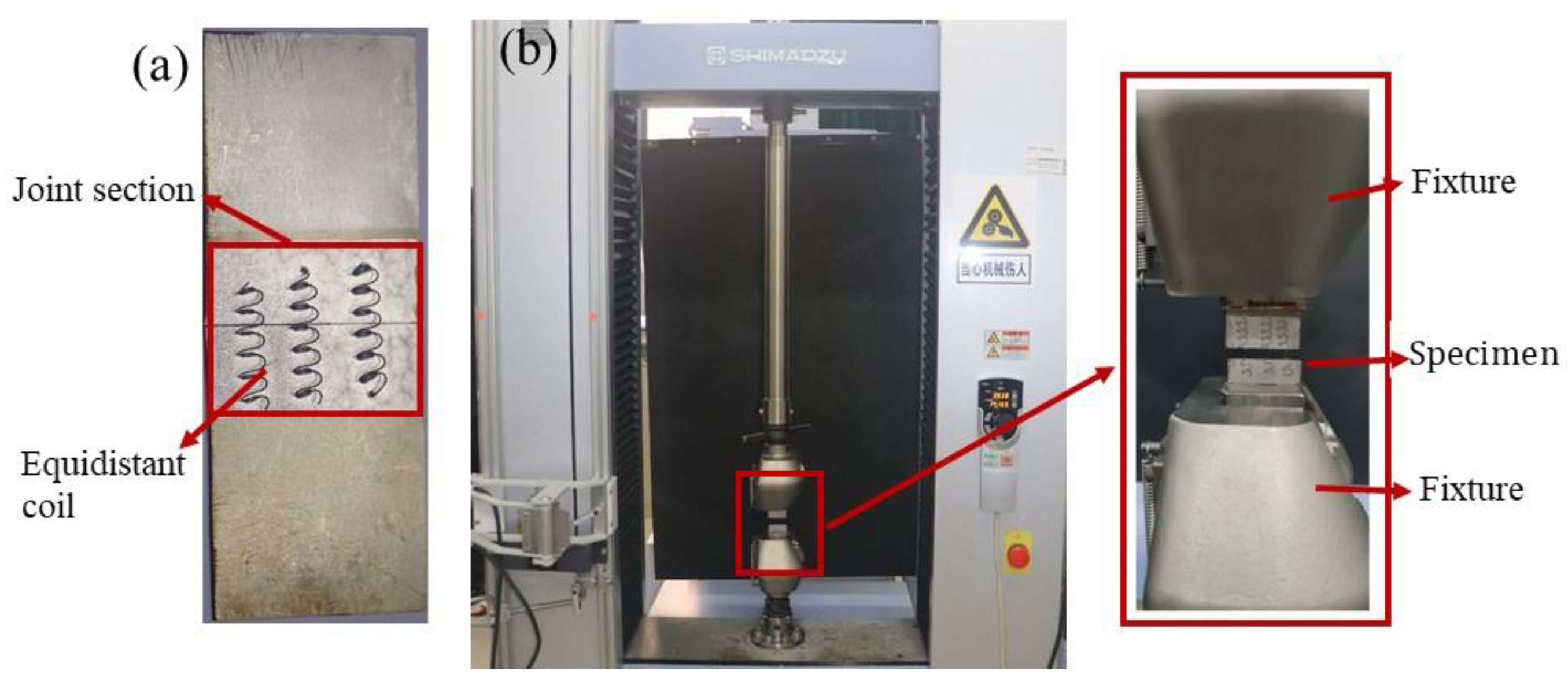
3.2. Simple Shear Experiments
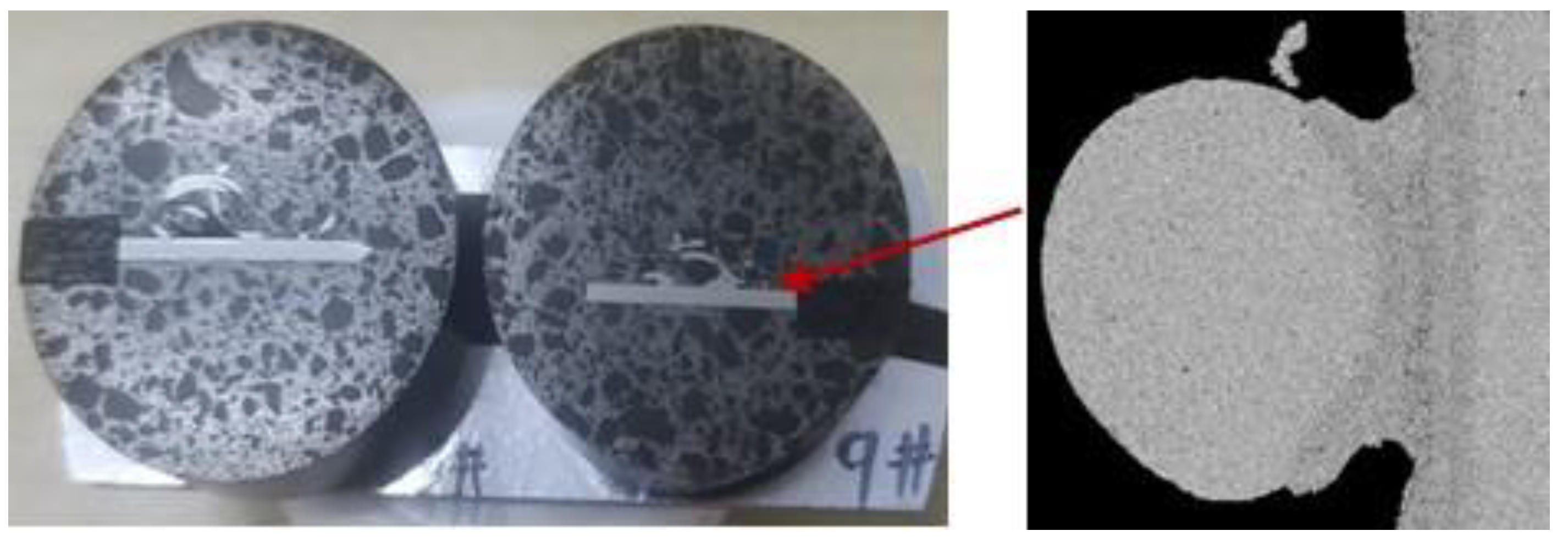
3.3. Microstructure Characterization
4. Results and Discussion
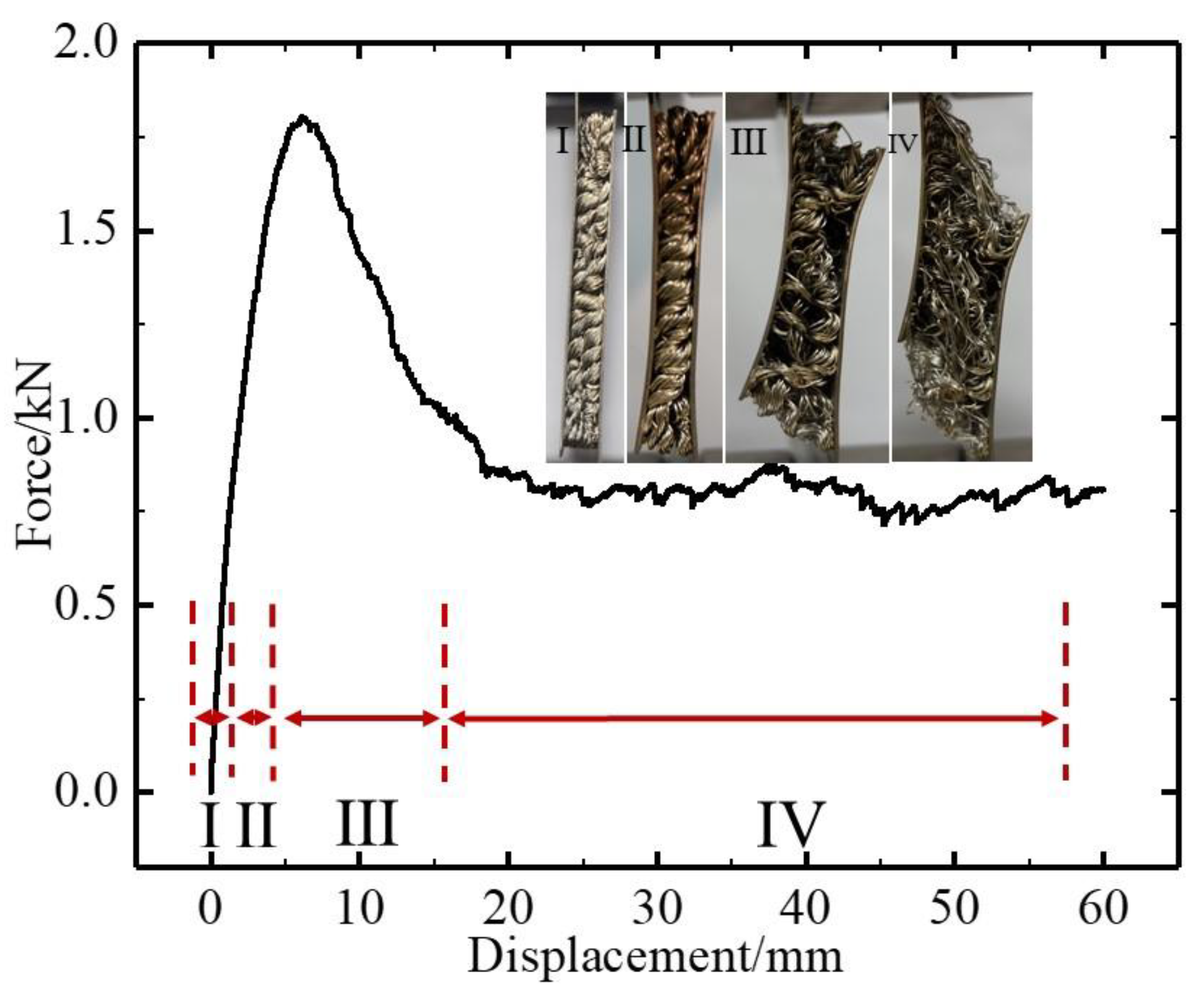
4.1. Typical Failure Behaviors of the EMEM Sandwich Structure under Mode-I Experiment
4.2. Effect of Vacuum Brazing Parameter on Shear Properties of the EMEM Sandwich Structure
4.3. Effect of Vacuum Brazing Parameter on the Joint Strength
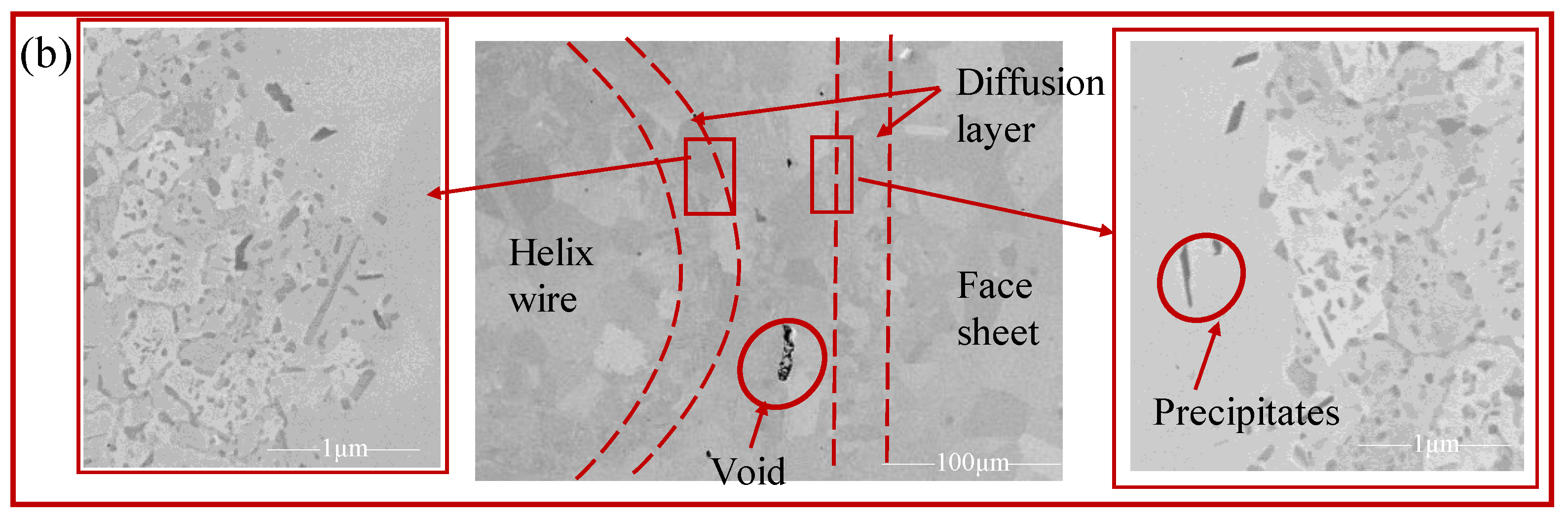
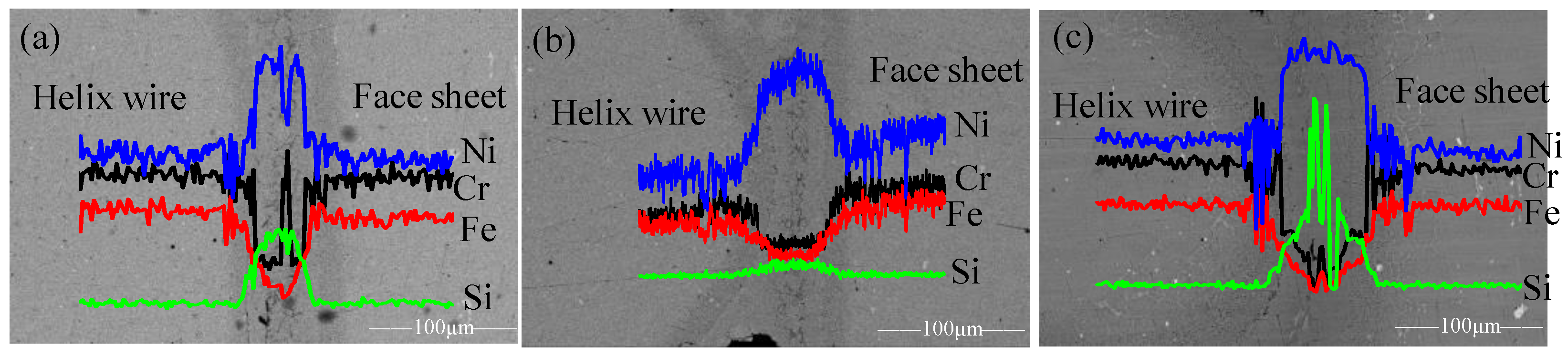
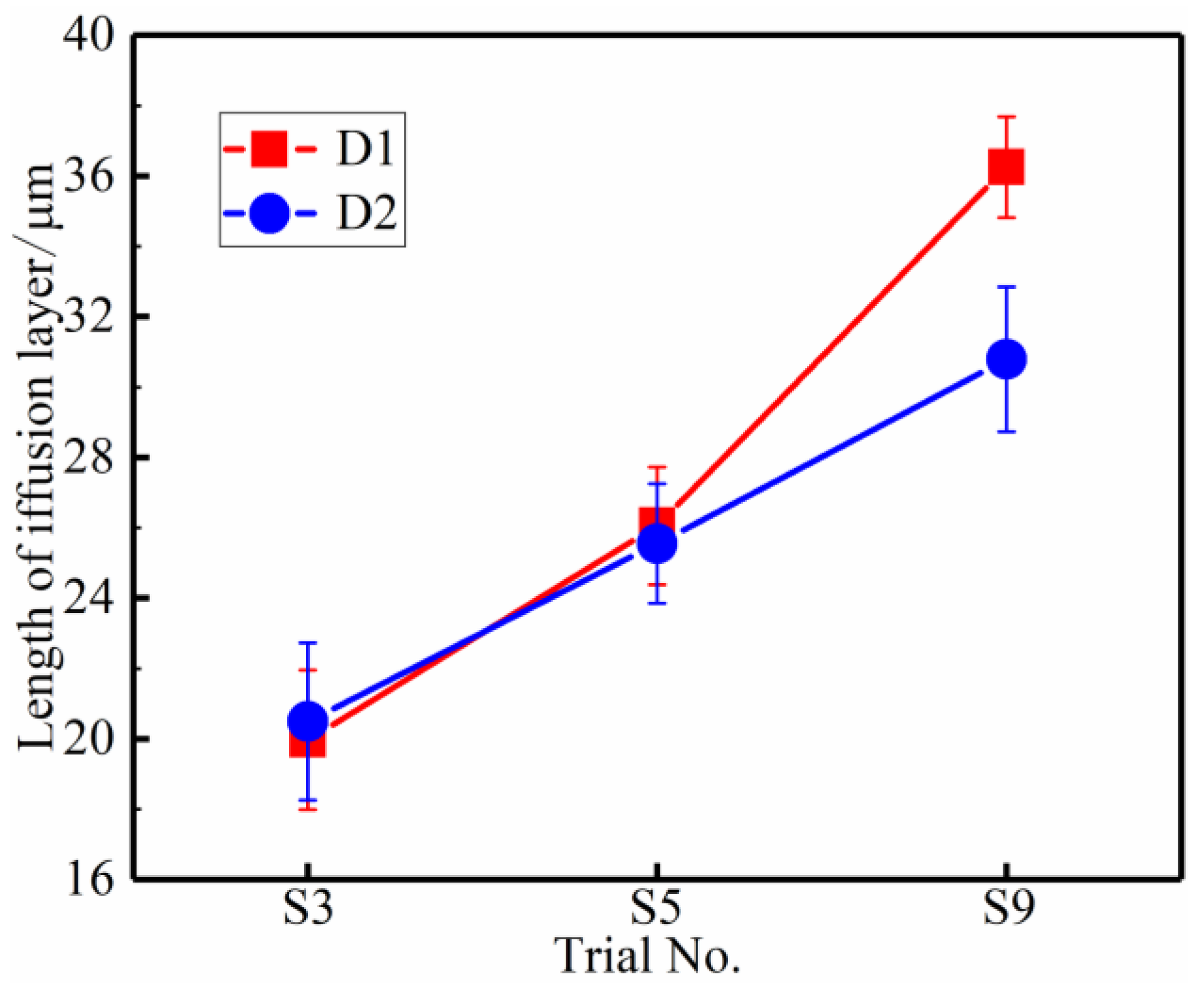
4.4. Effect of Vacuum Brazing Parameter on the Interfacial Structure
5. Conclusions
- (1)
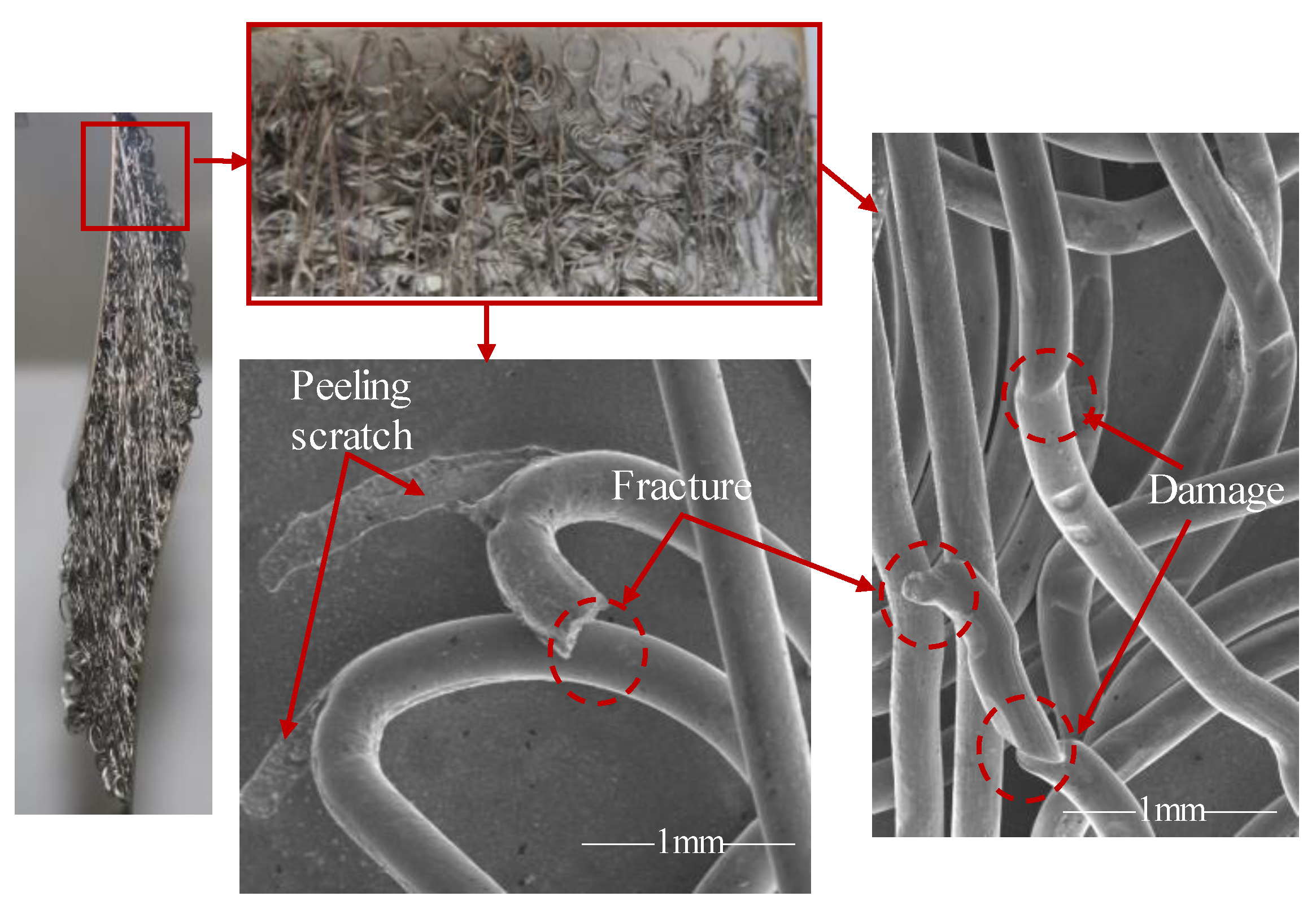
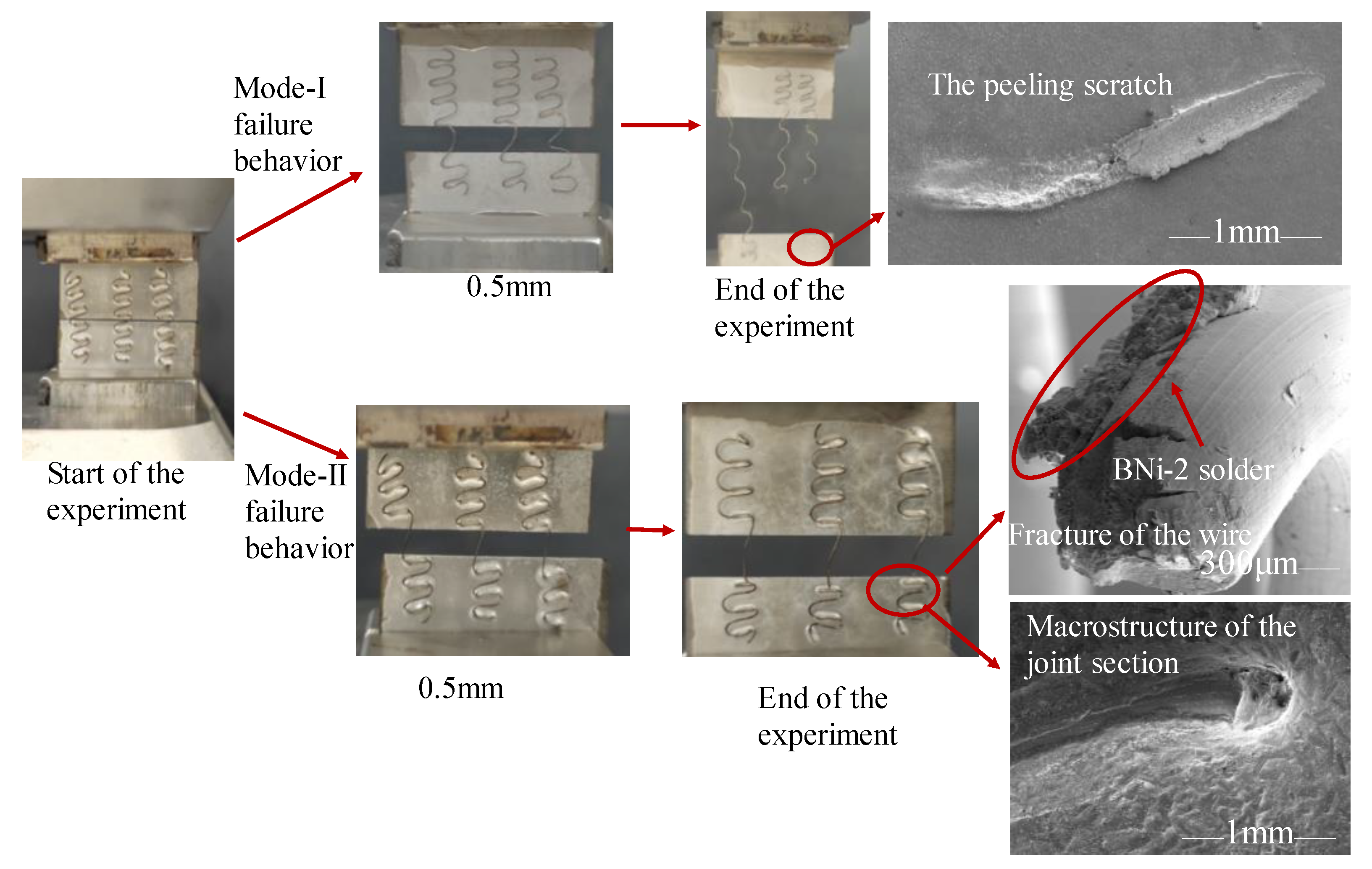
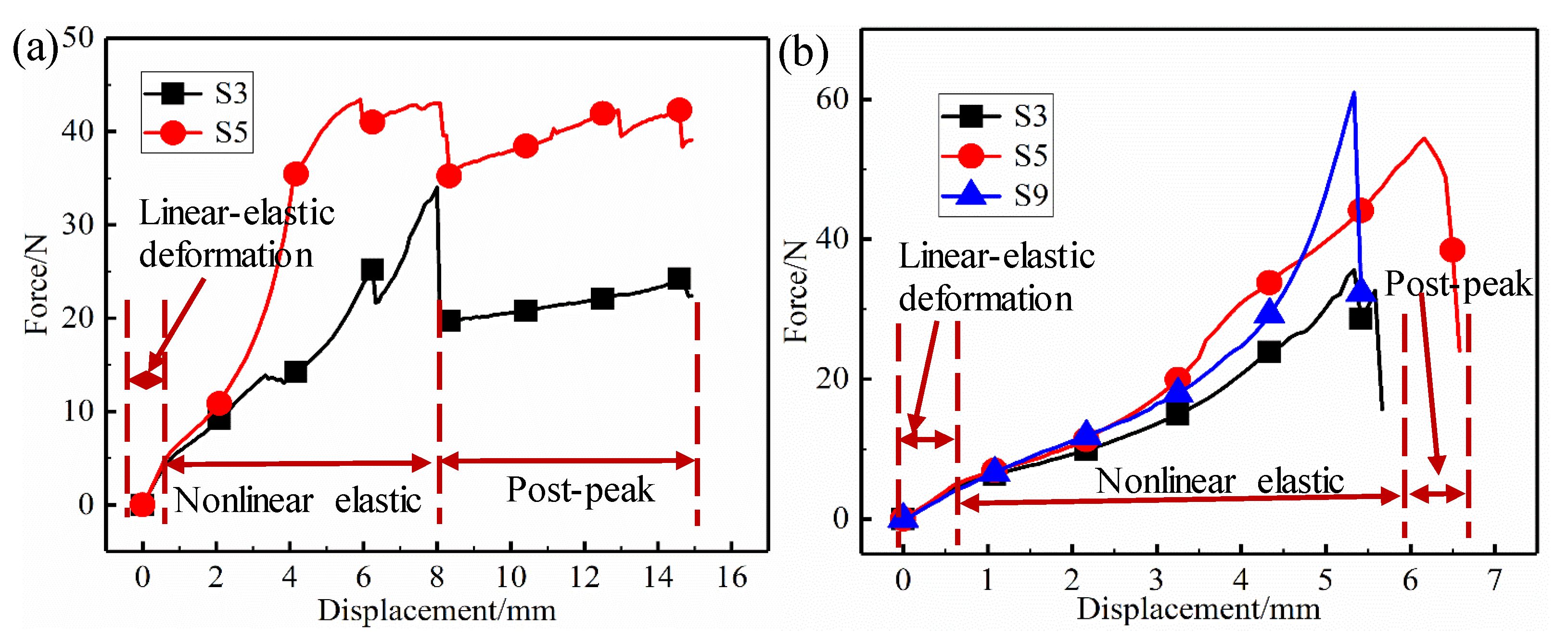
- The typical failure behaviors of the sandwich structure involve four stages (linear, gradual-soft deformation, damage deformation, and stable damage failure) in the mode-I experiment. However, there are three stages (the linear-elastic deformation stage, nonlinear elastic stage, and post-peak stage) in the mode-II experiment. The stable damage failure stage occurs in the sandwich core of the EMWM.
- (2)
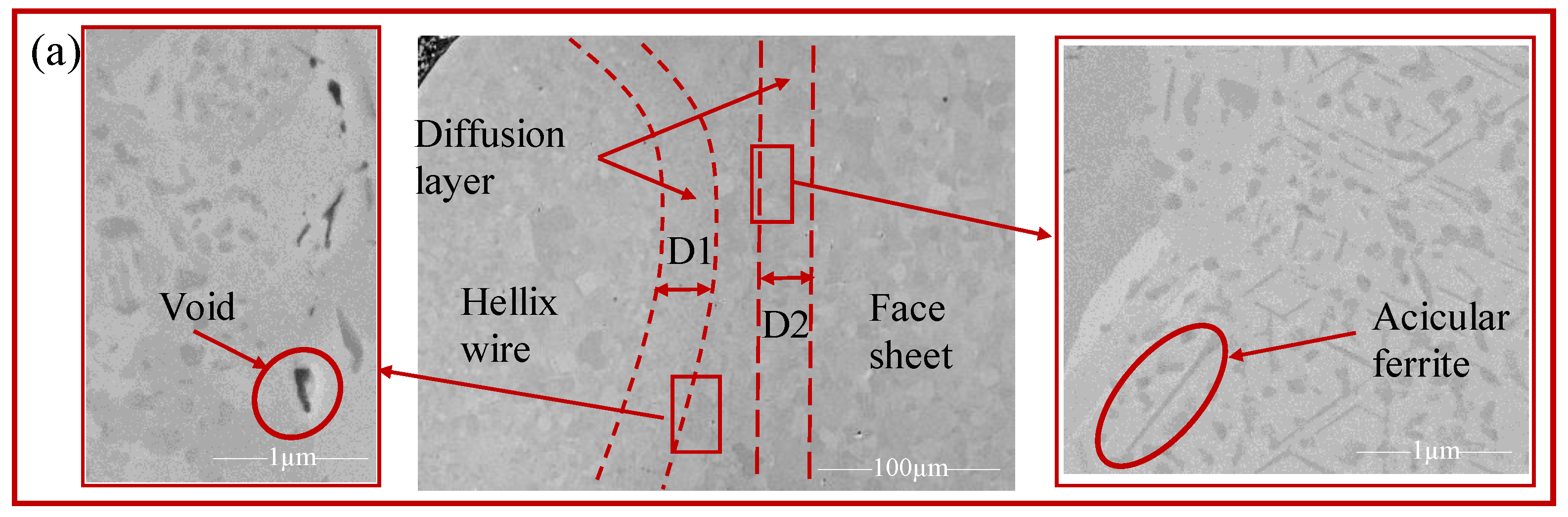
- The failure behaviors of the sandwich structure involve the delamination failure of the EMWM core, internal friction damage of the helix wires, and peeling failure. Furthermore, the joint strength is sensitive to the vacuum brazing process, which makes a considerable effect on the interfacial microstructure and the length of the diffusion layer.
- (3)
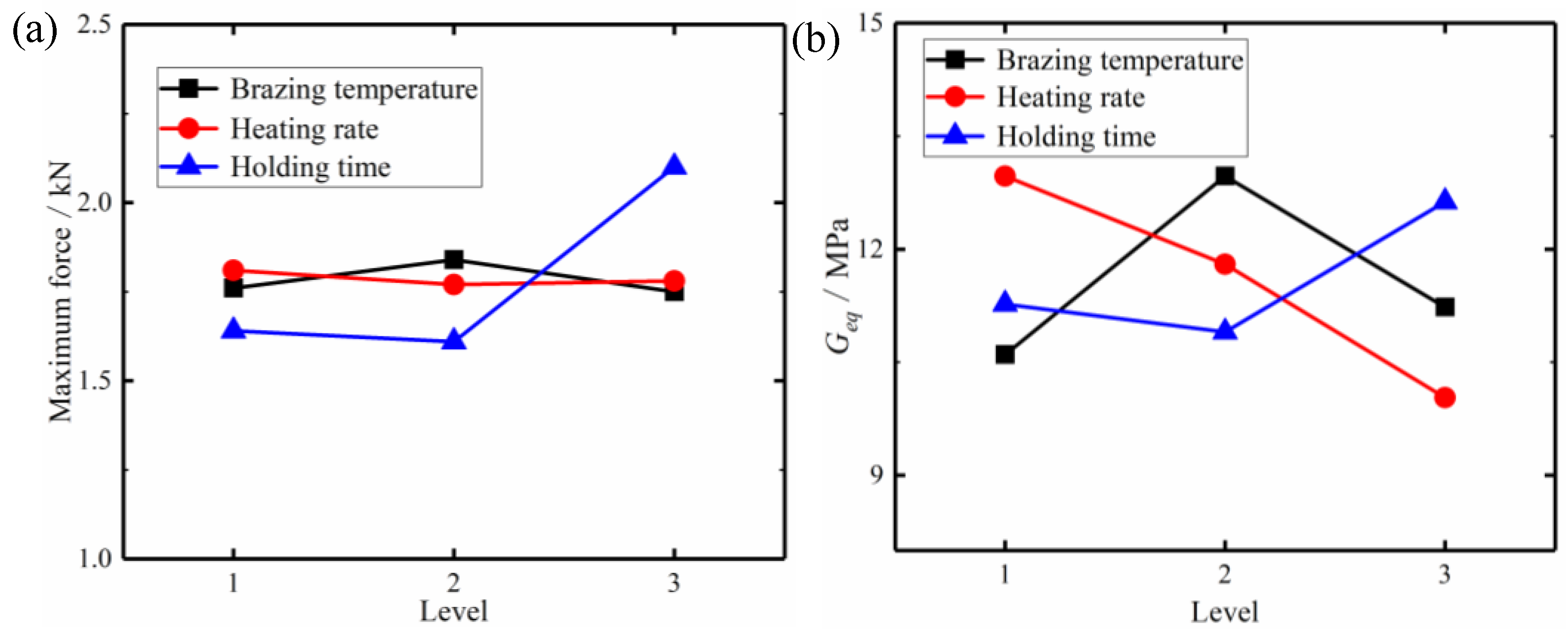
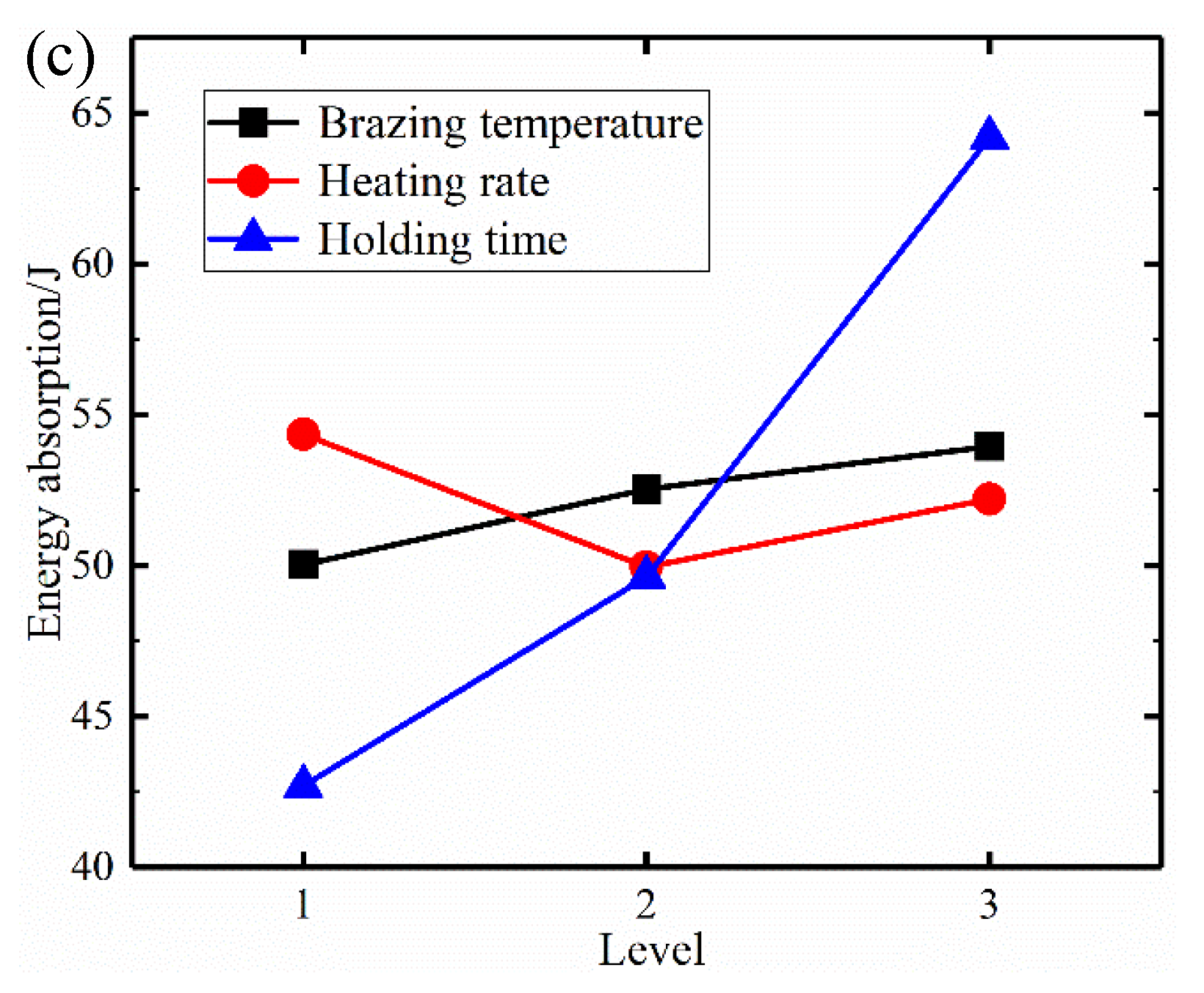
- Comparing with the brazing temperature and heating rate, the holding time has a huge influence on the shear performance of the sandwich structure. Moreover, the suitable holding time is about 30 min in this studied case.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Value Name | A (Brazing Temperature (°C)) | B (Heating Rate (°C/min)) | C (Holding Time (min)) |
|---|---|---|---|
| 1 | 1.76 | 1.81 | 1.64 |
| 2 | 1.84 | 1.77 | 1.61 |
| 3 | 1.75 | 1.78 | 2.10 |
| Rj | 0.09 | 0.04 | 0.49 |
| Source | Sum of Squares | df | Mean Squares | F Value | p |
|---|---|---|---|---|---|
| A | 0.443 | 2 | 0.221 | 1.600 | 0.358 |
| B | 0.003 | 2 | 0.001 | 0.009 | 0.991 |
| C | 0.014 | 2 | 0.007 | 0.052 | 0.950 |
| error | 0.277 | 2 | 0.138 | - | - |
| Value Name | A (Brazing Temperature (°C)) | B (Heating Rate (°C/min)) | C (Holding Time (min)) |
|---|---|---|---|
| 1 | 10.60 | 12.97 | 11.27 |
| 2 | 12.97 | 11.80 | 10.90 |
| 3 | 11.23 | 10.03 | 12.63 |
| Rj | 2.37 | 2.94 | 1.73 |
| Source | Sum of Squares | df | Mean Squares | F Value | p |
|---|---|---|---|---|---|
| A | 5.007 | 2 | 2.503 | 0.645 | 0.608 |
| B | 13.087 | 2 | 6.543 | 1.686 | 0.372 |
| C | 9.007 | 2 | 4.503 | 1.161 | 0.463 |
| error | 7.760 | 2 | 3.880 | - | - |
| Value Name | A (Brazing Temperature (°C)) | B (Heating Rate (°C/min)) | C (Holding Time (min)) |
|---|---|---|---|
| 1 | 50.03 | 54.36 | 42.69 |
| 2 | 52.53 | 49.95 | 49.62 |
| 3 | 53.95 | 52.20 | 64.19 |
| Rj | 3.92 | 4.41 | 21.57 |
| Source | Sum of Squares | df | Mean Squares | F Value | p |
|---|---|---|---|---|---|
| A | 722.662 | 2 | 361.331 | 2.633 | 0.275 |
| B | 29.220 | 2 | 14.610 | 0.106 | 0.904 |
| C | 23.640 | 2 | 11.820 | 0.086 | 0.921 |
| error | 274.420 | 2 | 137.210 | - | - |
References
- Xiong, J.; Ma, L.; Pan, S.; Wu, L.; Papadopoulos, J.; Vaziri, A. Shear and bending performance of carbon fiber composite sandwich panels with pyramidal truss cores. Acta. Mater. 2012, 60, 1455–1466. [Google Scholar] [CrossRef]
- Liviu, M.; Ffilippo, B.; Dan, A.S.; Bai, H.B.; Emanoil, L. An engineering approach to predict mixed mode fracture of PUR foams based on ASED and micromechanical modelling. Theor. Appl. Fract. Mech. 2017, 91, 148–154. [Google Scholar]
- Funari, M.F.; Spadea, S.; Lonetti, P.; Lourenço, P.B. On the elastic and mixed-mode fracture properties of PVC foam. Theor. Appl. Fract. Mech. 2021, 112, 102924. [Google Scholar] [CrossRef]
- Mostafa, A.; Shankar, K.; Morozov, E.V. Insight into the shear bahaviour of composite sandwich panels with foam core. Mater. Des. 2013, 50, 92–101. [Google Scholar] [CrossRef]
- Liu, Y.; Liu, W.; Gao, W.C. Out-of-plane shear property analysis of Nomex honeycomb sandwich structure. J. Reinf. Plast. Compos. 2021, 40, 165–175. [Google Scholar] [CrossRef]
- Huang, W.; Fan, Z.H.; Zhang, W.; Liu, J.Y.; Zhou, W. Impulsive response of composite sandwich structure with tetrahedral truss core. Compos. Sci. Technol. 2019, 176, 17–28. [Google Scholar] [CrossRef]
- Mei, J.; Ao, Y.L.; Jiang, W.M.; Liu, J.Y.; Zhou, G.; Huang, W. Investigation on the shear behaviors of carbon fiber composite sandwich panels with the X-core. Mater. Struct. 2021, 77, 102897. [Google Scholar] [CrossRef]
- Zhang, P.; Cheng, Y.S.; Liu, J.; Wang, C.M.; Hou, H.L.; Li, Y. Experimental and numerical investigations on laser-welded corrugated-core sandwich panels subjected to air blast loading. Mar. Struct. 2015, 40, 225–246. [Google Scholar] [CrossRef]
- Yang, P.; Bai, H.B.; Xue, X.; Xiao, K.; Zhao, X. Vibration reliability characterization and damping capability of annular periodic metal rubber in the non-molding direction. Mech. Syst. Signal Proc. 2019, 132, 622–639. [Google Scholar] [CrossRef]
- Xue, X.; Ruan, S.X.; Bai, H.B.; Chen, X.C.; Shao, Y.C.; Lu, C.H. An enhanced constitutive model for the nonlinear mechanical behavior of the elastic-porous metal rubber. Mech. Mater. 2020, 148, 103447. [Google Scholar] [CrossRef]
- Wang, Y.J.; Zhang, Z.J.; Xue, X.M.; Zhang, L. Experimental investigation on enhanced mechanical and damping performance of corrugated structure with metal rubber. Thin-Walled Struct. 2020, 154, 106816. [Google Scholar] [CrossRef]
- Yan, H.B.; Mew, T.; Lee, M.G.; Kang, K.J.; Lu, T.J.; Kienhöfer, F.W.; Kim, T. Thermofluidic characteristics of a porous ventilated brake disk. J. Heat Transf.-Trans. ASME 2015, 137, 022601. [Google Scholar] [CrossRef]
- New, T.D.; Kang, K.; Kienhöfer, F.W.; Kim, T. Transient thermal response of a highly porous ventilated brake disc. Proc. Inst. Mech. Part D-J. Automob. Eng. 2015, 229, 674–683. [Google Scholar]
- Zhu, Y.; Wu, Y.W.; Bai, H.B.; Ding, Z.Y.; Shao, Y.C. Research on vibration reduction of foundation with entangled metallic wire material under high temperature. Shock Vib. 2019, 2019, 7297392. [Google Scholar] [CrossRef]
- Nanayakkara, A.M.; Feih, S.; Mouritz, A.P. Improving the fracture resistance of sandwich composite T-joints by z-pinning. Compos. Struct. 2013, 96, 207–215. [Google Scholar] [CrossRef] [Green Version]
- Gao, F.; Wang, L.F.; Hua, J.D.; Lin, J.; Mal, A. Application of Lamb wave and its coda waves to disbond detection in an aeronautical honeycomb composite sandwich. Mech. Syst. Signal Proc. 2021, 146, 107063. [Google Scholar] [CrossRef]
- Peng, F.H.; Wu, Y.W.; Bai, H.B.; Shao, Y.C.; Qin, Z.Q. Influence of core thickness and boundary condition on the modal characteristics of composite structure with metallic damping core. Shock Vib. 2020, 2020, 9720167. [Google Scholar] [CrossRef]
- Lin, C.; Lee, F.C.; Xue, T.H. Effect of suture on mechanical properties of stitched thermal protection sandwich. Mater. Res.-Ibero-Am. J. Mater. 2019, 22, e20190435. [Google Scholar] [CrossRef]
- Yudhanto, A.; Watanabe, N.; Iwahori, Y.; Hoshi, H. Effect of stitch density on tensile properties and damage mechanisms of stitched carbon/epoxy composites. Compos. Pt. B-Eng. 2013, 46, 151–165. [Google Scholar] [CrossRef]
- Wang, S.S.; Wei, Y.H.; Xue, X.; Wu, Z.B.; Bai, H.B. Connection technology and mechanical properties of sandwich structure with the core of elastic damping metal spiral wire mesh. Acta Mater. Compos. Sin. 2022, 39, 1308–1321. [Google Scholar]
- Srinivasan, G.; Bhaduri, A.K.; Ray, S.K.; Shankar, V. Vacuum brazing of Inconel 600 sleeve to 316L stainless steel sheath of mineral insulated cable. J. Mater. Process. Technol. 2008, 198, 73–76. [Google Scholar] [CrossRef]
- Hebda, M.; Kaczor, P.; Miernik, K. Vacuum brazing of stainless steel depending on the surface preparation method and temperature of the process. Arch. Metal. Mater. 2019, 64, 5–11. [Google Scholar]
- Ivannikov, A.; Krasnova, E.; Penyaz, M.; Popov, N.; Melnikov, A.; Sevryukov, O. Effect of high-temperature brazing with a nickel-based STEMET 1301A brazing alloy on the unbrazing temperature of 12Kh18N10T steel joints. Int. J. Adv. Manuf. Technol. 2020, 110, 1319–1326. [Google Scholar] [CrossRef]
- Chen, Y.X.; Cui, H.C. Effect of temperature and hold time of induction brazing on microstructure and shear strength of martensitic stainless steel joints. Materials 2018, 11, 1586. [Google Scholar] [CrossRef] [Green Version]
- Liu, S.L.; Miao, J.K.; Zhang, W.W.; Wei, R.; Chen, C.; Wang, T.; Zhao, W.D. Interfacial microstructure and shear strength of TC4 alloy joints vacuum brazed with Ti–Zr–Ni–Cu filler metal. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2020, 775, 138990. [Google Scholar] [CrossRef]
- Zaharinie, T.; Yusof, F.; Hamdi, M.; Ariga, T.; Moshwan, R. Effect of brazing temperature on the shear strength of Inconel 600 joint. Int. J. Adv. Manuf. Technol. 2014, 73, 1133–1140. [Google Scholar] [CrossRef]
- Chakraborty, G.; Chaurasia, P.K.; Murugesan, S.; Albert, S.K.; Murugan, S. Effect of brazing temperature on the microstructure of martensitic-austenitic steel joints. Mater. Sci. Technol. 2017, 33, 1372–1378. [Google Scholar] [CrossRef]
- Jiang, W.C.; Gong, J.M.; Tu, S.T. Effect of holding time on vacuum brazing for a stainless steel plate–fin structure. Mater. Des. 2010, 31, 2157–2162. [Google Scholar] [CrossRef]
- Jiang, W.C.; Gong, J.M.; Tu, S.T. A new cooling method for vacuum brazing of a stainless steel plate–fin structure. Mater. Des. 2010, 31, 648–653. [Google Scholar] [CrossRef]
- Sohrabi, M.J.; Mirzadeh, H.; Rafiei, M. Solidification behavior and Laves phase dissolution during homogenization heat treatment of Inconel 718 superalloy. Vacuum 2018, 154, 235–243. [Google Scholar] [CrossRef]
- Courtois, L.; Maire, E.; Perez, M.; Rodney, D.; Bouaziz, O.; Brechet, Y. Mechanical properties of monofilament entangled materials. Adv. Eng. Mater. 2012, 14, 1128–1133. [Google Scholar] [CrossRef]
- Hu, J.L.; Du, Q.; Gao, J.H.; Kang, J.Y.; Guo, B.T. Compressive mechanical behavior of multiple wire metal rubber. Mater. Des. 2018, 140, 231–240. [Google Scholar] [CrossRef]
- Zhang, W.; Xue, X.; Bai, H.B. Mechanical and electrical properties of Cu-steel bimetallic porous composite with a double-helix entangled structure. Compos. Struct. 2021, 255, 112886. [Google Scholar] [CrossRef]
- Ma, Y.H.; Zhang, Q.C.; Zhang, D.Y.; Scarpa, F.; Liu, B.L.; Hong, J. Turning the vibration of a rotor with shape memory alloy metal rubber supports. J. Sound. Vib. 2015, 351, 1–16. [Google Scholar] [CrossRef]
- Zhang, D.Y.; Scrapa, F.; Ma, Y.H.; Boba, K.; Hong, J.; Lu, H.W. Compression mechanics of nickel-based superalloy metal rubber. Mater. Sci. Eng. A-Strut. Prop. Microstruct. Process. 2013, 580, 305–312. [Google Scholar] [CrossRef]
- Xue, X.; Yang, P.; Shao, Y.C.; Bai, H.B. Manufacture technology and anisotropic behaviour of elastic-porous metal rubber. Int. J. Lightweight Mater. Manuf. 2020, 3, 88–99. [Google Scholar] [CrossRef]
- Arcieri, E.V.; Baragetti, S.; Božić, Z. Application of design of experiments to foreign object damage on 7075-T6. Procedia Struct. Integr. 2021, 31, 22–27. [Google Scholar] [CrossRef]
- Lloyd, W.C. Reliability Improvement with Design of Experiments, 2nd ed.; CRC Press: Boca Raton, FL, USA, 1991; pp. 30–140. [Google Scholar]



















| Element | Si | Co | Cr | B | Nb | C | Al | Ni | Fe |
|---|---|---|---|---|---|---|---|---|---|
| Wt. % | 0.13 | 0.03 | 17.72 | 0.02 | 5.11 | 0.042 | 0.55 | 51.83 | Bal. |
| Element | Si | Co | Cr | B | Fe | C | p | Ni |
|---|---|---|---|---|---|---|---|---|
| Wt. % | 4–5 | 0.1 | 6–8 | 2.75–3.5 | 2.5–3.5 | 0.06 | 0.02 | Bal. |
| Face-Sheet | Width (mm) | EMWM Core | |||
|---|---|---|---|---|---|
| Length (mm) | Thickness (mm) | Length (mm) | Thickness (mm) | Density (g/cm3) | |
| 100 | 0.8 | 50 | 60 | 7 | 2.5 |
| Levels | Factors | ||
|---|---|---|---|
| A: Brazing Temperature (°C) | B: Heating Rate (°C/min) | C: Holding Time (min) | |
| 1 | 1010 | 4 | 10 |
| 2 | 1050 | 7 | 20 |
| 3 | 1090 | 10 | 30 |
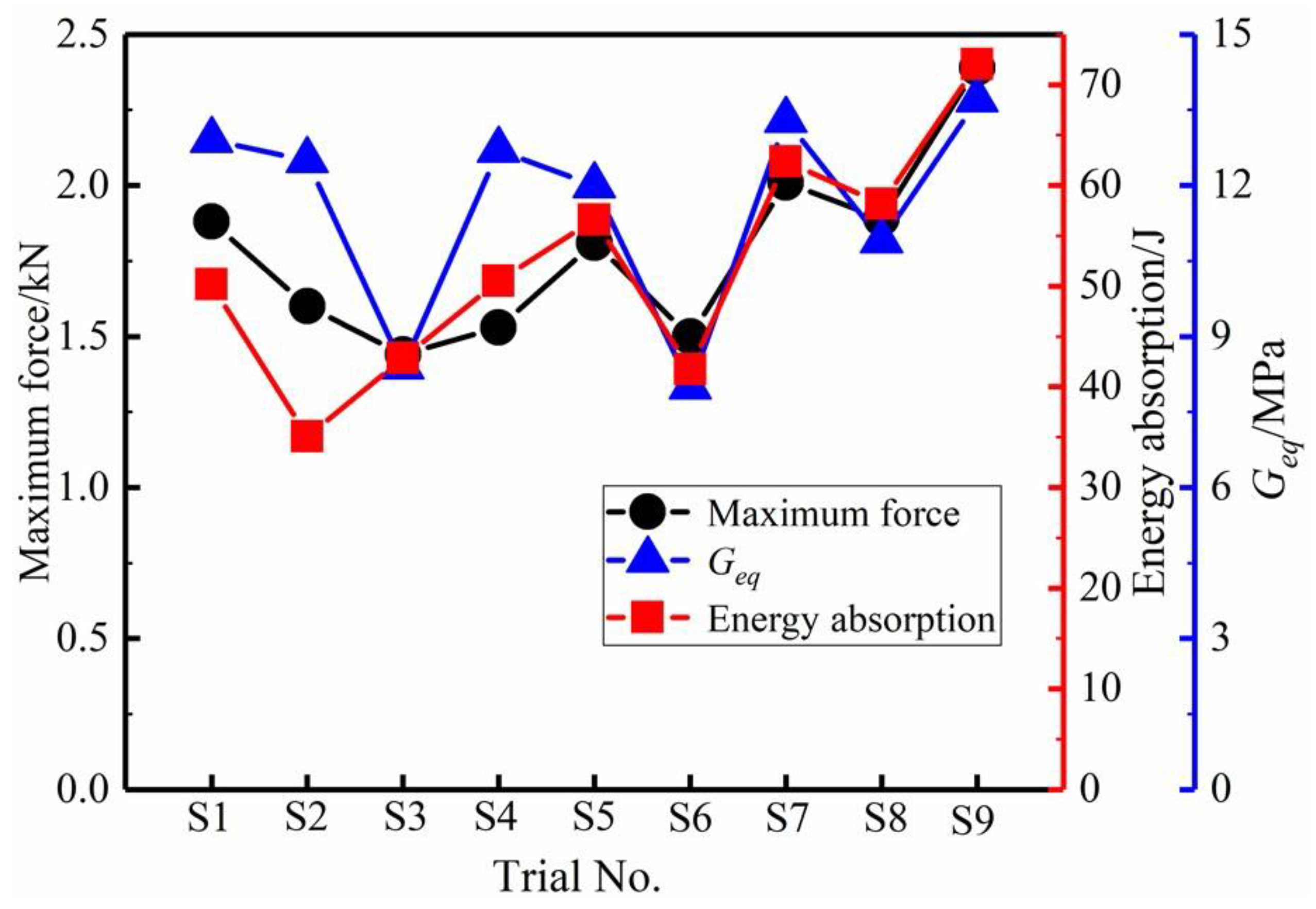
| Trial No. | Factors | Evaluations | ||||
|---|---|---|---|---|---|---|
| A (Brazing Temperature (°C)) | B (Heating Rate (°C/min)) | C (Holding Time (min)) | Maximum Force (kN) | Energy Absorption (J) | Geq (MPa) | |
| S1 | 1 (1010) | 1 (4) | 1 (10) | 1.88 | 50.18 | 12.9 |
| S2 | 1 | 2 (7) | 2 (20) | 1.60 | 35.05 | 12.5 |
| S3 | 1 | 3 (10) | 3 (30) | 1.44 | 42.85 | 8.4 |
| S4 | 2 (1050) | 1 | 2 | 1.53 | 50.52 | 12.7 |
| S5 | 2 | 2 | 3 | 1.81 | 56.61 | 12.0 |
| S6 | 2 | 3 | 1 | 1.50 | 41.72 | 8.0 |
| S7 | 3 (1090) | 1 | 3 | 2.01 | 62.38 | 13.3 |
| S8 | 3 | 2 | 1 | 1.89 | 58.18 | 10.9 |
| S9 | 3 | 3 | 2 | 2.39 | 72.02 | 13.7 |
| Mode-I Failure Behavior | Mode-II Failure Behavior | ||||
|---|---|---|---|---|---|
| S3 | S5 | S3 | S5 | S9 | |
| Peak force (kN) | 33.97 | 43.03 | 35.58 | 54.39 | 60.98 |
| Trial No. | S3 | S5 | S9 | |||
|---|---|---|---|---|---|---|
| D1 | D2 | D1 | D2 | D1 | D2 | |
| Length (μm) | 19.97 ± 1.98 | 20.49 ± 2.23 | 26.06 ± 1.67 | 25.55 ± 1.70 | 36.25 ± 1.43 | 30.79 ± 2.06 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wei, Y.; Wu, R.; Zou, L.; Liu, N.; Xue, X. Vacuum Brazing Effect on the Interlayer Failure Behaviors of Elastic-Porous Sandwich Structure with Entangled Metallic Wire Mesh. Symmetry 2022, 14, 977. https://doi.org/10.3390/sym14050977
Wei Y, Wu R, Zou L, Liu N, Xue X. Vacuum Brazing Effect on the Interlayer Failure Behaviors of Elastic-Porous Sandwich Structure with Entangled Metallic Wire Mesh. Symmetry. 2022; 14(5):977. https://doi.org/10.3390/sym14050977
Chicago/Turabian StyleWei, Yuhan, Ruixian Wu, Luming Zou, Niuniu Liu, and Xin Xue. 2022. "Vacuum Brazing Effect on the Interlayer Failure Behaviors of Elastic-Porous Sandwich Structure with Entangled Metallic Wire Mesh" Symmetry 14, no. 5: 977. https://doi.org/10.3390/sym14050977
APA StyleWei, Y., Wu, R., Zou, L., Liu, N., & Xue, X. (2022). Vacuum Brazing Effect on the Interlayer Failure Behaviors of Elastic-Porous Sandwich Structure with Entangled Metallic Wire Mesh. Symmetry, 14(5), 977. https://doi.org/10.3390/sym14050977