



Characterisation of Microstructure and Special Grain Boundaries in LPBF AlSi10Mg Alloy Subjected to the KoBo Extrusion Process



Abstract
:1. Introduction
2. Materials and Methodology
- punch speed of 0.2 mm/s;
- die rotation angle of ±8°;
- frequency of 5 Hz;
- extrusion ratio λ of 225. The extrusion ratio λ signifies that the diameter of the rods after the KoBo extrusion process was equal to = 4 mm;
- maximal measured temperature close to the extrusion die (~280 °C);
- sample cooling—room-temperature water.
- accelerating voltage: 20 kV;
- sample tilt: 72°;
- step size: 0.15 µm.
3. Results
4. Discussion
4.1. CSL Boundary Formation
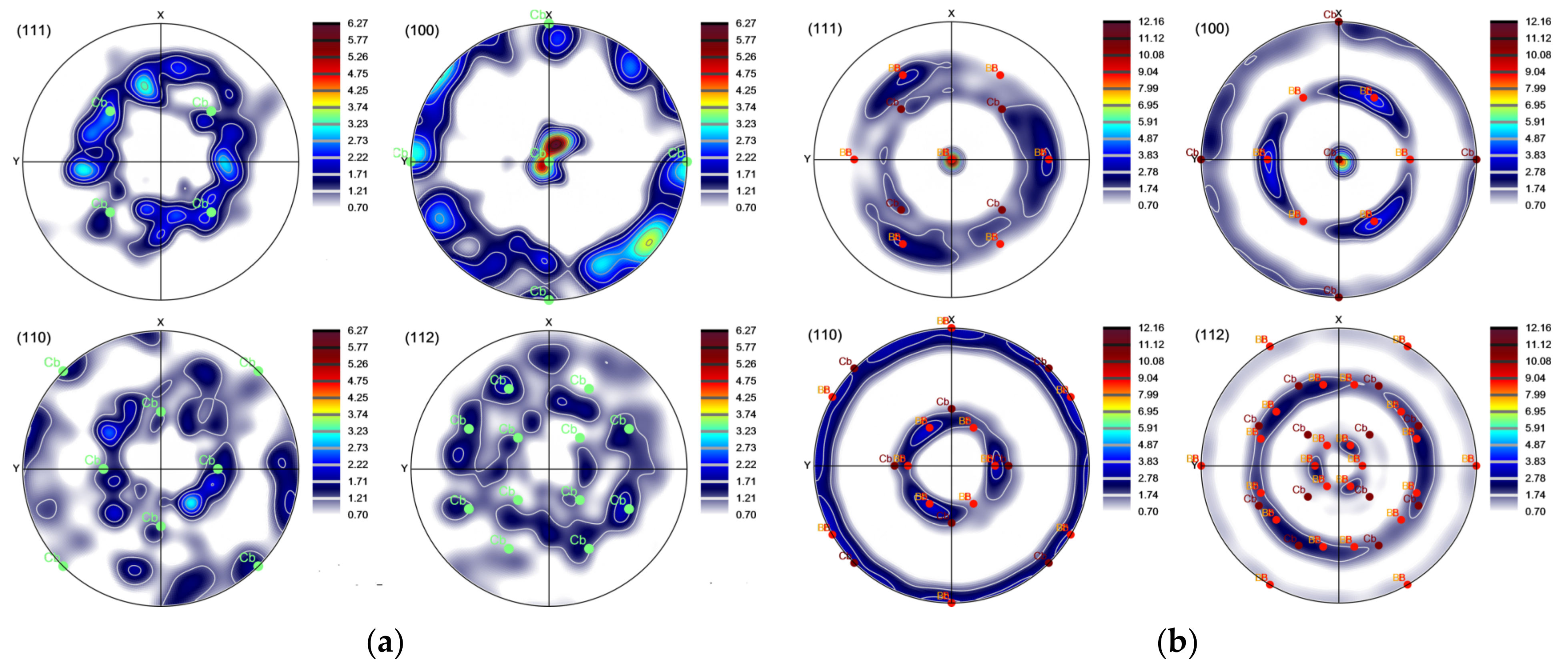
4.2. Texture Analysis
5. Conclusions
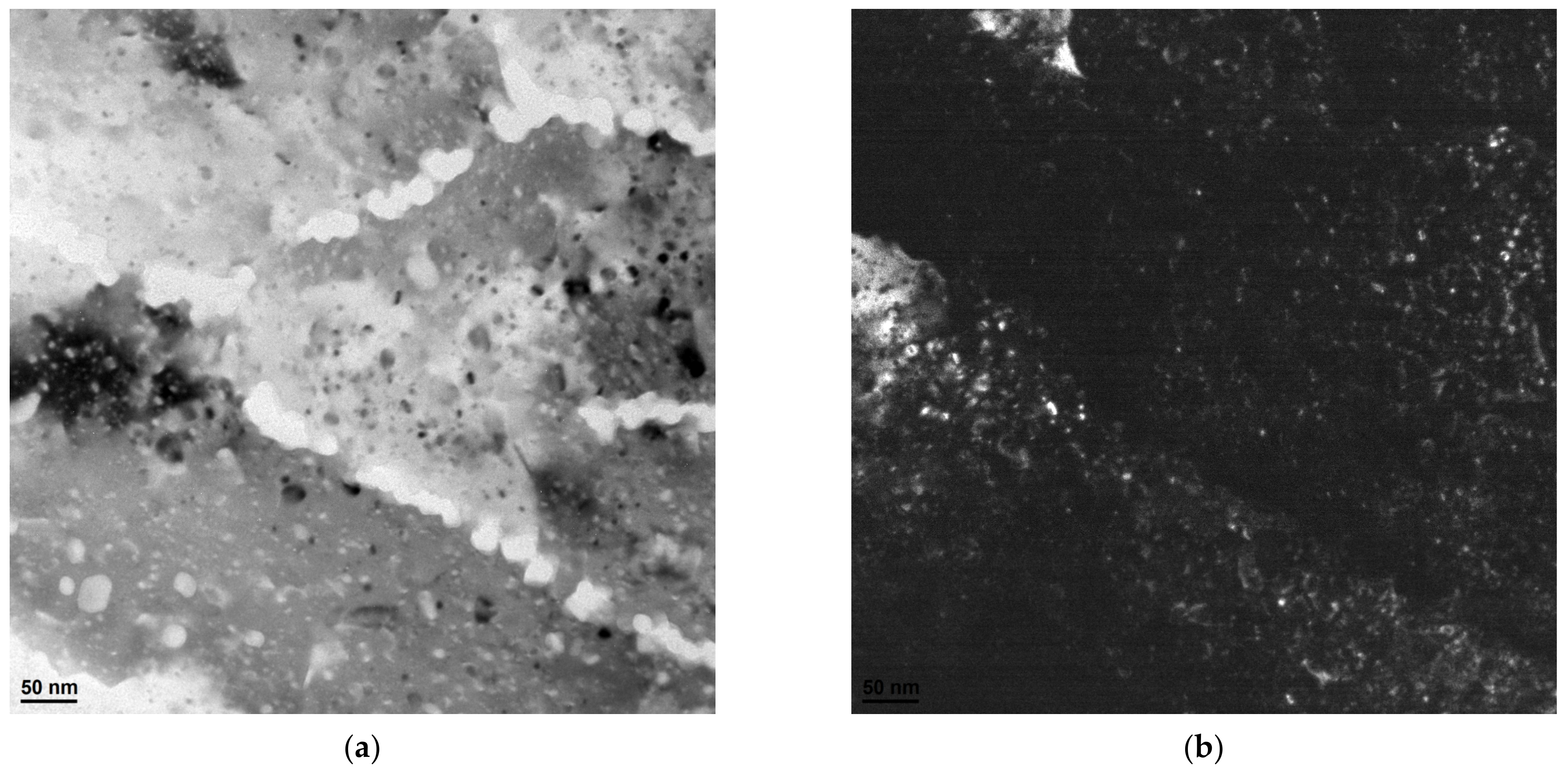
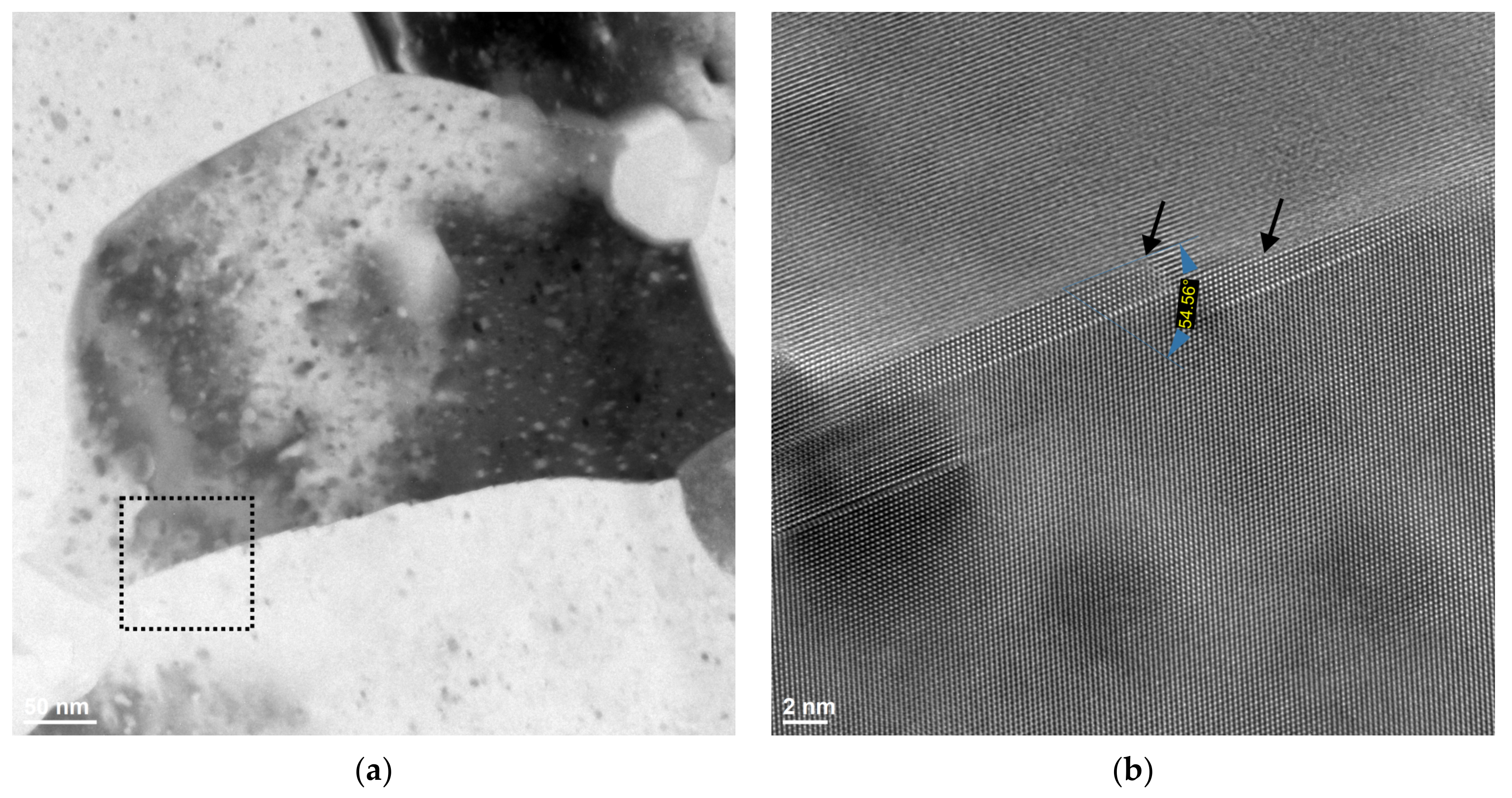
- The KoBo extrusion process substantially refined the heterogeneous microstructure of an LPBF AlSi10Mg aluminium alloy. Also, the cellular microstructure diminished and was replaced by the fine Si precipitates distributed uniformly within the aluminium matrix.
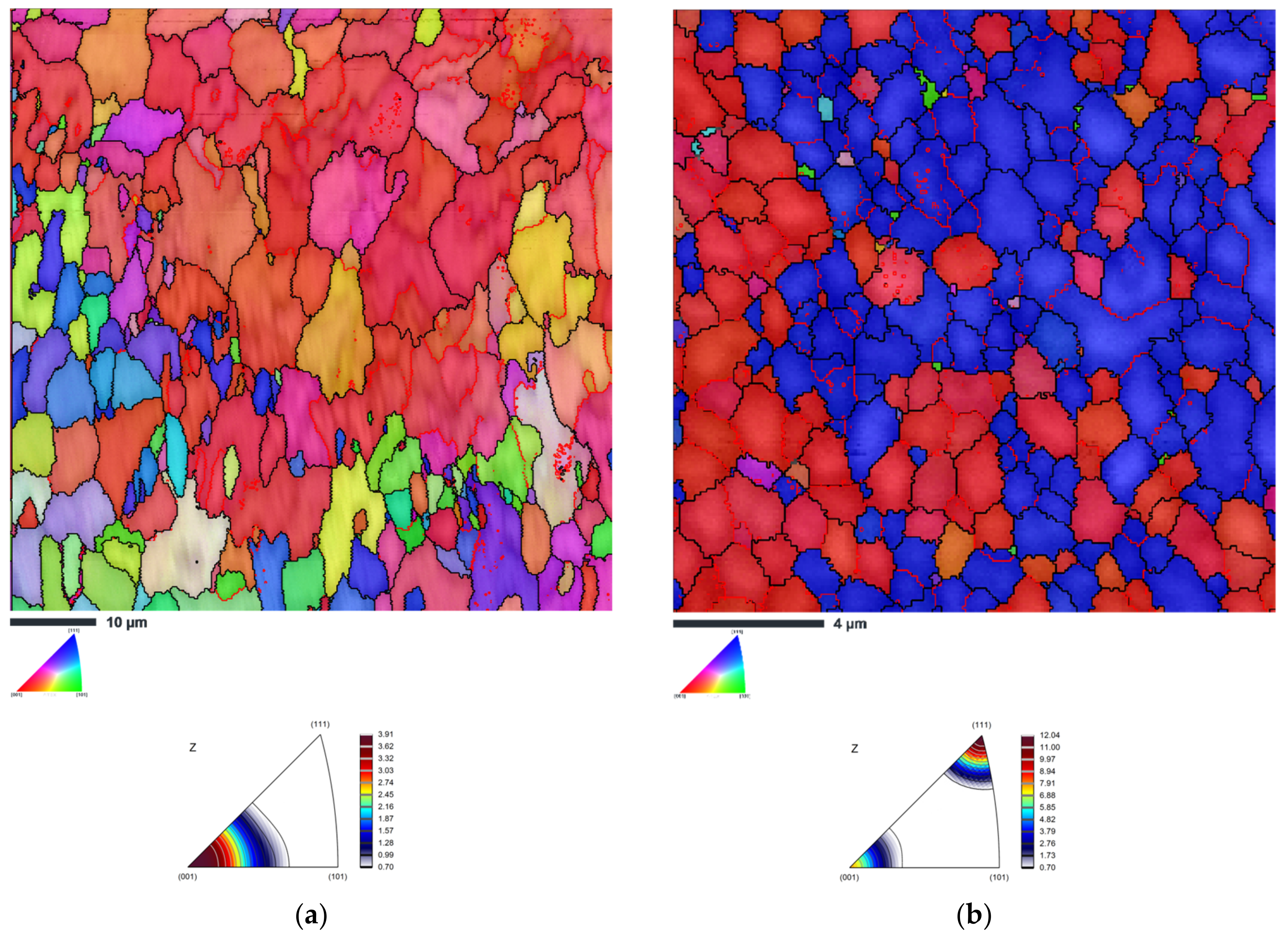
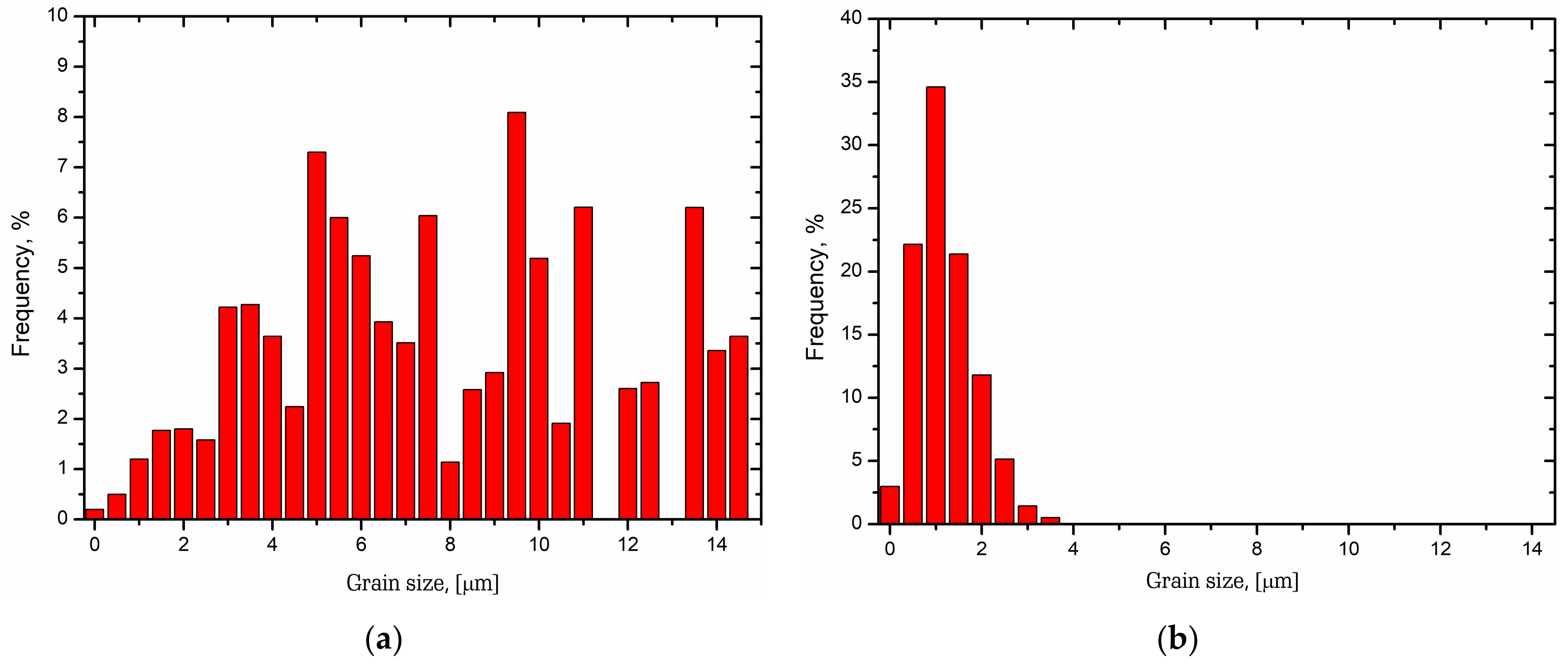
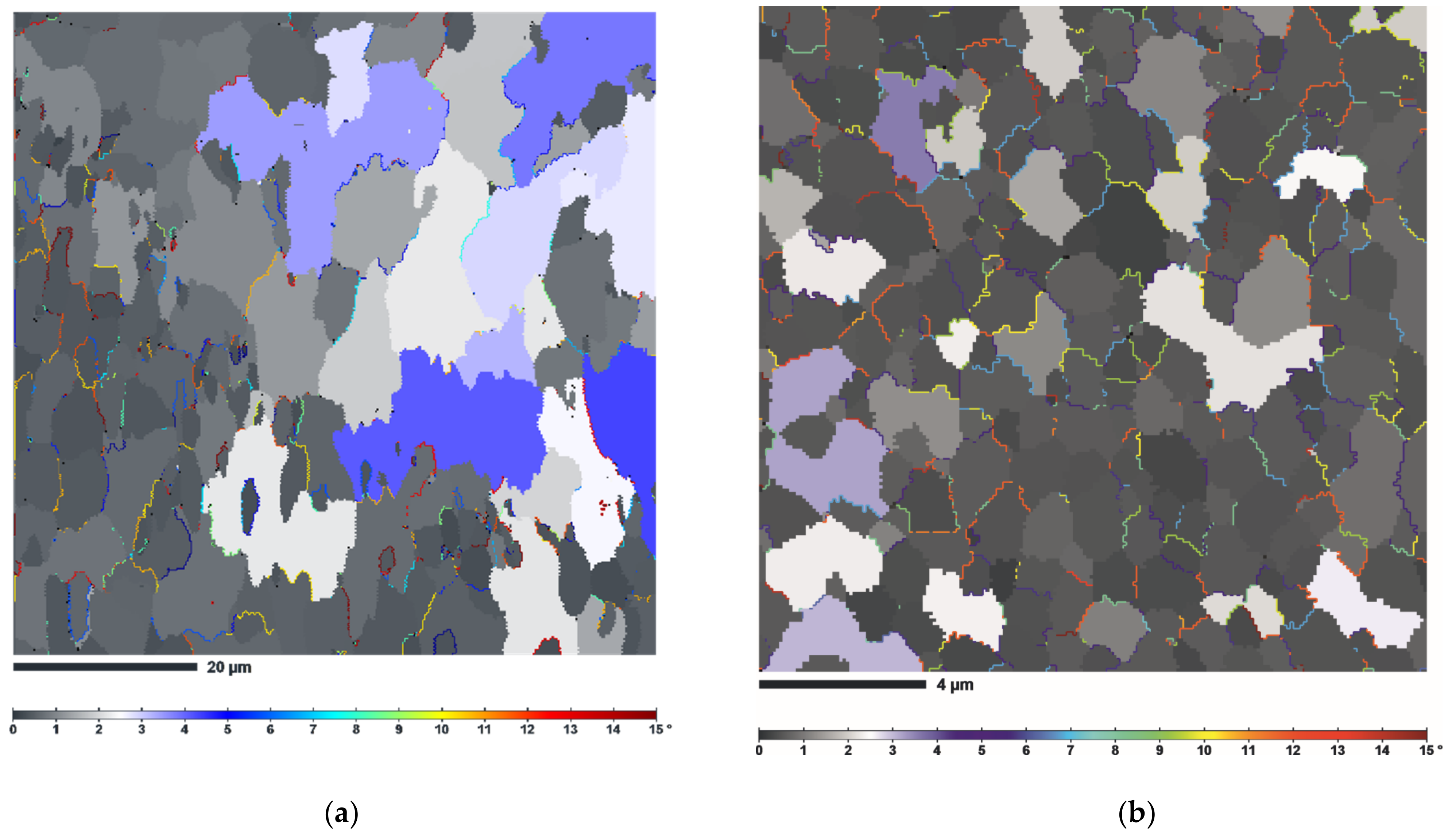
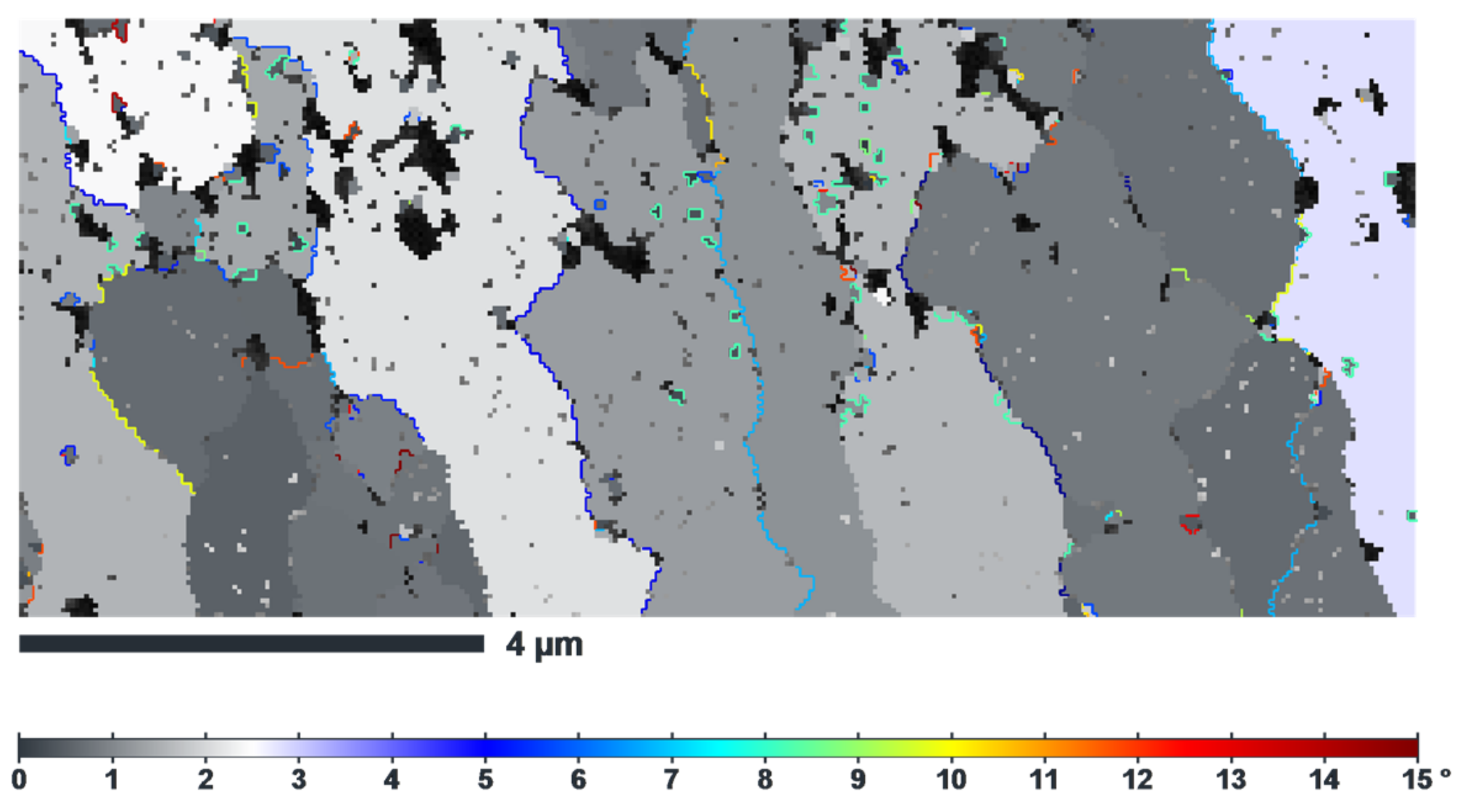
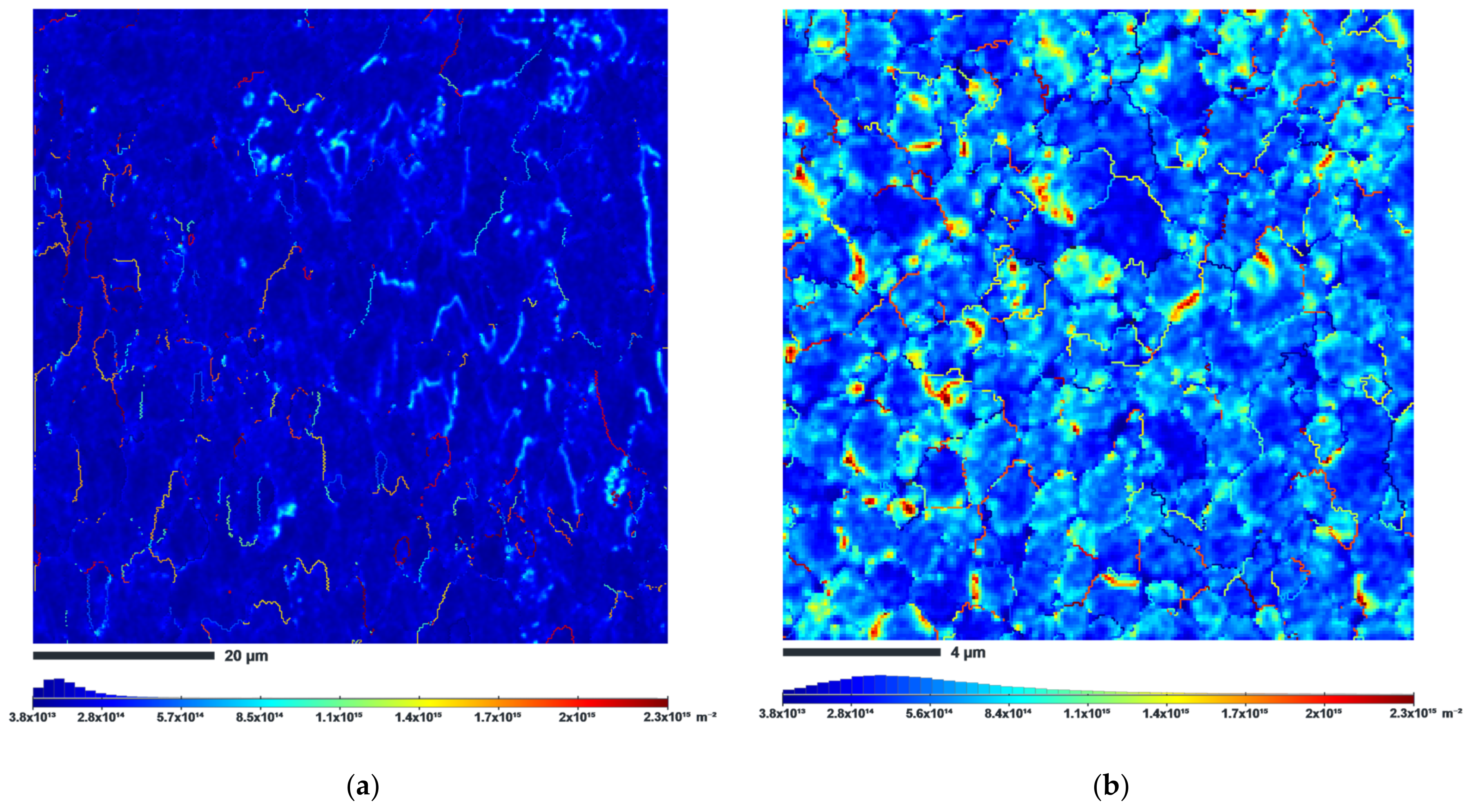
- The microstructure of the LPBF material underwent significant refinement as a result of the KoBo extrusion process, reducing the grain size to the sub-micrometric level. The study revealed that the KoBo sample displayed an average grain size of 1.1 µm. This refined microstructure is expected to have a substantial impact on the material’s properties.
- The KoBo extrusion process led to a severe increment of the high-angle grain boundary population, indicating the dynamic recrystallisation process.
- The analyses of the IPF images revealed grains oriented along the ⟨111⟩ and ⟨001⟩ axes and a high number of recrystallised grains with a near {111} ⟨112⟩ orientation.
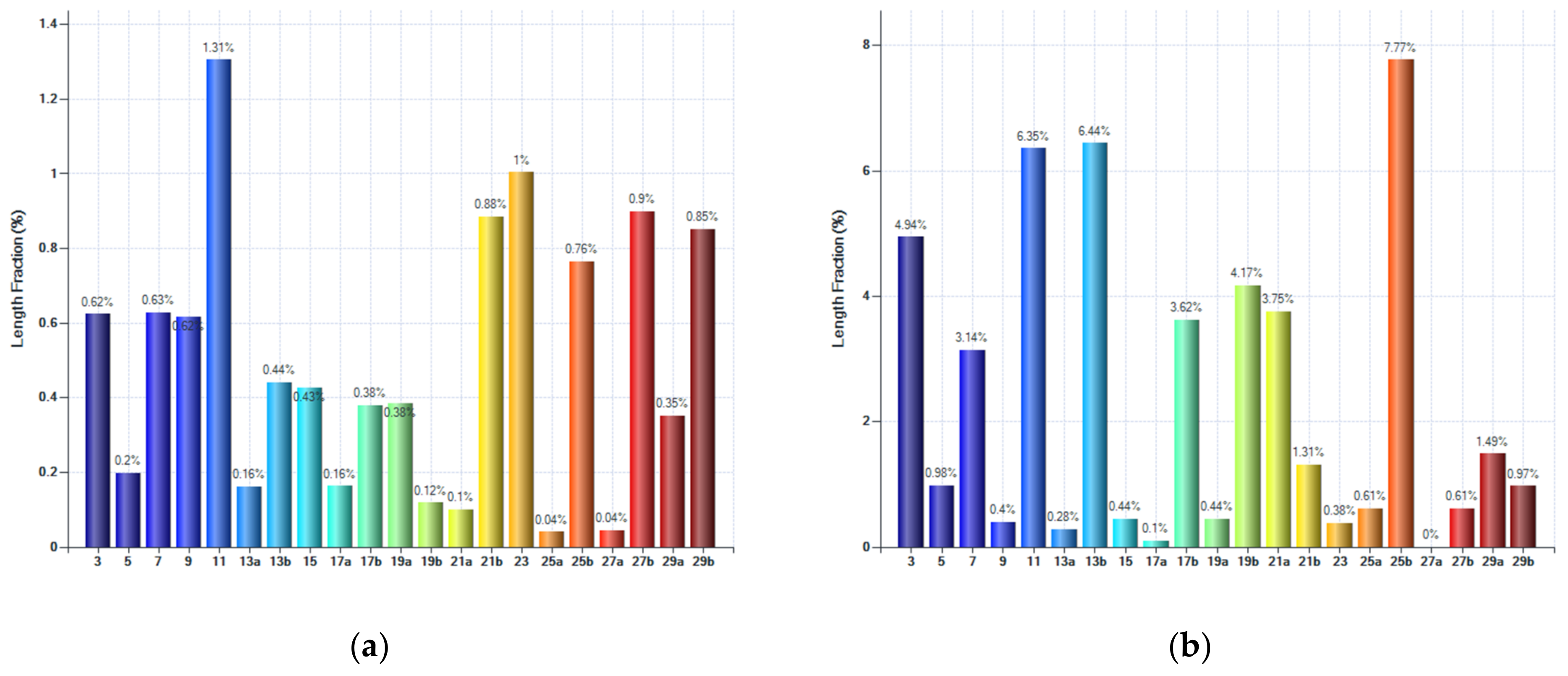
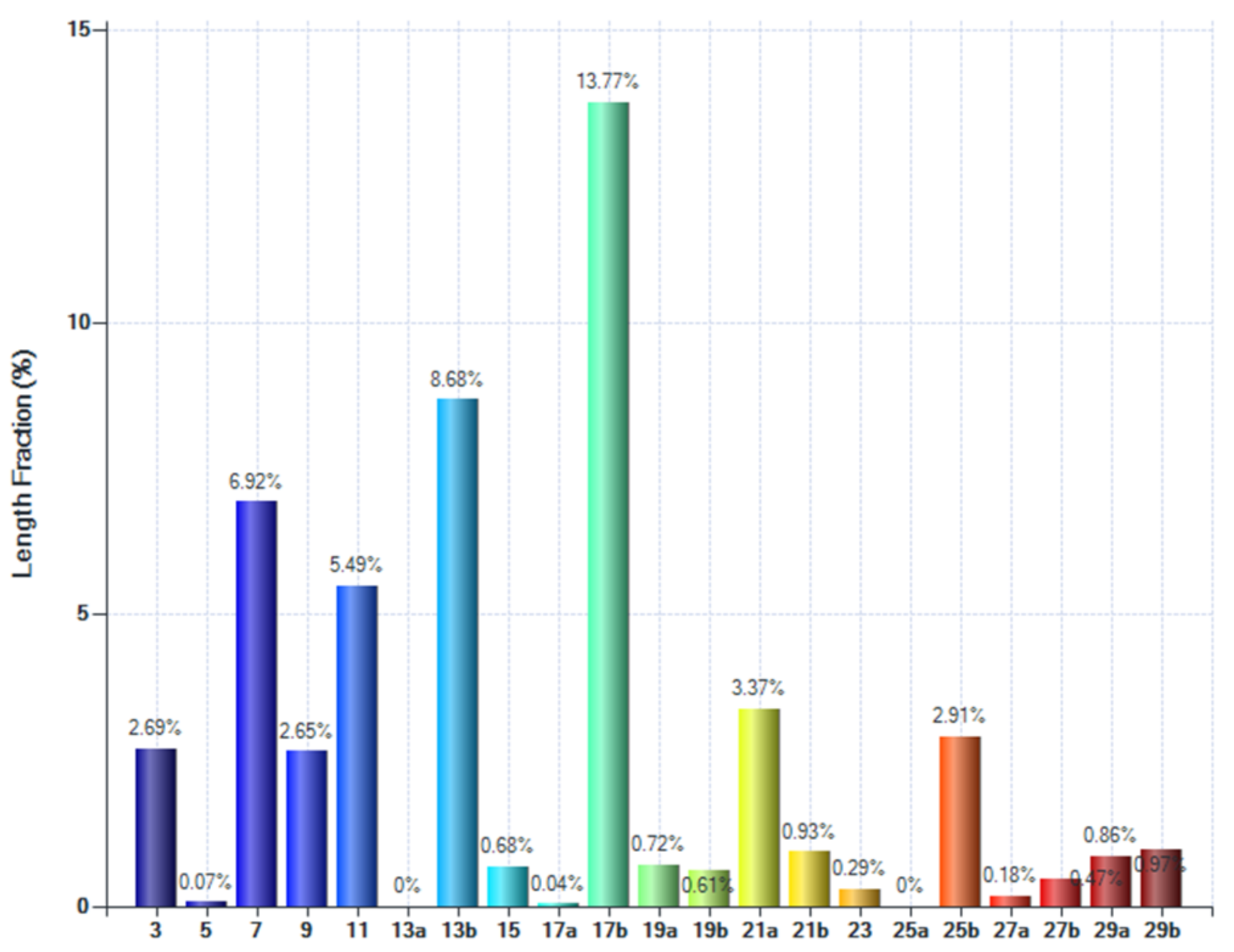
- High-strain and high-rate deformation post-processing of the LPBF AlSi10Mg alloy resulted in a grain-boundary-engineered microstructure, as evidenced by increased length fractions of the Σ3, Σ7 and Σ11 boundaries. It was found that the fraction of CSL boundaries increases after the KoBo extrusion process.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Jiang, Y.; Moubayidin, L. Floral symmetry: The geometry of plant reproduction. Emerg. Top. Life Sci. 2022, 6, 259–269. [Google Scholar] [CrossRef] [PubMed]
- Wu, X.; Knuth, M.J.; Hall, C.R.; Palma, M.A. Increasing Profit Margins by Substituting Species in Floral Arrangements. Horttechnology 2021, 31, 19–26. [Google Scholar] [CrossRef]
- Zhao, P.; Zhang, K.; Zhao, C.; Qi, L.; Deng, Z. In-plane wave propagation analysis for waveguide design of hexagonal lattice with Koch snowflake. Int. J. Mech. Sci. 2021, 209, 106724. [Google Scholar] [CrossRef]
- Snyder, M.; Kara, M. A Modeling Activity: Analyzing Snowflakes Using Geometry. Ohio J. Sch. Math. 2022, 92, 1–7. [Google Scholar]
- Pignataro, T.; Lourenço, G.M.; Beirão, M.; Cornelissen, T. Wings are not perfect: Increased wing asymmetry in a tropical butterfly as a response to forest fragmentation. Sci. Nat. 2023, 110, 28. [Google Scholar] [CrossRef] [PubMed]
- Shamir, L. Using Machine Learning to Profile Asymmetry between Spiral Galaxies with Opposite Spin Directions. Symmetry 2022, 14, 934. [Google Scholar] [CrossRef]
- Lovell, T.C.; Colwell, C.E.; Zakharov, L.N.; Jasti, R. Symmetry breaking and the turn-on fluorescence of small, highly strained carbon nanohoops. Chem. Sci. 2019, 10, 3786–3790. [Google Scholar] [CrossRef]
- Votano, J.; Parham, M.; Hall, L. Handbook of Aluminum Volume 2 Alloy Production and Material Manufacturing; CRC Press: Boca Raton, FL, USA, 2004; pp. 1–731. [Google Scholar]
- Gargeya, B.S.K.; Babu, P.N.; Pal, S. Constant twist rate response of symmetric and asymmetric Σ5 aluminium tilt grain boundaries: Molecular dynamics study of deformation processes. J. Mater. Sci. 2021, 56, 8544–8562. [Google Scholar] [CrossRef]
- Tschopp, M.A.; Coleman, S.P.; McDowell, D.L. Symmetric and asymmetric tilt grain boundary structure and energy in Cu and Al (and transferability to other fcc metals). Integr. Mater. Manuf. Innov. 2015, 4, 176–189. [Google Scholar] [CrossRef]
- Mishin, Y.; Asta, M.; Li, J. Atomistic modeling of interfaces and their impact on microstructure and properties. Acta Mater. 2010, 58, 1117–1151. [Google Scholar] [CrossRef]
- Zhang, C.; Lin, L.; Chen, R.; Zhang, L.; Shao, Z. Grain Boundary Engineering and Its Effect on Intergranular Corrosion Resistance of a Ni-Cr-Mo Based C276 Superalloy. Crystals 2022, 12, 1625. [Google Scholar] [CrossRef]
- Dolzhenko, P.; Tikhonova, M.; Odnobokova, M.; Kaibyshev, R.; Belyakov, A. On Grain Boundary Engineering for a 316L Austenitic Stainless Steel. Metals 2022, 12, 2185. [Google Scholar] [CrossRef]
- Laleh, M.; Hughes, A.E.; Tan, M.Y.; Rohrer, G.S.; Primig, S.; Haghdadi, N. Grain boundary character distribution in an additively manufactured austenitic stainless steel. Scr. Mater. 2021, 192, 115–119. [Google Scholar] [CrossRef]
- Randle, V. Relationship between coincidence site lattice, boundary plane indices, and boundary energy in nickel. Mater. Sci. Technol. 1999, 15, 246–252. [Google Scholar] [CrossRef]
- Jiang, X.; Yang, C.; Zhang, W.; Wang, X. Surface grain boundary engineering in 304 stainless steel by means of mechanical grinding treatment-induced gradient plastic strain and annealing. J. Mater. Sci. 2022, 57, 21798–21812. [Google Scholar] [CrossRef]
- Guan, X.J.; Shi, F.; Jia, Z.P.; Li, X.W. Grain boundary engineering of AL6XN super-austenitic stainless steel: Distinctive effects of planar-slip dislocations and deformation twins. Mater. Charact. 2020, 170, 110689. [Google Scholar] [CrossRef]
- Chen, X.-H.; Wang, F.; Zhang, F. Grain boundary engineering process for nano reinforced aluminum matrix composites. J. Alloys Compd. 2023, 939, 168834. [Google Scholar] [CrossRef]
- Shi, Z.; He, R.; Chen, Y.; Yan, H.; Song, H.; Luo, C.; Nie, Q.; Hu, Z. Microstructural evolution and strengthening mechanisms of a novel Al–11Si–3Cu alloy microalloyed with minor contents of Sr and Sc. Mater. Sci. Eng. A 2022, 853, 143738. [Google Scholar] [CrossRef]
- Richter, N.A.; Zhang, Y.F.; Xie, D.Y.; Su, R.; Li, Q.; Xue, S.; Niu, T.; Wang, J.; Wang, H.; Zhang, X. Microstructural evolution of nanotwinned Al-Zr alloy with significant 9R phase. Mater. Res. Lett. 2021, 9, 91–98. [Google Scholar] [CrossRef]
- Liu, M.; Wang, P.; Lu, G.; Huang, C.-Y.; You, Z.; Wang, C.-H.; Yen, H.-W. Deformation-activated recrystallization twin: New twinning path in pure aluminum enabled by cryogenic and rapid compression. iScience 2022, 25, 104248. [Google Scholar] [CrossRef]
- Guo, B.; Song, M.; Zhang, X.; Liu, Y.; Cen, X.; Chen, B.; Li, W. Exploiting the synergic strengthening effects of stacking faults in carbon nanotubes reinforced aluminum matrix composites for enhanced mechanical properties. Compos. Part B Eng. 2021, 211, 108646. [Google Scholar] [CrossRef]
- Gong, D.; Cao, Y.; Deng, X.; Jiang, L. Higher proportional limit of SiC/Al composites with nano-scaled stacking faults. Compos. Commun. 2022, 32, 101188. [Google Scholar] [CrossRef]
- Xue, S.; Fan, Z.; Lawal, O.B.; Thevamaran, R.; Li, Q.; Liu, Y.; Yu, K.Y.; Wang, J.; Thomas, E.L.; Wang, H.; et al. High-velocity projectile impact induced 9R phase in ultrafine-grained aluminium. Nat. Commun. 2017, 8, 1653. [Google Scholar] [CrossRef] [PubMed]
- Xiong, Q.; Li, Z.; Huang, X.; Shimada, T.; Kitamura, T. Thermomechanical conversion in high-rate plastic deformation of nanotwinned polycrystalline copper. J. Therm. Stress. 2022, 45, 65–80. [Google Scholar] [CrossRef]
- Qian, L.; Cui, Z.; Sun, C.; Geng, S.; Sun, Z. Investigation of deformation compatibility and power consumption during KOBO extrusion of bimetallic composite tube. Int. J. Adv. Manuf. Technol. 2022, 118, 3477–3486. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Langdon, T.G. Principles of equal-channel angular pressing as a processing tool for grain refinement. Prog. Mater. Sci. 2006, 51, 881–981. [Google Scholar] [CrossRef]
- Snopiński, P.; Matus, K.; Tatiček, F.; Rusz, S. Overcoming the strength-ductility trade-off in additively manufactured AlSi10Mg alloy by ECAP processing. J. Alloys Compd. 2022, 918, 165817. [Google Scholar] [CrossRef]
- Snopiński, P.; Król, M.; Pagáč, M.; Petrů, J.; Hajnyš, J.; Mikuszewski, T.; Tański, T. Effects of equal channel angular pressing and heat treatments on the microstructures and mechanical properties of selective laser melted and cast AlSi10Mg alloys. Arch. Civ. Mech. Eng. 2021, 21, 92. [Google Scholar] [CrossRef]
- Zhilyaev, A.P.; Langdon, T.G. Using high-pressure torsion for metal processing: Fundamentals and applications. Prog. Mater. Sci. 2008, 53, 893–979. [Google Scholar] [CrossRef]
- Tsuji, N.; Saito, Y.; Lee, S.-H.; Minamino, Y. ARB (Accumulative Roll-Bonding) and other new Techniques to Produce Bulk Ultrafine Grained Materials. Adv. Eng. Mater. 2003, 5, 338–344. [Google Scholar] [CrossRef]
- Korbel, A.; Błaż, L.; Bochniak, W.; Pawlyta, M.; Ostachowski, P.; Łagoda, M. Nano-Dimensional Elements in the Structure of Zinc Subjected to KOBO Extrusion. Met. Microstruct. Anal. 2023, 12, 427–432. [Google Scholar] [CrossRef]
- Dai, C.; Saidi, P.; Yao, Z.; Béland, L.K.; Daymond, M.R. Deformation-free nanotwin formation in zirconium and titanium. Mater. Lett. 2019, 247, 111–114. [Google Scholar] [CrossRef]
- Bai, F.M.; Ye, X.; Zhang, H.Y.; Zhou, H.W.; Song, M.; Sun, Y.X.; He, Y.Z. A significant increase in the hardness of nanotwinned titanium alloys prepared via the martensitic phase transformation. Mater. Lett. 2019, 255, 126507. [Google Scholar] [CrossRef]
- Bochniak, W.; Marszowski, K.; Korbel, A. Theoretical and practical aspects of the production of thin-walled tubes by the KOBO method. J. Mater. Process. Technol. 2005, 169, 44–53. [Google Scholar] [CrossRef]
- Beausir, B.; Fundenberger, J.J. Analysis Tools for Electron and X-ray Diffraction, ATEX–Software; Université de Lorraine-Metz: Nancy, France, 2007. [Google Scholar]
- Rafieazad, M.; Mohammadi, M.; Nasiri, A.M. On microstructure and early stage corrosion performance of heat treated direct metal laser sintered AlSi10Mg. Addit. Manuf. 2019, 28, 107–119. [Google Scholar] [CrossRef]
- Thijs, L.; Kempen, K.; Kruth, J.P.; Van Humbeeck, J. Fine-structured aluminium products with controllable texture by selective laser melting of pre-alloyed AlSi10Mg powder. Acta Mater. 2013, 61, 1809–1819. [Google Scholar] [CrossRef]
- Ding, C.; Hao, H.; Lu, Z.; Yu, C.; Wu, X.; Yu, P.; Ye, S. Fabrication of hypereutectic Al–Si alloy with improved mechanical and thermal properties by hot extrusion. Mater. Charact. 2023, 202, 113026. [Google Scholar] [CrossRef]
- Nittala, A.; Smith, J.; Gwalani, B.; Silverstein, J.; Kraft, F.F.; Kappagantula, K. Simultaneously improved electrical and mechanical performance of hot-extruded bulk scale aluminum-graphene wires. Mater. Sci. Eng. B 2023, 293, 116452. [Google Scholar] [CrossRef]
- Danilov, S.V.; Reznik, P.L.; Zorina, M.A.; Lobanov, M.L. Effect of special boundaries on recrystallization texture of FCC metals with high packing defect energy. AIP Conf. Proc. 2019, 2174, 20207. [Google Scholar] [CrossRef]
- Jones, R.; Randle, V. Sensitisation behaviour of grain boundary engineered austenitic stainless steel. Mater. Sci. Eng. A 2010, 527, 4275–4280. [Google Scholar] [CrossRef]
- Fang, Z.; Xiao, J.; Tan, S.; Deng, C.; Wang, G.; Mao, S.X. Atomic-scale observation of dynamic grain boundary structural transformation during shear-mediated migration. Sci. Adv. 2023, 8, eabn3785. [Google Scholar] [CrossRef] [PubMed]
- Oda, S.; Tanaka, S.-I. Grain boundaries with high Σ value and strain in grain matrix induce crack initiation in extruded 6000 series aluminium alloys. Mater. Sci. Eng. A 2022, 834, 142630. [Google Scholar] [CrossRef]
- Cao, Y.; Di, H.; Zhang, J.; Zhang, J.; Ma, T.; Misra, R.D.K. An electron backscattered diffraction study on the dynamic recrystallization behavior of a nickel–chromium alloy (800H) during hot deformation. Mater. Sci. Eng. A 2013, 585, 71–85. [Google Scholar] [CrossRef]
- Mandal, S.; Jayalakshmi, M.; Bhaduri, A.K.; Subramanya Sarma, V. Effect of Strain Rate on the Dynamic Recrystallization Behavior in a Nitrogen-Enhanced 316L(N). Met. Mater. Trans. A 2014, 45, 5645–5656. [Google Scholar] [CrossRef]
- Zhu, R.J.; Zhou, X.; Li, X.Y. Thermal stability of nanograins with grain boundary relaxation in microalloyed Cu-Sb and Cu-Fe. J. Mater. Sci. Technol. 2023, 155, 66–71. [Google Scholar] [CrossRef]
- Muzyk, M.; Pakiela, Z.; Kurzydlowski, K.J. Ab initio calculations of the generalized stacking fault energy in aluminium alloys. Scr. Mater. 2011, 64, 916–918. [Google Scholar] [CrossRef]
- Garcia-Chao, P.; Eipe, J.J.; Krugla, M.; Bos, C.; Sietsma, J.; Kranendonk, W.; Offerman, S.E. Nucleation Sites in the Static Recrystallization of a Hot-Deformed Ni-30 Pct Fe Austenite Model Alloy. Met. Mater. Trans. A 2023, 54, 2160–2177. [Google Scholar] [CrossRef]
- Detrois, M.; McCarley, J.; Antonov, S.; Helmink, R.C.; Goetz, R.L.; Tin, S. Comparative study of high-temperature grain boundary engineering of two powder-processed low stacking-fault energy Ni-base superalloys. Mater. High Temp. 2016, 33, 310–317. [Google Scholar] [CrossRef]
- Sarkari Khorrami, M.; Saito, N. On the formation of large grain structure after friction stir processing of ultrafine-grained aluminium alloy. Philos. Mag. 2023, 103, 733–748. [Google Scholar] [CrossRef]
- Min, K.M.; Jeong, W.; Hong, S.H.; Lee, C.A.; Cha, P.-R.; Han, H.N.; Lee, M.-G. Integrated crystal plasticity and phase field model for prediction of recrystallization texture and anisotropic mechanical properties of cold-rolled ultra-low carbon steels. Int. J. Plast. 2020, 127, 102644. [Google Scholar] [CrossRef]
- Zhao, L.; Song, L.; Santos Macías, J.G.; Zhu, Y.; Huang, M.; Simar, A.; Li, Z. Review on the correlation between microstructure and mechanical performance for laser powder bed fusion AlSi10Mg. Addit. Manuf. 2022, 56, 102914. [Google Scholar] [CrossRef]
- Sathishkumar, A.; Soundararajan, R.; Sivasankaran, S. Effect of Direct Aging on the Microstructure and Mechanical Behavior of AlSi10Mg Alloy: Casting Versus Selective Laser Melting. J. Mater. Eng. Perform. 2023, 32, 3215–3229. [Google Scholar] [CrossRef]
- Kowalczyk-Gajewska, K.; Stupkiewicz, S. Modelling of Texture Evolution in Kobo Extrusion Process/Modelowanie Rozwoju Tekstury W Procesie Wyciskania Metoda Kobo. Arch. Metall. Mater. 2013, 58, 113–118. [Google Scholar] [CrossRef]
- Lee, D.N.; Han, H.N. Recrystallization Textures of Metals and Alloys; Wilson, P., Ed.; IntechOpen: Rijeka, Croatia, 2013; Chapter 1. [Google Scholar]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Al | Mg | Si | Ti | Cu | Fe |
|---|---|---|---|---|---|
| 87.8 | 0.5 | 10.5 | 0.15 | 0.15 | 0.09 |
| Condition | LAGBs | HAGBs | Grain Size, µm | Recrystallised Fraction, % (Grains with GOS < 2.5°) | Geometrically Necessary Dislocation Density, m−2 |
|---|---|---|---|---|---|
| LPBF | 22.8 ± 1.7 | 77.2 ± 1.2 | 6.3 ± 0.3 | 92.6 ± 2.1 | 1.79 × 1014 |
| KoBo | 9.2 ± 1.3 | 90.8 ± 0.8 | 1.1 ± 0.2 | 93.5 ± 1.5 | 6.20 × 1014 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Snopiński, P.; Matus, K. Characterisation of Microstructure and Special Grain Boundaries in LPBF AlSi10Mg Alloy Subjected to the KoBo Extrusion Process. Symmetry 2023, 15, 1634. https://doi.org/10.3390/sym15091634
Snopiński P, Matus K. Characterisation of Microstructure and Special Grain Boundaries in LPBF AlSi10Mg Alloy Subjected to the KoBo Extrusion Process. Symmetry. 2023; 15(9):1634. https://doi.org/10.3390/sym15091634
Chicago/Turabian StyleSnopiński, Przemysław, and Krzysztof Matus. 2023. "Characterisation of Microstructure and Special Grain Boundaries in LPBF AlSi10Mg Alloy Subjected to the KoBo Extrusion Process" Symmetry 15, no. 9: 1634. https://doi.org/10.3390/sym15091634
APA StyleSnopiński, P., & Matus, K. (2023). Characterisation of Microstructure and Special Grain Boundaries in LPBF AlSi10Mg Alloy Subjected to the KoBo Extrusion Process. Symmetry, 15(9), 1634. https://doi.org/10.3390/sym15091634