
Analysis of the Curing Deformation of Polyurethane Composite Solar Cell Bezels

Abstract
:1. Introduction
2. Theoretical Model for Solidification Deformation Simulation
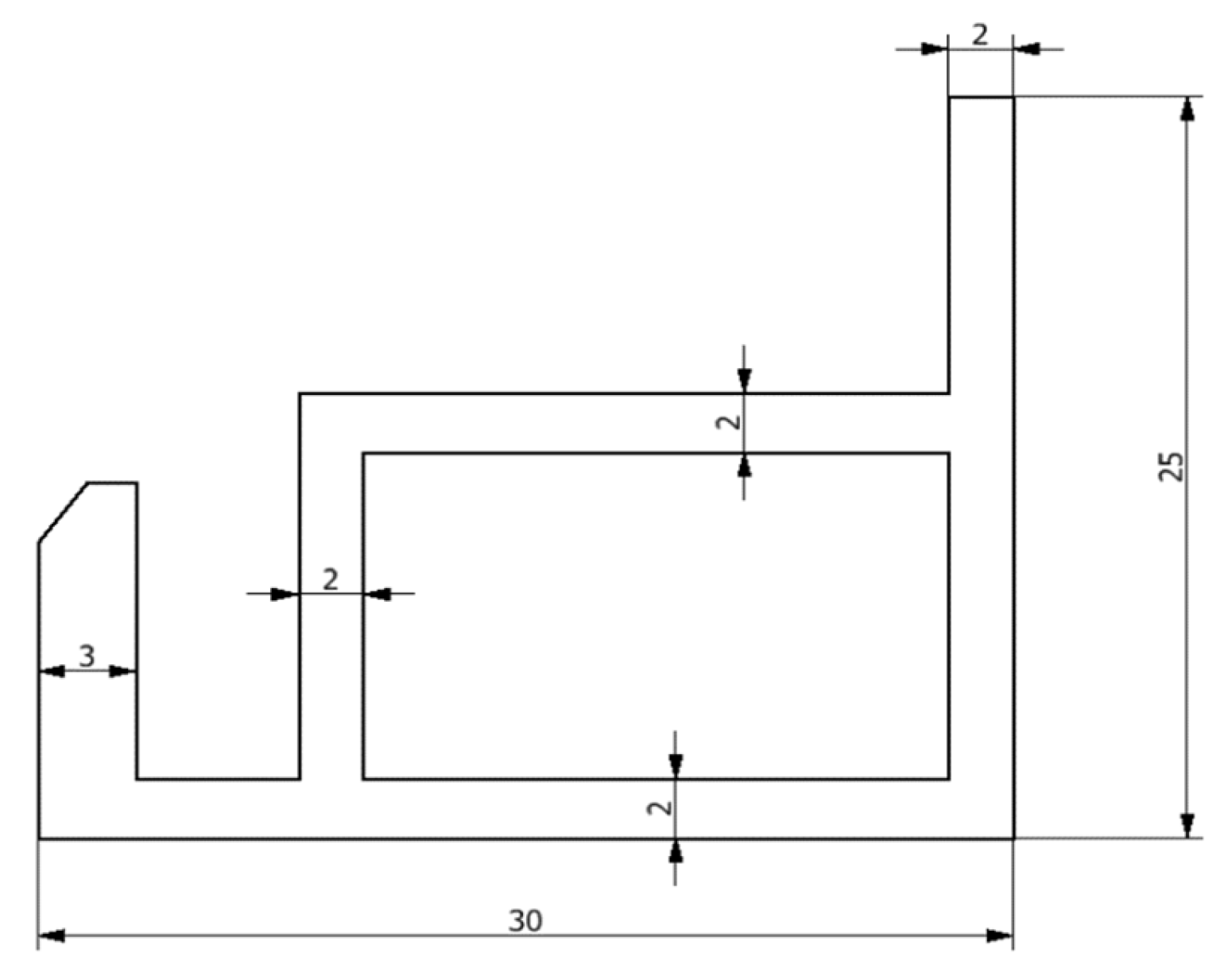
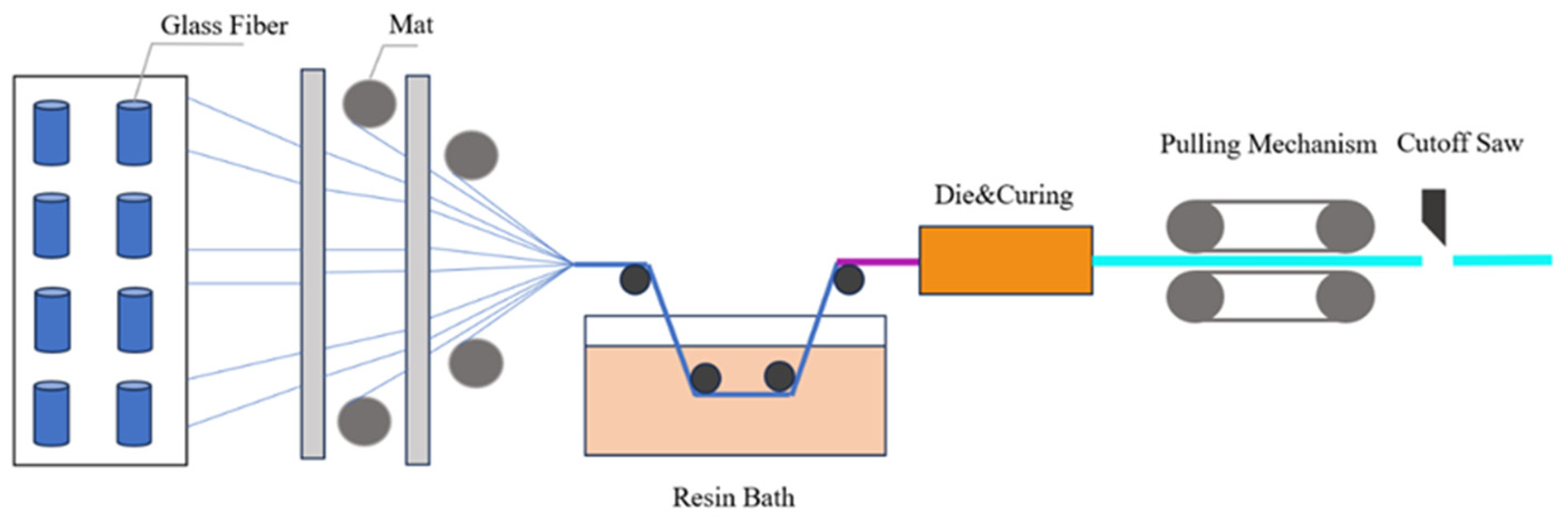
2.1. Part Parameters and Experimental Methods
2.2. Mathematical Modeling of the Thermochemical Analysis
2.2.1. Thermochemical Reaction Model
2.2.2. Curing Kinetics Model
2.3. Mathematical and Solidified Ontological Models for Thermal Analysis
2.3.1. Mathematical Models for Thermal Analysis
2.3.2. Solidification Eigenmodel
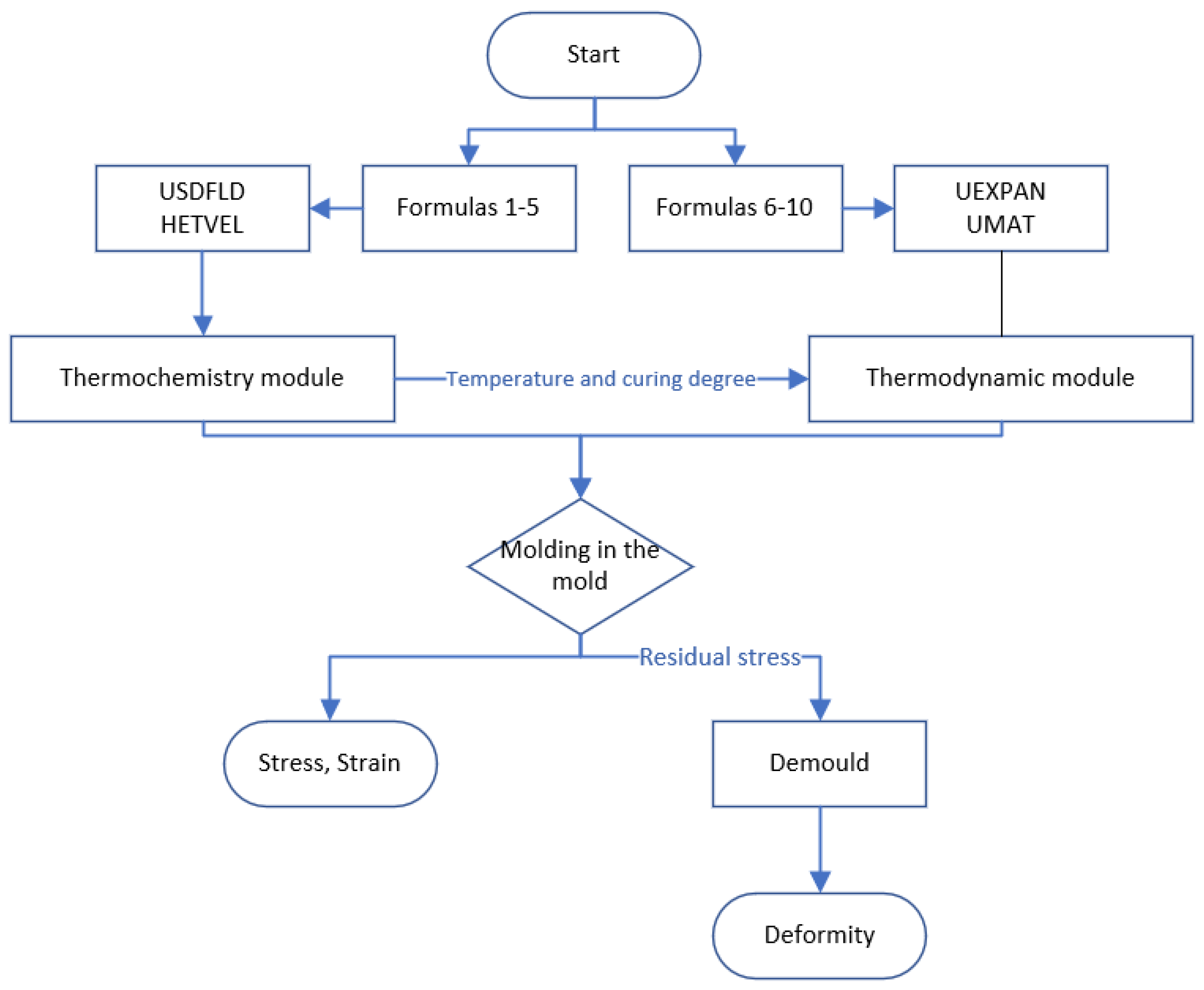
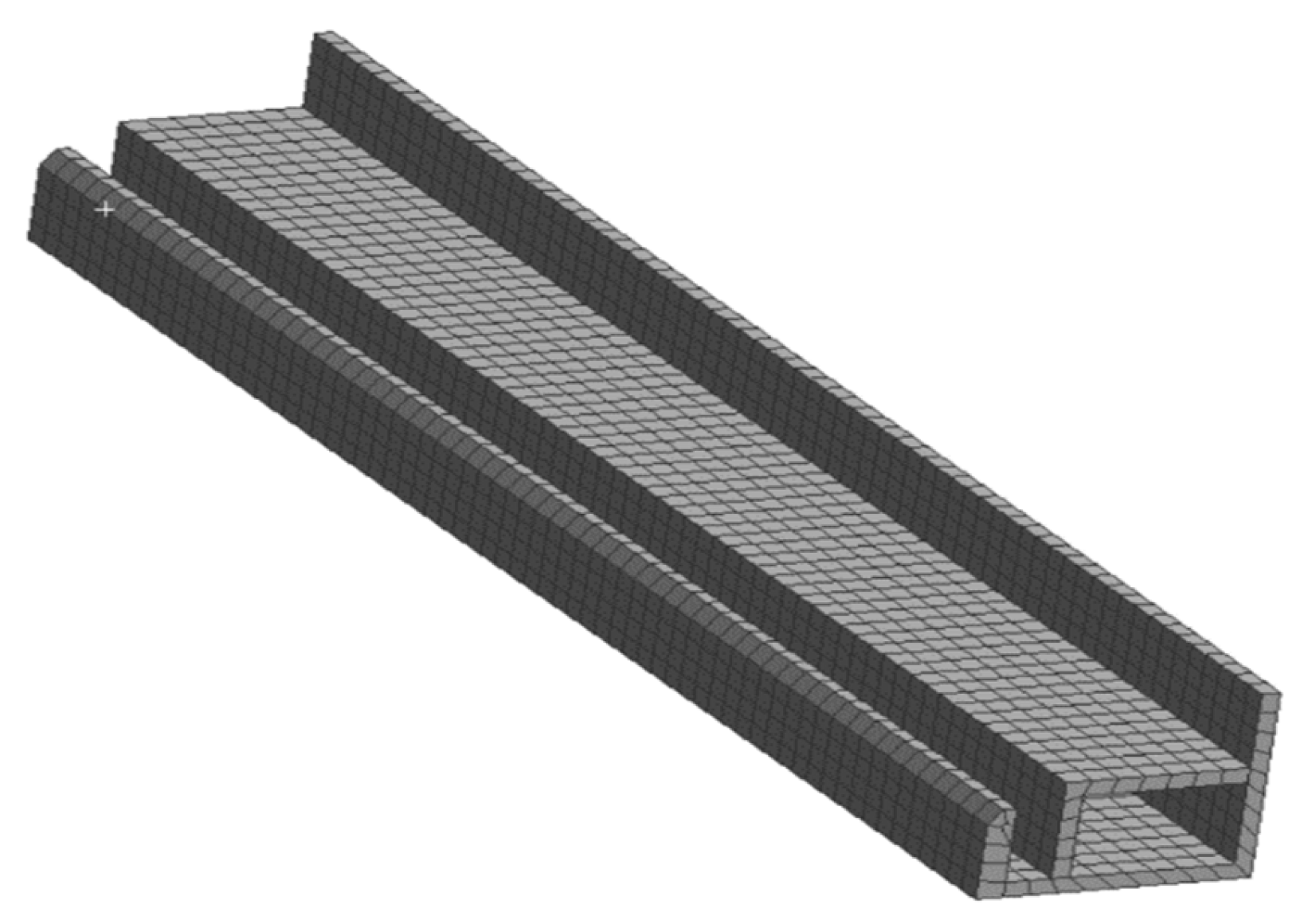
2.4. Finite Element Modeling
3. Analysis of Experimental Results
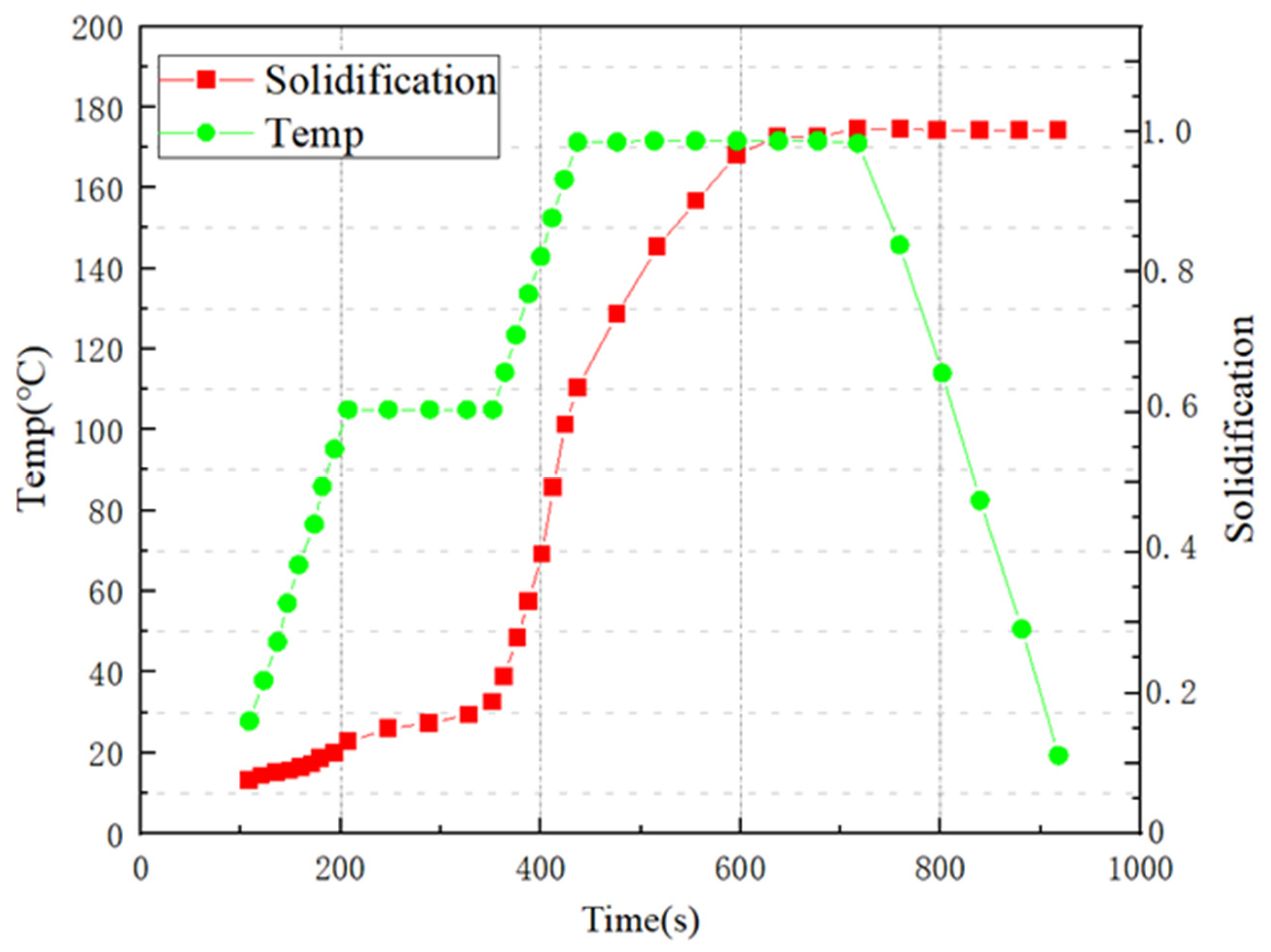
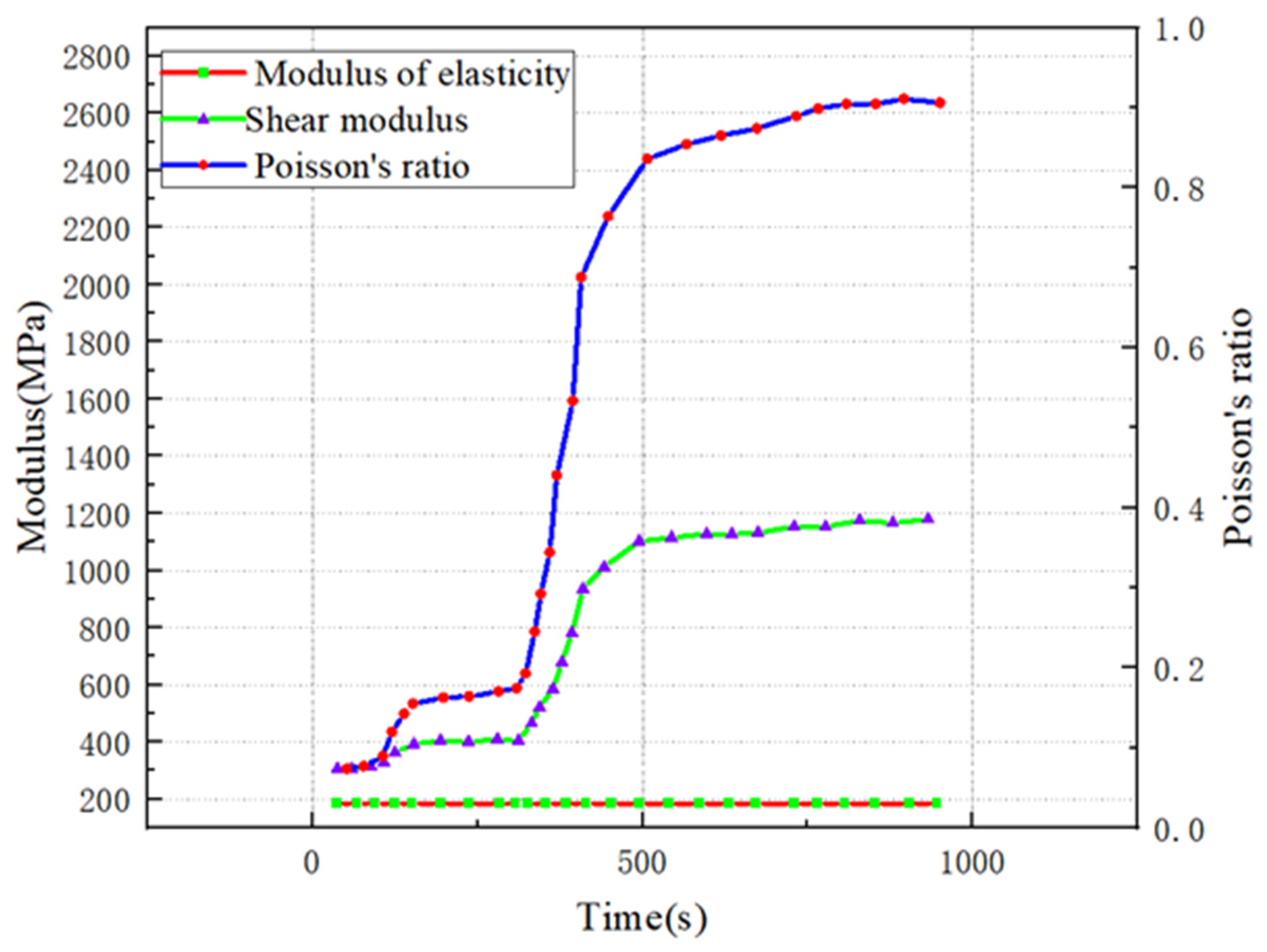
3.1. Analysis of Field Variables in the Curing Process
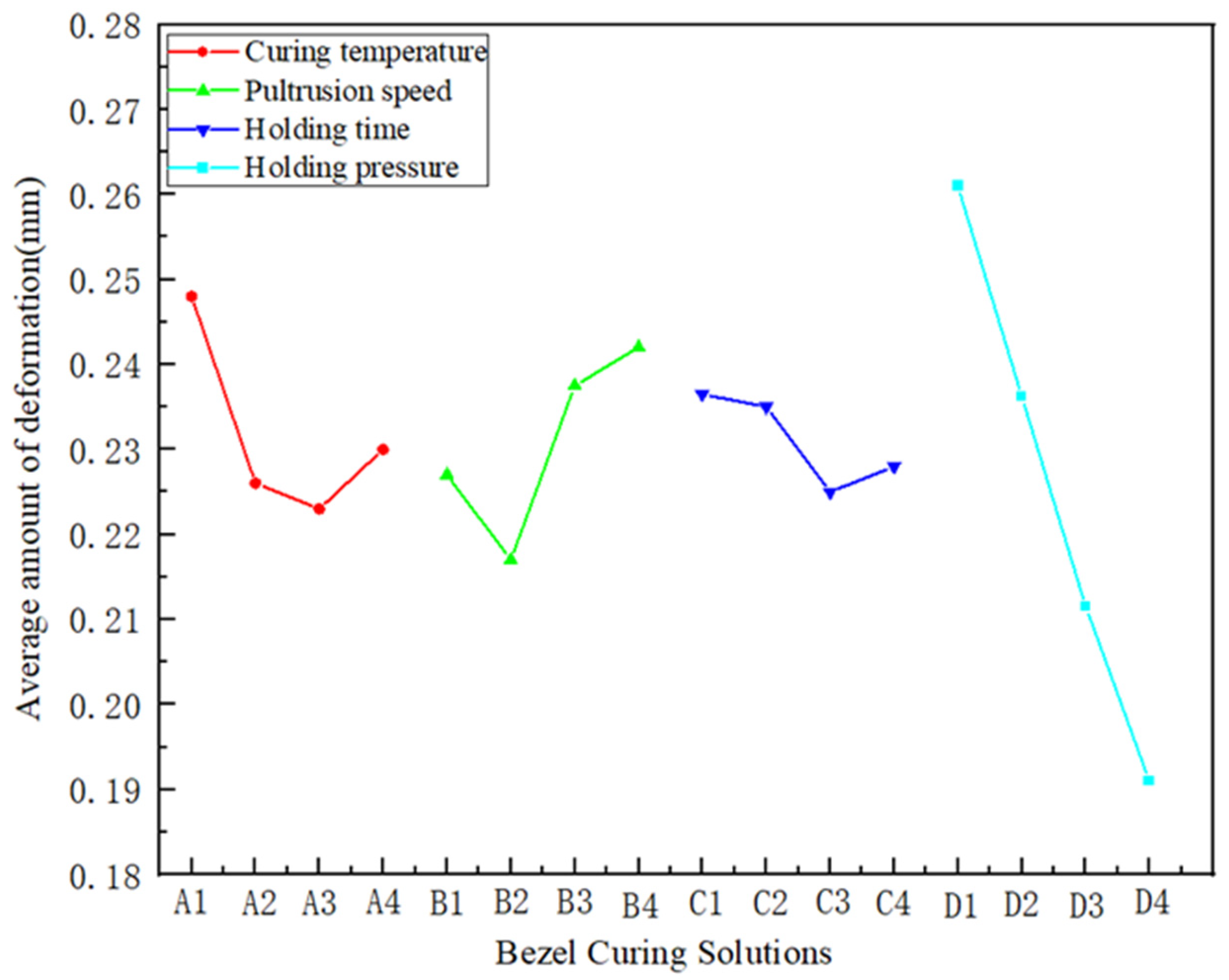
3.2. Analysis of the Impact of Factors
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Zhang, H.; Li, G.; Liu, Z.; Wang, Y.; Shao, M.; Wang, C.; Zheng, S.; Meng, Z.; Wang, Z.; Wei, H. Characterisation of domestic T700-grade carbon fibre and composite materials. New Chem. Mater. 2020, 48, 238–240. [Google Scholar]
- Li, B.; Wen, Y.Y.; Wang, Q.Z.; Gu, T.Z.; Li, M.; Zhang, Z.G. Wet thermomechanical properties of domestically produced carbon fibre/bimah resin composites for aerospace applications. J. Aerosp. Mater. 2020, 40, 80–87. [Google Scholar]
- Bao, J.W.; Jiang, S.C.; Zhang, D.J. Development status and trend of aerospace carbon fibre resin matrix composites. Sci. Technol. Her. 2018, 36, 52–63. [Google Scholar]
- Ye, Y. A case study on the development of composite materials for photovoltaic module applications. Glass Fibre 2023, 5, 46–48. [Google Scholar]
- Baran, I.; Cinar, K.; Ersoy, N.; Akkerman, R.; Hattel, J.H. A review on the mechanical modeling of composite manufacturing processes. Arch. Comput. Methods Eng. 2017, 24, 365–395. [Google Scholar] [CrossRef] [PubMed]
- Ding, A.X.; Li, S.X.; Ni, A.Q.; Wang, J. A review of numerical simulation studies on curing deformation and residual stress in thermoset resin matrix composites. J. Compos. Mater. 2017, 34, 471–485. [Google Scholar]
- Yuan, Z.Y.; Wang, Y.J.; Zhang, Y.; Yang, X.; Wang, J.; Wei, S. Multi-field coupled numerical simulation of composite curing process based on time-varying properties of material properties. J. Compos. Mater. 2015, 32, 167–175. [Google Scholar]
- Zhang, C.; Sun, Y.; Xu, J.; Shi, X.; Zhang, G. Study on curing deformation of composite thin shells prepared by M-CRTM with adjustable injection gap. J. Polymers. 2022, 14, 5564. [Google Scholar] [CrossRef] [PubMed]
- Wang, B.; Fan, S.; Chen, J.; Yang, W.; Liu, W.; Li, Y. A review on prediction and control of curing process-induced deformation of continuous fiber-reinforced thermosetting composite structures. J. Compos. Part A Appl. Sci. Manuf. 2023, 165, 107321. [Google Scholar] [CrossRef]
- Peng, X.; Xu, J.; Cheng, Y.; Zhang, L.; Yang, J.; Li, Y. An analytical model for cure-induced deformation of composite Laminates. J. Polymers. 2022, 14, 2903. [Google Scholar] [CrossRef]
- Wang, X.; Zhao, Y.; Su, H.; Jia, Y. Curing process-induced internal stress and deformation of fiber reinforced resin matrix composites: Numerical comparison between elastic and viscoelastic models. J. Polym. Polym. Compos. 2016, 24, 155–160. [Google Scholar] [CrossRef]
- Zhi, J.; Yang, B.; Li, Y.; Tay, T.E.; Tan, V.B.C. Multiscale thermo-mechanical analysis of cure-induced deformation in composite laminates using Direct FE2. J. Compos. Part A Appl. Sci. Manuf. 2023, 173, 107704. [Google Scholar] [CrossRef]
- Zhang, X.L.; Du, F.J.; Huang, W.C.; Fang, C.W. Simulation analysis and control of curing deformation of aircraft composite structures. Aviat. Comput. Technol. 2019, 49, 54–58. [Google Scholar] [CrossRef]
- Li, C.L.; Yu, N.; Wen, Y.Y. Numerical simulation and compensation of curing deformation of composite L-shaped structures. Plast. Ind. 2016, 44, 51–54. [Google Scholar]
- Yan, D.X. Deformation Prediction and Control of Carbon Fibre Composite C-Beam Fabrication. Ph.D. Thesis, Shanghai Jiao Tong University, Shanghai, China, 2020. [Google Scholar]
- Yuan, Z.Y.; Wang, Y.J.; Yang, K.; Liu, T.J.; Wang, J.B.; Wei, S.M.; Zhao, G.Q.; Wei, J.P. Numerical simulation of thermoset resin matrix composite hot diaphragm moulding process. J. Compos. Mater. 2016, 33, 1339–1350. [Google Scholar]
- Zou, Y.; Cai, Y.J. Numerical simulation and verification of solidification deformation of long-truss composite parts. Aeronaut. Manuf. Technol. 2020, 63, 94–101. [Google Scholar]
- Zhu, H.H.; Zhang, L.; Yu, N. Simulation of curing process and deformation prediction for composite thin-walled parts. J. Plast. Eng. 2020, 27, 146–153. [Google Scholar]
- Wu, Q.; Zhao, K.; Liu, P.F.; Zhang, T.T.; Zhu, D.Y. Curing deformation analysis of Z-shaped fiber-reinforced composite laminates. Compos. Sci. Eng. 2024, 3, 84–90. [Google Scholar]
- Johnston, A.; Vaziri, R.; Poursartip, A. A plane strain model for process induced deformation of laminated composite structures. Compos Mater 2001, 35, 1436–1469. [Google Scholar] [CrossRef]
- Ersoy, N.; Garstka, T.; Potter, K.; Wisnom, M.R.; Porter, D.; Stringer, G. Modelling of the spring-in phenomenon in curved parts made of a thermosetting composite. Compos. Part A 2010, 41, 410–418. [Google Scholar] [CrossRef]
- Jiao, Y.L.; Zhong, B.X.; Xiao, D.R. Analysis and control of cured deformation of fiber-reinforced thermosetting composites: A review. J. Zhejiang Univ.-Sci. A 2019, 20, 311–333. [Google Scholar]
- Johnston, A.A. An Integrated Model of the Development of Process-Induced Deformation in Autoclave Processing of Composite Structure. Ph.D. Thesis, The University of New Brunswick, Fredericton, NB, Canada, 1997. [Google Scholar]
- Sorrentino, L.; Bellini, C. Validation of a methodology for cure process optimization of thick composite laminates. Polym.-Plast. Technol. Eng. 2015, 54, 1803–1811. [Google Scholar] [CrossRef]
- Bellini, C.; Sorrentino, L. Analysis of cure induced deformation of CFRP U-shaped laminates. Compos. Struct. 2018, 197, 1–9. [Google Scholar] [CrossRef]
- Bogetti, T.A.; Gillespie, J.W., Jr. Two-Dimensional Cure Simulation of Thick Thermosetting Composites. J. Compos. Mater. 1991, 25, 239–273. [Google Scholar] [CrossRef]
- Bogetti, T.A.; Gillespie, J.W.; McCullouqh, R.L. Influence of Processing on the Development of Residual Stresses in Thick Section Thermoset Composites. Int. J. Mater. Prod. Technol. 1994, 9, 170–182. [Google Scholar]
- Svanberg, J.M.; Holmberg, J.A. Prediction of shape distortions. Part II. Experimental validation and analysis of boundary conditions. Compos. Part A Appl. Sci. Manuf. 2004, 35, 723–734. [Google Scholar] [CrossRef]
- Shah, S.P.; Patil, S.U.; Hansen, C.J.; Odegard, G.M.; Maiarù, M. Process modeling and characterization of thermoset composites for residual stress prediction. J. Mech. Adv. Mater. Struct. 2023, 30, 486–497. [Google Scholar] [CrossRef]
- Svanberg, J.M.; Holmberg, J.A. Prediction of shape distortions Part I. FE-implementation of a path dependent constitutive model. Compos. Part A Appl. Sci. Manuf. 2004, 35, 711–721. [Google Scholar] [CrossRef]
- Bogetti, T.A.; Gillespie, J.W., Jr. Process-induced stress and deformation in thick-section thermoset composite laminates. J. Compos. Mater. 1992, 26, 626–660. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Factor (Letter, Unit) | Horizontal Number | Level Value |
|---|---|---|
| Curing temperature (A, °C) | 4 | 130, 140, 150, 160 |
| Pultrusion speed (B, cm/min) | 4 | 40, 50, 60, 70 |
| Holding time (C, s) | 4 | 4, 8, 12, 16 |
| Holding pressure (D, MPa) | 4 | 0.11, 0.12, 0.13, 0.14 |
| Number | (A, °C) | (B, cm/min) | (C, s) | (D, MPa) | Deformation/mm |
|---|---|---|---|---|---|
| 1 | 130 | 40 | 4 | 0.11 | 0.3136 |
| 2 | 140 | 50 | 8 | 0.12 | 0.2431 |
| 3 | 150 | 60 | 12 | 0.13 | 0.2270 |
| 4 | 160 | 70 | 16 | 0.14 | 0.2265 |
| 5 | 130 | 50 | 12 | 0.14 | 0.1776 |
| 6 | 140 | 40 | 16 | 0.13 | 0.1958 |
| 7 | 150 | 60 | 4 | 0.12 | 0.2529 |
| 8 | 160 | 70 | 8 | 0.11 | 0.2499 |
| 9 | 130 | 60 | 12 | 0.12 | 0.2683 |
| 10 | 140 | 70 | 16 | 0.11 | 0.2588 |
| 11 | 150 | 40 | 4 | 0.14 | 0.1754 |
| 12 | 160 | 50 | 8 | 0.13 | 0.2176 |
| 13 | 130 | 70 | 16 | 0.13 | 0.2328 |
| 14 | 140 | 60 | 4 | 0.14 | 0.2055 |
| 15 | 150 | 50 | 8 | 0.11 | 0.2312 |
| 16 | 160 | 40 | 12 | 0.12 | 0.2218 |
| Number | (A, °C) | (B, cm/min) | (C, s) | (D, Mpa) |
|---|---|---|---|---|
| K1 | 0.992 | 0.907 | 0.947 | 1.054 |
| K2 | 0.903 | 0.869 | 0.942 | 0.986 |
| K3 | 0.886 | 0.954 | 0.895 | 0.873 |
| K4 | 0.916 | 0.968 | 0.914 | 0.785 |
| 0.248 | 0.227 | 0.237 | 0.263 | |
| 0.226 | 0.217 | 0.235 | 0.247 | |
| 0.222 | 0.238 | 0.224 | 0.218 | |
| 0.229 | 0.242 | 0.228 | 0.196 | |
| R | 0.026 | 0.024 | 0.013 | 0.067 |
| Optimal level of factors | 150 | 50 | 12 | 0.14 |
| Considerations | SST | DOF | MSR | F | Significance Level |
|---|---|---|---|---|---|
| Curing temperature | 0.002 | 3 | 0.001 | 0.810 | |
| Curing temperature | 0.001 | 3 | 0.0001 | 0.513 | |
| Holding time | 0.001 | 3 | 0.0001 | 0.498 | |
| Holding pressure | 0.008 | 3 | 0.003 | 2.874 | High |
| Error value | 0.003 | 0.001 | |||
| Aggregate | 0.012 | 12 | 0.0052 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, R.; Zhou, W.; Fan, Z.; Zhou, W.; Xiong, Y. Analysis of the Curing Deformation of Polyurethane Composite Solar Cell Bezels. Symmetry 2024, 16, 463. https://doi.org/10.3390/sym16040463
Wu R, Zhou W, Fan Z, Zhou W, Xiong Y. Analysis of the Curing Deformation of Polyurethane Composite Solar Cell Bezels. Symmetry. 2024; 16(4):463. https://doi.org/10.3390/sym16040463
Chicago/Turabian StyleWu, Rui, Wei Zhou, Zhenhua Fan, Wenxing Zhou, and Yongji Xiong. 2024. "Analysis of the Curing Deformation of Polyurethane Composite Solar Cell Bezels" Symmetry 16, no. 4: 463. https://doi.org/10.3390/sym16040463
APA StyleWu, R., Zhou, W., Fan, Z., Zhou, W., & Xiong, Y. (2024). Analysis of the Curing Deformation of Polyurethane Composite Solar Cell Bezels. Symmetry, 16(4), 463. https://doi.org/10.3390/sym16040463