Lanthanum Role in the Graphite Formation in Gray Cast Irons

Abstract
:1. Introduction
2. Materials and Methods
3. Results
4. Conclusions
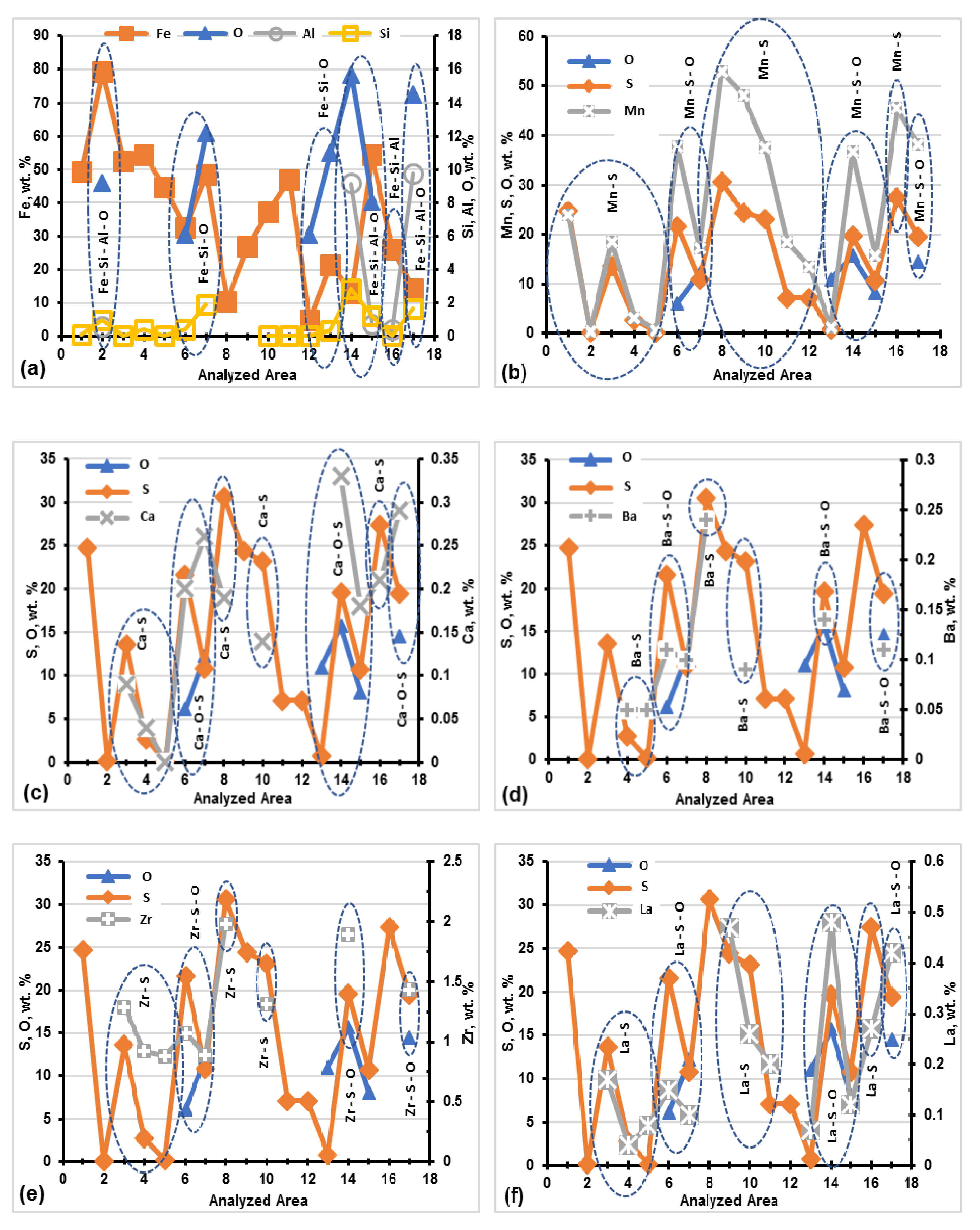
- The obtained results re-confirm the role of complex (Mn,X)S compounds at a micron size (1–10 μm) and with and without a visible nucleus as an oxide origin (0.1–3 μm), as major graphite nucleation sites.
- For La,Ca,Ba,Al,Zr and S-FeSi treatment (0.035%S base iron), SEM analysis finds that the first formed micro-compound is a complex Al-silicate (including Zr, La, Ca, Ba), which supports the nucleation of the second compound formed (Mn,Ca,La)S.
- The graphite nucleation capacity of MnS compound increases through the addition of inoculating elements which act on the first formed oxidic compound (favoring MnS formation) and by replacing Mn in the Mn-S compound, thereby decreasing the mismatch between this substance and the (0001) face of graphite.
- Additionally, a possible thin (nano size) layer is identified at the sulfide–graphite interface, including oxide-forming elements (O–Al–Si–Ca–La), that is able to increase the capacity of (Mn,X)S to nucleate graphite (leading to better crystallographic compatibility).
- La is identified in all of the three important areas of nucleants (the first formed oxidic nucleus, later nucleated Mn-sulfide and at sulfide-graphite interface), thereby increasing the inoculating efficiency of the elements.
- With a very lower S-content (0.018%S), the La,Ca,Al–FeSi alloy still has a high efficiency, but more complex La-bearing alloys are recommended with a higher dendritic austenite amount (LaBaZrTi–FeSi) or with lower eutectic recalescence (LaBaZr–FeSi).
- La has limited but specific benefits with an optimum content of 0.05–0.06%S in cast irons; a lower eutectic recalescence and maximum recalescence rate, higher GRF1 and lower GRF2 graphitizing factors and a lower value of the first derivative at the end of solidification are favorable conditions for decreasing the micro-shrinkage formation incidence.
Author Contributions
Funding
Conflicts of Interest
References
- Riposan, I.; Skaland, T. Modification and inoculation of cast iron. In Cast Iron Science and Technology Handbook; Stefanescu, D.M., Ed.; American Society of Materials: Cleveland, OH, USA, 2017; pp. 160–176. [Google Scholar]
- Riposan, I.; Chisamera, M.; Stan, S. The Role of Compounds in Graphite Formation in Cast Iron—A Review. Mater. Sci. Forum. 2018, 925, 3–11. [Google Scholar] [CrossRef] [Green Version]
- Chisamera, M.; Riposan, I.; Stan, S.; Skaland, T. Effects of Calcium and Strontium Inoculation on Undercooling, Chill and Microstructure in Grey Irons of Varying Sulphur and Oxygen Contents. In Proceedings of the 64th World Foundry Congress, Paris, France, 27 September 2000; p. 62. [Google Scholar]
- Zhou, J. Colour Metallography of Cast Iron. China Foundry 2009, 6, 52–69. [Google Scholar]
- Loper, C.R., Jr.; Gundlach, R.B. Inoculation what is it and How Does Inoculation Work. In Proceedings of the AFS International Inoculation Conference, Rosemont, IL, USA, 6–8 April 1998; p. 1. [Google Scholar]
- Loper, C.R., Jr. Inoculation of Cast Iron-Summary of Current Understanding. AFS Trans. 1999, 107, 523–528. [Google Scholar]
- Rong De, L.; Xiang, Y.J. Heteregeneous Nuclei in Flake Graphite. AFS Trans. 1991, 99, 707–712. [Google Scholar]
- Alonso, G.; Stefanescu, D.M.; Larranaga, P.; De la Fuente, A.; Suarez, R. On the Nucleation of Graphite in Lamellar Graphite Cast Iron. AFS Trans. 2016, 124, 124–134. [Google Scholar]
- Gundlach, R. Honorary cast iron lecture, Div. 5 AFS. In Proceedings of the 112nd AFS Metalcasting Congress, Atlanta, GA, USA, 17–20 May 2008; pp. 8–158. [Google Scholar]
- Riposan, I.; Chisamera, M.; Stan, S.; Toboc, P.; Ecob, C.; White, D. Three-stage Model for the Nucleation of Graphite in Grey Cast Iron. Mater. Sci. Technol. 2008, 24, 578–584. [Google Scholar] [CrossRef]
- PreseedTM Preconditioner Booklet. 2007 ELKEM Foundry Products Division. Available online: www.foundry.elkem.com (accessed on 7 December 2020).
- Riposan, I.; Chisamera, M.; Stan, S.; Stefan, E.; Hartung, C. Role of Lanthanum in Graphite Nucleation in Grey Cast Iron. Key Eng. Mater. 2011, 457, 19–24. [Google Scholar] [CrossRef]
- Riposan, I.; Stefan, I.C.; Firican, M.C.; Stan, S.; Naro, R.L.; Williams, D.C. Increasing the Inoculant Potency of Commercial Inoculating Alloys in Induction Melting Grey Cast Iron. AFS Trans. 2015, 123, 227–242. [Google Scholar]
- Sommerfeld, A.; Tonn, B. Theory of Graphite Nucleation in Lamellar Graphite Cast iron. Int. J. Met. 2009, 3, 39–47. [Google Scholar] [CrossRef]
- Campbell, J.A. A Hypothesis for Cast Iron Microstructures. Metall. Mater. Trans. B 2009, 40, 786–801. [Google Scholar] [CrossRef]
- Igoraski, V.; Okada, S. Observation and Analysis of the Nucleus of Spheroidal Graphite in Mg-treated Iron. Int. J. Cast Met. Res. 1998, 11, 83–88. [Google Scholar]
- Alonso, G.; Larranaga, P.; Stefanescu, D.M.; De la Fuente, E.; Natxiondo, E.; Suarez, R. Kinetics of Nucleation and Growth of Graphite at Different Stages of Solidification for Spheroidal Graphite Iron. Int. J. Met. 2017, 11, 14–26. [Google Scholar] [CrossRef]
- Solberg, J.K.; Onsoien, M.I. Nuclei for Heterogeneous Formation of Graphite Spheroids in Ductile cast Iron. Mater. Sci. Technol. 2001, 17, 1238–1242. [Google Scholar] [CrossRef]
- Nakae, H.; Igarashi, Y. Influence of Sulfur on Heterogeneous Nucleus of Spheroidal. Mater. Trans. 2002, 43, 2826–2831. [Google Scholar] [CrossRef]
- Stefan, E.; Riposan, I.; Chisamera, M. Application of Thermal Analysis in Solidification Pattern Control of La-Inoculated Grey Cast Irons. J. Therm. Anal. Calorim. 2019, 138, 2491–2503. [Google Scholar] [CrossRef]
- Stefan, E.; Chisamera, M.; Riposan, I. Chill sensitiveness and thermal analysis parameters relationship in hypo-eutectic, Ca and Ca-La inoculated commercial grey cast irons. In Proceedings of the CEEC-TAC 5 & MEDICTA2019 Conference,Roma, Italy, 27–30 August 2019.Central and Eastern European Committee for Thermal Analysis and Calorimetry. J. Min. Metall. Sect. B-Metall. 2020, 56, 387–396. [Google Scholar] [CrossRef]
- QuiK-Cup® QuiK-Lab® E. Thermal Analysis of Cast Iron. Available online: https://www.heraeus.com/media/media/hen/doc_hen/measurement_instruments/quik-cup.pdf (accessed on 20 June 2020).
- Stan, S.; Chisamera, M.; Riposan, I.; Stefan, E.; Barstow, M. Solidification pattern of un-inoculated and inoculated gray cast irons in wedge test samples. AFS Trans. 2010, 118, 295–309. [Google Scholar]
- Wang, B.; Fu, D.; Shan, G. Effect of Rare-earth Element Lanthanum on Structure and Performance of Gray Casting Iron. Hot Work. Technol. 2008, 13. Available online: http://en.cnki.com.cn/Article_en/CJFDTOTAL-SJGY200813010.htm (accessed on 7 December 2020).
- Standard A367-85: Standard Test Methods of Chill Testing of Cast Iron; American Society for Testing of Materials: West Conshohocken, PA, USA, 2000; pp. 151–154.
- Sillen, R.V. Novacast Technologies. 2006. Available online: www.novacast.se (accessed on 7 December 2020).











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Program | Sulfur | (%Mn) × (%S) | FeSi-Alloys (wt.%, Technique) | CE% | Inoculation Objectives | Analyses * |
|---|---|---|---|---|---|---|
| Level/wt.% | ||||||
| I | Low/0.026 | 0.015 | La,Ca,Al [0.15, Ladle] | 3.69 | La-Efficiency in Low-S Gray Cast Iron | CC/Chill Structure SEM |
| II | Very Low/0.018 | 0.008 | La,Ca,Al La,Ca,Al + Zr/Ba/Zr,Ba/Zr,Ti/Zr,Ba,Ti [0.10, In mold] | 4.11 | Efficiency of Zr/Ba/Ti/addition to La-bearing FeSi, in very low S-Gray Cast Iron | CC Structure |
| III | Medium/0.046–0.056 | 0.024–0.029 | Ca,Al Ca,Al + La [0.25, Ladle] | 3.77 | La-addition to Ca,Al-FeSi, for optimum Mn-S relationship | CC Chill |
| IV | Relative Low/0.035 | 0.0014 | La,Ca,Ba,Al,Zr,S [over-inoculation] [1.5, In Mold] | 4.00 | Graphite nucleants analysis | SEM |
| Pr | C | Si | Mn | P | S | Al | Ti | Ca | La | Ce | Mg | CE |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| I | 3.19 | 1.60 | 0.57 | 0.068 | 0.026 | 0.003 | 0.005 | 0.0055 | 0.0023 | 0.002 | 0.001 | 3.69 |
| II | 3.77 | 1.11 | 0.44 | 0.020 | 0.018 | 0.0015 | 0.0022 | 0.004 | 0.0005 | 0.002 | 0.0004 | 4.11 |
| III | 3.23 | 1.75 | 0.53 | 0.14 | 0.056 | 0.0037 | 0.014 | 0.007 | 0.0049 | 0.0008 | 0.0013 | 3.77 |
| IV | 3.47 | 1.66 | 0.40 | 0.093 | 0.035 | 0.0011 | 0.003 | 0.0017 | 0.0001 | 0.0023 | 0.0001 | 4.0 |
| Sample | Parameters of Wedge Samples * | ||||||
|---|---|---|---|---|---|---|---|
| B | H | A | Length | ||||
| in. | mm | in. | mm | deg | in. | mm | |
| W 1 | 0.20 | 5.1 | 1.00 | 25.4 | 11.5 | 4 | 101.6 |
| W 2 | 0.40 | 10.2 | 1.25 | 31.8 | 18 | 4 | 101.6 |
| W 3 | 0.75 | 19.1 | 1.50 | 38.1 | 28 | 4 | 101.6 |
| W 31/2 | 1.00 | 25.4 | 1.75 | 44.4 | 32 | 5 | 127.0 |
| W 4 | 1.25 | 31.8 | 2.00 | 50.8 | 34.5 | 6 | 152.4 |
| Co * | Analyzed Area ** | C | O | Fe | Al | Si | S | Ca | Ba | La | Mn | Zr | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Area | Figure 9 | ||||||||||||
| A | C-C | 1 | - | - | 49.6 | - | 0.12 | 24.7 | - | - | - | 23.9 | - |
| B | C-C | 2 | 9.5 | 9.2 | 79.3 | 0.59 | 0.97 | 0.11 | - | - | - | 0.31 | - |
| C | C-C | 3 | 13.7 | - | 52.6 | - | 0.04 | 13.6 | 0.09 | 0.17 | 18.5 | 1.29 | |
| C-B | 4 | 38.1 | - | 54.5 | - | 0.43 | 2.72 | 0.04 | 0.05 | 0.04 | 3.19 | 0.92 | |
| C-G | 5 | 53.5 | - | 44.7 | - | 0.05 | 0.18 | - | - | - | - | - | |
| D | C-C | 6 | - | 6.1 | 32.6 | - | 0.46 | 21.6 | 0.2 | 0.11 | 0.15 | 37.7 | 1.07 |
| C-G | 7 | 7.7 | 12.2 | 48.7 | - | 1.95 | 10.9 | 0.26 | 0.10 | 0.10 | 17.3 | 0.89 | |
| E | C-C | 8 | - | - | 10.6 | - | - | 30.6 | 0.19 | 0.24 | 3.4 | 53.1 | 1.98 |
| C-B | 9 | - | - | 27.0 | - | - | 24.4 | - | - | 0.47 | 48.2 | - | |
| F | C-C | 10 | - | - | 37.5 | - | 0.06 | 23.1 | 0.14 | 0.09 | 0.26 | 37.5 | 1.31 |
| C-G | 11 | 27.3 | - | 47.0 | - | 0.04 | 7.1 | - | - | 0.2 | 18.4 | - | |
| G | C-G | 12 | 68.5 | 6.1 | 4.9 | - | 0.03 | 7.1 | - | - | - | 13.4 | - |
| C-G | 13 | 65 | 11 | 21.6 | - | 0.4 | 0.74 | - | - | 0.07 | 1.27 | - | |
| H | C-C | 14 | - | 14.5 | 14.3 | 9.75 | 1.67 | 19.4 | 0.29 | 0.11 | 0.42 | 38.1 | 1.43 |
| C-C | 15 | - | 15.7 | 13.2 | 9.18 | 2.84 | 19.6 | 0.33 | 0.14 | 0.48 | 36.6 | 1.89 | |
| C-B | 16 | - | - | 26.2 | 0.38 | 0.07 | 27.4 | 0.21 | - | 0.27 | 45.5 | - | |
| C-G | 17 | 8.0 | 8.1 | 54.4 | 0.74 | 1.24 | 10.8 | 0.18 | - | 0.12 | 15.6 | - | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Stefan, E.; Riposan, I.; Chisamera, M.; Stan, S. Lanthanum Role in the Graphite Formation in Gray Cast Irons. Minerals 2020, 10, 1146. https://doi.org/10.3390/min10121146
Stefan E, Riposan I, Chisamera M, Stan S. Lanthanum Role in the Graphite Formation in Gray Cast Irons. Minerals. 2020; 10(12):1146. https://doi.org/10.3390/min10121146
Chicago/Turabian StyleStefan, Eduard, Iulian Riposan, Mihai Chisamera, and Stelian Stan. 2020. "Lanthanum Role in the Graphite Formation in Gray Cast Irons" Minerals 10, no. 12: 1146. https://doi.org/10.3390/min10121146
APA StyleStefan, E., Riposan, I., Chisamera, M., & Stan, S. (2020). Lanthanum Role in the Graphite Formation in Gray Cast Irons. Minerals, 10(12), 1146. https://doi.org/10.3390/min10121146