Research towards the microwave treatment of minerals was firstly performed in 1975 [
52]. The research basically focused on the minerals’ responses to microwave treatment, with an emphasis on their dielectric properties. Findings suggested that the approach can be used to heat the ore with minimal processing time compared to conventional heating. It was later demonstrated that ores have varying degrees of response to microwave treatment—hyperactive, active, and difficult to heat [
22]. Magnetite, pyrrhotite, and chalcopyrite were grouped as hyperactive minerals because they responded well to the microwave radiation treatment. Chalcocite, galena, and pyrite were active, while albite, marble, quartz, and other gangue minerals were difficult to heat (
Figure 7; difficult to heat minerals were arranged downward in decreasing order of their response to the microwave treatment) [
53].
Afterwards, an attempt was made to investigate the microwave pretreatment’s effect on iron ore grindability [
7]. The next notable research focused on the effect of variation in the mineralogy of ores and the subsequent impact on their grindability when pretreated in the microwave [
54]. Since then, many studies in this direction have been conducted with a focus on ore size [
55], grain size [
56], texture [
57], microwave parameters (exposure time and microwave power), and the mode of cooling system after the microwave treatment [
54]. The influence of microwave radiation on the material is usually more pronounced on larger particle sizes than on fine particles [
58]. Coarser particles exhibited more fractures than fine particles when the same microwave power and residence time were applied [
34,
35,
54,
59]. Omran et al. (2014) demonstrated that iron ore with a larger grain size responded better to microwave radiation than a lower one treated under the same microwave conditions (
Figure 8) [
55,
56].
As the size of the ore particles becomes smaller, the material hardness and resistance to grinding usually increases, which reduces the probability of creating flaws in the particles. Hence, a higher energy will be required to grind such particles [
60]. However, when particles are pretreated in the microwave, the mineral liberation may reach the desired size quickly. To achieve that, the particle size after which microwave treatment has no improvement on the rock strength’s reduction must be established, which is limited in the literature; hence, there is a need for further studies [
58]. However, a simulation study on coal suggested that at the diameter 50 mm and height within 60 to 100 mm, coal’s response to microwave radiation (2.45 GHz) was at optimum conditions [
58]. The findings also indicated that the higher the height of the sample, the lower the temperature, but the better the electric field and temperature distribution [
58]. Furthermore, at a large size, the hardness of the rock could be reduced when exposed to microwave radiation. This was demonstrated by Sikong and Bunsin (2009) using granite samples selected from Thailand [
61]. The prepared representative samples (16 × 16 × 30 mm
3) were labeled thus: the dry sample, air cooled after the microwave treatment, was D-D; D-W was the dry sample water quenched after the microwave treatment; W-D was the wet sample (water soaking for 60 min) air cooled after the microwave treatment; and W-W was the wet sample (water soaking for 60 min) water quenched after the microwave treatment. The hardness of the samples before and after the microwave treatment (2.45 GHz, 600 W) was determined, and the results are presented in
Figure 9a. The authors concluded that the microwave treatment of granite samples at lower exposure times has a beneficial effect on the reduction in rock hardness, and that soaking the granite samples in water hampered the reduction in rock hardness.
For the influence of ore texture on the ore’s response to microwave pretreatment, Batchelor et al. (2015) used lead–zinc, nickel, and copper ores to demonstrate that a high reduction in strength can be achieved in ores with a consistent texture after exposure to microwave radiation [
57]. Microwave applied energy has a major influence on ore response to microwave radiation. This was studied using a high phosphorus oolitic iron (HPOI) ore selected from Egypt [
34]. In the study, a 100 g representative sample was subjected to microwave radiation (
f = 2.45 GHz), and the final bulk sample’s temperature and the microwave’s energy consumption were measured using a thermocouple and energy meter (CLM 1000), respectively. The results indicated that the higher the applied energy, the better the final temperature reached by the samples (
Figure 9b). A scanning electron microscopy (SEM) analysis of untreated and microwave-treated samples indicated that the higher the applied energy, the better the intergranular cracking in the microwave-treated ore. At a microwave (900 W) exposure time of 80 s, transgranular cracking occurred within the oolite, and part of the sample melted at 90 s exposure time. It was concluded that microwave pretreatment can improve the liberation of oolite from other minerals in the ore; consequently, grinding energy can be saved [
34].
Omran et al. (2015) compared microwave (900 W, 60 s) and conventional heating (furnace—600 °C, 1 h) pretreatments using HPOI ore. The same grinding operation was performed for the untreated and pretreated samples. The results showed that under size products (0.125 mm) increased—from 46.6% to 59.76% and 50.80%, and the equivalent to approximately 80% and 30% intergranual cracks developed in the samples for the microwave and furnace-treated samples, respectively. Under the treatment conditions, the energy consumption for the microwave was 0.0237 kWh, while that of the furnace was 5.33 kWh [
34]. This suggests that the furnace consumed about 224.9 times the energy of the microwave, indicating that the microwave may be more economical than the furnace as an ore pretreatment method. Some of the studies tailored towards energy reduction in comminution, using the microwave pretreatment method as presented in
Table 2.
Downstream Benefits, Economic Assessment and Industrial Applications of Microwave Pretreatment
Microwave pretreatment has been employed by many researchers at laboratory scales, as earlier discussed. Since 1991, when the first laboratory study of the method was performed with promising results for reducing comminution energy [
7], the main issues are at the technological level of finding a microwave oven suitable for large-scale ore treatment and the economic feasibility of the method. There is no divergence of opinion that the improvement in grindability alone could not be used to adjudge the economic viability of the microwave pretreatment method. Walkiewicz et al. (1991) discussed that other benefits that can make microwave pretreatment economically viable include the reduction in the tear and wear of the mill, the mill liner, and the milling medium; and a possible increase in throughput with the reduction in recycled ore. Apart from these, the method can increase the grade and recovery of targeted minerals or elements of interest in some rocks [
67]. This had been studied using Ilmenite ore [
68]. Untreated and microwave-treated (at different power levels—1.3 kW and 2.6 kW) representative samples (200 g, −16 mm) were crushed to 100% passing 220 µm. A two-stage high-intensity wet magnetic (first, 0.045 T was used to remove magnetite; second, 1 T was used to remove ilmenite) separation of Titanium (Ti) from the ore was performed for each of the samples. The result showed that the grade of Ti increased from approximately 1.8% to 3.5%, equivalent to a 7.2% increase in recovery for the microwave-treated samples at 2.6 kW. Indeed, for samples treated at 1.3 kW, the Ti grade increased from approximately 1.8% to 4.4%, equivalent to a 12.8% improvement in recovery [
68]. The heap leaching of fine disseminated minerals usually consumes time and leads to a low recovery [
69,
70]. Therefore, the pretreatment of ore before heap leaching was suggested to improve the process [
69]. This was demonstrated using sulphide ore [
69]. The results showed that the microwave treatment (
f = 2Hz, pulse time = 100 µs, power = 5.6 kW, time = 30 s) of the samples (+9.2 −12.5 mm, 6 kg) prior to heap leaching (800 mL solution; 14 g/L sulphuric acid +3.75 g/L ferric sulphate, at 25 °C) improved the yield in the range of 7% to 12% [
69]. Cai et al. (2018) studied the combined effects of the microwave pretreatment, acid leaching, and magnetic separation of high phosphorus oolitic hematite (HPOH) [
71]. The first phase of the study indicated that the microwave pretreatment (2.5 kW, 45 s, water quenched after treatment) of the representative HPOH samples reduced their work index from 15.25 kWh/t to 10.11 kWh/t. The next phase was used to study the effect of microwave pretreatment on magnetic separation, while in the last stage, the combined effect of microwave pretreatment and acid leaching (concentrated hydrochloric acid, 1:1; solid:liquid, 45 min) on the magnetic separation (magnetic intensity = 900 kA/m, pulse frequency = 45 MHz) was investigated. In all cases, the improvements in hematite liberation, iron grade, recovery, and dephosphorization were analyzed, and the results were as presented in
Table 3.
The effect of microwave pretreatment on the downstream process has been studied on the bioleaching of massive zinc sulphide ore [
70]. Different coarse particle sizes were microwave pretreated (frequency = 2.45 GHz, time = 1 s, power = 5.50–5.92 kW), and a continuous column (10 L, 140 mm diameter, and 500 mm height) leaching operation was performed for 350 days. The mic-organism in the leaching process was L. ferriphilum, which acts as a catalysis in the oxidation of Fe (II) to Fe (III). Bioleaching of the same particle size and similar ore material using the same approach has been conducted earlier [
72]. The findings showed that the microwave pretreatment of the ore improved the efficiency of the bioleaching operation, as presented in
Table 4.
Microwave pretreatment indeed has downstream benefits that can make it economically viable [
73]. Most of its downstream benefits are related to the increased grade and recovery, especially for fine mineral particles of interest disseminated in gangue. Extracting such mineral through microwave-assisted leaching has been shown to improve the mineral grade and recovery significantly. The detail of some of the early work using this approach can be found in the literature [
73].
An economic analysis of the microwave processing of arsenopyrite gold ore (200 t/day) was performed by EMR Microwave Technology Corp. (Fredericton, NB, Canada) in 1997. The results of their findings suggested that microwave processing of the ore was economically viable in both capital and operating costs [
73]. The obtained results encouraged the EMR Microwave Technology Corp. (Canada) to conduct a pilot scale study using refractory gold ore, which was probably the first of its kind [
67]. In the study, a fluidized bed reactor was developed and coupled with a microwave to produce gold concentrate. The use of the developed technique caused the conversion of pyrite to hematite and elemental sulfur, which led to gold liberation from the ore matrix. The economic analysis of the process as compared to the pressure oxidation and roasting methods is presented in
Table 5.
The microwave-assisted floatation of copper carbonate ore has also been suggested to be economically viable [
74,
75]. Comparative batch floatation tests were conducted on untreated and microwave-treated ore (5–12 kW, 0.1–0.5 s), and the results suggested an improvement of 6–15% copper recovery. The best scenario of the economic study of the process indicated a less than two years payback period for the microwave-assisted floatation method [
74,
75]. The parameters to scale up the technology were also suggested. It was concluded that with a microwave power density of approximately 10
9 Wm
−3, and a microwave cavity capable of treating 100–1000 t/h of ore at approximately 0.1 residence time, the process would be commercially viable [
74,
75].
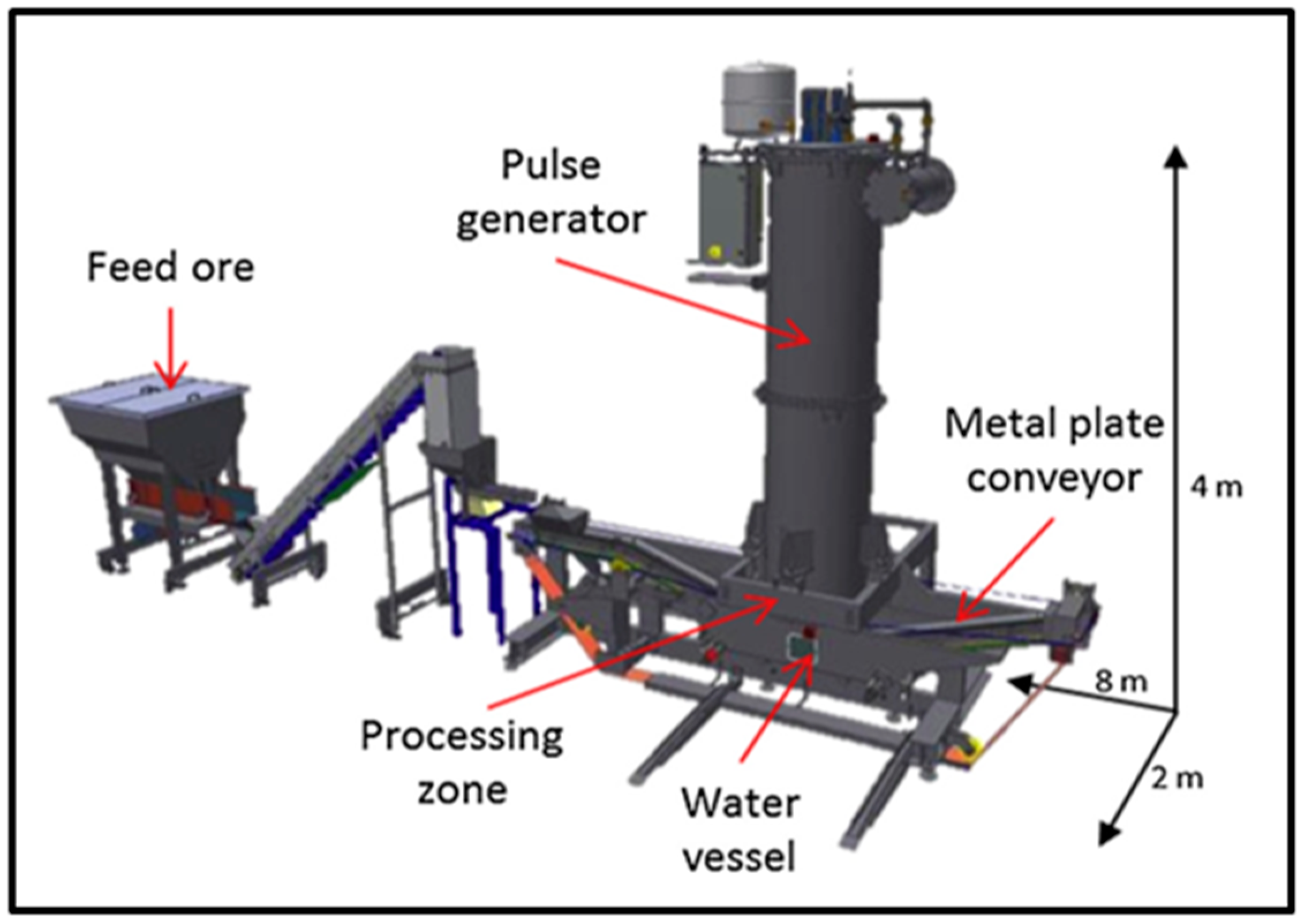
Recently, a pilot scale study of the microwave pretreatment method has also been conducted, with a possible reduction in comminution energy of up to 9%. It was demonstrated that, apart from the improvement in grindability, the method has the advantages of improving recovery, reducing the wear and tear of ball charges, and increasing the life span of the comminution equipment [
25]. Despite the promising results of the microwave pretreatment method, it has not been adopted either in the cement nor the mining industry. The challenges that impair progress in the adoption of the microwave pretreatment in mining and cement industries are the needs for more understanding of microwave interaction with materials, multi-disciplinary research, expertise in microwave engineering, and more pilot scale demonstration of the method for the most demanding ores [
76]. Additionally, a design of a high-power large-scale industrial microwave oven is highly demanded. A microwave model study suggests that to achieve the fast processing of ore within 0.002 to 0.2 s, a power density of 1 × 10
10 W/m
3 to 1 × 10
12 W/m
3 is required [
77]. Despite the amount of expended efforts by researchers to demonstrate the applicability of the microwave pretreatment method in reducing the comminution energy, a study has not been conducted to envisage the overall energy that can be saved by considering the full cycle of mineral production. This could be as a result of limited information as to the estimation of the mineral production cycle in terms of electrical energy consumption. A report by the Mining Association of Canada and Natural Resources could be a good source of guidance for estimating the total energy saved in mining activities when microwave pretreatment is incorporated into the mineral production cycle [
78].















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}