A Comprehensive Review of Rare Earth Elements Recovery from Coal-Related Materials





Abstract
:1. Introduction
2. REEs in Coal and Coal Refuse
2.1. Physical Beneficiation of REEs from Coal and Coal Refuse
2.2. Chemical Extraction
2.2.1. Salt and Acid Leaching
2.2.2. Alkali and Thermal Pretreatment
3. REE Recovery from Coal Combustion Byproducts
3.1. Modes of Occurrence of REEs in Coal Combustion Ash
3.2. Physical Beneficiation of REEs from Coal Combustion Ash
3.3. Chemical Extraction of REEs from Coal Combustion Ash
3.3.1. Acid Leaching of REEs from Coal Combustion Ashes
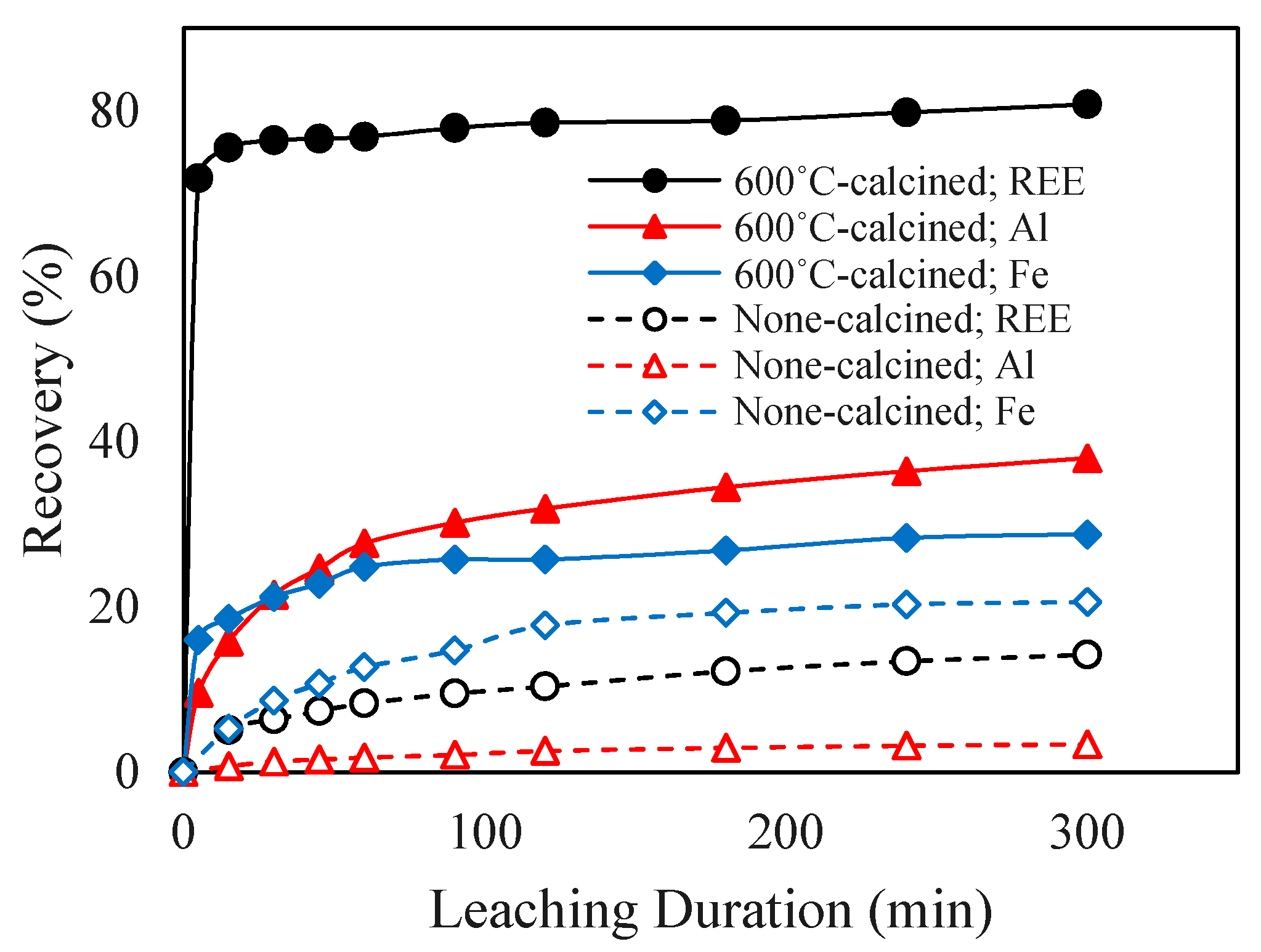
3.3.2. Chemical/Thermal Pretreatment
4. REE Recovery from Acid Mine Drainage and Sludge
4.1. REEs in Acid Mine Drainage
4.2. REE Recovery from Acid Mine Drainage
5. Summary and Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Chu, S. Critical Materials Strategy; DIANE Publishing: Darby, PA, USA, 2011. [Google Scholar]
- Trump, D. A federal strategy to ensure secure and reliable supplies of critical minerals. Donald Trump Washington DC Accessed April 2018, 3, 2018. [Google Scholar]
- Blengini, G.A.; Nuss, P.; Dewulf, J.; Nita, V.; Talens Peiró, L.; Vidal-Legaz, B.; Latunussa, C.; Mancini, L.; Blagoeva, D.; Pennington, D.; et al. EU methodology for critical raw materials assessment: Policy needs and proposed solutions for incremental improvements. Resour. Policy 2017, 53, 12–19. [Google Scholar] [CrossRef] [Green Version]
- Ketris, M.P.; Yudovich, Y.E. Estimations of clarkes for carbonaceous biolithes: World averages for trace element contents in black shales and coals. Int. J. Coal Geol. 2009, 78, 135–148. [Google Scholar] [CrossRef]
- Seredin, V.V.; Dai, S. Coal deposits as potential alternative sources for lanthanides and yttrium. Int. J. Coal Geol. 2012, 94, 67–93. [Google Scholar] [CrossRef]
- Dai, S.; Xie, P.; Jia, S.; Ward, C.R.; Hower, J.C.; Yan, X.; French, D. Enrichment of U-Re-V-Cr-Se and rare earth elements in the Late Permian coals of the Moxinpo Coalfield, Chongqing, China: Genetic implications from geochemical and mineralogical data. Ore Geol. Rev. 2017, 80, 1–17. [Google Scholar] [CrossRef]
- Seredin, V.V. Rare earth element-bearing coals from the Russian Far East deposits. Int. J. Coal Geol. 1996, 30, 101–129. [Google Scholar] [CrossRef]
- Hower, J.C.; Ruppert, L.F.; Eble, C.F. Lanthanide, yttrium, and zirconium anomalies in the Fire Clay coal bed, Eastern Kentucky. Int. J. Coal Geol. 1999, 39, 141–153. [Google Scholar] [CrossRef]
- Stewart, B.W.; Capo, R.C.; Hedin, B.C.; Hedin, R.S. Rare earth element resources in coal mine drainage and treatment precipitates in the Appalachian Basin, USA. Int. J. Coal Geol. 2017, 169, 28–39. [Google Scholar] [CrossRef]
- Zhang, W.; Honaker, R.Q. Rare earth elements recovery using staged precipitation from a leachate generated from coarse coal refuse. Int. J. Coal Geol. 2018, 195, 189–199. [Google Scholar] [CrossRef]
- Honaker, R.Q.; Groppo, J.; Yoon, R.-H.; Luttrell, G.H.; Noble, A.; Herbst, J. Process evaluation and flowsheet development for the recovery of rare earth elements from coal and associated byproducts. Miner. Metall. Process. 2017, 34, 107–115. [Google Scholar] [CrossRef]
- Vass, C.R.; Noble, A.; Ziemkiewicz, P.F. The occurrence and concentration of rare earth elements in acid mine drainage and treatment by-products: Part 1—Initial survey of the Northern Appalachian Coal Basin. Min. Metall. Explor. 2019, 917–929. [Google Scholar] [CrossRef]
- Sarswat, P.K.; Leake, M.; Allen, L.; Free, M.L.; Hu, X.; Kim, D.; Noble, A.; Luttrell, G.H. Efficient recovery of rare earth elements from coal based resources: A bioleaching approach. Mater. Today Chem. 2020, 16. [Google Scholar] [CrossRef]
- Seredin, V.V.; Dai, S.; Sun, Y.; Chekryzhov, I.Y. Coal deposits as promising sources of rare metals for alternative power and energy-efficient technologies. Appl. Geochem. 2013, 31, 1–11. [Google Scholar] [CrossRef]
- Dai, S.; Yan, X.; Ward, C.R.; Hower, J.C.; Zhao, L.; Wang, X.; Zhao, L.; Ren, D.; Finkelman, R.B. Valuable elements in Chinese coals: A review. Int. Geol. Rev. 2018, 60, 590–620. [Google Scholar] [CrossRef]
- Dai, S.; Xie, P.; Ward, C.R.; Yan, X.; Guo, W.; French, D.; Graham, I.T. Anomalies of rare metals in Lopingian super-high-organic-sulfur coals from the Yishan Coalfield, Guangxi, China. Ore Geol. Rev. 2017, 88, 235–250. [Google Scholar] [CrossRef]
- Alvin, M.A. The rarity of rare earth elements (PowerPoint slides). Presentated at National Assocation Regulatorgy Utility Commissioners (NARUC) Winter Policy Summit, Washington, DC, USA, 12 February 2018. [Google Scholar]
- Wang, Z.; Dai, S.; Zou, J.; French, D.; Graham, I.T. Rare earth elements and yttrium in coal ash from the Luzhou power plant in Sichuan, Southwest China: Concentration, characterization and optimized extraction. Int. J. Coal Geol. 2019, 203, 1–14. [Google Scholar] [CrossRef]
- Zhang, W.; Groppo, J.; Honaker, R. Ash beneficiation for REE recovery. In Proceedings of the 2015 World Coal Ash Conference, Nashville, TN, USA, 5–7 May 2015. [Google Scholar]
- Zhang, W.; Yang, X.; Honaker, R.Q. Association characteristic study and preliminary recovery investigation of rare earth elements from Fire Clay seam coal middlings. Fuel 2018, 215, 551–560. [Google Scholar] [CrossRef]
- Zhang, W.; Honaker, R. Calcination pretreatment effects on acid leaching characteristics of rare earth elements from middlings and coarse refuse material associated with a bituminous coal source. Fuel 2019, 249, 130–145. [Google Scholar] [CrossRef]
- Vass, C.R.; Noble, A.; Ziemkiewicz, P.F. The occurrence and concentration of rare earth elements in acid mine drainage and treatment byproducts. Part 2: Regional survey of Northern and Central Appalachian Coal Basins. Min. Metall. Explor. 2019, 36, 917–929. [Google Scholar] [CrossRef]
- Huang, Q.; Noble, A.; Herbst, J.; Honaker, R. Liberation and release of rare earth minerals from Middle Kittanning, Fire Clay, and West Kentucky No. 13 coal sources. Powder Technol. 2018, 332, 242–252. [Google Scholar] [CrossRef] [Green Version]
- Lin, R.; Howard, B.H.; Roth, E.A.; Bank, T.L.; Granite, E.J.; Soong, Y. Enrichment of rare earth elements from coal and coal by-products by physical separations. Fuel 2017, 200, 506–520. [Google Scholar] [CrossRef] [Green Version]
- Laudal, D.A.; Benson, S.A.; Addleman, R.S.; Palo, D. Leaching behavior of rare earth elements in Fort Union lignite coals of North America. Int. J. Coal Geol. 2018, 191, 112–124. [Google Scholar] [CrossRef] [Green Version]
- Taggart, R.K.; Hower, J.C.; Hsu-Kim, H. Effects of roasting additives and leaching parameters on the extraction of rare earth elements from coal fly ash. Int. J. Coal Geol. 2018, 196, 106–114. [Google Scholar] [CrossRef]
- Zhang, W.; Rezaee, M.; Bhagavatula, A.; Li, Y.; Groppo, J.; Honaker, R. A review of the occurrence and promising recovery methods of rare earth elements from coal and coal by-products. Int. J. Coal Prep. Util. 2015, 35, 281–294. [Google Scholar] [CrossRef]
- Dai, S.; Ren, D.; Chou, C.L.; Finkelman, R.B.; Seredin, V.V.; Zhou, Y. Geochemistry of trace elements in Chinese coals: A review of abundances, genetic types, impacts on human health, and industrial utilization. Int. J. Coal Geol. 2012, 94, 3–21. [Google Scholar] [CrossRef]
- Dai, S.; Finkelman, R.B. Coal as a promising source of critical elements: Progress and future prospects. Int. J. Coal Geol. 2018, 186, 155–164. [Google Scholar] [CrossRef]
- Gupta, T.; Ghosh, T.; Akdogan, G.; Bandopadhyay, S. Maximizing REE enrichment by froth flotation using Box-Behnken design in Alaskan coal. In Proceedings of the 2017 SME Annual Conference & Expo, Denver, CO, USA, 19–22 February 2017; pp. 408–412. [Google Scholar]
- Gupta, T.; Ghosh, T.; Akdogan, G.; Srivastava, V.K. Characterizing rare earth elements in Alaskan coal and ash. Miner. Metall. Process. 2017, 34, 138–145. [Google Scholar] [CrossRef]
- Gao, W.; Zhang, X.; Zheng, X.; Lin, X.; Cao, H.; Zhang, Y.; Sun, Z. Lithium carbonate recovery from cathode scrap of spent lithium-ion battery: A closed-loop process. Environ. Sci. Technol. 2017, 51, 1662–1669. [Google Scholar] [CrossRef]
- Zhang, W.; Honaker, R.; Groppo, J. Concentration of rare earth minerals from coal by froth flotation. Miner. Metall. Process. 2017, 34, 132–137. [Google Scholar] [CrossRef]
- Honaker, R.; Groppo, J.; Bhagavatula, A.; Rezaee, M.; Zhang, W. Recovery of rare earth minerals and elements from coal and coal byproducts. In Proceedings of the International Coal Preparation Conference, Lousiville, KY, USA, 25–27 April 2016; pp. 25–27. [Google Scholar]
- Honaker, R.; Hower, J.; Eble, C.; Weisenfluh, J.; Groppo, J.; Rezaee, M.; Bhagavatula, A.; Luttrell, G.H.; Bratton, R.C.; Kiser, M.; et al. Laboratory and bench-scale testing for rare earth elements. Cell 2014, 724, 554–3652. [Google Scholar]
- Cheng, T.-W.; Holtham, P.N.; Tran, T. Froth flotation of monazite and xenotime. Miner. Eng. 1993, 6, 341–351. [Google Scholar] [CrossRef]
- Pavez, O.; Peres, A.E.C. Effect of sodium metasilicate and sodium sulphide on the floatability of monazite-zircon-rutile with oleate and hydroxamates. Miner. Eng. 1993, 6, 69–78. [Google Scholar] [CrossRef]
- Gupta, N.; Li, B.; Luttrell, G.; Yoon, R.H.; Bratton, R.; Reyher, J. Hydrophobic-hydrophilic separation (HHS) process for the recovery and dewatering of ultrafine coal. In Proceedings of the 2016 SME Annual Conference and Expo, Phoenix, AZ, USA, 21–24 February 2016; pp. 706–709. [Google Scholar]
- Pradip, P.; Fuerstenau, D.W. Design and development of novel flotation reagents for the beneficiation of Mountain Pass rare-earth ore. Miner. Metall. Process. 2013, 30, 1–9. [Google Scholar] [CrossRef]
- Pradip; Fuerstenau, D.W. The adsorption of hydroxamate on semi-soluble minerals. Part I: Adsorption on barite, Calcite and Bastnaesite. Colloids Surf. 1983, 8, 103–119. [Google Scholar] [CrossRef]
- Yang, X.; Werner, J.; Honaker, R.Q. Leaching of rare earth elements from an Illinois basin coal source. J. Rare Earths 2019, 37, 312–321. [Google Scholar] [CrossRef]
- Wei, G.; Bo, F.; Jinxiu, P.; Wenpu, Z.; Xianwen, Z. Depressant behavior of tragacanth gum and its role in the flotation separation of chalcopyrite from talc. J. Mater. Res. Technol. 2019, 8, 697–702. [Google Scholar] [CrossRef]
- Yang, X. Leaching Characteristics of Rare Earth Elements from Bituminous Coal-Based Sources. Ph.D. Thesis, University of Kentucky, Lexington, KY, USA, 2019. [Google Scholar]
- Bo, C.; Ya, L.A.I.; Guo, X.I.A.O.; Chang, X.U. Technique for extraction and concentration of rare earth elements in gangue. Glob. Geol. 2010, 28, 257–260. [Google Scholar]
- Kuppusamy, V.K.; Holuszko, M. Rare earth elements in flotation products of coals from East Kootenay coalfields, British Columbia. J. Rare Earths 2019. [CrossRef]
- Zhang, P.; Han, Z.; Jia, J.; Wei, C.; Liu, Q.; Wang, X.; Zhou, J.; Li, F.; Miao, S. Occurrence and Distribution of Gallium, Scandium, and Rare Earth Elements in Coal Gangue Collected from Junggar Basin, China. Int. J. Coal Prep. Util. 2017, 39, 389–402. [Google Scholar] [CrossRef]
- Zhang, W.; Honaker, R. Enhanced leachability of rare earth elements from calcined products of bituminous coals. Miner. Eng. 2019, 142, 105935. [Google Scholar] [CrossRef]
- Rozelle, P.L.; Khadilkar, A.B.; Pulati, N.; Soundarrajan, N.; Klima, M.S.; Mosser, M.M.; Miller, C.E.; Pisupati, S.V. A study on removal of rare earth elements from U.S. coal byproducts by ion exchange. Metall. Mater. Trans. E 2016, 3, 6–17. [Google Scholar] [CrossRef]
- Finkelman, R.B.; Palmer, C.A.; Wang, P. Quantification of the modes of occurrence of 42 elements in coal. Int. J. Coal Geol. 2018, 185, 138–160. [Google Scholar] [CrossRef]
- Honaker, R.; Yang, X.; Chandra, A.; Zhang, W.; Werner, J. Hydrometallurgical Extraction of Rare Earth Elements from Coal; Springer International Publishing: Berlin, Germany, 2018; ISBN 978-3-319-95021-1. [Google Scholar]
- Zhang, W.; Noble, A. Mineralogy characterization and recovery of rare earth elements from the roof and floor materials of the Guxu coalfield. Fuel 2020, 270, 117533. [Google Scholar] [CrossRef]
- Kuppusamy, V.K.; Kumar, A.; Holuszko, M. Simultaneous extraction of clean coal and rare earth elements from coal tailings using alkali-acid leaching process. J. Energy Resour. Technol. Trans. ASME 2019, 141, 1–7. [Google Scholar] [CrossRef]
- Honaker, R.Q.; Zhang, W.; Werner, J. Acid leaching of rare earth elements from coal and coal ash: Implications for using fluidized bed combustion to assist in the recovery of critical materials. Energy Fuels 2019, 33, 5971–5980. [Google Scholar] [CrossRef]
- Zhang, W.; Honaker, R. Characterization and recovery of rare earth elements and other critical metals (Co, Cr, Li, Mn, Sr, and V) from the calcination products of a coal refuse sample. Fuel 2020, 267, 117236. [Google Scholar] [CrossRef]
- Hu, G.; Dam-Johansen, K.; Wedel, S.; Hansen, J.P. Decomposition and oxidation of pyrite. Prog. Energy Combust. Sci. 2006, 32, 295–314. [Google Scholar] [CrossRef]
- Music, S.; Popović, S.; Ristić, M. Thermal decomposition of pyrite. J. Radioanal. Nucl. Chem. Artic. 1992, 162, 217–226. [Google Scholar] [CrossRef]
- Cao, Z.; Cao, Y.; Dong, H.; Zhang, J.; Sun, C. Effect of calcination condition on the microstructure and pozzolanic activity of calcined coal gangue. Int. J. Miner. Process. 2016, 146, 23–28. [Google Scholar] [CrossRef]
- De la Villa, R.V.; García, R.; Martínez-Ramírez, S.; Frías, M. Effects of calcination temperature and the addition of ZnO on coal waste activation: A mineralogical and morphological evolution. Appl. Clay Sci. 2017, 150, 1–9. [Google Scholar] [CrossRef]
- Honaker, R.Q.; Zhang, W.; Werner, J.; Noble, A.; Luttrell, G.H.; Yoon, R.-H. Enhancement of a process flowsheet for recovering and concentrating critical materials from bituminous coal sources. Min. Metall. Explor. 2019. accepted. [Google Scholar] [CrossRef]
- Zhang, W.; Noble, A.; Yang, X.; Honaker, R. Lithium leaching recovery and mechanisms from density fractions of an Illinois Basin bituminous coal. Fuel 2020, 268, 117319. [Google Scholar] [CrossRef]
- Chancey, R.T.; Stutzman, P.; Juenger, M.C.G.; Fowler, D.W. Comprehensive phase characterization of crystalline and amorphous phases of a Class F fly ash. Cem. Concr. Res. 2010, 40, 146–156. [Google Scholar] [CrossRef]
- Goodarzi, F. Characteristics and composition of fly ash from Canadian coal-fired power plants. Fuel 2006, 85, 1418–1427. [Google Scholar] [CrossRef]
- Kukier, U.; Ishak, C.F.; Sumner, M.E.; Miller, W.P. Composition and element solubility of magnetic and non-magnetic fly ash fractions. Environ. Pollut. 2003, 123, 255–266. [Google Scholar] [CrossRef]
- McCarthy, G.J.; Solem, J.K.; Manz, O.E.; Hassett, D.J. Use of a database of chemical, mineralogical and physical properties of North American fly ash to study the nature of fly ashand its utilization as a mineral admixture in concrete. MRS Online Proc. Libr. Arch. 1989, 178, 3. [Google Scholar] [CrossRef]
- Kolker, A.; Scott, C.; Hower, J.C.; Vazquez, J.A.; Lopano, C.L.; Dai, S. Distribution of rare earth elements in coal combustion fly ash, determined by SHRIMP-RG ion microprobe. Int. J. Coal Geol. 2017, 184, 1–10. [Google Scholar] [CrossRef]
- Liu, P.; Huang, R.; Tang, Y. Comprehensive understandings of rare earth element (REE) speciation in coal fly ashes and implication for REE extractability. Environ. Sci. Technol. 2019, 53, 5369–5377. [Google Scholar] [CrossRef]
- Montross, S.N.; Verba, C.A.; Chan, H.L.; Lopano, C. Advanced characterization of rare earth element minerals in coal utilization byproducts using multimodal image analysis. Int. J. Coal Geol. 2018, 195, 362–372. [Google Scholar] [CrossRef]
- Stuckman, M.Y.; Lopano, C.L.; Granite, E.J. Distribution and speciation of rare earth elements in coal combustion by-products via synchrotron microscopy and spectroscopy. Int. J. Coal Geol. 2018, 195, 125–138. [Google Scholar] [CrossRef]
- Taggart, R.K.; Rivera, N.A.; Levard, C.; Ambrosi, J.P.; Borschneck, D.; Hower, J.C.; Hsu-Kim, H. Differences in bulk and microscale yttrium speciation in coal combustion fly ash. Environ. Sci. Process. Impacts 2018, 20, 1390–1403. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Thompson, R.L.; Bank, T.; Montross, S.; Roth, E.; Howard, B.; Verba, C.; Granite, E. Analysis of rare earth elements in coal fly ash using laser ablation inductively coupled plasma mass spectrometry and scanning electron microscopy. Spectrochim. Acta-Part B At. Spectrosc. 2018, 143, 1–11. [Google Scholar] [CrossRef]
- Hower, J.C.; Cantando, E.; Eble, C.F.; Copley, G.C. Characterization of stoker ash from the combustion of high-lanthanide coal at a Kentucky bourbon distillery. Int. J. Coal Geol. 2019, 213, 103260. [Google Scholar] [CrossRef]
- Hower, J.C.; Qian, D.; Briot, N.J.; Santillan-Jimenez, E.; Hood, M.M.; Taggart, R.K.; Hsu-Kim, H. Nano-scale rare earth distribution in fly ash derived from the combustion of the fire clay coal, Kentucky. Minerals 2019, 9, 206. [Google Scholar] [CrossRef] [Green Version]
- Hower, J.C.; Qian, D.; Briot, N.J.; Henke, K.R.; Hood, M.M.; Taggart, R.K.; Hsu-Kim, H. Rare earth element associations in the Kentucky State University stoker ash. Int. J. Coal Geol. 2018, 189, 75–82. [Google Scholar] [CrossRef]
- Hower, J.; Groppo, J.; Henke, K.; Hood, M.; Eble, C.; Honaker, R.; Zhang, W.; Qian, D. Notes on the Potential for the Concentration of Rare Earth Elements and Yttrium in Coal Combustion Fly Ash. Minerals 2015, 5, 356–366. [Google Scholar] [CrossRef] [Green Version]
- Hower, J.C.; Dai, S.; Seredin, V.V.; Zhao, L.; Kostova, I.J.; Silva, L.F.O.; Mardon, S.M.; Gurdal, G. A note on the occurrence of yttrium and rare earth elements in coal combustion byproducts. Coal Combust. Gasif. Prod. 2013, 39–47. [Google Scholar] [CrossRef]
- Lin, R.; Stuckman, M.; Howard, B.H.; Bank, T.L.; Roth, E.A.; Macala, M.K.; Lopano, C.; Soong, Y.; Granite, E.J. Application of sequential extraction and hydrothermal treatment for characterization and enrichment of rare earth elements from coal fly ash. Fuel 2018, 232, 124–133. [Google Scholar] [CrossRef]
- Pan, J.; Zhou, C.; Tang, M.; Cao, S.; Liu, C.; Zhang, N.; Wen, M.; Luo, Y.; Hu, T.; Ji, W. Study on the modes of occurrence of rare earth elements in coal fly ash by statistics and a sequential chemical extraction procedure. Fuel 2019, 237, 555–565. [Google Scholar] [CrossRef]
- Pan, J.; Zhou, C.; Liu, C.; Tang, M.; Cao, S.; Hu, T.; Ji, W.; Luo, Y.; Wen, M.; Zhang, N. Modes of occurrence of rare earth elements in coal fly ash: A case study. Energy Fuels 2018, 32, 9738–9743. [Google Scholar] [CrossRef]
- ASTM standard specification for coal fly ash and raw or calcined natural pozzolan for use. Annu. B. ASTM Stand. 2010, 3–6. [CrossRef]
- Kumari, A.; Panda, R.; Jha, M.K.; Kumar, J.R.; Lee, J.Y. Process development to recover rare earth metals from monazite mineral: A review. Miner. Eng. 2015, 79, 102–115. [Google Scholar] [CrossRef]
- Cetiner, Z.S.; Wood, S.A.; Gammons, C.H. The aqueous geochemistry of the rare earth elements. Part XIV. The solubility of rare earth element phosphates from 23 to 150 °C. Chem. Geol. 2005, 217, 147–169. [Google Scholar] [CrossRef]
- Hower, J.; Groppo, J.; Joshi, P.; Dai, S.; Moecher, D.; Johnston, M. Location of cerium in coal-combustion fly ashes: Implications for recovery of lanthanides. Coal Combust. Gasif. Prod. 2003, 5, 73–78. [Google Scholar] [CrossRef]
- Blissett, R.S.; Smalley, N.; Rowson, N.A. An investigation into six coal fly ashes from the United Kingdom and Poland to evaluate rare earth element content. Fuel 2014, 119, 236–239. [Google Scholar] [CrossRef] [Green Version]
- Dai, S.; Zhao, L.; Peng, S.; Chou, C.L.; Wang, X.; Zhang, Y.; Li, D.; Sun, Y. Abundances and distribution of minerals and elements in high-alumina coal fly ash from the Jungar Power Plant, Inner Mongolia, China. Int. J. Coal Geol. 2010, 81, 320–332. [Google Scholar] [CrossRef]
- Dai, S.; Zhao, L.; Hower, J.C.; Johnston, M.N.; Song, W.; Wang, P.; Zhang, S. Petrology, mineralogy, and chemistry of size-fractioned fly ash from the Jungar power plant, Inner Mongolia, China, with emphasis on the distribution of rare earth elements. Energy Fuels 2014, 28, 1502–1514. [Google Scholar] [CrossRef]
- Lanzerstorfer, C. Pre-processing of coal combustion fly ash by classification for enrichment of rare earth elements. Energy Rep. 2018, 4, 660–663. [Google Scholar] [CrossRef]
- Pan, J.; Nie, T.; Vaziri Hassas, B.; Rezaee, M.; Wen, Z.; Zhou, C. Recovery of rare earth elements from coal fly ash by integrated physical separation and acid leaching. Chemosphere 2020, 248, 126112. [Google Scholar] [CrossRef]
- Kashiwakura, S.; Kumagai, Y.; Kubo, H.; Wagatsuma, K. Dissolution of rare earth elements from coal fly ash particles in a dilute H2SO4 solvent. Open J. Phys. Chem. 2013, 03, 69–75. [Google Scholar] [CrossRef] [Green Version]
- Joshi, P.B.; Preda, D.V.; Skyler, D.A.; Tsinberg, A.; Green, B.D.; Marinelli, W.J. Recovery of Rare Earth Elements and Compounds from Coal Ash. U.S. Patent 8,968,688, 3 March 2015. [Google Scholar]
- Joshi, P.B.; Preda, D.V.; Skyler, D.A.; Scherer, A.; Green, B.D.; Marinelli, W.J. Recovery of rare earth Elements and Compounds from Coal Ash. U.S. Patent 9,394,586, 19 July 2016. [Google Scholar]
- Cao, S.; Zhou, C.; Pan, J.; Liu, C.; Tang, M.; Ji, W.; Hu, T.; Zhang, N. Study on influence factors of leaching of rare earth elements from coal fly ash. Energy Fuels 2018, 32, 8000–8005. [Google Scholar] [CrossRef]
- Das, S.; Gaustad, G.; Sekar, A.; Williams, E. Techno-economic analysis of supercritical extraction of rare earth elements from coal ash. J. Clean. Prod. 2018, 189, 539–551. [Google Scholar] [CrossRef]
- Fan, M.; Co, E.M.; Zhao, Y.; Long, Z.; Liu, W. Preprint 17–103. Recovery of valuable elements from Chinese coal by-products. In Proceedings of the Preprint 17–103, 1–6. SME Annual Meeting, Dever, CO, USA, 19–22 February 2017. [Google Scholar]
- Huang, Z.; Fan, M.; Tian, H. Rare earth elements of fly ash from Wyoming’s Powder River Basin coal. J. Rare Earths 2019. [Google Scholar] [CrossRef]
- Huang, C.; Wang, Y.; Huang, B.; Dong, Y.; Sun, X. The recovery of rare earth elements from coal combustion products by ionic liquids. Miner. Eng. 2019, 130, 142–147. [Google Scholar] [CrossRef]
- King, J.F.; Taggart, R.K.; Smith, R.C.; Hower, J.C.; Hsu-Kim, H. Aqueous acid and alkaline extraction of rare earth elements from coal combustion ash. Int. J. Coal Geol. 2018, 195, 75–83. [Google Scholar] [CrossRef]
- Kumari, A.; Parween, R.; Chakravarty, S.; Parmar, K.; Pathak, D.D.; Lee, J.; Jha, M.K. Novel approach to recover rare earth metals (REMs) from Indian coal bottom ash. Hydrometallurgy 2019, 187, 1–7. [Google Scholar] [CrossRef]
- Ma, Z.; Zhang, S.; Zhang, H.; Cheng, F. Novel extraction of valuable metals from circulating fluidized bed-derived high-alumina fly ash by acid–alkali–based alternate method. J. Clean. Prod. 2019, 230, 302–313. [Google Scholar] [CrossRef]
- Shimizu, R.; Sawada, K.; Enokida, Y.; Yamamoto, I. Supercritical fluid extraction of rare earth elements from luminescent material in waste fluorescent lamps. J. Supercrit. Fluids 2005, 33, 235–241. [Google Scholar] [CrossRef]
- Tang, M.; Zhou, C.; Pan, J.; Zhang, N.; Liu, C.; Cao, S.; Hu, T.; Ji, W. Study on extraction of rare earth elements from coal fly ash through alkali fusion–Acid leaching. Miner. Eng. 2019, 136, 36–42. [Google Scholar] [CrossRef]
- Tuan, L.Q.; Thenepalli, T.; Chilakala, R.; Vu, H.H.T.; Ahn, J.W.; Kim, J. Leaching characteristics of low concentration rare earth elements in Korean (Samcheok) CFBC bottom ash samples. Sustainability 2019, 11, 2562. [Google Scholar] [CrossRef] [Green Version]
- Taggart, R.K.; Hower, J.C.; Dwyer, G.S.; Hsu-Kim, H. Trends in the rare earth element content of U.S.-based coal combustion fly ashes. Environ. Sci. Technol. 2016, 50, 5919–5926. [Google Scholar] [CrossRef] [PubMed]
- Peiravi, M.; Ackah, L.; Guru, R.; Mohanty, M.; Liu, J.; Xu, B.; Zhu, X.; Chen, L. Chemical extraction of rare earth elements from coal ash. Miner. Metall. Process. 2017, 34, 170–177. [Google Scholar] [CrossRef]
- Kutchko, B.G.; Kim, A.G. Fly ash characterization by SEM-EDS. Fuel 2006, 85, 2537–2544. [Google Scholar] [CrossRef]
- Ward, C.R.; French, D. Determination of glass content and estimation of glass composition in fly ash using quantitative X-ray diffractometry. Fuel 2006, 85, 2268–2277. [Google Scholar] [CrossRef]
- Mastral, A.M.; Callén, M.S.; García, T. Fluidized bed combustion (FBC) of fossil and nonfossil fuels. A comparative study. Energy Fuels 2000, 14, 275–281. [Google Scholar] [CrossRef]
- Dutrizac, J.E. The behaviour of the rare earth elements during gypsum (CaSO4·2H2O) precipitation. Hydrometallurgy 2017, 174, 38–46. [Google Scholar] [CrossRef]
- Park, S.; Liang, Y. Bioleaching of trace elements and rare earth elements from coal fly ash. Int. J. Coal Sci. Technol. 2019, 6, 74–83. [Google Scholar] [CrossRef] [Green Version]
- Matyas, B.; Gerber, P.; Solymos, A.; Kaszanitzky, F.; Panto, G.; Leffler, J. Process for Recovering Rare Metals from the Combustion Residue of Coal by Digestion. U.S. Patent 4,649,031, 10 March 1987. [Google Scholar]
- Ding, J.; Ma, S.; Shen, S.; Xie, Z.; Zheng, S.; Zhang, Y. Research and industrialization progress of recovering alumina from fly ash: A concise review. Waste Manag. 2017, 60, 375–387. [Google Scholar] [CrossRef]
- Yao, Z.T.; Xia, M.S.; Sarker, P.K.; Chen, T. A review of the alumina recovery from coal fly ash, with a focus in China. Fuel 2014, 120, 74–85. [Google Scholar] [CrossRef] [Green Version]
- Liu, H.; Tian, H.; Zou, J. Combined extraction of rare metals Ga-Nb-REE from fly ash. Sci. Technol. Rev. 2015, 33, 39–43, (In Chinese with English Abstract). [Google Scholar]
- Dai, S.; Wang, X.; Zhou, Y.; Hower, J.C.; Li, D.; Chen, W.; Zhu, X.; Zou, J. Chemical and mineralogical compositions of silicic, mafic, and alkali tonsteins in the late Permian coals from the Songzao Coalfield, Chongqing, Southwest China. Chem. Geol. 2011, 282, 29–44. [Google Scholar] [CrossRef]
- Fernando, W.A.M.; Ilankoon, I.M.S.K.; Syed, T.H.; Yellishetty, M. Challenges and opportunities in the removal of sulphate ions in contaminated mine water: A review. Miner. Eng. 2018, 117, 74–90. [Google Scholar] [CrossRef]
- Honaker, R.Q.; Zhang, W.; Yang, X.; Rezaee, M. Conception of an integrated flowsheet for rare earth elements recovery from coal coarse refuse. Miner. Eng. 2018, 122, 233–240. [Google Scholar] [CrossRef] [Green Version]
- Mousavi, S.M.; Jafari, A.; Yaghmaei, S.; Vossoughi, M.; Roostaazad, R. Bioleaching of low-grade sphalerite using a column reactor. Hydrometallurgy 2006, 82, 75–82. [Google Scholar] [CrossRef]
- Casas, J.M.; Martinez, J.; Moreno, L.; Vargas, T. Bioleaching model of a copper-sulfide ore bed in heap and dump configurations. Metall. Mater. Trans. B Process Metall. Mater. Process. Sci. 1998, 29, 899–909. [Google Scholar] [CrossRef]
- Merten, D.; Geletneky, J.; Bergmann, H.; Haferburg, G.; Kothe, E.; Büchel, G. Rare earth element patterns: A tool for understanding processes in remediation of acid mine drainage. Chemie der Erde 2005, 65, 97–114. [Google Scholar] [CrossRef]
- Pérez-López, R.; Delgado, J.; Nieto, J.M.; Márquez-García, B. Rare earth element geochemistry of sulphide weathering in the São Domingos mine area (Iberian Pyrite Belt): A proxy for fluid-rock interaction and ancient mining pollution. Chem. Geol. 2010, 276, 29–40. [Google Scholar] [CrossRef]
- Prudêncio, M.I.; Valente, T.; Marques, R.; Sequeira Braga, M.A.; Pamplona, J. Geochemistry of rare earth elements in a passive treatment system built for acid mine drainage remediation. Chemosphere 2015, 138, 691–700. [Google Scholar] [CrossRef]
- Sahoo, P.K.; Tripathy, S.; Equeenuddin, S.M.; Panigrahi, M.K. Geochemical characteristics of coal mine discharge vis-à-vis behavior of rare earth elements at Jaintia Hills coalfield, northeastern India. J. Geochem. Explor. 2012, 112, 235–243. [Google Scholar] [CrossRef]
- Sun, H.; Zhao, F.; Zhang, M.; Li, J. Behavior of rare earth elements in acid coal mine drainage in Shanxi Province, China. Environ. Earth Sci. 2012, 67, 205–213. [Google Scholar] [CrossRef]
- Zhao, F.; Cong, Z.; Sun, H.; Ren, D. The geochemistry of rare earth elements (REE) in acid mine drainage from the Sitai coal mine, Shanxi Province, North China. Int. J. Coal Geol. 2007, 70, 184–192. [Google Scholar] [CrossRef]
- Ziemkiewicz, P.; He, T.; Noble, A.; Liu, X. Recovery of Rare Earth Elements (REEs) from Coal Mine Drainage; West Virginia Mine Drainage Task Force Symposium: Morgantown, WV, USA, 2016. [Google Scholar]
- Cravotta, C.A. Dissolved metals and associated constituents in abandoned coal-mine discharges, Pennsylvania, USA. Part 1: Constituent quantities and correlations. Appl. Geochem. 2008, 23, 166–202. [Google Scholar] [CrossRef]
- Grawunder, A.; Merten, D.; Büchel, G. Origin of middle rare earth element enrichment in acid mine drainage-impacted areas. Environ. Sci. Pollut. Res. 2014, 21, 6812–6823. [Google Scholar] [CrossRef] [PubMed]
- Ferreira da Silva, E.; Bobos, I.; Xavier Matos, J.; Patinha, C.; Reis, A.P.; Cardoso Fonseca, E. Mineralogy and geochemistry of trace metals and REE in volcanic massive sulfide host rocks, stream sediments, stream waters and acid mine drainage from the Lousal mine area (Iberian Pyrite Belt, Portugal). Appl. Geochem. 2009, 24, 383–401. [Google Scholar] [CrossRef]
- Balintova, M.; Petrilakova, A. Study of pH influence on selective precipitation of heavy metals from acid mine drainage. Chem. Eng. Trans. 2011, 25, 345–350. [Google Scholar] [CrossRef]
- Feng, D.; Aldrich, C.; Tan, H. Treatment of acid mine water by use of heavy metal precipitation and ion exchange. Miner. Eng. 2000, 13, 623–642. [Google Scholar] [CrossRef]
- Park, S.M.; Yoo, J.C.; Ji, S.W.; Yang, J.S.; Baek, K. Selective recovery of Cu, Zn, and Ni from acid mine drainage. Environ. Geochem. Health 2013, 35, 735–743. [Google Scholar] [CrossRef]
- Seo, E.Y.; Cheong, Y.W.; Yim, G.J.; Min, K.W.; Geroni, J.N. Recovery of Fe, Al and Mn in acid coal mine drainage by sequential selective precipitation with control of pH. Catena 2017, 148, 11–16. [Google Scholar] [CrossRef]
- Wei, X.; Viadero, R.C.; Buzby, K.M. Recovery of iron and aluminum from acid mine drainage by selective precipitation. Environ. Eng. Sci. 2005, 22, 745–755. [Google Scholar] [CrossRef]
- Chockalingam, E.; Subramanian, S. Studies on removal of metal ions and sulphate reduction using rice husk and Desulfotomaculum nigrificans with reference to remediation of acid mine drainage. Chemosphere 2006, 62, 699–708. [Google Scholar] [CrossRef]
- Mohan, D.; Chander, S. Removal and recovery of metal ions from acid mine drainage using lignite-A low cost sorbent. J. Hazard. Mater. 2006, 137, 1545–1553. [Google Scholar] [CrossRef] [PubMed]
- Wei, C.; Li, X.; Deng, Z.; Fan, G.; Li, M.; Li, C. Recovery of H2SO4 from an acid leach solution by diffusion dialysis. J. Hazard. Mater. 2010, 176, 226–230. [Google Scholar] [CrossRef] [PubMed]
- Park, S.M.; Shin, S.Y.; Yang, J.S.; Ji, S.W.; Baek, K. Selective recovery of dissolved metals from mine drainage using electrochemical reactions. Electrochim. Acta 2015, 181, 248–254. [Google Scholar] [CrossRef]
- Crane, R.A.; Sapsford, D.J. Selective formation of copper nanoparticles from acid mine drainage using nanoscale zerovalent iron particles. J. Hazard. Mater. 2018, 347, 252–265. [Google Scholar] [CrossRef]
- Kefeni, K.K.; Msagati, T.M.; Mamba, B.B. Synthesis and characterization of magnetic nanoparticles and study their removal capacity of metals from acid mine drainage. Chem. Eng. J. 2015, 276, 222–231. [Google Scholar] [CrossRef]
- Silva, R.D.A.; Castro, C.D.; Vigânico, E.M.; Petter, C.O.; Schneider, I.A.H. Selective precipitation/UV production of magnetite particles obtained from the iron recovered from acid mine drainage. Miner. Eng. 2012, 29, 22–27. [Google Scholar] [CrossRef]
- Wei, X.; Viadero, R.C. Synthesis of magnetite nanoparticles with ferric iron recovered from acid mine drainage: Implications for environmental engineering. Colloids Surf. A Physicochem. Eng. Asp. 2007, 294, 280–286. [Google Scholar] [CrossRef]
- Ayora, C.; Macías, F.; Torres, E.; Lozano, A.; Carrero, S.; Nieto, J.M.; Pérez-López, R.; Fernández-Martínez, A.; Castillo-Michel, H. Recovery of rare earth elements and yttrium from passive-remediation systems of acid mine drainage. Environ. Sci. Technol. 2016, 50, 8255–8262. [Google Scholar] [CrossRef]
- Hedin, B.C.; Capo, R.C.; Stewart, B.W.; Hedin, R.S.; Lopano, C.L.; Stuckman, M.Y. The evaluation of critical rare earth element (REE) enriched treatment solids from coal mine drainage passive treatment systems. Int. J. Coal Geol. 2019, 208, 54–64. [Google Scholar] [CrossRef]
- Ramasamy, D.L.; Puhakka, V.; Iftekhar, S.; Wojtuś, A.; Repo, E.; Ben Hammouda, S.; Iakovleva, E.; Sillanpää, M. N- and O- ligand doped mesoporous silica-chitosan hybrid beads for the efficient, sustainable and selective recovery of rare earth elements (REE) from acid mine drainage (AMD): Understanding the significance of physical modification and conditioning of th. J. Hazard. Mater. 2018, 348, 84–91. [Google Scholar] [CrossRef]
- Wei, X.; Zhang, S.; Shimko, J.; Dengler, R.W. Mine drainage: Treatment technologies and rare earth elements. Water Environ. Res. 2019, 1–8. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhang, W.; Honaker, R. Process development for the recovery of rare earth elements and critical metals from an acid mine drainage. Miner. Eng. 2020, 106382. [Google Scholar] [CrossRef]
- Ziemkiewicz, P.; Noble, A. Recovery of Rare Earth Elements (REEs) from Coal Mine Drainage; NETL REE Review Meeting: Pittsburgh, PA, USA, 2019.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Separation Method | Sample | Sources | Separation Method | REE (ppm) | ER | Re (%) | Reference |
|---|---|---|---|---|---|---|---|
| Gravity Separation | Coarse refuse (28 × 100 mesh fraction) | Fire Clay | Riffle table | 252 w | 1.1 | 16.8 | [35] |
| Coarse refuse (28 × 100 mesh fraction) | Eagle Seam | Riffle table | 213 w | 1.1 | 16.1 | ||
| Coarse refuse (28 × 100 mesh fraction) | Fire Clay Rider | Riffle table | 234 w | 1.1 | 24.75 | ||
| Coarse refuse (<100 mesh fraction) | Eagle Seam | Multi-gravity separation | 257 a | 1.2 | 90 | ||
| Coarse refuse (<100 mesh fraction) | Fire Clay | Multi-gravity separation | 290 a | 1.2 | 85 | ||
| Coarse refuse (<100 mesh fraction) | Fire Clay Rider | Multi-gravity separation | 254 a | 1.1 | 87 | ||
| Flotation | Decarbonized thickener underflow | Fire Clay | Multi-stage flotation using a conventional cell with sodium oleate as the collector | 2300 a | 5.3 | <5 | [33] |
| Decarbonized thickener underflow | Fire Clay | Multi-stage flotation using a column with sodium oleate as the collector | 4700 a | 10.9 | <5 | ||
| Decarbonized thickener underflow | Fire Clay | Single-stage conventional cell flotation using oleic acid as the collector | 386 w | 1.4 | 23 | [35] | |
| Decarbonized thickener underflow | Eagle Seam | Single-stage flotation using a conventional cell with oleic acid as the collector | 367 w | 1.8 | 31 | ||
| Decarbonized thickener underflow | Fire Clay Rider | Single-stage conventional cell flotation using oleic acid as the collector | 377 w | 1.3 | 13 | ||
| HHS | Decarbonized thickener underflow | Fire Clay | Potassium octylhydroxamate and sorbitan monooleate were used as the hydrophobizing agent | 17,428 a | 53 | 5.9 | [11] |
| Magnetic Separation | Decarbonized middling | Fire Clay | Three-stage wet high intensity magnetic separation (1.4 T) | 7000 w | 14 | <5 | [20] |
| Sample | Coal Seam | Extraction Condition | Leaching Recovery | Reference |
|---|---|---|---|---|
| Decarbonized thickener underflow | West Kentucky No. 13 | 0.1 M (NH4)2SO4, pH 5 | Around 10% of total REEs, 7% of LREEs, and 18% of HREEs | [41] |
| 0.1 M (NH4)2SO4, pH 3 | Around 12% of total REEs, 10% of LREEs, and 21% of HREEs | |||
| Roof material, 595 μm × 150 μm | Upper Kittanning | 1 M (NH4)2SO4, 1/2 solid/solution mass ratio, room temperature | Nearly 90% of the total REEs were extracted after 1 h of reaction | [48] |
| Lignite | Fort Union | 0.5 M H2SO4, 40 °C, 48 h | Nearly 90% of the total REEs | [25] |
| Decarbonized middlings | Fire Clay | Nitric acid solution of pH 0 at 75 °C | 83% of total REEs, 86% of LREEs, and 69% of HREEs | [11] |
| West Kentucky No. 13 | Nitric acid solution of pH 0 at 75 °C | 15% of La, 21% of Ce, 31% of Nd, 45% of Y | ||
| Lower Kittanning | Nitric acid solution of pH 0 at 75 °C | 41% of total REEs | ||
| Decarbonized thickener underflow | Fire Clay | Nitric acid solution of pH 0 at 75 °C | 31% of La, 26% of Ce, 40% of Nd, 36% of Y | |
| West Kentucky No. 13 | Nitric acid solution of pH 0 at 75 °C | 6% of La, 5% of Ce, 16% of Nd, 34% of Y | ||
| Lower Kittanning | Nitric acid solution of pH 0 at 75 °C | 2% of La, 5% of Ce, 8% of Nd, 25% of Y |
| Sample | Coal Seam | Pre-Leach Treatment | Leach Conditions | Recovery | Reference | ||
|---|---|---|---|---|---|---|---|
| TREE | LREE | HREE | |||||
| Coarse refuse (2.2 SG float, crushed to below 177 μm) | Pocahontas No. 3 | None | 1.2 M HCl; 75 °C, 1% (w/v) solid concentration, 5 h | 14% | 12% | 23% | [21] |
| Coarse refuse (2.2 SG float, crushed to below 177 μm) | Pocahontas No. 3 | Calcination at 600 °C for 2 h without adding any additives | 1.2 M HCl; 75 °C, 1% (w/v) solid concentration, 5 h | 81% | 89% | 27% | |
| Middlings (crushed to below 177 μm) | Pocahontas No. 3 | None | 1.2 M HCl; 75 °C, 1% (w/v) solid concentration, 5 h | 28% | 31% | 19% | |
| Middlings (crushed to below 177 μm) | Pocahontas No. 3 | Calcination at 600 °C for 2 h without adding any additives | 1.2 M HCl; 75 °C, 1% (w/v) solid concentration, 5 h | 76% | 80% | 57% | |
| Plant feed (2.2 SG sink, crushed to below 177 μm) | West Kentucky No. 13 | None | 1.2 M HCl; 75 °C, 1% (w/v) solid concentration, 5 h | 24% | 21% | 36% | [54] |
| Plant feed (2.2 SG sink, crushed to below 177 μm) | West Kentucky No. 13 | Calcination at 600 °C for 2 h without adding any additives | 1.2 M HCl; 75 °C, 1% (w/v) solid concentration, 5 h | 79% | 87% | 41% | |
| Plant feed (2.2 SG sink, crushed to below 177 μm) | Fire Clay | None | 1.2 M HCl; 75 °C, 1% (w/v) solid concentration, 5 h | 43% | 43% | 38% | |
| Plant feed (2.2 SG sink, crushed to below 177 μm) | Fire Clay | Calcination at 600 °C for 2 h without adding any additives | 1.2 M HCl; 75 °C, 1% (w/v) solid concentration, 5 h | 62% | 68% | 33% | |
| Plant feed (2.2 SG sink, crushed to below 177 μm) | Illinois No. 6 | None | 1.2 M HCl; 75 °C, 1% (w/v) solid concentration, 5 h | 32% | 31% | 37% | |
| Plant feed (1.4 SG float, crushed to below 177 μm) | Illinois No. 6 | Calcination at 600 °C for 2 h without adding any additives | 1.2 M HCl; 75 °C, 1% (w/v) solid concentration, 5 h | 65% | 73% | 41% | |
| Plant feed (1.4 SG float, crushed to below 177 μm) | West Kentucky No. 13 | None | 1.2 M HCl; 75 °C, 1% (w/v) solid concentration, 5 h | 25% | 30% | 15% | [53] |
| Plant feed (1.4 SG float, crushed to below 177 μm) | West Kentucky No. 13 | Calcination at 600 °C for 2 h without adding any additives | 1.2 M HCl; 75 °C, 1% (w/v) solid concentration, 5 h | 86% | 88% | 82% | |
| Plant feed (1.4 SG float, crushed to below 177 μm) | Fire Clay | None | 1.2 M HCl; 75 °C, 1% (w/v) solid concentration, 5 h | 41% | 47% | 20% | |
| Plant feed (1.4 SG float, crushed to below 177 μm) | Fire Clay | Calcination at 600 °C for 2 h without adding any additives | 1.2 M HCl; 75 °C, 1% (w/v) solid concentration, 5 h | 84% | 87% | 75% | |
| Plant feed (1.4 SG float, crushed to below 177 μm) | Illinois No. 6 | None | 1.2 M HCl; 75 °C, 1% (w/v) solid concentration, 5 h | 34% | 43% | 10% | |
| Plant feed (1.4 SG float, crushed to below 177 μm) | Illinois No. 6 | Calcination at 600 °C for 2 h without adding any additives | 1.2 M HCl; 75 °C, 1% (w/v) solid concentration, 5 h | 75% | 74% | 75% | |
| Middlings (crushed to below 177 μm) | West Kentucky No. 13 | Calcination at 750 °C for 2 h without adding any additives | 1.2 M H2SO4; 75 °C, 1% (w/v) solid concentration, 5 h | 41% | 81% | 40% | [41] Unpublished data |
| Middlings (crushed to below 177 μm) | West Kentucky No. 13 | None | 1.2 M H2SO4; 75 °C, 1% (w/v) solid concentration, 5 h | 29% | 23% | 47% | |
| Fine refuse | West Kentucky No. 13 | Pre-leach using 8 M NaOH solution at a solid/liquid ratio of 1/10 (w/v) and 75 °C for 2 h | 1.2 M H2SO4; 75 °C, 1% (w/v) solid concentration, 5 h | 75% | 82% | 48% | |
| Fine refuse | West Kentucky No. 13 | None | 1.2 M H2SO4; 75 °C, 1% (w/v) solid concentration, 5 h | 23% | 21% | 38% | |
| Flotation Tailings (<500 μm) | East Kootenay | Pre-leach using 30 wt.% NaOH solution at 20% solid concentration and 190 °C for 30 min | 7.5 wt.% HCl, 50 °C, 30 min | >85% | 97% | 76% | [52] |
| Coal refuse (ground to D50 = 3.78 μm) | Junggar coalfield | Calcination at 600 °C for 30 min without adding any additives | 25% HCl at 25 °C | 88.6% | NA | NA | [46] |
| Coarse refuse | NA | Calcination at 600 °C for 2 h without adding any additives | 6 M HCl, 1/5 solid/liquid ratio, 85–90 °C, 4 h | NA | NA | NA | [44] |
| Sample | Source | Pretreatment | Lixiviant | Leaching Condition | REE Recovery | Reference |
|---|---|---|---|---|---|---|
| Bottom ash | Laboratory prepared | None | 4 M HCl | 50 g/L pulp density, 90 °C, 120 min | Around 90% for Ce and Nd, and 35% for Y | [97] |
| Fly ash | Guizhou, China | None | 2 M HCl | Liquid/solid ratio 10/1, 120 min | Around 20% for La, 40% for Ce, 5% for Pr, 20% for Nd, and 10% for Y | [100] |
| Fly ash | Guizhou, China | Na2CO3, 1/1 solid/solid ratio, 860 °C | 3 M HCl | Liquid/solid ratio 20/1 (v/w), 400 rpm stirring speed | 72.78% for total REEs | |
| Fly ash | Upper, Middle, and Lower Kittanning seams, United States | None | 1.2 M HCl | 1% solid concentration, 75 °C, 5 h | Around 60% for total REEs | [53] |
| Bottom ash | Illinois No.6 seam, United States | None | 1.2 M HCl | 1% solid concentration, 75 °C, 5 h | Around 80% for total REEs | |
| Bottom ash | South Korea | None | 2 M HCl | 100 g/L pulp density, 80 °C, 12 h | 62.1% Y, 55.5% Nd, 65.2% Dy | [101] |
| Fly ash | Guizhou, China | None | 3 M HCl | Liquid/solid ratio 10/1 (v/w), 60 °C, 120 min | 71.9% La, 66.0% Ce, 61.9% Nd | [91] |
| Fly ash/Bottom ash | Sichuan, China | None | 4% HF | 50 g/L, 23–25 °C, 24 h | >90% for total REEs | [18] |
| Fly ash | Sichuan, China | None | 8 M HCl | Liquid/solid ratio 40/1(v/w), 80 °C, 6 h | 32.36% for total REEs | |
| Flay ash | Sichuan, China | 40% NaOH, 10/1 (v/w) solid/liquid ratio, 150 °C, 2 h | 8 M HCl | Liquid/solid ratio 30/1 (v/w), 60 °C, 2 h | 88.15% for total REEs | |
| Fly ash | Shanxi, China | Acid-alkali based alternate extraction (230 g/L HCl, 200 g/L NaOH, liquid to solid ratio 5/1 (v/w), 90 °C) | 65% for total REEs | [98] | ||
| Fly ash | Powder River Basin, United States | None | 12 M HCl | Liquid/solid ratio 100/1, 85 °C, 4 h | Neary 100% for total REEs | [96] |
| Fly ash | Illinois Basin, United States | None | 12 M HCl | Liquid/solid ratio 100/1, 85 °C, 4 h | 35–43% recovery for total REEs | |
| Fly ash | Appalachian Basin, United States | None | 12 M HCl | Liquid/solid ratio 100/1, 85 °C, 4 h | 40–57% for total REEs | |
| Fly ash | Appalachian Basin, United States | 6.25 M NaOH, liquid/solid mass ratio 10/1, 85 °C, 4 h | 20% HCl | NA | 48.8–85.9% for total REEs | |
| Coal ash | Not Available | None | Super critical CO2 | No experimental tests were performed. | [92] | |
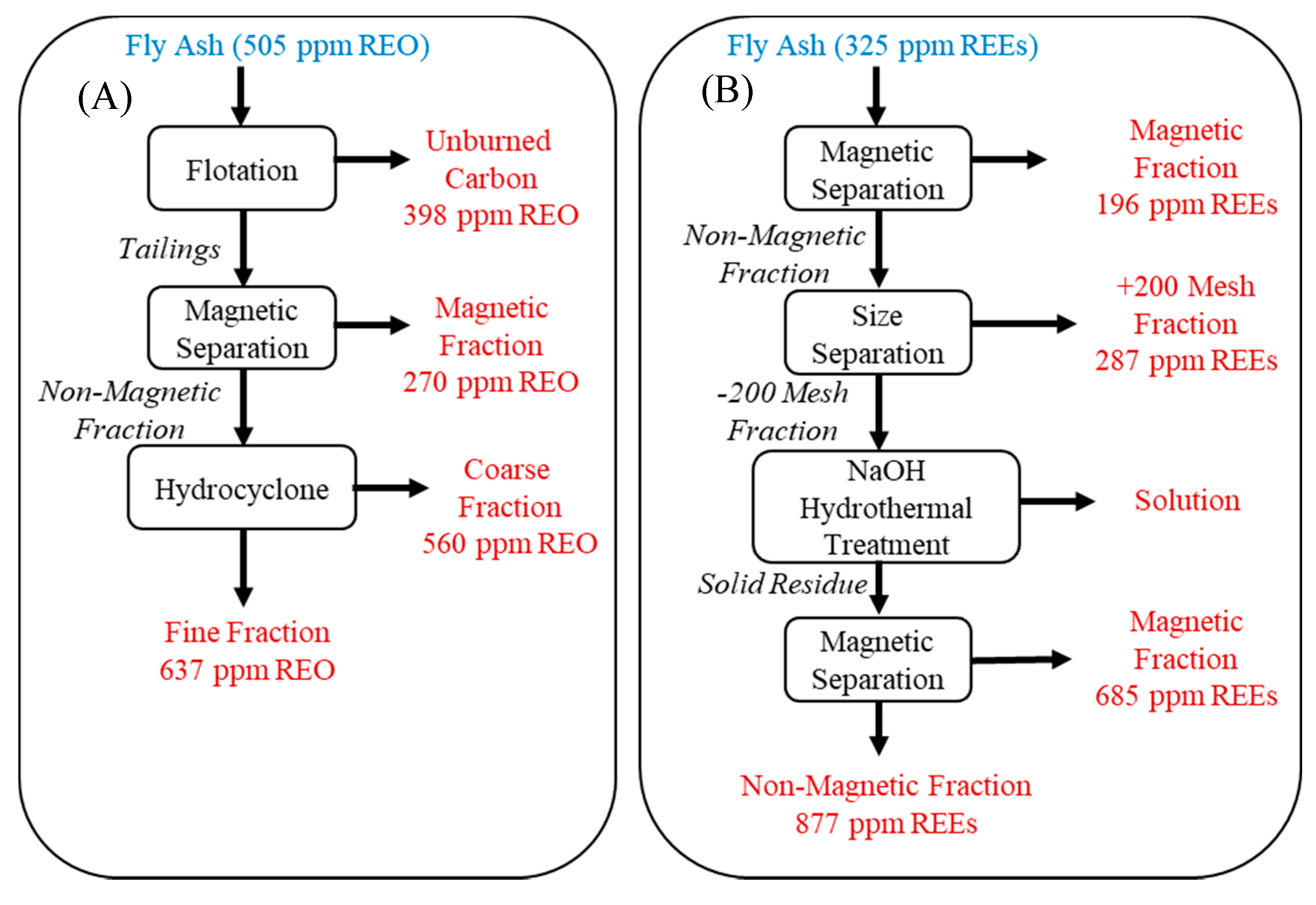
| Fly ash | Ohio, United States | 5 M NaOH, solid/liquid ratio 1:20, 100 °C, 2 h | None | None | REE was enriched from 325 to 877 ppm | [76] |
| Fly ash | Appalachian, Illinois, and Powder River Basins, United States | NaOH roasting (1:1 additive-ash ratio, 450 °C, 30 min) | 2 M HNO3 | Room temperature | 100% total REE recovery for the Powder River Basin, >70% for the other sources | [26] |
| Coal ash | Laboratory prepared | None | 6 M HNO3 | Liquid/ratio of 33/1 (v/w), 60 min | 90.5% for total REEs and 90.9% for LREEs | [103] |
| Fly ash | Powder River Basin, United States | None | 15 M HNO3 | 10–50 g/L, 85–90 °C, 4 h | 69.9% for total REEs | [102] |
| Coal ash | NA | Physical beneficiation | HNO3 | Approximately 90 °C | NA | [90] |
| Fly ash | Chongqing, China | Na2CO3 roasting (1.5:1 additive-ash ratio, 860 °C, 30 min) | 6 M HCl | Liquid/solid ratio 20/1 (v/w), 60 °C, 4 h | Around 80% of total REEs were extracted | [112] |
| Fly ash | Japan | None | 9.5% H2SO4 | Liquid/solid ratio 100/1 (v/w), 80 °C, 2 h | Around 10–45% of La was extracted | [88] |
| Material | Method | Advantage | Disadvantage |
| Coal preparation byproducts | Physical beneficiation | Can be used as a pre-concentration step to generate a higher-grade feed for downstream recovery processes. | Low recovery; Ultrafine grinding is required if a considerable enrichment ratio is expected to be achieved. |
| Direct acid leaching | Provide relatively higher recovery compared with physical beneficiation. | Leaching performance depends on the nature of tested samples; Acid consumption is usually high. | |
| Pre-leach calcination followed by acid leaching | Higher REE recovery; Quick leaching kinetics; Mild leaching conditions; Low chemical consumption. | Recovery of contaminant ions, such as Al3+, is also increased. | |
| Coal combustion ashes | Physical beneficiation | Can be used as a pre-concentration step to generate a higher-grade feed for downstream recovery processes. | Unable to provide a considerable enrichment. |
| Direct acid leaching | Able to transfer a portion of REEs from solid into solution, which can be further recovered and purified using other approaches. | Low recovery; High chemical cost; Harsh leaching conditions. | |
| Alkaline/hydrothermal treatment followed by leaching | High recovery; Quick leaching kinetics. | High alkali consumption; Low selectivity and a lot of contaminants are extracted along with REEs | |
| Acid coal mine drainage | Staged precipitation followed by redissolution and selective precipitation | High recovery; Simple process flowsheet; Low chemical consumption; Can be integrated with existing AMD treatment systems. | AMD containing several ppm of REEs with a large volume may be difficult to find. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, W.; Noble, A.; Yang, X.; Honaker, R. A Comprehensive Review of Rare Earth Elements Recovery from Coal-Related Materials. Minerals 2020, 10, 451. https://doi.org/10.3390/min10050451
Zhang W, Noble A, Yang X, Honaker R. A Comprehensive Review of Rare Earth Elements Recovery from Coal-Related Materials. Minerals. 2020; 10(5):451. https://doi.org/10.3390/min10050451
Chicago/Turabian StyleZhang, Wencai, Aaron Noble, Xinbo Yang, and Rick Honaker. 2020. "A Comprehensive Review of Rare Earth Elements Recovery from Coal-Related Materials" Minerals 10, no. 5: 451. https://doi.org/10.3390/min10050451
APA StyleZhang, W., Noble, A., Yang, X., & Honaker, R. (2020). A Comprehensive Review of Rare Earth Elements Recovery from Coal-Related Materials. Minerals, 10(5), 451. https://doi.org/10.3390/min10050451