
Enhanced Flotation Recovery of Fine Molybdenite Particles Using a Coal Tar-Based Collector



Abstract
:1. Introduction
2. Materials and Methods
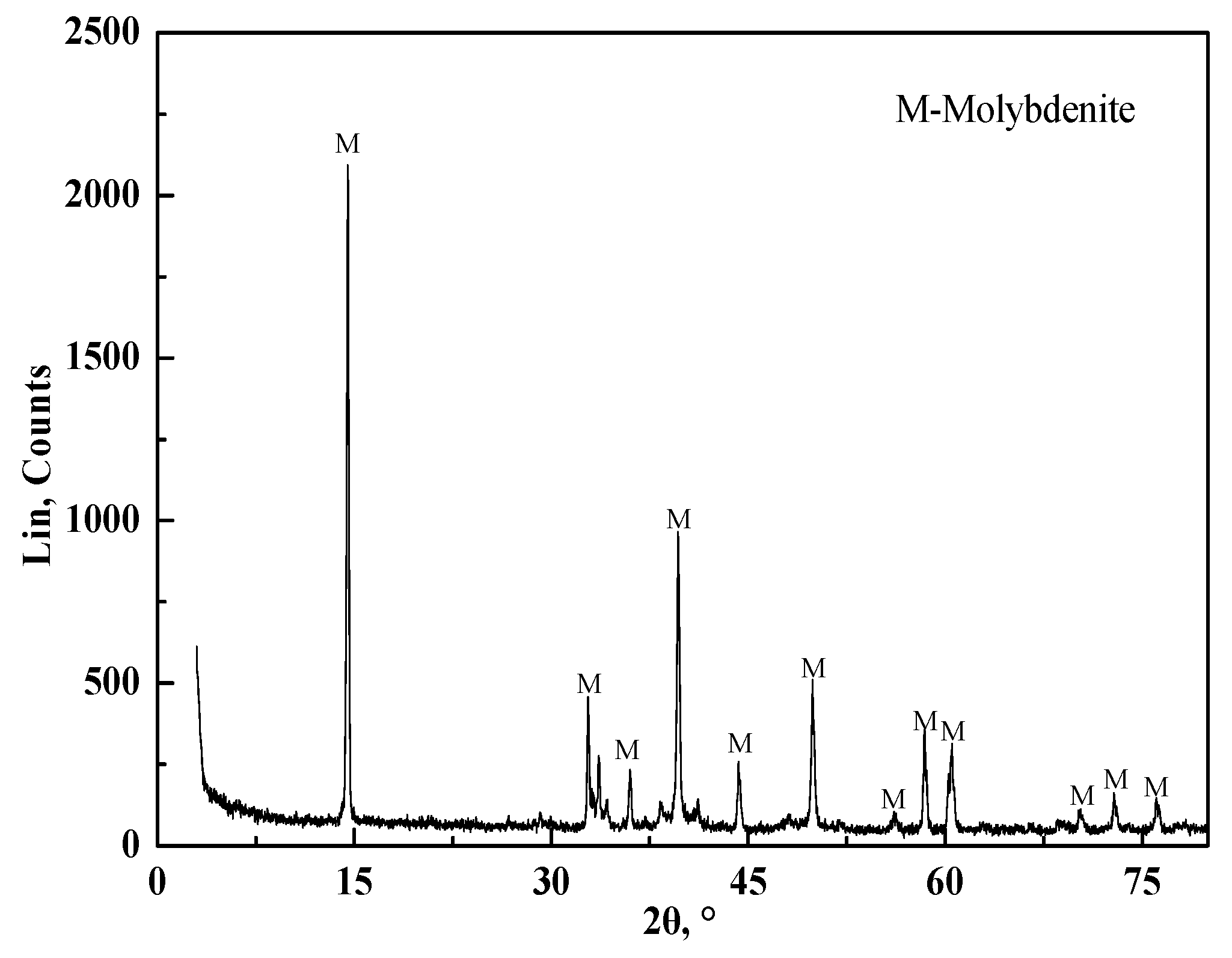
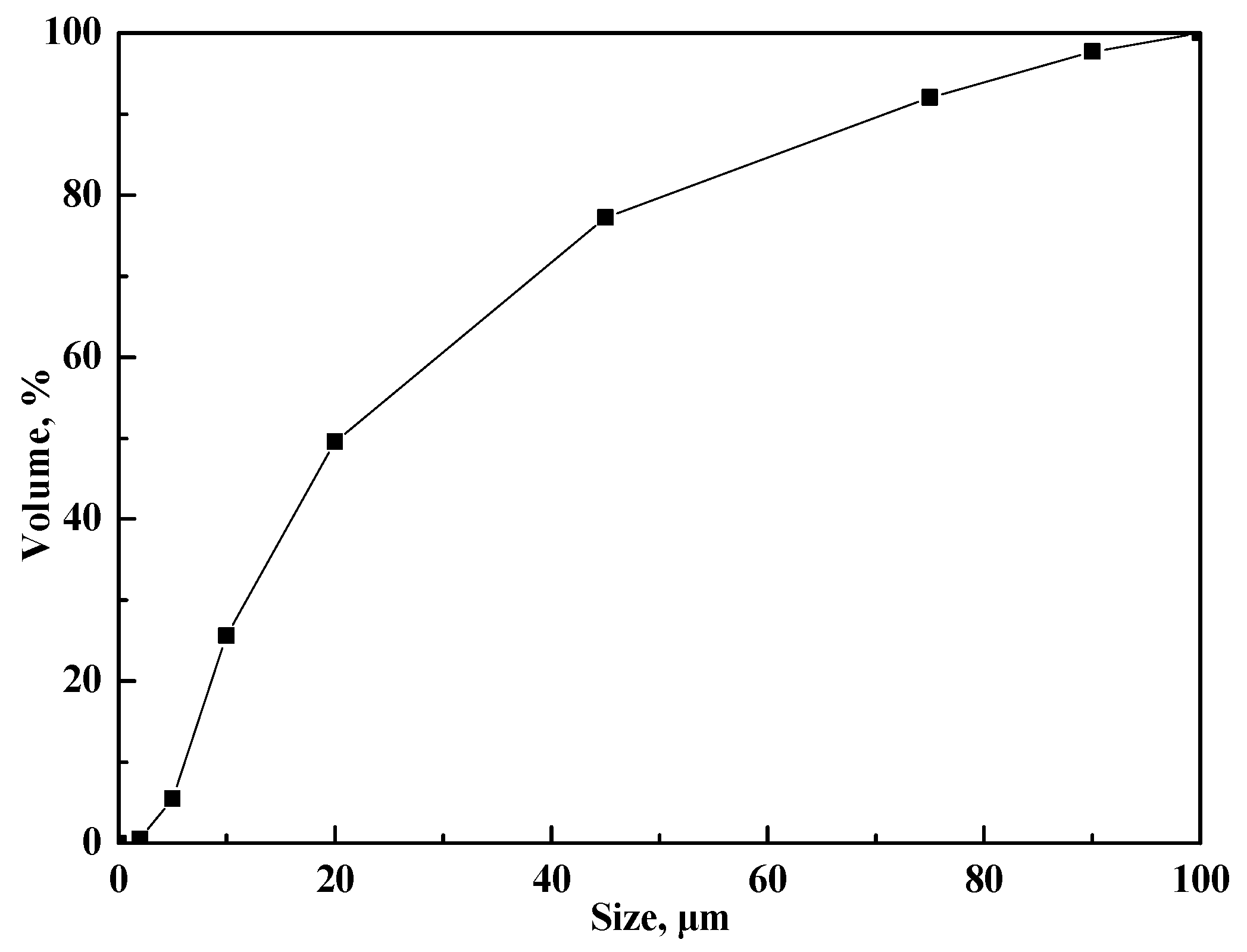
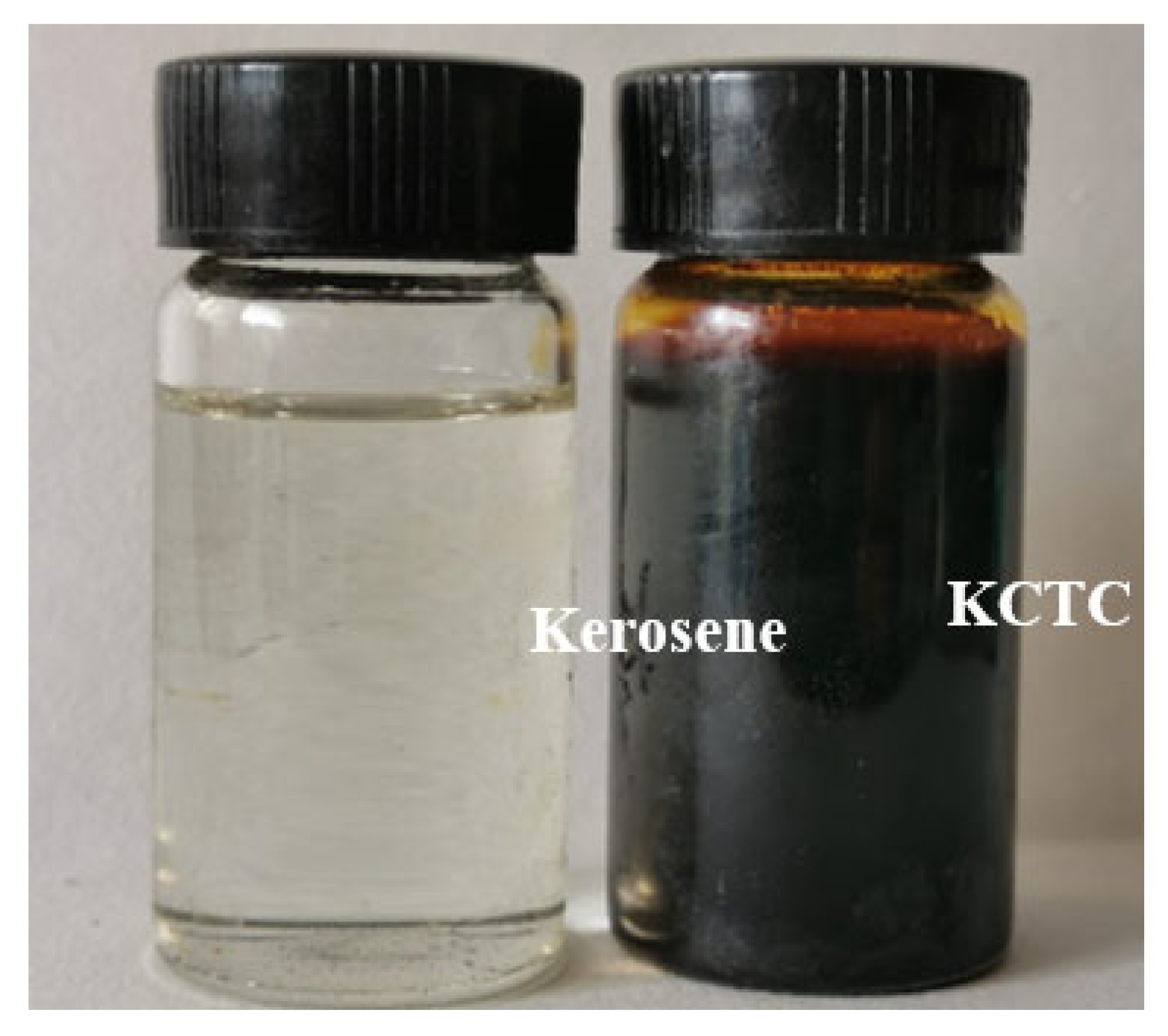
2.1. Materials
2.2. Flotation Experiments
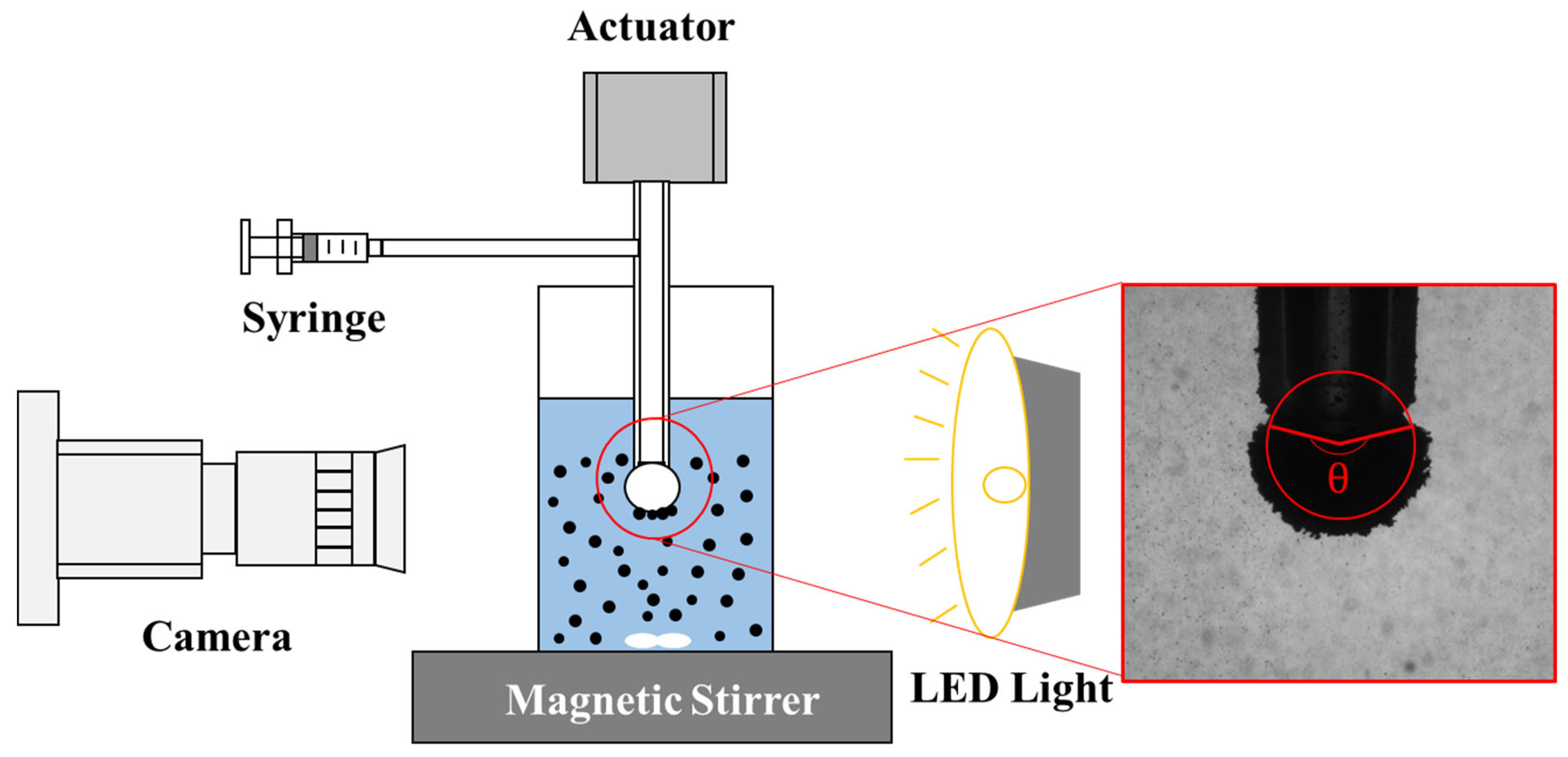
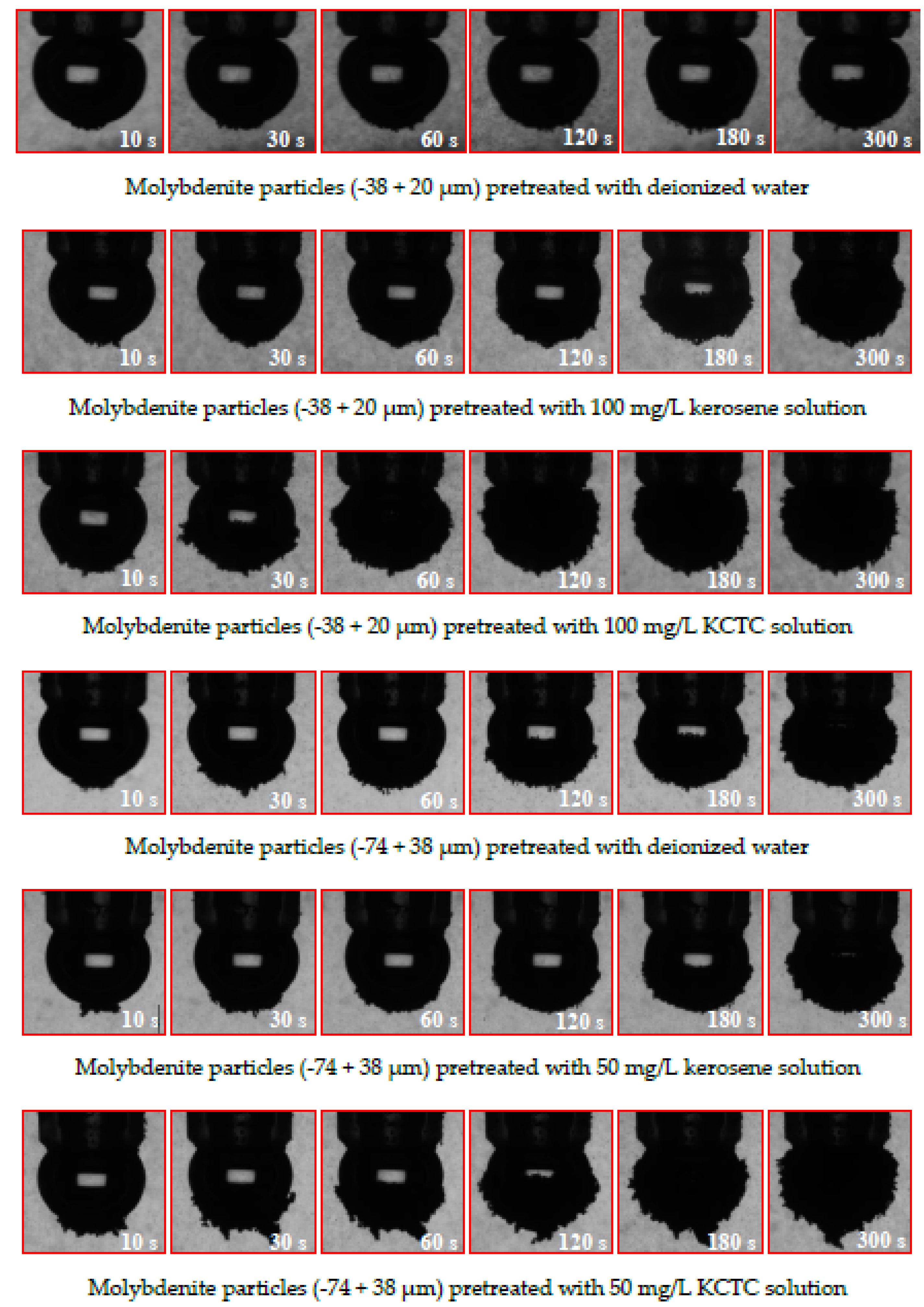
2.3. Bubble-Particle Attachment Experiments
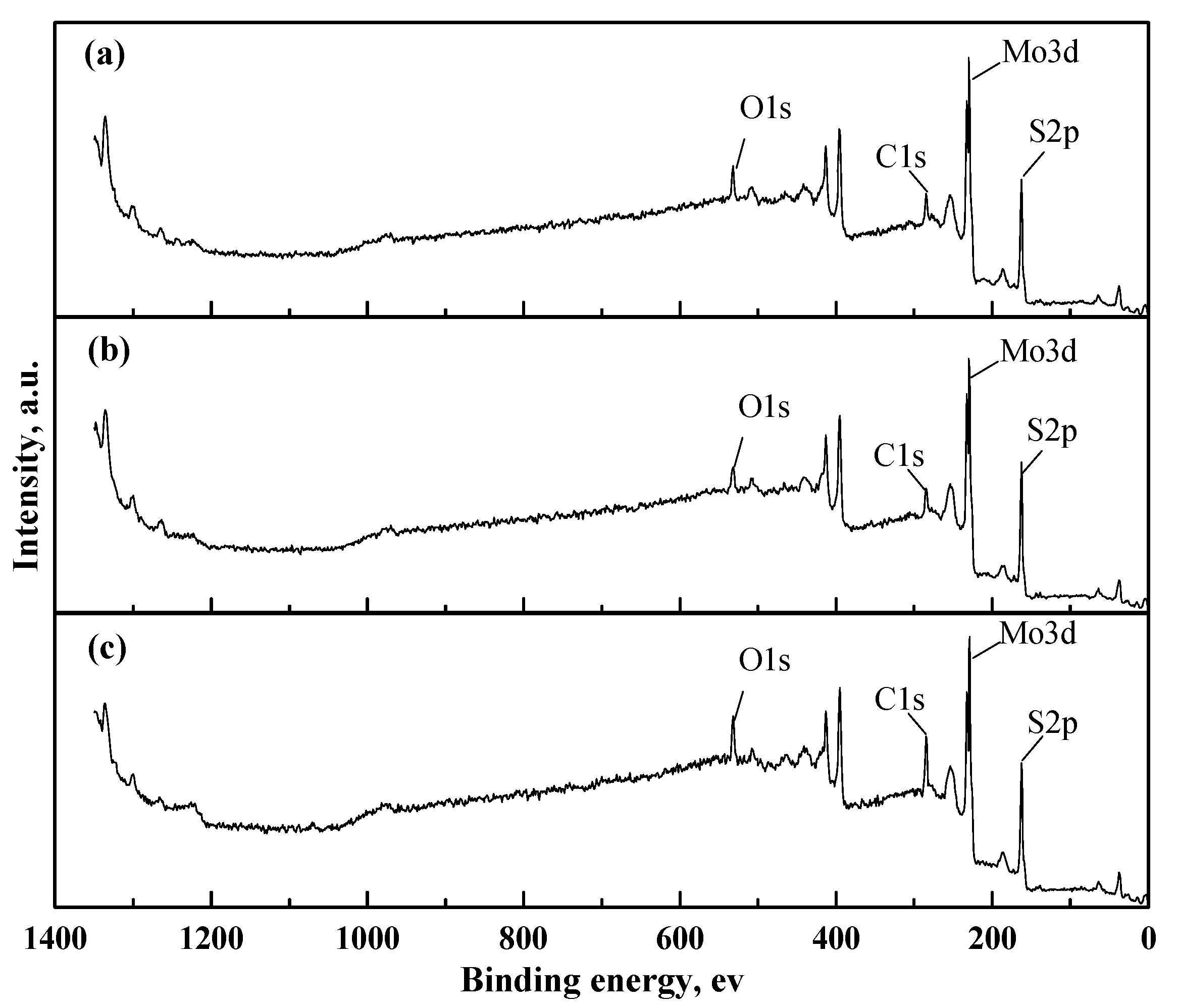
2.4. X-ray Photoelectron Spectroscopy (XPS)
2.5. Adsorption Measurement
3. Results and Discussion
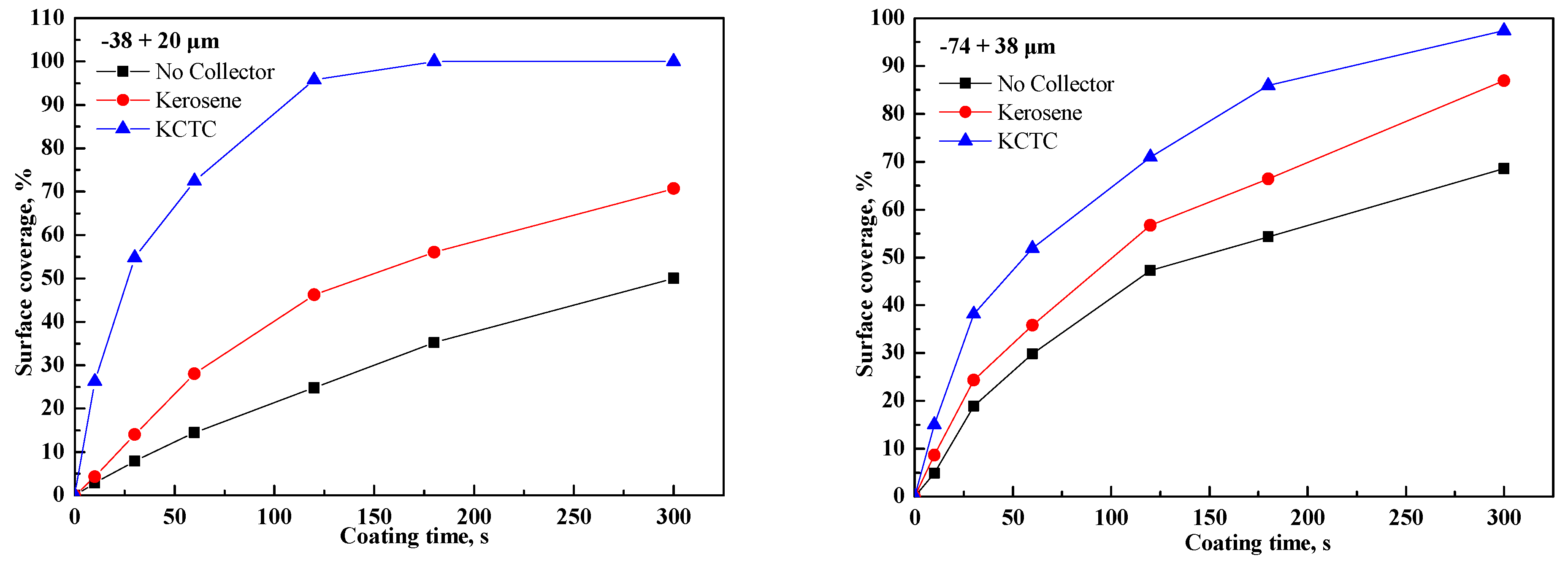
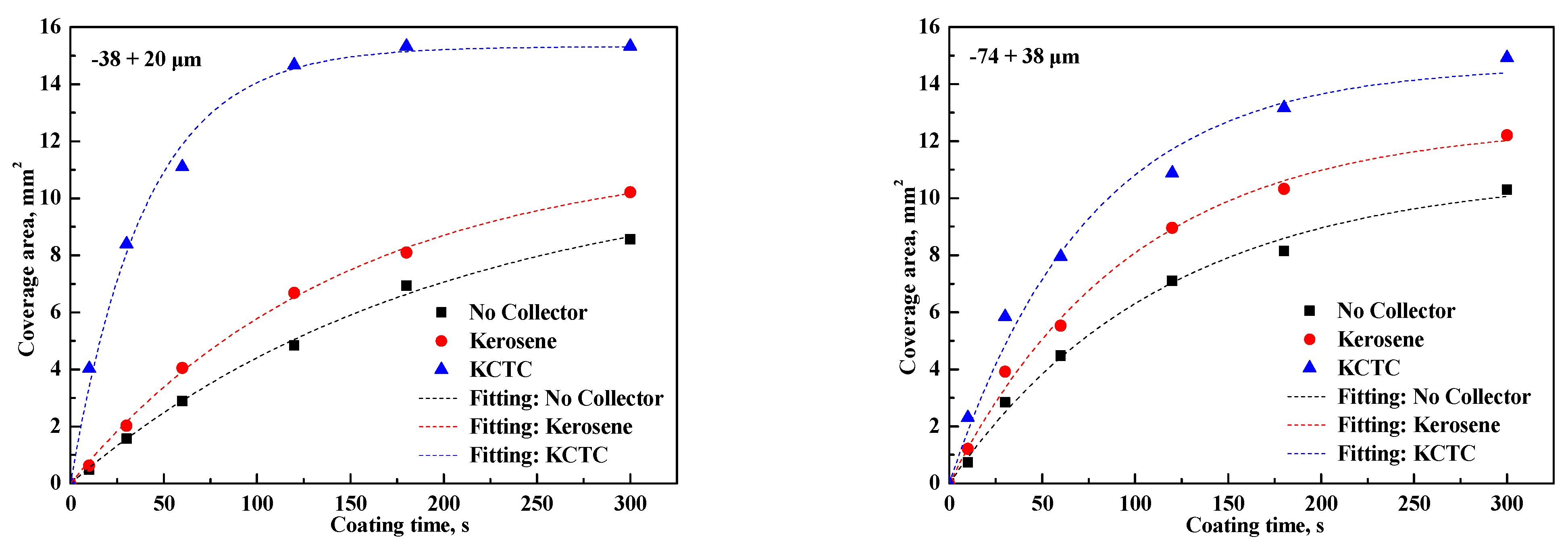
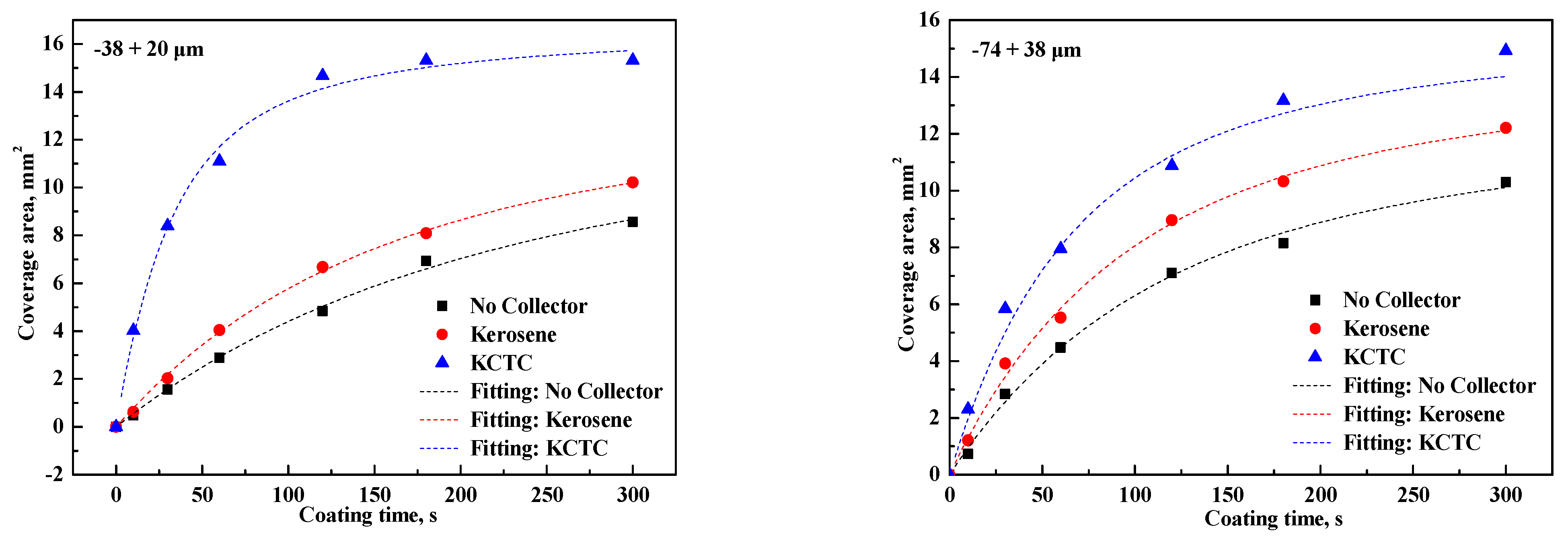
3.1. Bubble-Particle Attachment Analysis
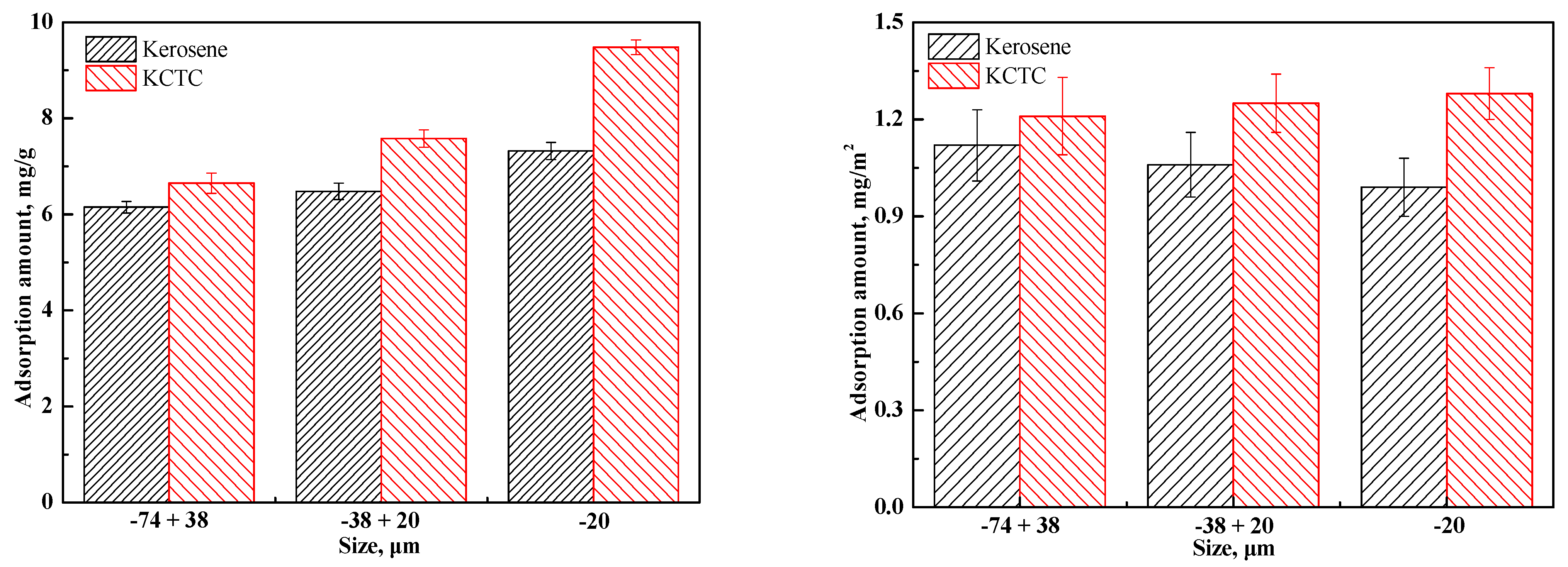
3.2. Adsorption of Kerosene and KCTC on Molybdenite Particles
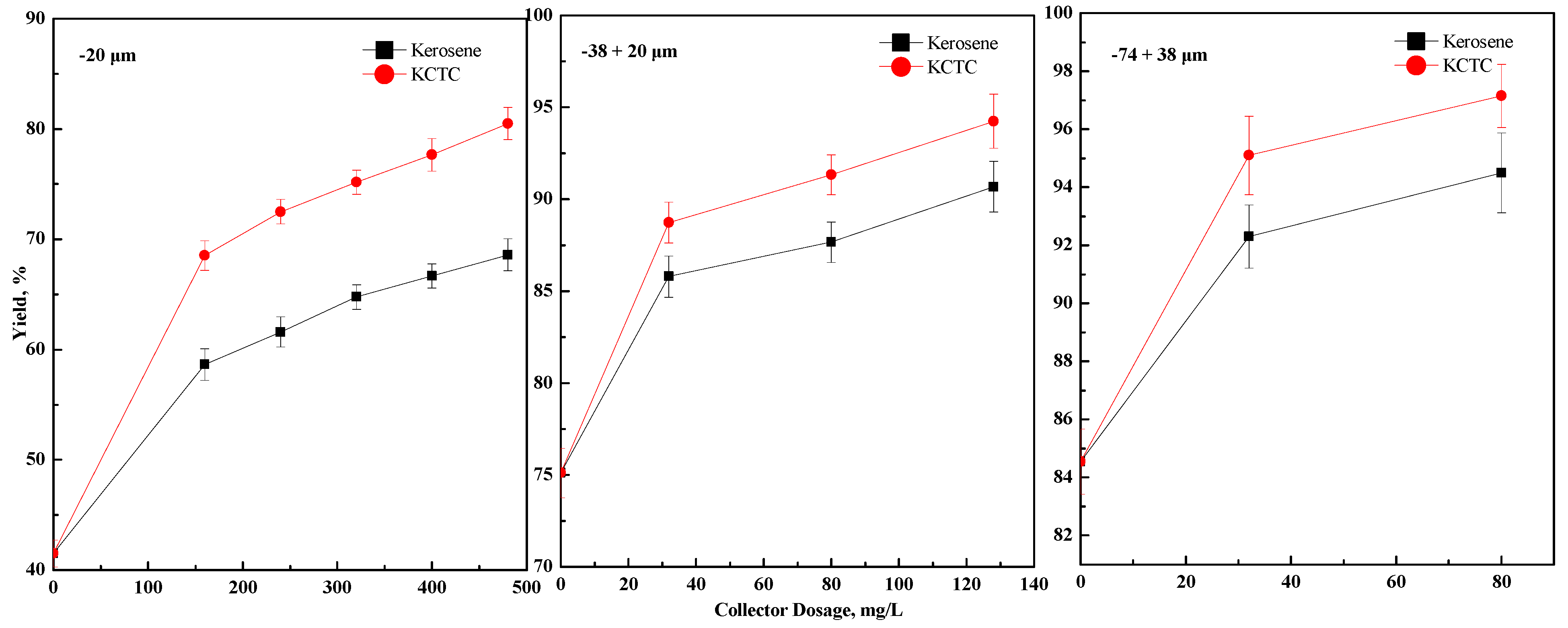
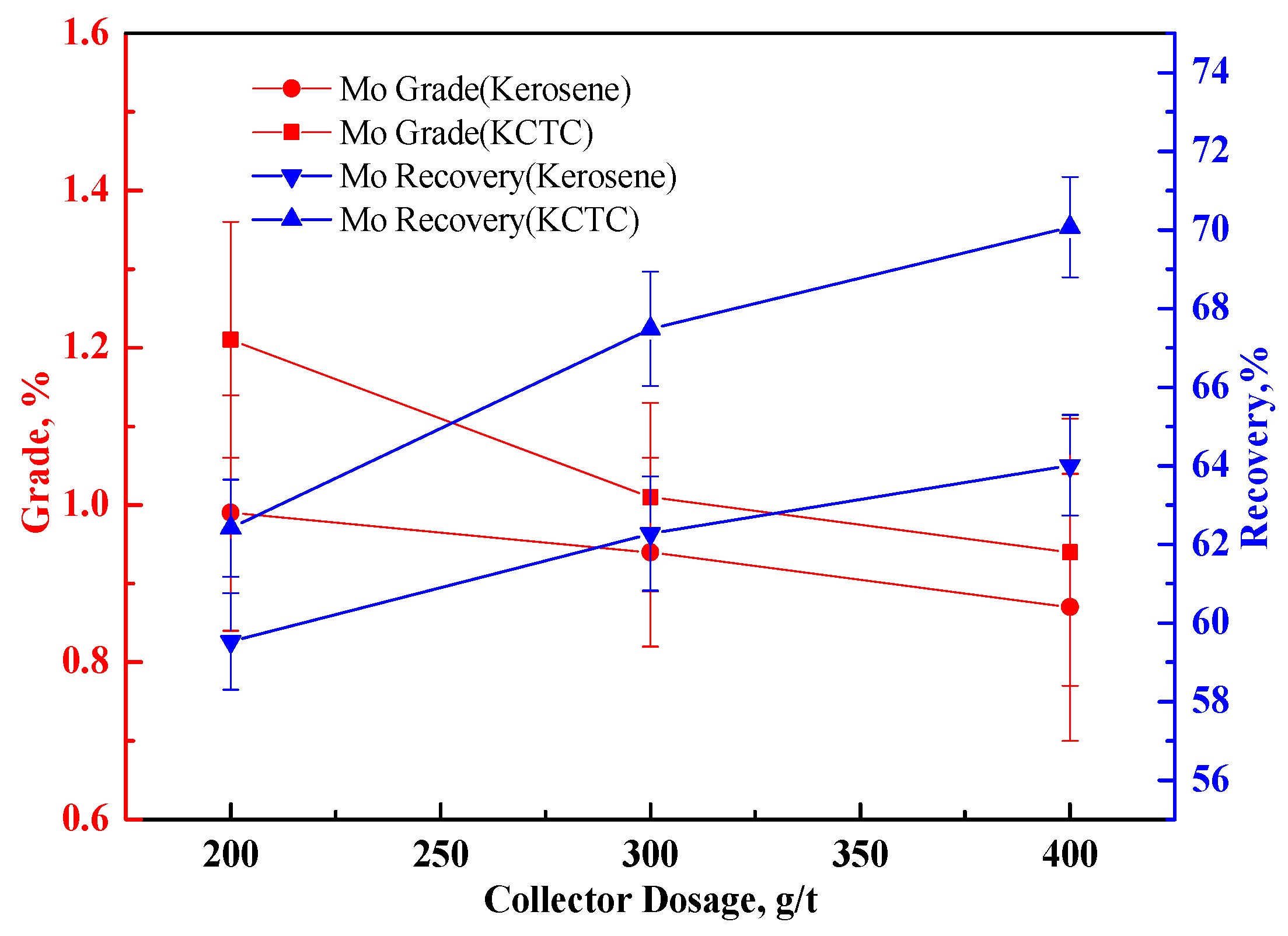
3.3. Flotation Results
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Li, H.; He, T.; Wan, H.; Han, Y.; Guo, Y.; Jin, J. Insights into Selection of the Auxiliary Collector and Its Applicability Analysis for Improving Molybdenite Flotation. Minerals 2021, 11, 528. [Google Scholar] [CrossRef]
- Yin, Z.; Sun, W.; Hu, Y.; Liu, R.; Jiang, W.; Zhang, C.; Guan, Q.; Zhang, C. Synthesis of acetic acid- (hydrazinylthioxomethyl)thio -sodium and its application on the flotation separation of molybdenite from galena. J. Ind. Eng. Chem. 2017, 52, 82–88. [Google Scholar] [CrossRef]
- Bulatovic, S. Handbook of Flotation Reagents: Chemistry, Theory and Practice: Flotation of Sulfide Ores; Elsevier Science & Technology: Amsterdam, The Netherlands, 2007. [Google Scholar]
- Liu, G.; Lu, Y.; Zhong, H.; Cao, Z.; Xu, Z. A novel approach for preferential flotation recovery of molybdenite from a porphyry copper-molybdenum ore. Miner. Eng. 2012, 36–38, 37–44. [Google Scholar] [CrossRef]
- Park, I.; Hong, S.; Jeon, S.; Ito, M.; Hiroyoshi, N. A Review of Recent Advances in Depression Techniques for Flotation Separation of Cu-Mo Sulfides in Porphyry Copper Deposits. Metals 2020, 10, 1269. [Google Scholar] [CrossRef]
- Castro, S.; Lopez-Valdivieso, A.; Laskowski, J. Review of the flotation of molybdenite. Part I: Surface properties and floatability. Int. J. Miner. Process. 2016, 148, 48–58. [Google Scholar] [CrossRef]
- Castillo, I.; Gutierrez, L.; Hernandez, V.; Diaz, E.; Ramirez, A. Hemicelluloses monosaccharides and their effect on molybdenite flotation. Powder Technol. 2020, 373, 758–764. [Google Scholar] [CrossRef]
- Li, S.; Gao, L.; Wang, J.; Zhou, H.; Liao, Y.; Xing, Y.; Gui, X.; Cao, Y. Polyethylene oxide assisted separation of molybdenite from quartz by flotation. Miner. Eng. 2021, 162, 106765. [Google Scholar] [CrossRef]
- Li, S.; Ma, X.; Wang, J.; Xing, Y.; Gui, X.; Cao, Y. Effect of polyethylene oxide on flotation of molybdenite fines. Miner. Eng. 2020, 146, 106146. [Google Scholar] [CrossRef]
- Lin, Q.; Gu, G.; Wang, H.; Liu, Y.; Fu, J.; Wang, C. Flotation mechanisms of molybdenite fines by neutral oils. Int. J. Miner. Met. Mater. 2018, 25, 1–10. [Google Scholar] [CrossRef]
- Kainuma, Y.; Uyeda, R. On the Structure of Adsorbed Organic Long-Chain Molecules on the Clevage Surface of Molybdenite. J. Phys. Soc. Jpn. 1950, 5, 199–200. [Google Scholar] [CrossRef]
- Groszek, A. Preferential Adsorption of Long-chain Normal Paraffins on MoS2, WS2 and Graphite from n-Heptane. Nature 1964, 204, 680. [Google Scholar] [CrossRef]
- Zanin, M.; Ametov, I.; Grano, S.; Zhou, L.; Skinner, W. A study of mechanisms affecting molybdenite recovery in a bulk copper/molybdenum flotation circuit. Int. J. Miner. Process. 2009, 93, 256–266. [Google Scholar] [CrossRef]
- Hosseini, S.; Forssberg, E. Physicochemical studies of smithsonite flotation using mixed anionic/cationic collector. Miner. Eng. 2007, 20, 621–624. [Google Scholar] [CrossRef]
- Shu, K.; Xu, L.; Wu, H.; Xu, Y.; Luo, L.; Yang, J.; Tang, Z.; Wang, Z. In Situ Adsorption of Mixed Anionic/Cationic Collectors in a Spodumene-Feldspar Flotation System: Implications for Collector Design. Langmuir 2020, 36, 8086–8099. [Google Scholar] [CrossRef]
- Wang, J.; Gao, Z.; Gao, Y.; Hu, Y.; Sun, W. Flotation separation of scheelite from calcite using mixed cationic/anionic collectors. Miner. Eng. 2016, 98, 261–263. [Google Scholar] [CrossRef]
- Xu, L.; Jiao, F.; Jia, W.; Pan, Z.; Hu, C.; Qin, W. Selective flotation separation of spodumene from feldspar using mixed anionic/nonionic collector. Colloids Surf. A Physicochem. Eng. Asp. 2020, 594, 124605. [Google Scholar] [CrossRef]
- Wei, Q.; Feng, L.; Dong, L.; Jiao, F.; Qin, W. Selective co-adsorption mechanism of a new mixed collector on the flotation separation of lepidolite from quartz. Colloids Surf. A Physicochem. Eng. Asp. 2021, 612, 125973. [Google Scholar] [CrossRef]
- He, T.; Li, H.; Jin, J.; Peng, Y.; Wang, Y.; Wan, H. Improving fine molybdenite flotation using a combination of aliphatic hydrocarbon oil and polycyclic aromatic hydrocarbon. Results Phys. 2019, 12, 1050–1055. [Google Scholar] [CrossRef]
- Li, Y.; Xia, W.; Peng, Y.; Xie, G. A novel coal tar-based collector for effective flotation cleaning of low rank coal. J. Clean. Prod. 2020, 273, 123172. [Google Scholar] [CrossRef]
- Sun, L.; Xing, Y.; Yang, H.; Cao, Y.; Gui, X. A New Experimental Approach to Evaluate Coal Particles Floatability: Bubble-Particle Attachment and Detachment Kinetics. ACS Omega 2020, 5, 16733–16738. [Google Scholar] [CrossRef]
- Wu, J.; Chen, L.; Zheng, N.; Sun, Z. Experimental investigation of the attachment of unburned carbon in coal fly ash to a stationary air bubble in aqueous solutions. Fuel 2021, 285, 119080. [Google Scholar] [CrossRef]
- Chu, P.; Mirnezami, M.; Finch, J. Quantifying particle pick up at a pendant bubble: A study of non-hydrophobic particle–bubble interaction. Miner. Eng. 2014, 55, 162–164. [Google Scholar] [CrossRef]
- Nikolaev, A. Flotation recovery of toner containing iron oxide from water suspension. Miner. Eng. 2019, 144, 106027. [Google Scholar] [CrossRef]
- Wang, P.; Reyes, F.; Cilliers, J.; Brito-Parada, P. Evaluation of collector performance at the bubble-particle scale. Miner. Eng. 2020, 147, 106140. [Google Scholar] [CrossRef]
- Zhu, C.; Xing, Y.; Xia, Y.; Wang, Y.; Li, G.; Gui, X. Flotation intensification of low-rank coal using a new compound collector. Powder Technol. 2020, 370, 197–205. [Google Scholar] [CrossRef]
- Miki, H.; Hirajima, T.; Muta, Y.; Suyantara, G.; Sasaki, K. Effect of Sodium Sulfite on Floatability of Chalcopyrite and Molybdenite. Minerals 2018, 8, 172. [Google Scholar] [CrossRef] [Green Version]
- Lin, S.; Liu, R.; Sun, W.; Hu, Y.; Han, H. Effect of H2O2 on the Separation of Mo-Bi-Containing Ore by Flotation. Minerals 2018, 8, 402. [Google Scholar] [CrossRef] [Green Version]
- Yin, Z.; Sun, W.; Hu, Y.; Zhang, C.; Guan, Q.; Zhang, C. Separation of Molybdenite from Chalcopyrite in the Presence of Novel Depressant 4-Amino-3-thioxo-3,4dihydro-1,2,4-triazin-5(2H)-one. Minerals 2017, 7, 146. [Google Scholar] [CrossRef] [Green Version]
- Xing, Y.; Xu, M.; Guo, F.; Luo, J.; Zhang, Y.; Cao, Y.; Gui, X. Role of different types of clay in the floatability of coal: Induction time and bubble-particle attachment kinetics analysis. Powder Technol. 2019, 344, 814–818. [Google Scholar] [CrossRef]
- Yang, H.; Xing, Y.; Sun, L.; Cao, Y.; Gui, X. Kinetics of bubble-particle attachment and detachment at a single-bubble scale. Powder Technol. 2020, 370, 251–258. [Google Scholar] [CrossRef]
- Ofori, P.; O’Brien, G.; Hapugoda, P.; Firth, B. Distributed flotation kinetics models–A new implementation approach for coal flotation. Miner. Eng. 2014, 66–68, 77–83. [Google Scholar] [CrossRef]
- Wan, H.; Yi, P.; Qu, J.; Bu, X.; Yang, W.; Li, H. Adsorption Behaviors of Straight-Chain Alkanes on a Molybdenite 001/100 Surface: A Molecular Dynamics Study. Minerals 2021, 11, 489. [Google Scholar] [CrossRef]
- Yang, B.; Song, S.; Lopez-Valdivieso, A. Effect of Particle Size on the Contact Angle of Molybdenite Powders. Miner. Process. Extr. Met. Rev. 2013, 35, 208–215. [Google Scholar] [CrossRef]
- Li, W.; Li, Y.; Wei, Z.; Xiao, Q.; Song, S. Fundamental Studies of SHMP in Reducing Negative Effects of Divalent Ions on Molybdenite Flotation. Minerals 2018, 8, 404. [Google Scholar] [CrossRef] [Green Version]
- Xing, Y.; Li, C.; Gui, X.; Cao, Y. Interaction Forces between Paraffin/Stearic Acid and Fresh/Oxidized Coal Particles Measured by Atomic Force Microscopy. Energy Fuels 2017, 31, 3305–3312. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Mo | S | SiO2 | Fe2O3 |
|---|---|---|---|---|
| Amount (%) | 59.4 | 39.69 | 0.79 | 0.12 |
| Mo | Fe | S | P | Zn | CaF2 | CaO | Al2O3 |
|---|---|---|---|---|---|---|---|
| 0.048 | 3.98 | 0.20 | 0.03 | 0.03 | 0.47 | 12.37 | 7.89 |
| SiO2 | K2O | Na2O | MnO2 | TiO2 | MgO | Pb | C |
| 50.50 | 4.39 | 0.54 | 0.51 | 0.28 | 10.49 | 0.012 | 0.77 |
| Model | Samples | Sp∞ | ka | R2 |
|---|---|---|---|---|
| Classical first-order model | −38 + 20 μm (No collector) | 11.07 | 0.0051 | 0.9973 |
| −38 + 20 μm (Kerosene) | 11.66 | 0.0069 | 0.9986 | |
| −38 + 20 μm (KCTC) | 15.31 | 0.0250 | 0.9935 | |
| −74 + 38 μm (No collector) | 10.86 | 0.0087 | 0.9946 | |
| −74 + 38 μm (Kerosene) | 12.60 | 0.0103 | 0.9951 | |
| −74 + 38 μm (KCTC) | 14.65 | 0.0134 | 0.9852 | |
| First-order model with rectangular distribution | −38 + 20 μm (No collector) | 13.71 | 0.0083 | 0.9970 |
| −38 + 20 μm (Kerosene) | 14.12 | 0.0117 | 0.9986 | |
| −38 + 20 μm (KCTC) | 16.29 | 0.0526 | 0.9946 | |
| −74 + 38 μm (No collector) | 12.85 | 0.0154 | 0.9960 | |
| −74 + 38 μm Kerosene) | 14.73 | 0.0187 | 0.9964 | |
| −74 + 38 μm (KCTC) | 16.02 | 0.0268 | 0.9870 |
| Samples | C (%) | O (%) | Mo (%) | S (%) |
|---|---|---|---|---|
| MN | 21.04 | 15.19 | 20.05 | 43.72 |
| MK | 26.97 | 15.17 | 19.34 | 38.52 |
| MKC | 32.43 | 15.32 | 15.85 | 36.40 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chao, Y.; Li, S.; Gao, L.; Sun, L.; Li, L.; Chai, N.; Cao, Y. Enhanced Flotation Recovery of Fine Molybdenite Particles Using a Coal Tar-Based Collector. Minerals 2021, 11, 1439. https://doi.org/10.3390/min11121439
Chao Y, Li S, Gao L, Sun L, Li L, Chai N, Cao Y. Enhanced Flotation Recovery of Fine Molybdenite Particles Using a Coal Tar-Based Collector. Minerals. 2021; 11(12):1439. https://doi.org/10.3390/min11121439
Chicago/Turabian StyleChao, Yande, Shulei Li, Lihui Gao, Lijuan Sun, Lingni Li, Na Chai, and Yijun Cao. 2021. "Enhanced Flotation Recovery of Fine Molybdenite Particles Using a Coal Tar-Based Collector" Minerals 11, no. 12: 1439. https://doi.org/10.3390/min11121439
APA StyleChao, Y., Li, S., Gao, L., Sun, L., Li, L., Chai, N., & Cao, Y. (2021). Enhanced Flotation Recovery of Fine Molybdenite Particles Using a Coal Tar-Based Collector. Minerals, 11(12), 1439. https://doi.org/10.3390/min11121439