
Impact of Sodium Hexametaphosphate on the Flotation of Ultrafine Magnesite from Dolomite-Rich Desliming Tailings


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Reagents
2.3. Froth Flotation Experiments
2.4. Sedimentation Test
2.5. Dynamic Froth Analysis
2.6. Mineral Liberation Analysis and Quantitative Phase Detection
3. Results and Discussions
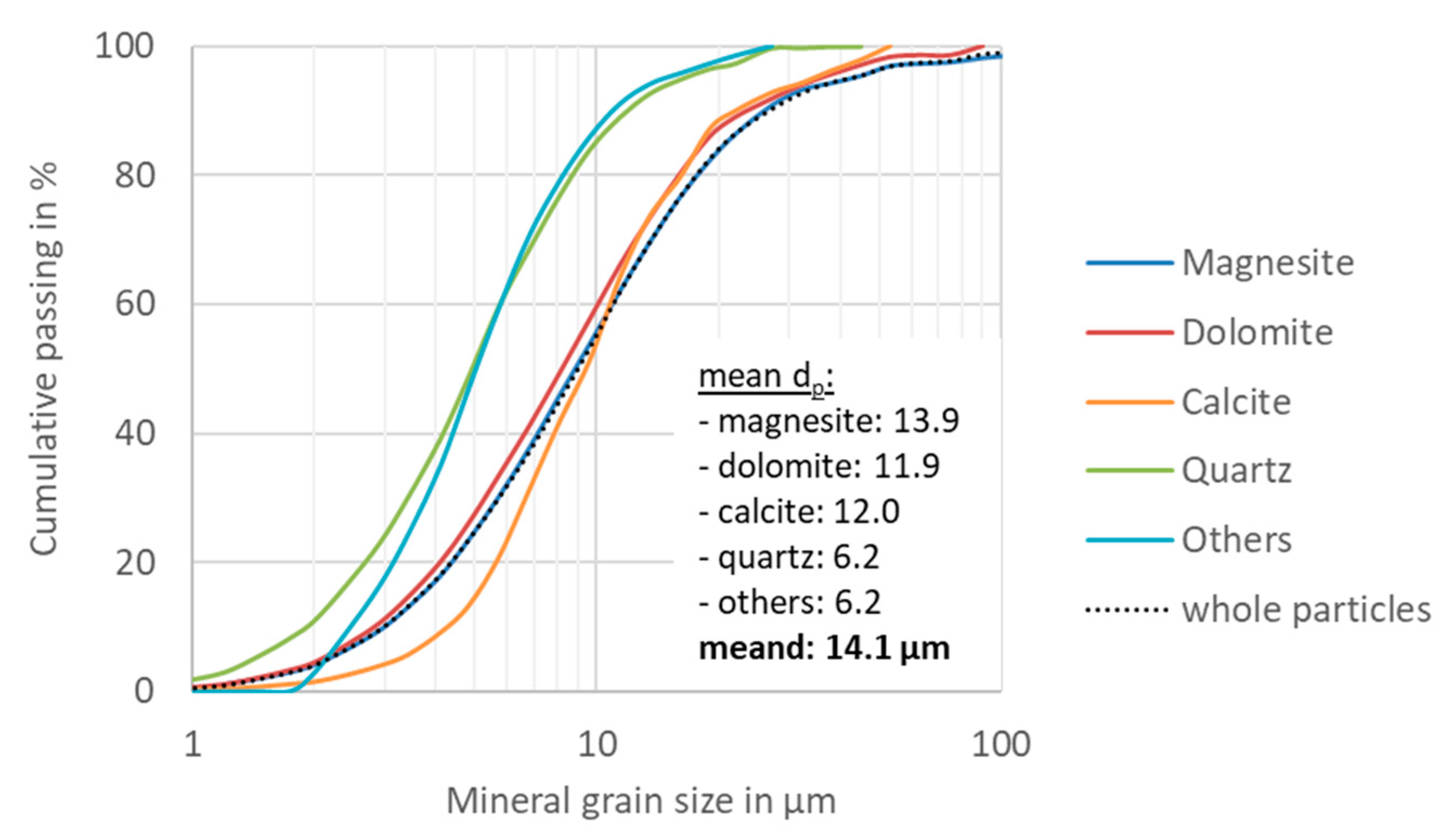
3.1. Particle and Grain Sizes
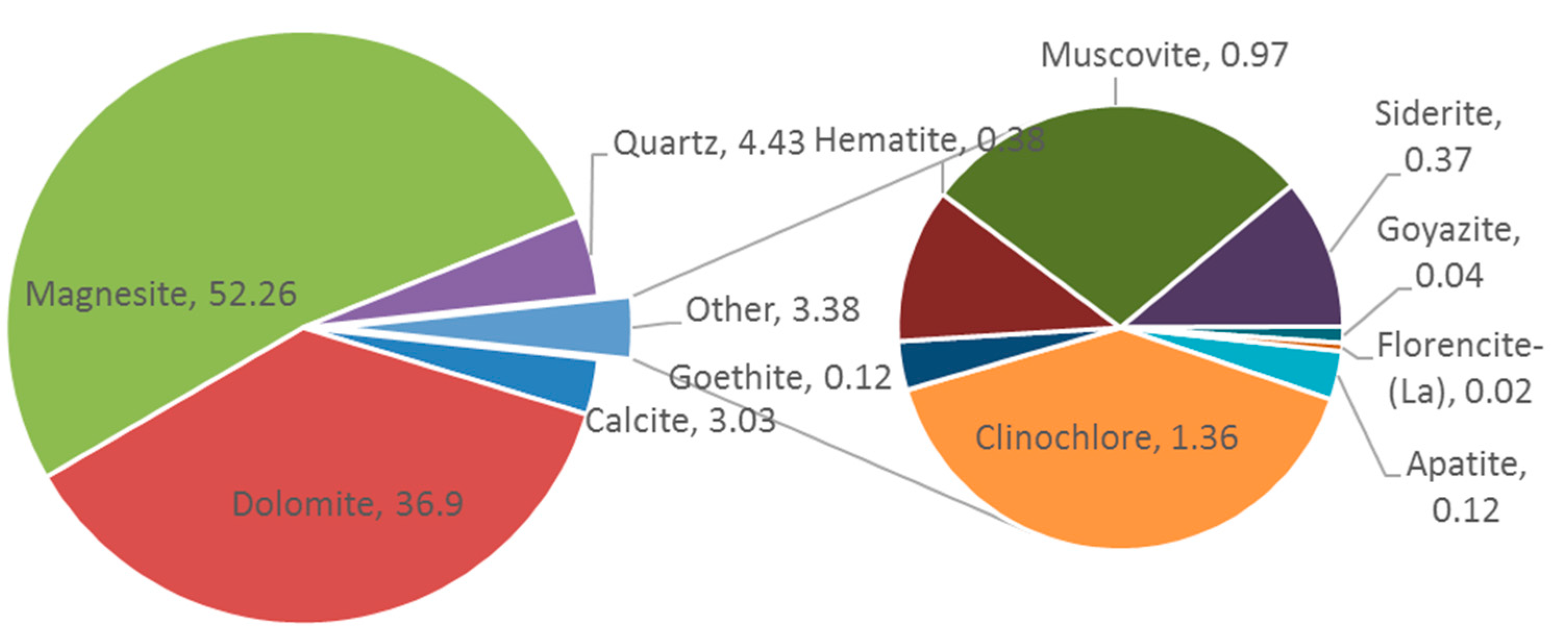
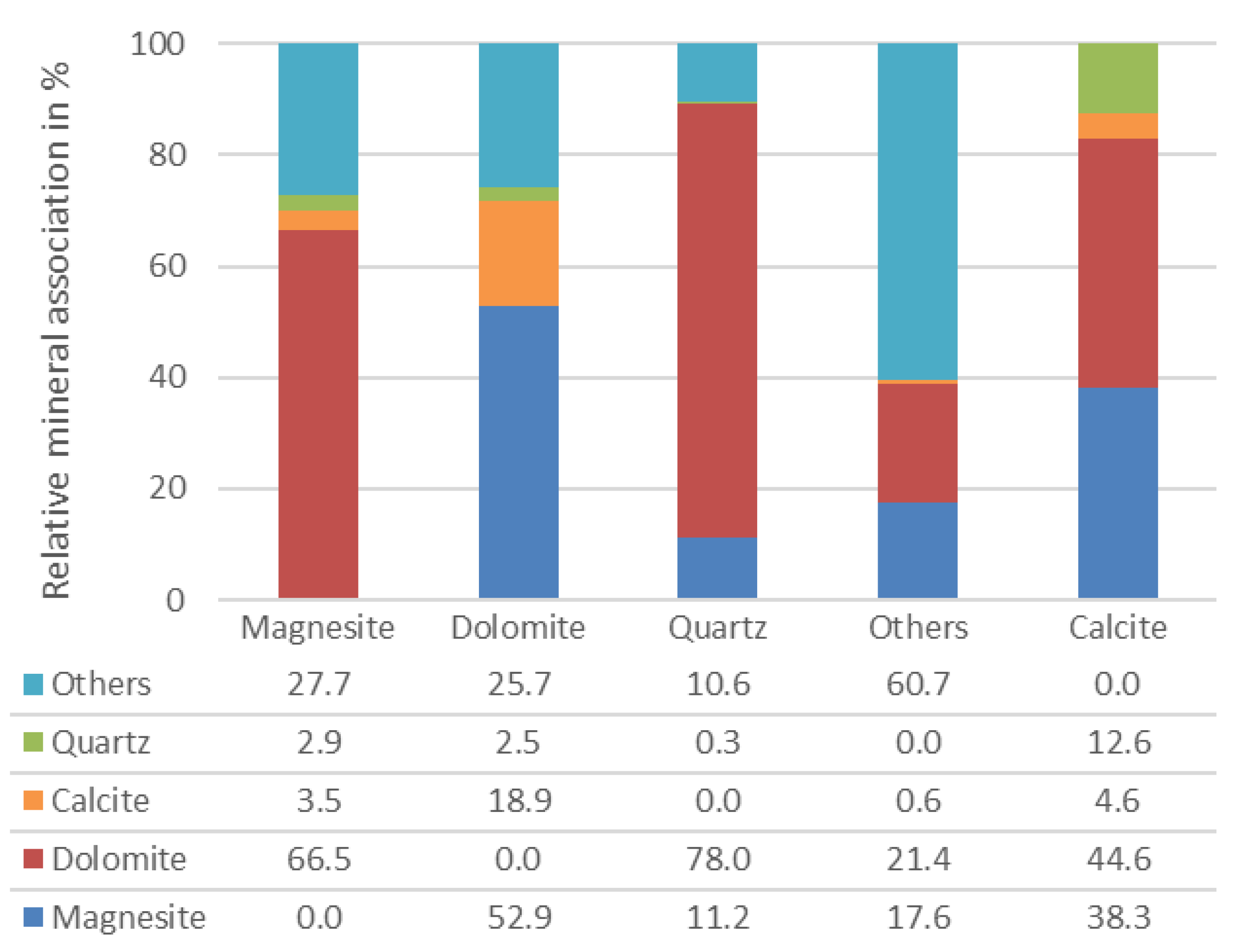
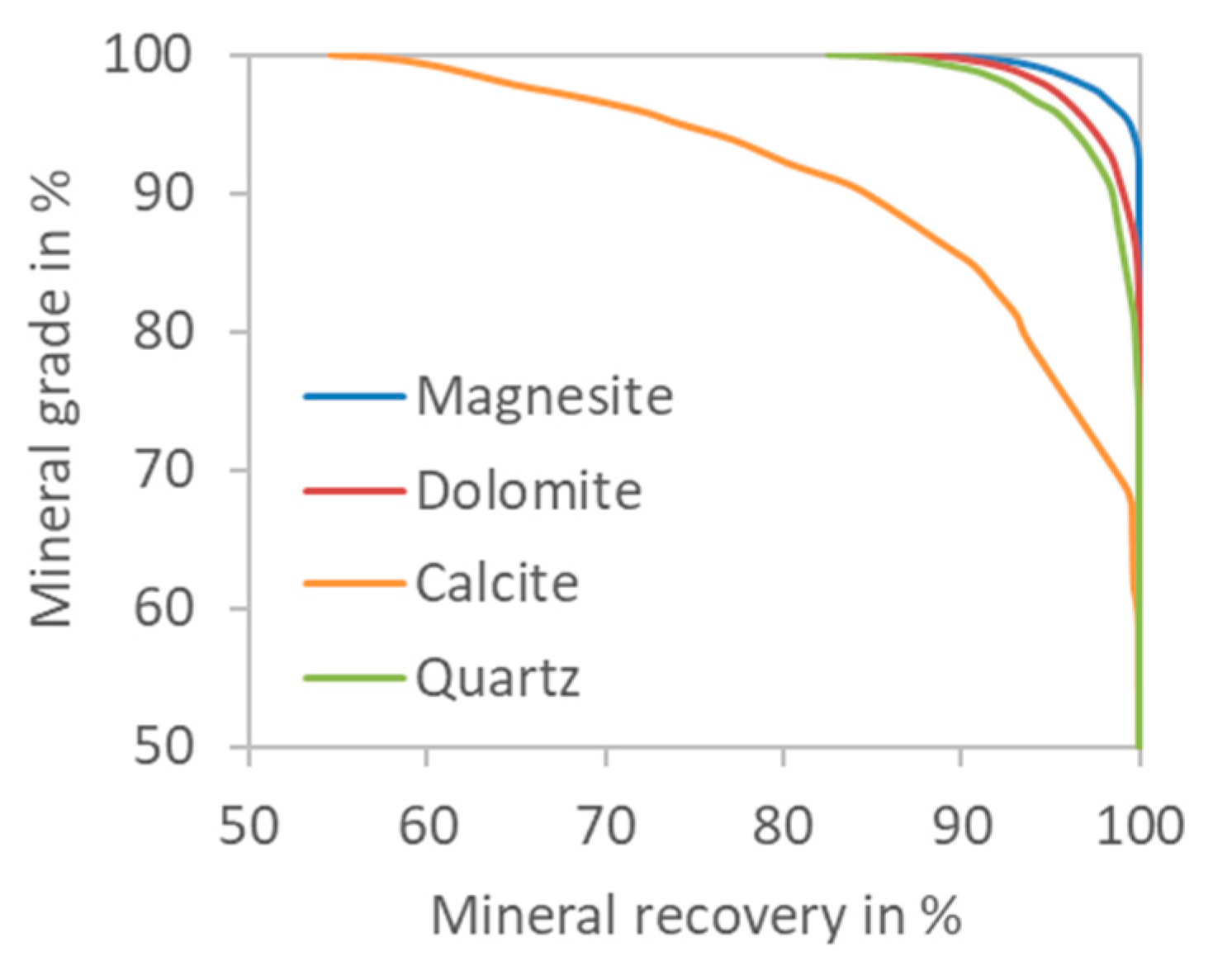
3.2. Mineral Composition and Liberation
3.3. Froth Properties
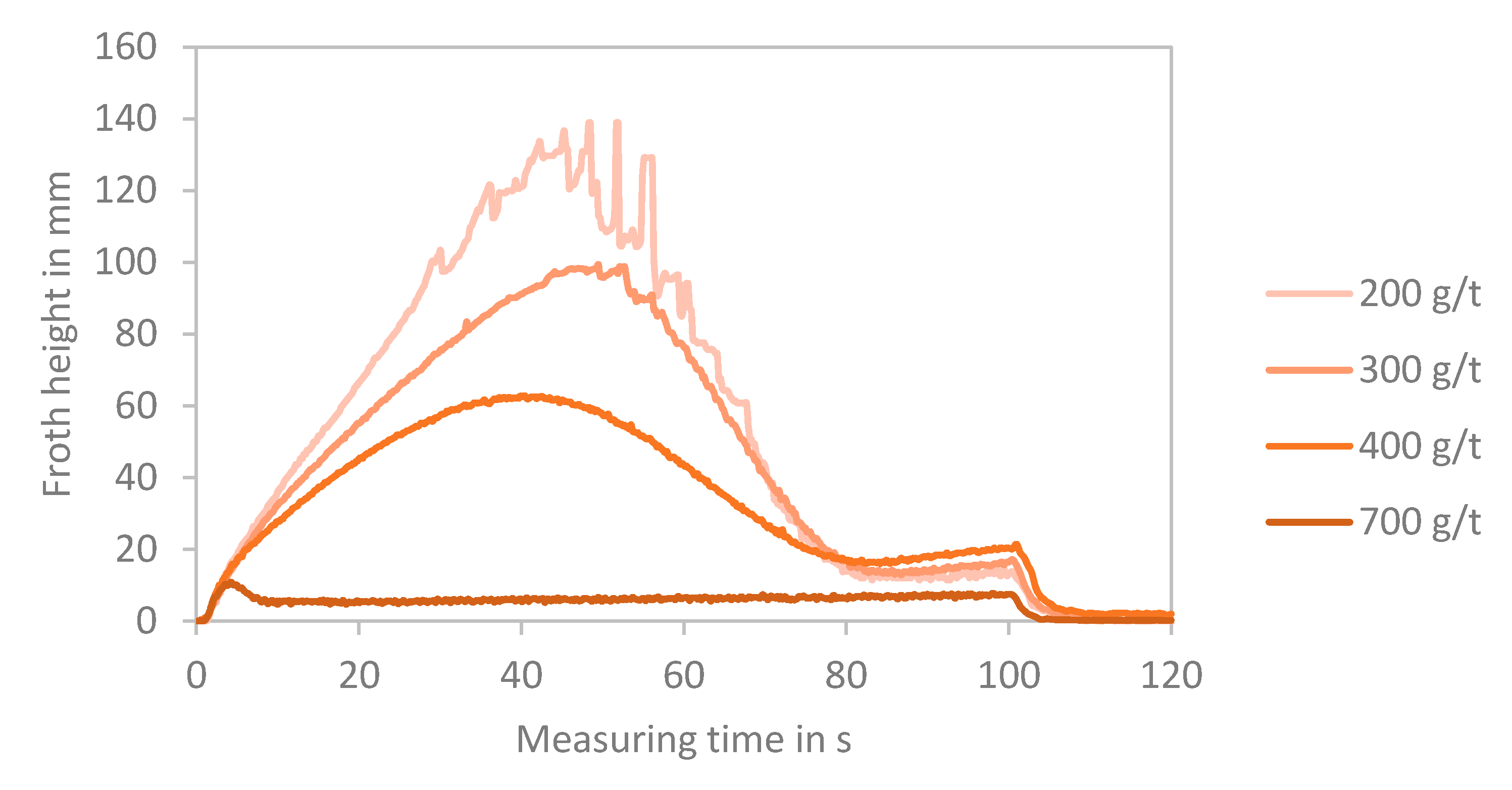
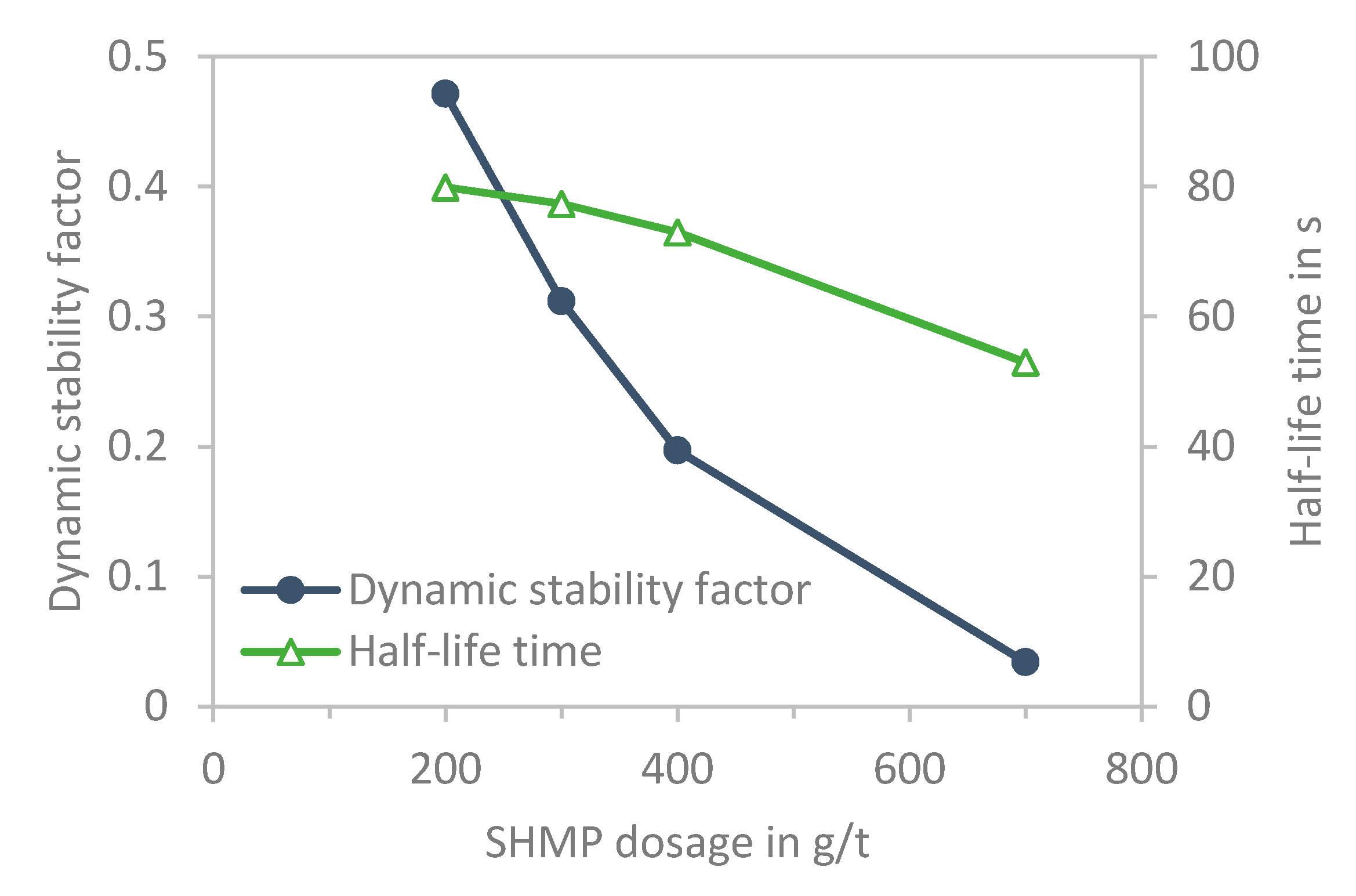
3.3.1. Frothing Ability and Froth Stability
3.3.2. Image Processing and Bubble Size Evaluation
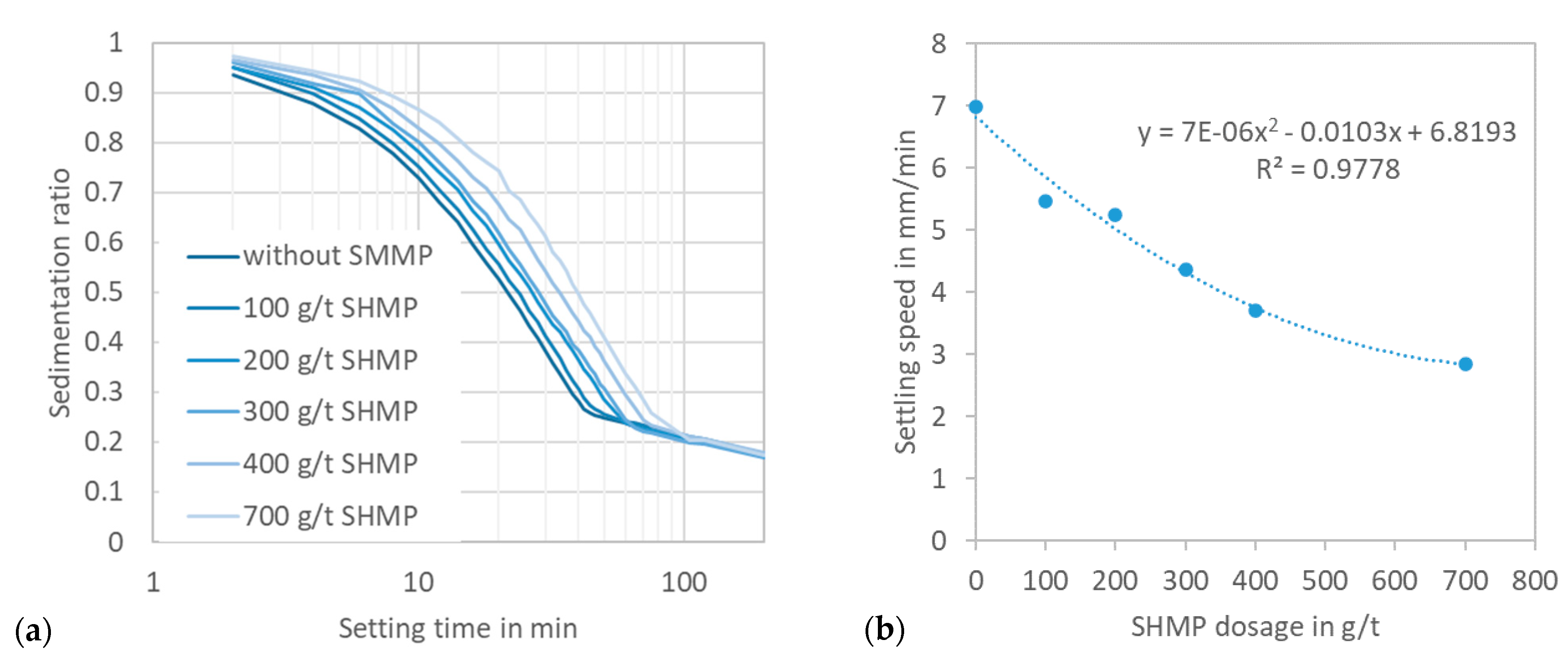
3.4. Effect of SHMP on the Sedimentation
3.5. Flotation Results
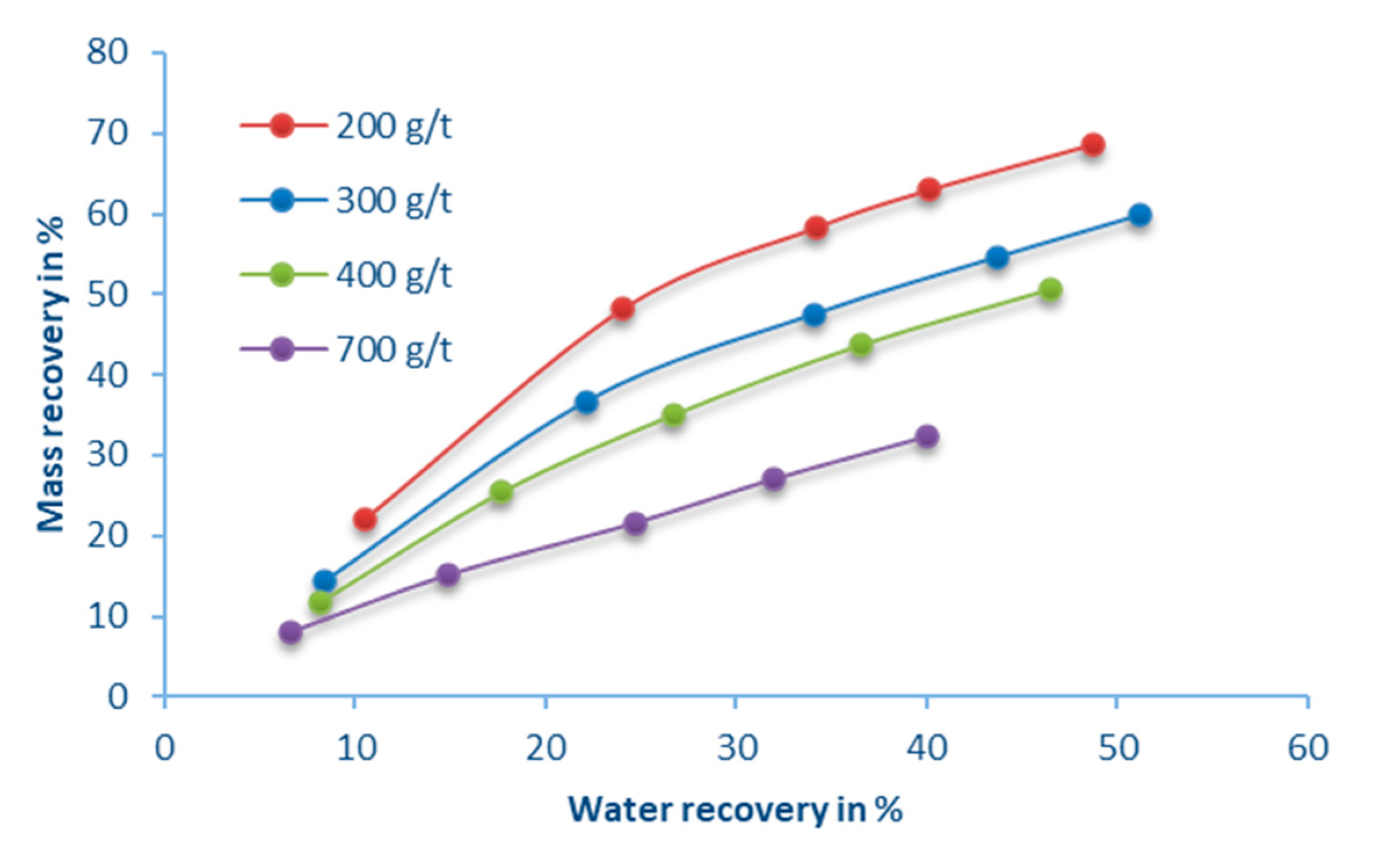
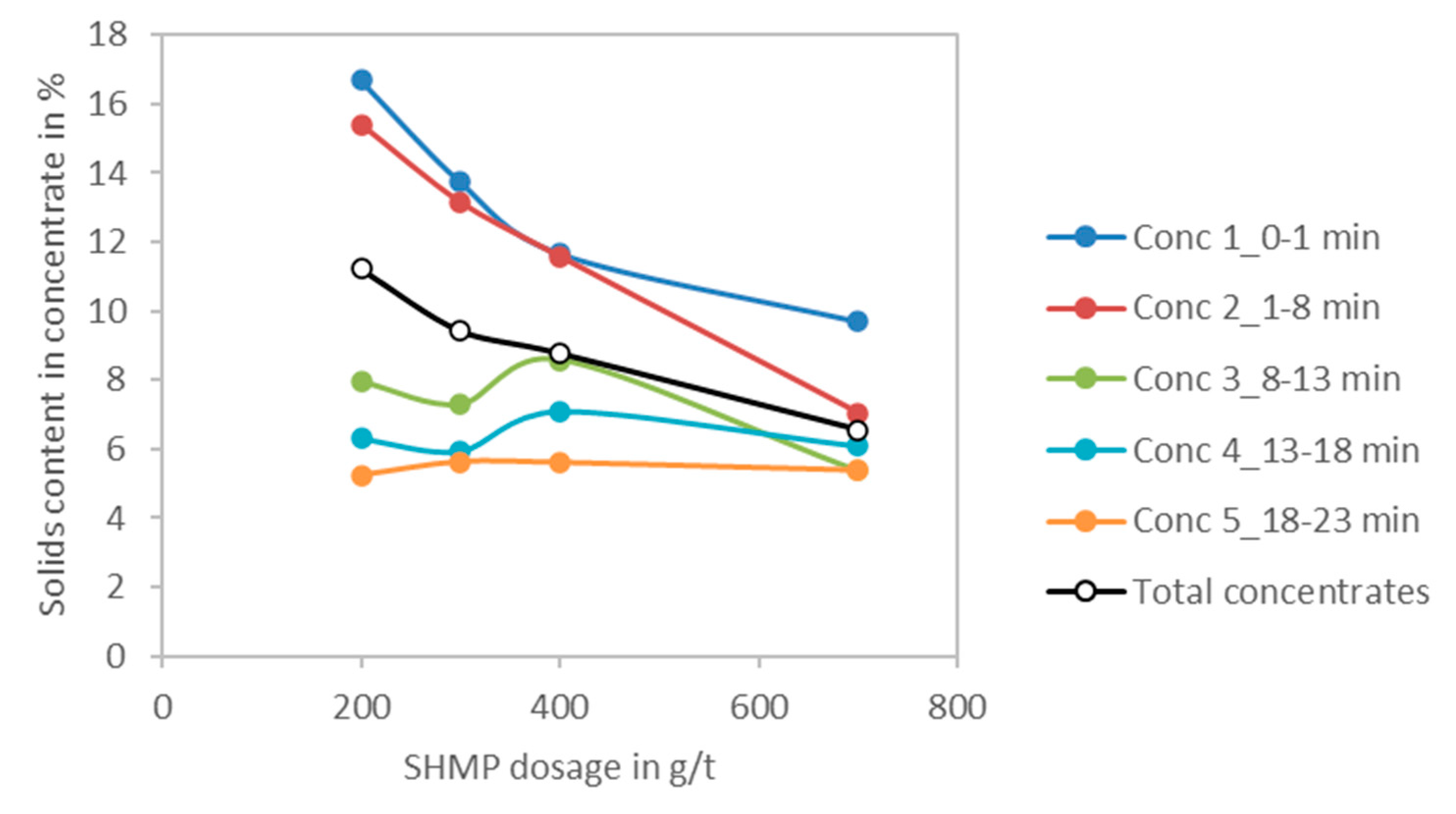
3.5.1. Water Pull vs. Mass Pull and Liquid Content
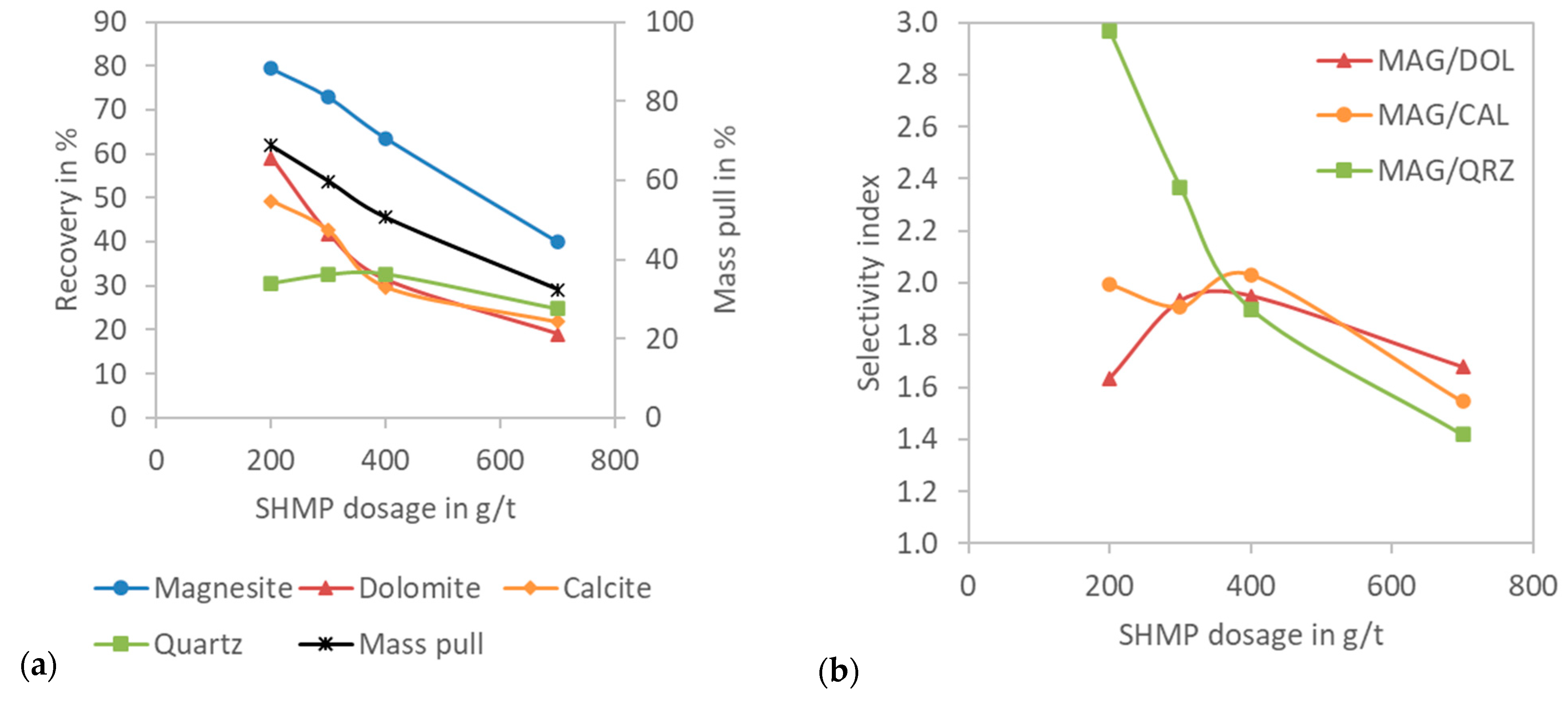
3.5.2. Impact of SHMP on the Selectivity between Magnesite and Other Gangue Minerals
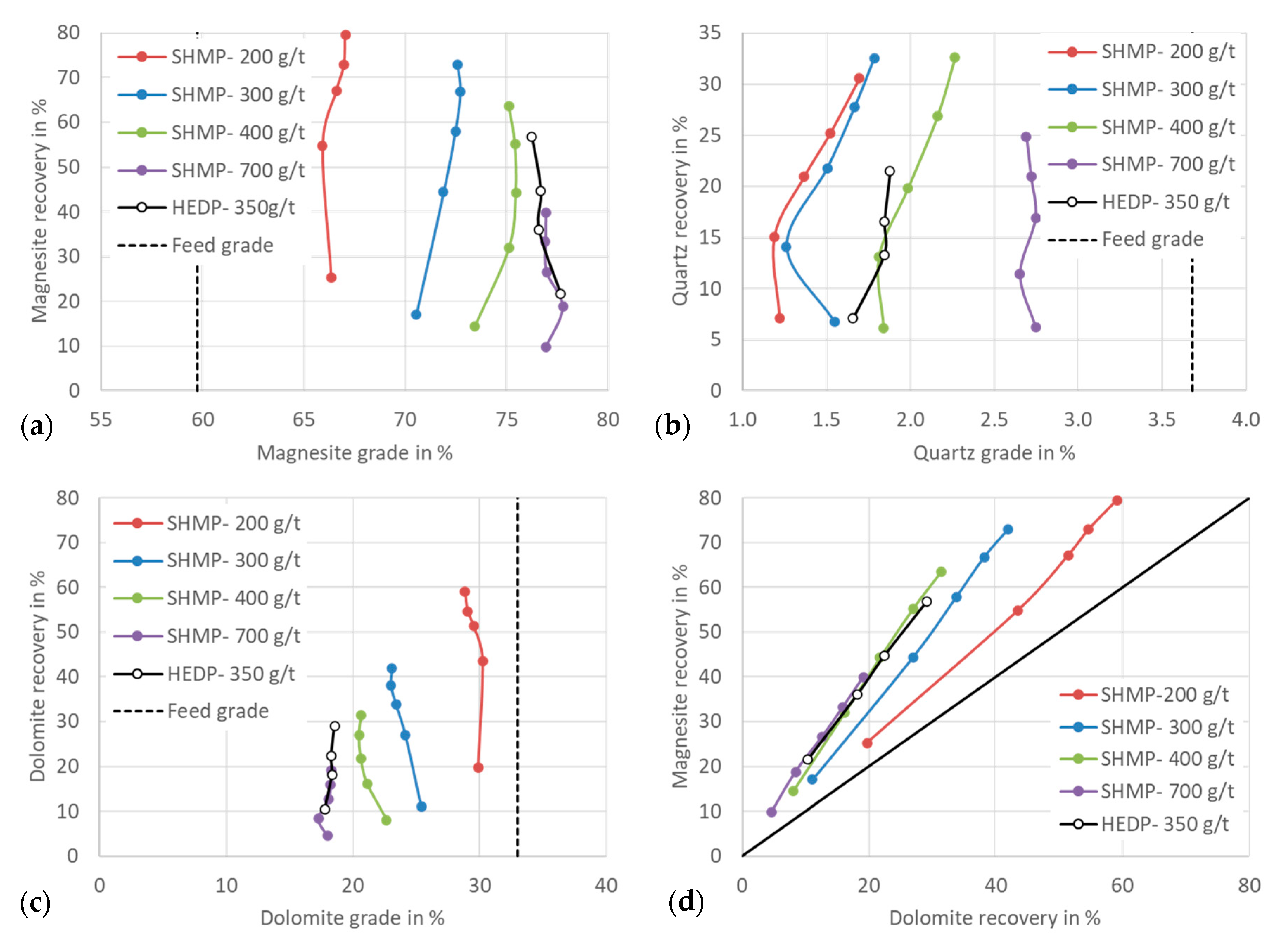
3.5.3. Replacement of SHMP by a Novel Depressant
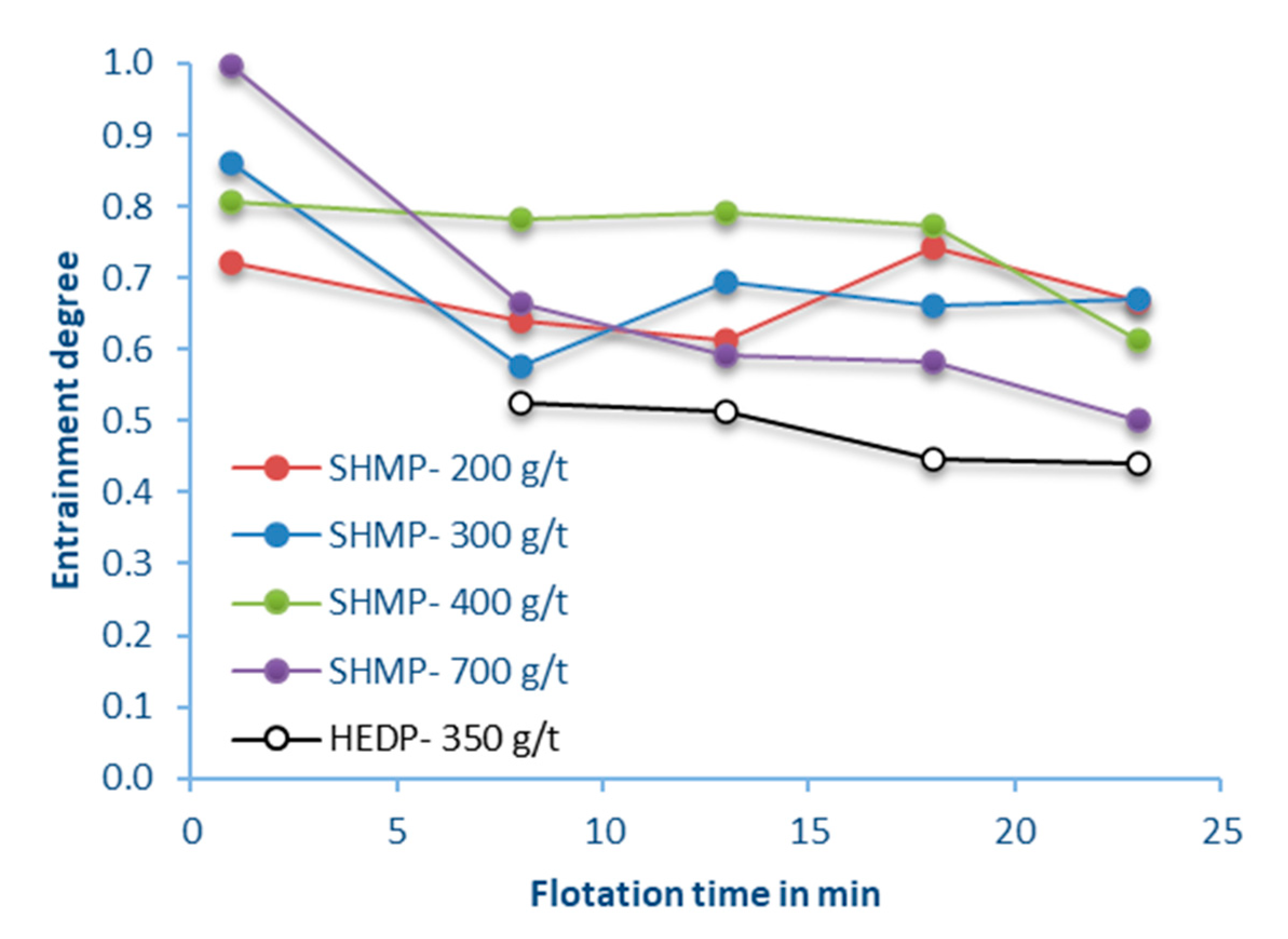
3.5.4. Estimation of the Degree of Entrainment
3.6. Cleaning Tests
3.7. Interaction within the Bulk Pulp
4. Conclusion and Recommendations
- A suitable reagent regime has been found to reprocess the desliming fines, currently discarded to the tailing due to mainly a lack of flotation technologies (reagents and flotation cell for the ultrafine particles);
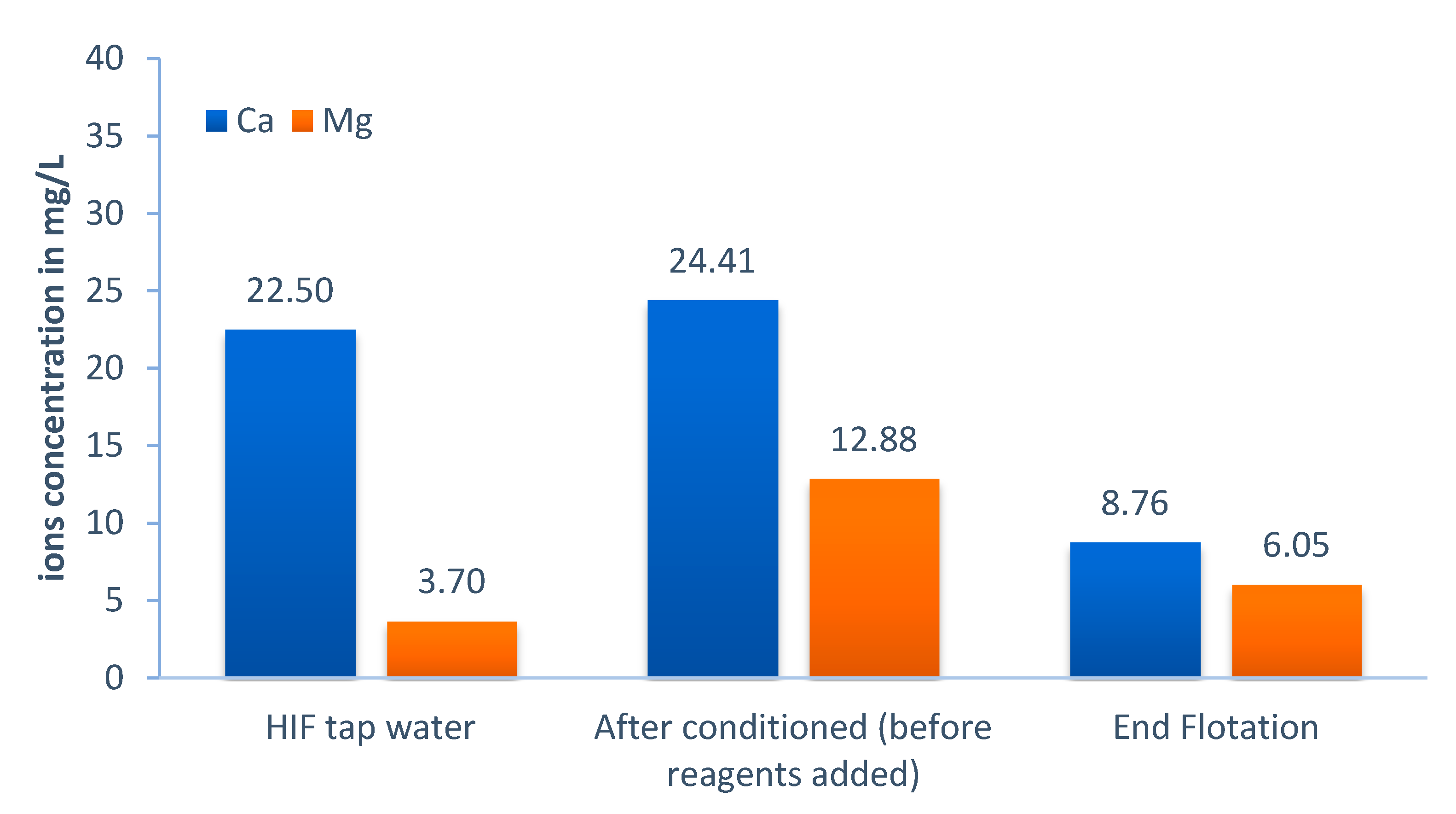
- With higher SHMP concentrations, the magnesite grade was improved while reducing the dolomite content. The reagents consumption is relatively high due to the high specific surface area of the fine particles and the high Mg2+ or Ca2+ ion concentration, which could interact with reagents;
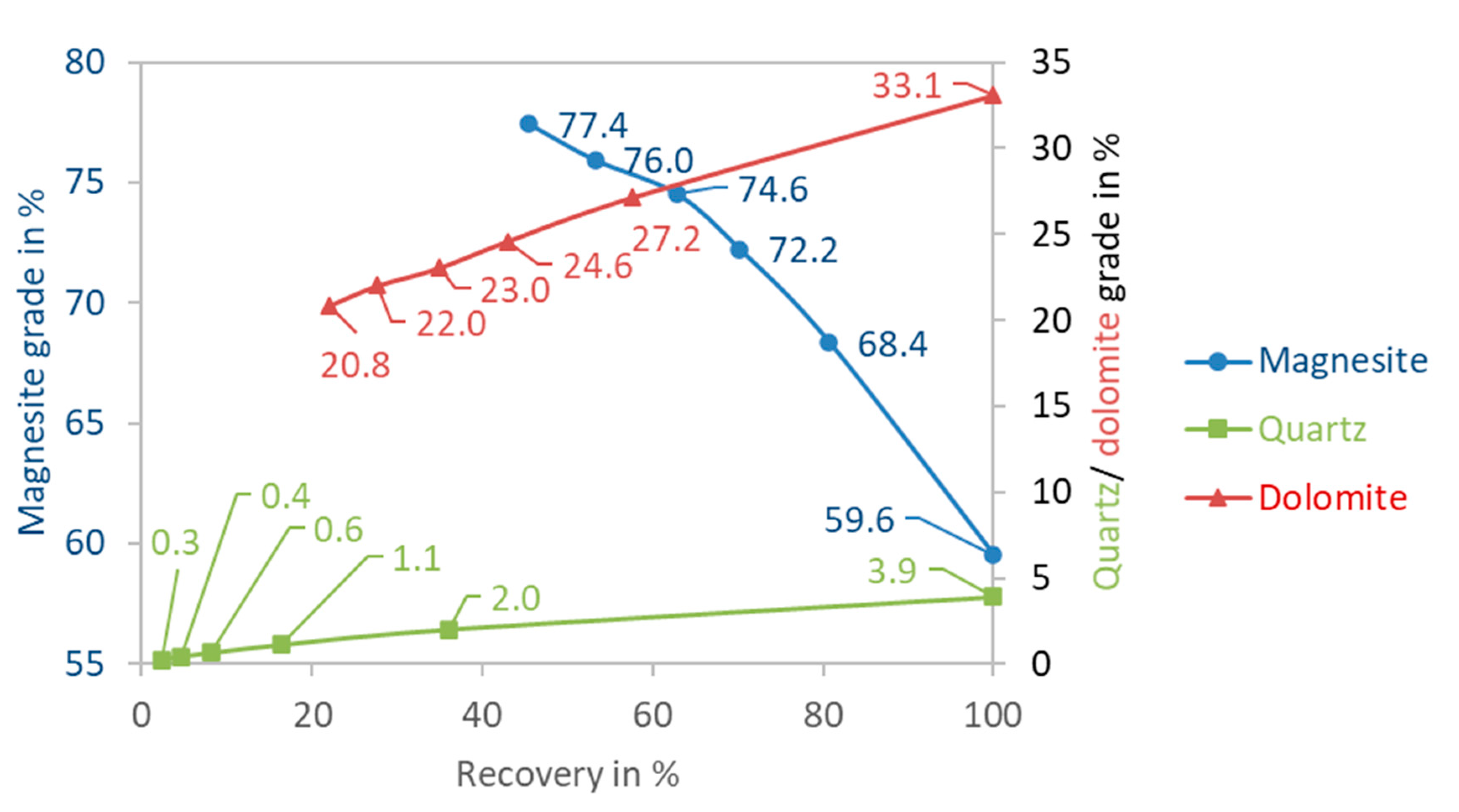
- The open circuit with four cleaning stages obtained a concentrate assaying 77.5% magnesite at a recovery of 45.5% from slime tailings containing about 59% magnesite, 33% dolomite and 4% quartz. The dolomite content in concentrate is about 20%, where 80% of the dolomite was removed and importantly 98% of the quartz was removed, only 0.3% of the quartz was in the final concentrate;
- As a dispersant, SHMP has a significant influence on the settling speed, thus negatively affecting the downstream processing and water treatment;
- The frothing ability and froth stability, by means of the dynamic stability factor and half-life time of bubbles, decrease when increasing the SHMP concentration, affecting the entrained hydrophilic quartz particles;
- As the SHMP concentration increases, the SiO2 content increases. The entrainment factor decreases with flotation time due to the significant change in froth properties and pulp density in the case of the batch lab-scale flotation of the rather high-grade ore;
- There is a trade-off when changing the SHMP dosages and the number of cleaner stages to achieve balance in terms of magnesite grade and recovery. These trends would be useful to design the reagents regime and flowsheet in order to obtain the final concentrate, which meets the requirement for calcination and sintering in terms of technical and economic considerations;
- Applying HEDP as a common, and rather cheap reagent shows a promising result that might consider replacing SHMP in the flotation of magnesite rich in dolomite ores. Using only 350 g/t of HEDP can achieve a similar grade (76.3%) like 700 g/t of SHMP (76.9%), while it has little effect on the magnesite recovery. The magnesite recovery is about 57% compared to 40% when using 700 g/t SHMP. Furthermore, the hydrophilic quartz minerals proportion ending up in the concentrate is lower for HEDP with only 1.9% quartz at the recovery of 21.5% as compared to the 2.7% of quartz at a recovery of 24.9% when using SHMP;
- With rather low flotation kinetics due to fine and ultrafine particles present, the flotation time was relatively long, at about 23 min. The European FineFuture project (Horizon2020 funding from 2019–2022) is working on innovative technologies, including developing the new reagents, applying the advanced technologies to generate fine bubbles, and a high shear environment, which will improve and speed-up the flotation separation of fine particles. In this context, a pilot Maelgwyn pneumatic/reactor–separator ImhoflotTM G-cells with a throughput up to 5 m3/h has been constructed and the up-scaling testworks are ongoing and will be reported soon.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Wonyen, D.G.; Kromah, V.; Gibson, B.; Nah, S.; Chelgani, S.C. A Review of Flotation Separation of Mg Carbonates (Dolomite and Magnesite). Minerals 2018, 8, 354. [Google Scholar] [CrossRef] [Green Version]
- Baudet, G.; Save, M. Phosphoric esters as carbonate collectors in the flotation of sedimentary phosphate ores. In Beneficiation of Phosphates: Advances in Research and Practice; Society for Mining, Metallurgy & Exploration: Englewood, CO, USA, 1999; pp. 163–185. [Google Scholar]
- Komar Kawatra, S.; Carlson, J.T. Beneficiation of Phosphate Ore; Society for Mining, Metallurgy & Exploration: Englewood, CO, USA, 2014. [Google Scholar]
- McClellan, G.H.; Van Kauwenbergh, S.J. Mineralogical and chemical variation of francolites with geological time. J. Geol. Soc. 1991, 148, 809–812. [Google Scholar] [CrossRef]
- Somasundaran, P.; Wang, D. Chapter 4 Mineral–flotation reagent equilibria. In Developments in Mineral Processing; Dianzuo, W., Ed.; Elsevier: Amsterdam, The Netherlands, 2006; Volume 17, pp. 73–141. [Google Scholar]
- Fuerstenau, D.W.; Deason, D.M. Effect of surface transformation processes on the surface chemistry and flotation behavior of dolomite and apatite. In Proceedings of the XVII International Mineral Processing Congress, Dresden, Germany, September 1991; pp. 71–91. [Google Scholar]
- Kou, J.; Tao, D.; Xu, G. Fatty acid collectors for phosphate flotation and their adsorption behavior using QCM-D. Int. J. Miner. Process. 2010, 95, 1–9. [Google Scholar] [CrossRef]
- Karlkvist, T. Selectivity in Calcium Mineral Flotation—An Analysis of Novel and Existing Approaches. Ph.D. Thesis, Lulea University of Technology, Lulea, Sweden, 2017. [Google Scholar]
- Sis, H.; Chander, S. Reagents used in the flotation of phosphate ores: A critical review. Miner. Eng. 2003, 16, 577–585. [Google Scholar] [CrossRef]
- Smolko-Schvarzmayr, N.; Klingberg, A.; Henriksson, E.; Nordberg, H. Use of branched alcohols and alkoxylates thereof as secondary collectors. U.S. Patent 2017/0252753 A1, 7 September 2017. [Google Scholar]
- Miller, J.D.; Wang, X.; Li, M. Bench scale flotation of sedimentary phosphate rock with hydroxamic acid collectors. In Engineering Foundation Conference, Beneficiation of Phosphates III: Fundamentals and Technology; Zhang, P., El-Shall, H., Somasundaran, P., Stana, R., Eds.; Society for Mining, Metallurgy & Exploration: Englewood, CO, USA, 2002; pp. 93–101. [Google Scholar]
- Miller, J.D.; Wang, X.; Li, M. Selective Flotation of Phosphate Minerals with Hydroxamate Collectors. U.S. Patent 6341697B1, 29 January 2002. [Google Scholar]
- Karlkvist, T.; Patra, A.; Rao, K.H.; Bordes, R.; Holmberg, K. Flotation selectivity of novel alkyl dicarboxylate reagents for apatite–calcite separation. J. Colloid Interface Sci. 2015, 445, 40–47. [Google Scholar] [CrossRef] [PubMed]
- Yang, B.; Wang, D.; Cao, S.; Yin, W.; Xue, J.; Zhu, Z.; Fu, Y.; Yao, J. Selective adsorption of a high-performance depressant onto dolomite causing effective flotation separation of magnesite from dolomite. J. Colloid Interface Sci. 2020, 578, 290–303. [Google Scholar] [CrossRef] [PubMed]
- Luo, N.; Wei, D.; Shen, Y.; Han, C.; Zhang, C. Elimination of the Adverse Effect of Calcium Ion on the Flotation Separation of Magnesite from Dolomite. Minerals 2017, 7, 150. [Google Scholar] [CrossRef] [Green Version]
- Matis, K.A.; Balabanidis, T.H.N.; Gallios, G.P. Processing of magnesium carbonate fines by dissolved-air flotation. Colloids Surf. 1988, 29, 191–203. [Google Scholar] [CrossRef]
- Matis, K.A.; Gallios, G.P. Anionic flotation of magnesium carbonates by modifiers. Int. J. Miner. Process 1989, 25, 261–274. [Google Scholar] [CrossRef]
- Yao, J.; Sun, H.; Han, F.; Yin, W.; Hong, J.; Wang, Y.; Won, C.; Du, L. Enhancing selectivity of modifier on magnesite and dolomite surfaces by pH control. Powder Technol. 2020, 362, 698–706. [Google Scholar] [CrossRef]
- Gallios, G.P.; Matis, K.A. Floatability of Magnesium Carbonates by Sodium Oleate in the Presence of Modifiers. Sep. Sci. Technol. 1989, 24, 129–143. [Google Scholar] [CrossRef]
- Fuerstenau, M.C.; Han, K.N. Principles of Mineral Processing; Society for Mining, Metallurgy & Exploration: Englewood, CO, USA, 2003. [Google Scholar]
- Ozkan, S.G. Beneficiation of magnesite slimes with ultrasonic treatment. Miner. Eng. 2002, 15, 99–101. [Google Scholar] [CrossRef]
- Luo, X.; Wang, Y.; Wen, S.; Ma, M.; Sun, C.; Yin, W.; Ma, Y. Effect of carbonate minerals on quartz flotation behavior under conditions of reverse anionic flotation of iron ores. Int. J. Miner. Process. 2016, 152, 1–6. [Google Scholar] [CrossRef]
- Li, D.; Yin, W.-z.; Xue, J.-w.; Yao, J.; Fu, Y.-f.; Liu, Q. Solution chemistry of carbonate minerals and its effects on the flotation of hematite with sodium oleate. Int. J. Miner. Metall. Mater. 2017, 24, 736–744. [Google Scholar] [CrossRef]
- Yao, J.; Yin, W.; Gong, E. Depressing effect of fine hydrophilic particles on magnesite reverse flotation. Int. J. Miner. Process. 2016, 149, 84–93. [Google Scholar] [CrossRef] [Green Version]
- Yin, W.; Sun, H.; Hong, J.; Cao, S.; Yang, B.; Won, C.; Song, M. Effect of Ca selective chelator BAPTA as depressant on flotation separation of magnesite from dolomite. Miner. Eng. 2019, 144, 106050. [Google Scholar] [CrossRef]
- Rebolledo, E.; Laskowski, J.S.; Gutierrez, L.; Castro, S. Use of dispersants in flotation of molybdenite in seawater. Miner. Eng. 2017, 100, 71–74. [Google Scholar] [CrossRef]
- Ramirez, A.; Rojas, A.; Gutierrez, L.; Laskowski, J.S. Sodium hexametaphosphate and sodium silicate as dispersants to reduce the negative effect of kaolinite on the flotation of chalcopyrite in seawater. Miner. Eng. 2018, 125, 10–14. [Google Scholar] [CrossRef]
- Li, W.; Li, Y. Improved understanding of chalcopyrite flotation in seawater using sodium hexametaphosphate. Miner. Eng. 2019, 134, 269–274. [Google Scholar] [CrossRef]
- Li, W.; Li, Y.; Xiao, Q.; Wei, Z.; Song, S. The Influencing Mechanisms of Sodium Hexametaphosphate on Chalcopyrite Flotation in the Presence of MgCl2 and CaCl2. Minerals 2018, 8, 150. [Google Scholar] [CrossRef] [Green Version]
- Kupka, N.; Rudolph, M. Role of sodium carbonate in scheelite flotation—A multi-faceted reagent. Miner. Eng. 2018, 129, 120–128. [Google Scholar] [CrossRef]
- Hasson, D.; Shemer, H.; Sher, A. State of the Art of Friendly “Green” Scale Control Inhibitors: A Review Article. Ind. Eng. Chem. Res. 2011, 50, 7601–7607. [Google Scholar] [CrossRef]
- Huang, Z.; Wang, J.; Sun, W.; Hu, Y.; Cao, J.; Gao, Z. Selective flotation of chalcopyrite from pyrite using diphosphonic acid as collector. Miner. Eng. 2019, 140, 105890. [Google Scholar] [CrossRef]
- Wang, J.; Zhou, Z.; Gao, Y.; Sun, W.; Hu, Y.; Gao, Z.J.M. Reverse flotation separation of fluorite from calcite: A novel reagent scheme. Minerals 2018, 8, 313. [Google Scholar] [CrossRef] [Green Version]
- Schubert, H. On the optimization of hydrodynamics in fine particle flotation. Miner. Eng. 2008, 21, 930–936. [Google Scholar] [CrossRef]
- Hoang, D.H.; Heitkam, S.; Kupka, N.; Hassanzadeh, A.; Peuker, U.A.; Rudolph, M. Froth properties and entrainment in lab-scale flotation: A case of carbonaceous sedimentary phosphate ore. Chem. Eng. Res. Des. 2019, 142, 100–110. [Google Scholar] [CrossRef]
- Farrokhpay, S. The significance of froth stability in mineral flotation—A review. Adv. Colloid Interface Sci. 2011, 166, 1–7. [Google Scholar] [CrossRef]
- Schwarz, S. The Relationship Between Froth Recovery and Froth Structure; University of South Australia: Adelaide, Australia, 2004. [Google Scholar]
- Pugh, R.J. Foaming, foam films, antifoaming and defoaming. Adv. Colloid Interface Sci. 1996, 64, 67–142. [Google Scholar] [CrossRef]
- Bikerman, J.J. Foams; Springer: New York, NY, USA, 1973. [Google Scholar]
- Mackay, I.; Mendez, E.; Molina, I.; Videla, A.R.; Cilliers, J.J.; Brito-Parada, P.R. Dynamic froth stability of copper flotation tailings. Miner. Eng. 2018, 124, 103–107. [Google Scholar] [CrossRef]
- McFadzean, B.; Achaye, I.; Chidzanira, T.; Harris, M. The effect of particle size on froth stabilities of different ores. In Proceedings of the XXVIII International Mineral Processing Congress Proceedings, Quebec City, QC, Canada, 1–15 September 2016. [Google Scholar]
- McFadzean, B.; Marozva, T.; Wiese, J. Flotation frother mixtures: Decoupling the sub-processes of froth stability, froth recovery and entrainment. Miner. Eng. 2016, 85, 72–79. [Google Scholar] [CrossRef]
- Heinig, T.; Bachmann, K.; Tolosana-Delgado, R.; Van Den Boogaart, G.; Gutzmer, J. Monitoring gravitational and particle shape settling effects on MLA sampling preparation. In Proceedings of the IAMG, Freiberg, Germany, 5–13 September 2015; pp. 200–206. [Google Scholar]
- Fandrich, R.; Gu, Y.; Burrows, D.; Moeller, K. Modern SEM-based mineral liberation analysis. Int. J. Miner. Process. 2007, 84, 310–320. [Google Scholar] [CrossRef]
- Hoang, D.H.; Kupka, N.; Peuker, U.A.; Rudolph, M. Flotation study of fine grained carbonaceous sedimentary apatite ore—Challenges in process mineralogy and impact of hydrodynamics. Miner. Eng. 2018, 121, 196–204. [Google Scholar] [CrossRef]
- Leißner, T.; Hoang, D.H.; Rudolph, M.; Heinig, T.; Bachmann, K.; Gutzmer, J.; Schubert, H.; Peuker, U.A. A mineral liberation study of grain boundary fracture based on measurements of the surface exposure after milling. Int. J. Miner. Process. 2016, 156, 3–13. [Google Scholar] [CrossRef]
- Doebelin, N.; Kleeberg, R. Profex: A graphical user interface for the Rietveld refinement program BGMN. J. Appl. Crystallogr. 2015, 48, 1573–1580. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Hoang, D.H.; Hassanzadeh, A.; Peuker, U.A.; Rudolph, M. Impact of flotation hydrodynamics on the optimization of fine-grained carbonaceous sedimentary apatite ore beneficiation. Powder Technol. 2019, 345, 223–233. [Google Scholar] [CrossRef]
- Boos, J.; Drenckhan, W.; Stubenrauch, C. Protocol for Studying Aqueous Foams Stabilized by Surfactant Mixtures. J. Surfactants Deterg. 2013, 16, 1–12. [Google Scholar] [CrossRef]
- Wang, Y.; Neethling, S.J. The relationship between the surface and internal structure of dry foam. Colloids Surf. A Physicochem. Eng. Asp. 2009, 339, 73–81. [Google Scholar] [CrossRef]
- Gaudin, A.M. Principles of Mineral Dressing; McGraw-Hill: New York, NY, USA, 1939. [Google Scholar]
- Johnson, N.W. The Flotation Behaviour of Some Chalcopyrite Ores; University of Queensland Press: St. Lucia, QLD, Australia, 1972. [Google Scholar]
- Yianatos, J.; Contreras, F. Particle entrainment model for industrial flotation cells. Powder Technol. 2010, 197, 260–267. [Google Scholar] [CrossRef]
- Wang, L.; Peng, Y.; Runge, K. Entrainment in froth flotation: The degree of entrainment and its contributing factors. Powder Technol. 2016, 288, 202–211. [Google Scholar] [CrossRef] [Green Version]
- Zheng, X.; Johnson, N.W.; Franzidis, J.P. Modelling of entrainment in industrial flotation cells: Water recovery and degree of entrainment. Miner. Eng. 2006, 19, 1191–1203. [Google Scholar] [CrossRef]
- Yianatos, J.; Contreras, F.; Díaz, F.; Villanueva, A. Direct measurement of entrainment in large flotation cells. Powder Technol. 2009, 189, 42–47. [Google Scholar] [CrossRef]
- Johnson, N. A review of the entrainment mechanism and its modelling in industrial flotation processes. In Proceedings of the Centenary of Flotation Symposium, Brisbane, Australia, 6–9 June 2005. [Google Scholar]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type | Name | Purpose | Dosage | Conditioning Time (min) |
|---|---|---|---|---|
| pH regulator | Sodium carbonate (Na2CO3) | pH adjustment (co-depressant) | (to reach pH 10) | 5 |
| Depressant | Sodium silicate (Na2SiO3) | depresses silicates mainly | 300 g/t | 2 |
| Sodium hexametaphosphate Na6O18P6 | depresses calcium-bearing carbonate gangue mainly | (100–600) g/t (additional 2 × 50 g/t added before C3 and C4 | 2 | |
| 1-Hydroxyethane-1,1-diphosphonic acid (HEDP) C2H8O7P2 | depresses calcium-bearing carbonate gangue mainly | 200 g/t + 3 × 50 g/t added before C3, C4 and C5 | 2 | |
| Collector | Resanol A100 | magnesite collector | 300 g/t, then 3 × 300 g/t added before C3, C4 and C5 | 3 |
| Frother | Methyl isobutyl carbinol (MIBC) | frother | 30 g/t | 2 |
| Mineral | MLA, % (w/w) | XRD, % (w/w) | ||
|---|---|---|---|---|
| with Fine Milling | without Milling | Back-Calculated (Products from Flotation Tests) | ||
| magnesite | 52.2 | 58.9 | 60.3 | 59.8 |
| dolomite | 36.9 | 33.9 | 33.2 | 33.0 |
| calcite | 3.0 | 3.1 | 3.2 | 3.5 |
| quartz | 4.4 | 4.1 | 3.4 | 3.7 |
| others | 3.4 | - | - | - |
| total | 100.0 | 100.0 | 100.0 | 100.0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hoang, D.H.; Ebert, D.; Möckel, R.; Rudolph, M. Impact of Sodium Hexametaphosphate on the Flotation of Ultrafine Magnesite from Dolomite-Rich Desliming Tailings. Minerals 2021, 11, 499. https://doi.org/10.3390/min11050499
Hoang DH, Ebert D, Möckel R, Rudolph M. Impact of Sodium Hexametaphosphate on the Flotation of Ultrafine Magnesite from Dolomite-Rich Desliming Tailings. Minerals. 2021; 11(5):499. https://doi.org/10.3390/min11050499
Chicago/Turabian StyleHoang, Duong Huu, Doreen Ebert, Robert Möckel, and Martin Rudolph. 2021. "Impact of Sodium Hexametaphosphate on the Flotation of Ultrafine Magnesite from Dolomite-Rich Desliming Tailings" Minerals 11, no. 5: 499. https://doi.org/10.3390/min11050499
APA StyleHoang, D. H., Ebert, D., Möckel, R., & Rudolph, M. (2021). Impact of Sodium Hexametaphosphate on the Flotation of Ultrafine Magnesite from Dolomite-Rich Desliming Tailings. Minerals, 11(5), 499. https://doi.org/10.3390/min11050499