1. Introduction
Wear occurs in all processes where materials or components come into contact with each other. In the mining industry, wear can account for up to 50% of the total maintenance cost [
1]. According to [
2], the cost of abrasive wear has been estimated to range from 1% to 4% of the gross national product of an industrialized nation. Granular material handling is a critical process in the mining industry. The ore that is extracted from the rock is handled at all stages, from blasting to crushing and grinding. In the loading process, large rope shovels of up to 1500 tons in weight loads blasted ore and waste rock to haul trucks. In this process, problems related to wear often occur. The buckets of these enormous machines can load up to 120 tons of fragmented rocks. The material turnover is approximately 30–70 kton per day in the Boliden open-pit copper mine Aitik, located 20 km outside of Gällivare in Northern Sweden. The part on the rope shovel and other loading machinery that is in direct contact with the granular material is the bucket. Due to the large material turnover and the harsh conditions that the buckets are subjected to, the buckets are often the cause for both planned and unexpected machine downtime.
Costs related to bucket wear and ground engaging tools (GET) are one of the primary cost drivers in operating a rope shovel. Replacing a dipper is an investment in the order of 1–1.5M USD, and the annual GET consumption is around 300k USD. This means that the cost of the bucket and wear parts are larger than the operator cost for the shovel. In addition, bucket-related downtime cost can be significant, especially related to unplanned failures. Hence, to extend the service life of buckets and to better plan the maintenance, a better understanding of wear and how to minimize it is of fundamental importance.
Prediction of wear has been an active field of research for decades; however, wear is not yet fully understood. Several researchers have stated that there only exists four wear mechanisms [
3,
4], namely abrasive wear, adhesive wear, wear by contact fatigue, and corrosive (or tribo-oxide) wear. Wear processes are described by one or a combination of the four possible wear mechanisms and are related to how the contact occurs. During the 1950s and 1960s, some of the most fundamental work was conducted regarding the understanding and prediction of wear. A seminal work on wear prediction was presented by Archard in 1953 [
5]. From studying experiments on two bodies having contact, Archard revealed that the contact area was increasing with applied load. He also observed that the material removal was proportional to the normal contact force and sliding distance, and inversely proportional to the hardness of the material. Archard’s wear law has often been used for the prediction of wear in many applications. In 1958, the Rabinowicz criterion for adhesive wear was formulated [
6]. He concluded that, what determines if a particle/fragment will become a worn particle or not depends on if the elastic energy stored in the particle/fragment exceeds the adhesive energy at the point of attachment. The result from the paper was a criterion to calculate the size of worn particles. This criterion has been proven to be accurate in recent research where adhesive wear was studied at micro-level [
7]. In 1960, Finnie [
8] developed an energy-based wear model for erosive wear based on hard particles impacting ductile metal plates at certain angles of impact. Erosive wear is described as the wear from a solid surface in contact with a stream of particle impacts. The model is dependent on impact angle, mass, and velocity of particles, amount of particles, and contact properties between particles and surface. Magnée [
9] developed a generalized law of erosive wear. The model is based on the work by Finnie [
8] and Bitter [
10] and combines hardness and particle sharpness. Even though the intent was to create a generalized wear law, the author did not present any application of the model. Since its formulation, the Magnée wear law has received some attention and has been implemented for simulation of wear for computational fluid dynamics [
11]. A shear impact energy model (SIEM) used for erosion was proposed by Zhao et al. [
12]. The background for the model was from previous work [
13], where it was shown that the shear impact energy showed a good correlation to the wear volume for different impact angles. Through numerical modeling, the authors demonstrated that 1/4 of the shear impact energy is converted to erosive energy. It was concluded that the shear impact energy is a suitable measure for predicting wear. The model was validated against experimental results and showed good potential.
In the study of industrial granular material flows, the use of numerical methods has increased rapidly in the last decade. As of 2021, most of the major companies dealing with bulk material handling utilize numerical models for granular material in one way or another. The discrete element method (DEM) is by far the most common approach when modeling granular materials. The method was introduced by Cundall and Strack in 1971 [
14] and 1979 [
15]. Since then, the method has been developed continuously, while at the same time the computational capacities have significantly improved. This development has enabled detailed simulations including almost a billion particles [
16]. DEM is also a very common method when dealing with different mining applications [
17], such as grinding [
18,
19,
20] and crushing [
21]. Recently, wear phenomena have been investigated using DEM simulation. Roessler et al. [
22] aimed to develop a standardized calibration procedure for abrasive sliding wear. An experimental setup where normal force and sliding distance could be varied was used. The mass and volume loss due to wear was experimentally measured. The same setup was modeled with DEM, and the Archard wear law was calibrated from the results of the experiment. The authors showed that the results from short simulations of a few seconds could be used to obtain the total volume and mass loss from time-consuming experiments. Ilic et al. [
23] studied wear in transfer chutes for iron ore and aimed to develop a criterion for reducing wear in chutes. Wear was modeled by using shear and impact intensities in the DEM-structure contacts in order to evaluate different designs performance. DEM with multi-sphere particles was used to model abrasive wear on structural steel plates [
24]. Perhaps most of the wear studies when it comes to granular materials are in the field of comminution, e.g., [
19,
25,
26,
27,
28]. Boemer [
29] gives a thorough review of the used wear models when it comes to liner wear in ball mills. In one study by Kalala [
30], Archard’s wear law was calibrated and validated with the ASTM G65 experiment. Relative wear patterns showed good agreement with experimentally observed measurement when different particle sizes were examined. Continuous shearer machines for coal cutting and loading were simulated using DEM with the Archard wear model [
31]. Jafari et al. [
32] used DEM to investigate how wear in the screening process was affected by different process parameters. Further, Finnie’s wear model was used to investigate what parameters influence the impact wear [
33]. It was concluded that the impact angle, impact speed, particle size, and particle density were the main influences on the amount of wear. It was also shown that the local wear depends on how a surface is discretized, i.e., the grid size. However, the total global wear remained consistent. Rojas et al. simulated wear using an Archard–DEM combination and showed a normalized wear difference on a dump truck body of less than 20% when compared to experiments [
34]. Forström et al. used DEM-FEM and SPH-FEM to predict the wear on dump tipper bodies during unloading at full-scale [
35,
36]. A lab wear drum test was used to calibrate Archard’s wear law. Wear measurements were then performed on the truck body, and the experimental absolute wear was detected. Furthermore, the wear model was used to simulate the absolute wear. The conclusion from the paper was that an agreement in the relative wear map was seen. However, the absolute wear was not captured as intended.
From the studies presented in this section, most of the works have been performed on a smaller scale than the actual scale of the real application. Performing studies on smaller scales have many benefits, e.g., tests can be more controlled, better work environment, more precise test data, typically easily accessible and relatively cheap. On the other hand, full-scale experiments are less controllable, containing many influential parameters, are more expensive, and require in situ available data. Often, the results from down-scaled experiments gives reliable data and numerical models are accurately calibrated and validated to experiments. However, when the model is used for its actual industrial scale where different loads may exist, many simplifications must often be made to ensure realistic simulation times. Due to the simplifications and the different loads, it is not reasonable to automatically expect the model to capture the phenomenons occurring at full scale. For this reason, it is of importance to investigate if experimental and numerical full-scale approaches can give satisfactorily results, despite the mentioned drawbacks with the full-scale approach.
The objective of this work is to develop, calibrate and validate numerical models to enable the simulation of wear for full-scale mining applications. To fulfill the objective, full-scale experiments for calibrating an in-house wear model that is able to capture abrasive sliding and impact wear was developed. The wear was calculated on structural components and was coupled to a granular material model. The model was calibrated by using an in situ vibratory feeder that is used to feed rocks to a jaw crusher. Validation of the model was performed by comparing experimental and simulated wear from a rope shovel bucket. Finally, the model was utilized to investigate how small geometrical changes of a rope shovel bucket affects wear, dig forces, and bucket-filling degree.
3. Modeling and Simulation
In this section, the approach for modeling and simulation procedures are presented. All models and simulations are implemented and solved by using the multi-physics software LS-DYNA. Simulations were run on a R12 development version of LS-DYNA on 48 Xeon Gold 6248R 3 GHz cores on a computer cluster. In the present work, all structural components are modeled as rigid bodies.
3.1. Granular Material Model
The granular material model and a rope shovel loading model used in this study were both previously developed and presented by Svanberg et al. [
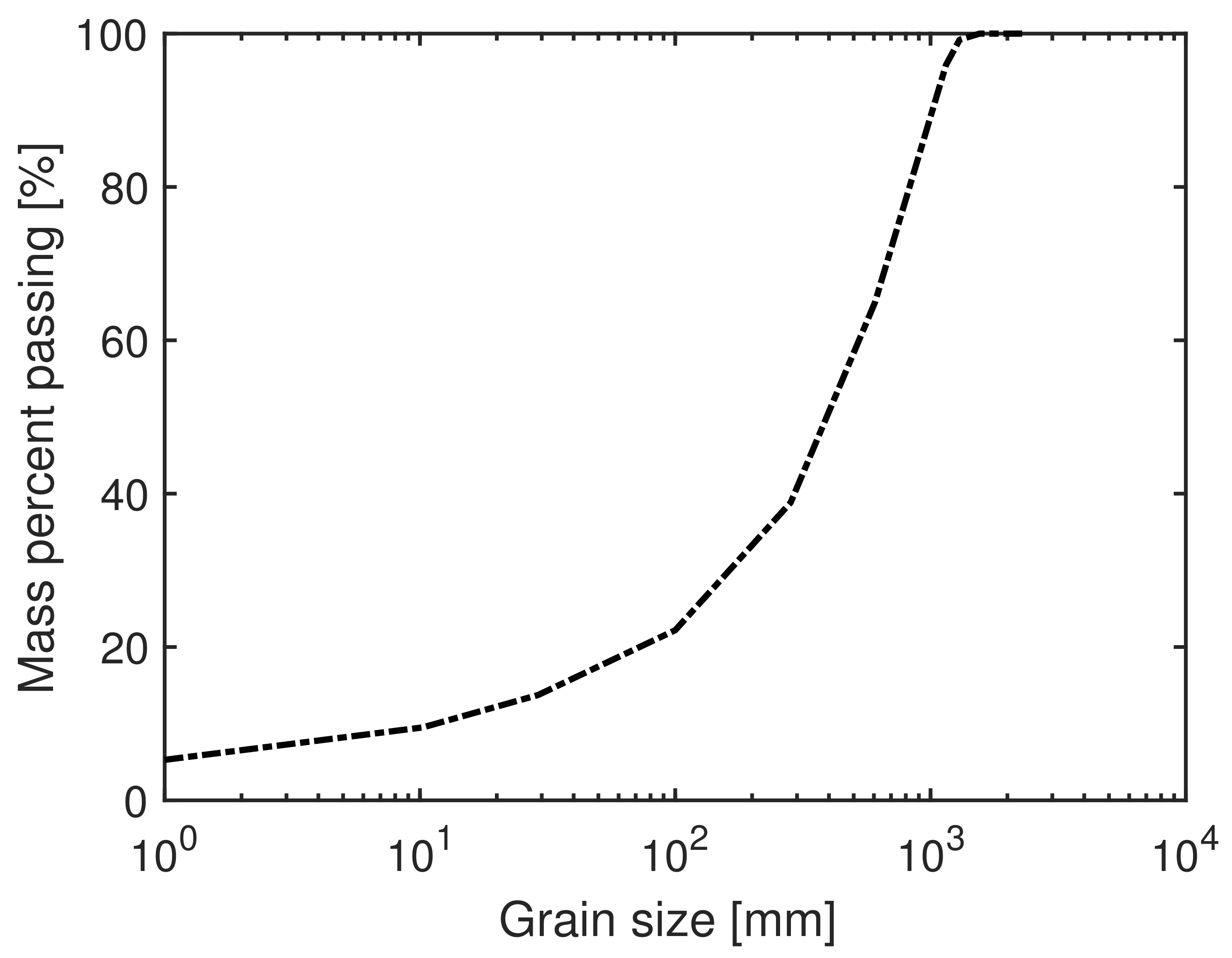
38]. In this paper, an overview of the models will be given, and the authors refer to the previous work for more detailed descriptions. In the Aitik mine, sub-arctic conditions with snow and freezing temperatures for more than half of the year are not uncommon. The cold temperatures with snow and ice changes the granular material behavior due to cohesion. Though these affects are interesting to investigate, they have been out of scope in this paper. In this work, the granular material was modeled as dry granular material.
In this work, a unique way of combining the traditional DEM with spherical particles and rigid finite element (FE) bodies. The rigid FE bodies can be modeled using an arbitrary shape. In the granular material model, the smaller particles with a larger particle count are modeled with the spherical DEM since it is less computationally intensive. For larger particles, where the particle count is smaller, the rigid FE was utilized. With the present method, a trade-off between computational demand and resolution of the granular material is made, nevertheless benefiting from including realistic shapes. The model is implemented in the multi-physics software LS-DYNA [
39]. Calibration and validation of the granular material model utilized in the rope shovel loading process were performed in full-scale.
3.2. Wear Model
In the present work, a wear model based on the Finnie wear law was developed. The model was further implemented in a FORTRAN subroutine and coupled to a granular simulation model in LS-DYNA. The model should be set up in a way so that (1) it can be utilized for full-scale problems, (2) be used for granular materials (DEM) and FE-rigid bodies, (3) calibration can be performed from one experimental in situ test, (4) capture wear when both abrasive sliding and impact wear occur, and (5) be fairly generalized for granular material and structure interactions so that the model can be used for similar problems. From the above-mentioned criteria, several wear laws meet the conditions (1)–(3), and (5). However, most of the commonly used wear models do not focus on capturing wear from both sliding and impact wear simultaneously.
The most common model of predicting sliding wear is the Archard wear law [
5]. Though originally developed for adhesive wear, it has commonly been used for abrasive sliding wear. Archard, through experiments from two bodies sliding against each other, revealed that the worn volume is dependent on the normal force
, sliding distance,
, and the material hardness
H. The expression for worn volume,
, that Archard came up with combined the mentioned dependencies as
where
is the wear constant. Since the hardness is a material parameter, it is often included in
, giving the simplified expression
as can be observed from Archard’s wear law, it is obvious that no wear is calculated if the sliding distance is zero. When it comes to impact wear or wear from when particles hit a surface at an angle, one of the most used models is Finnie’s wear model. In 1972, Finnie [
8] developed an energy-based wear model for hard particles to predict erosive wear that hit ductile metal plates at certain angles of impacts. The volume of removed material by Finnie’s original model is described by the kinetic energy of the particle,
where
m is the mass of the particle,
v is the impact velocity,
is the impact angle,
p is the plastic flow stress of the surface,
the ratio of depth of contact and depth of cut and
K is the ratio between normal and shear force. By considering angular abrasive grain gives a value of
K = 2. Finnie showed that a value of
is suitable. This was determined by performing metal cutting experiments. Finnie also observed that when many particles were hitting a surface, all of the particles did not remove material, so the wear volume was set to 50% of the wear from Equation (
3). Finally with some of the constants in Equation (
3) defined, the Finnie model can be expressed as
where the capital
M is the mass when many particles are impacting a surface. As mentioned by Finnie, one of the drawbacks is that for angles greater than approximately 45°, the wear volume is greatly underestimated. When impact angles are close to 90°, the wear volume is zero. The drawbacks with Archard and Finnie were briefly discussed when it came to the combined impact and sliding wear. Therefore, a model that aims to partly take care of the presented problems is presented. The basis of the model is the Finnie wear model; however, the terms related to the angle dependence are removed. When sliding occurs, the impact angle is 0° or close to 0° and when the impact angle is zero, the original Finnie wear law gives no wear. Furthermore, when angles are close to 90° the Finnie equation gives no wear. All material-dependent parameters in the original Finnie law, Equation (
4) are combined in one wear constant that needs to be calibrated for two specific materials in contact. The equation for calculating wear is then reduced to the following equation
3.3. Wear Model Calibration
A simulation model of the calibration experiments (see
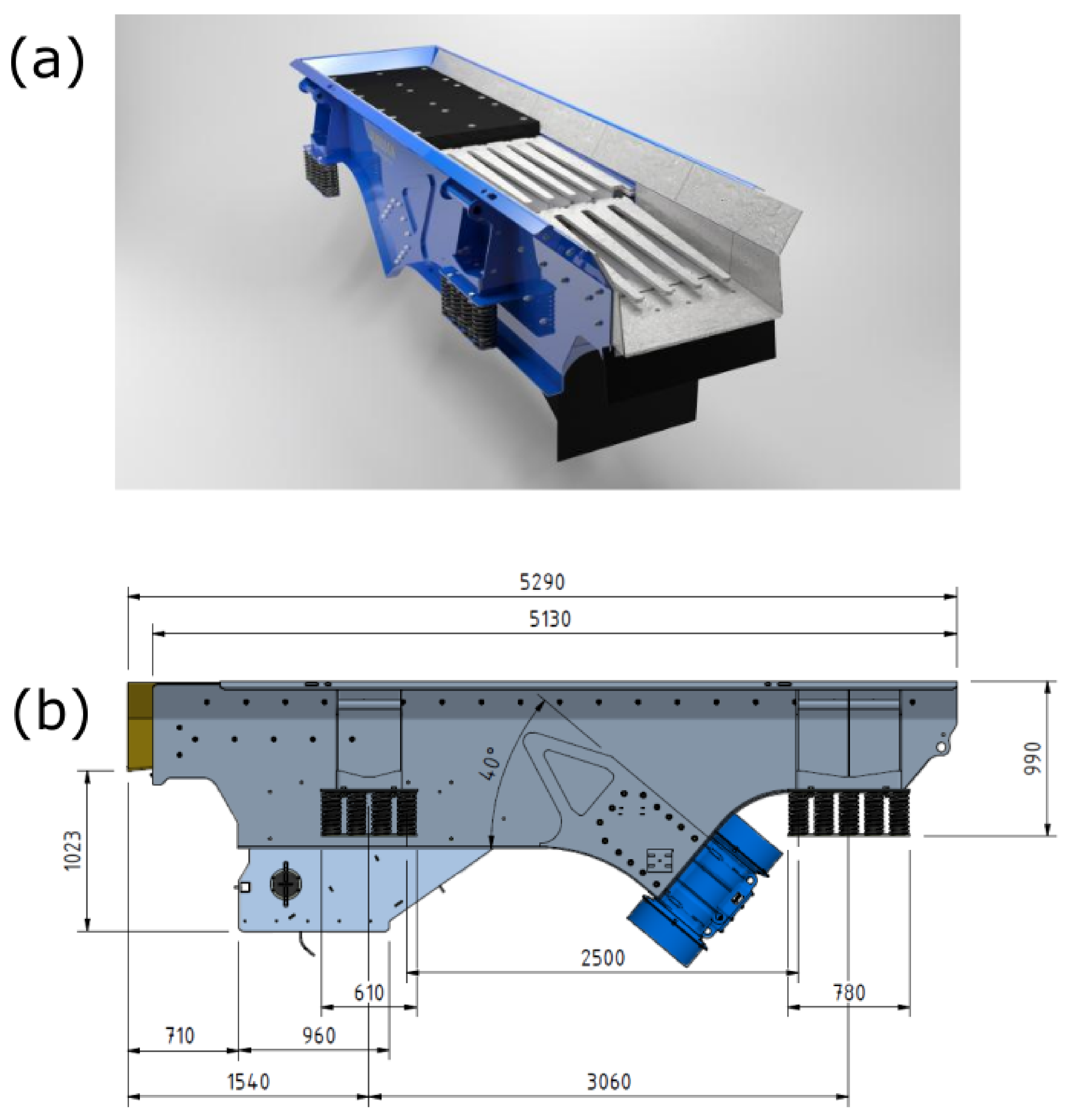
Section 2.1) was setup. Initially, a CAD geometry was created from the blueprints provided by the manufacturer. Further, the CAD-geometry was discretized with four-noded shell finite elements. A baseline mesh size of 75 mm was used for all areas where wear was simulated. The mesh size was chosen based on a sensitivity analysis concerning wear map, computational demand, and relation to particle size. In
Figure 5, the model setup is presented. Wheel loaders fill the feeder and load approximately 15 tonnes (8 m
) in the buckets. A prescribed sinusoidal wave with an amplitude of 3.5 mm and frequency of 18 Hz was introduced to the feeder and bin, at an angle of 40° to the horizontal plane. To model the experimental setup in a way to reduce simulation time, a simplified bucket was created on the top of the bin, with the position corresponding to approximately the same position as the real wheel loaders. A total of three buckets were emptied into the bin, corresponding to 45 tonnes of rocks. The choice of the number of bucket emptying cycles was chosen through iterations of simulations. This was performed to avoid fluctuations from only using one cycle. If more were to be used, an improved average of the actual contact distribution over the plates could be obtained, however, a balancing with respect to the computational time needs to be considered. The granular material used in the baseline case is the same as described in
Section 3.1. The granular materials in each bucket were rearranged to avoid the same cycles being repeated.
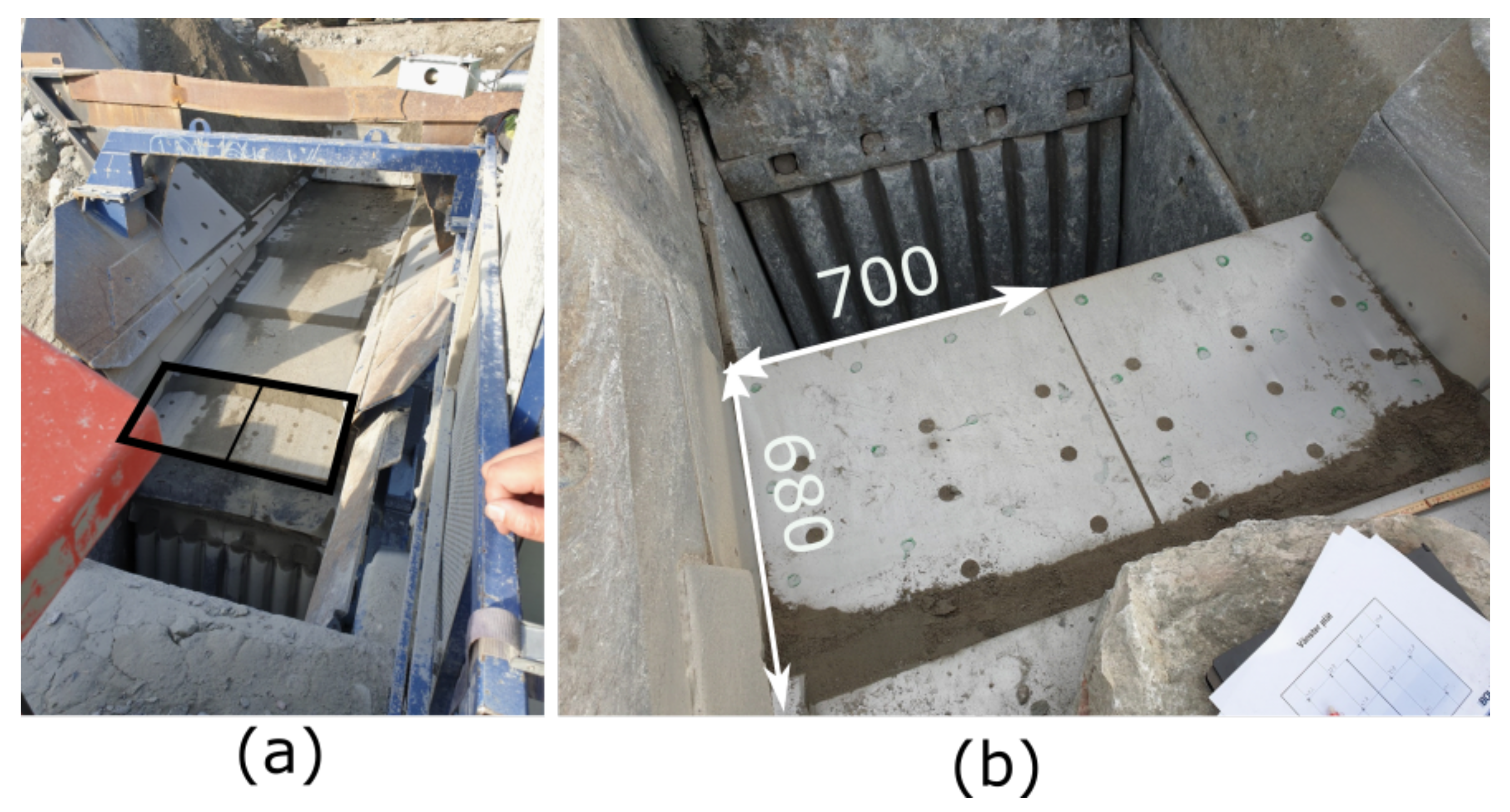
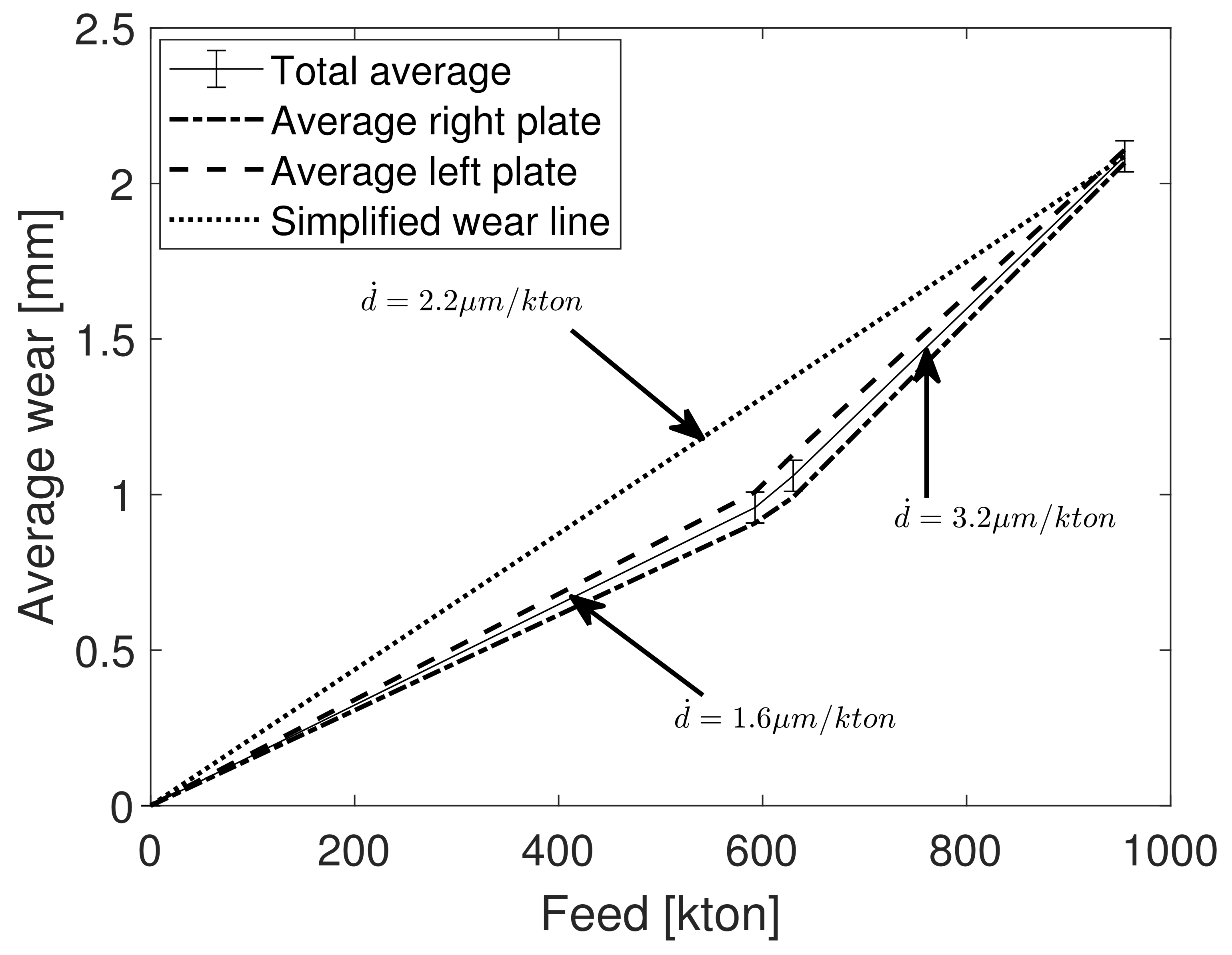
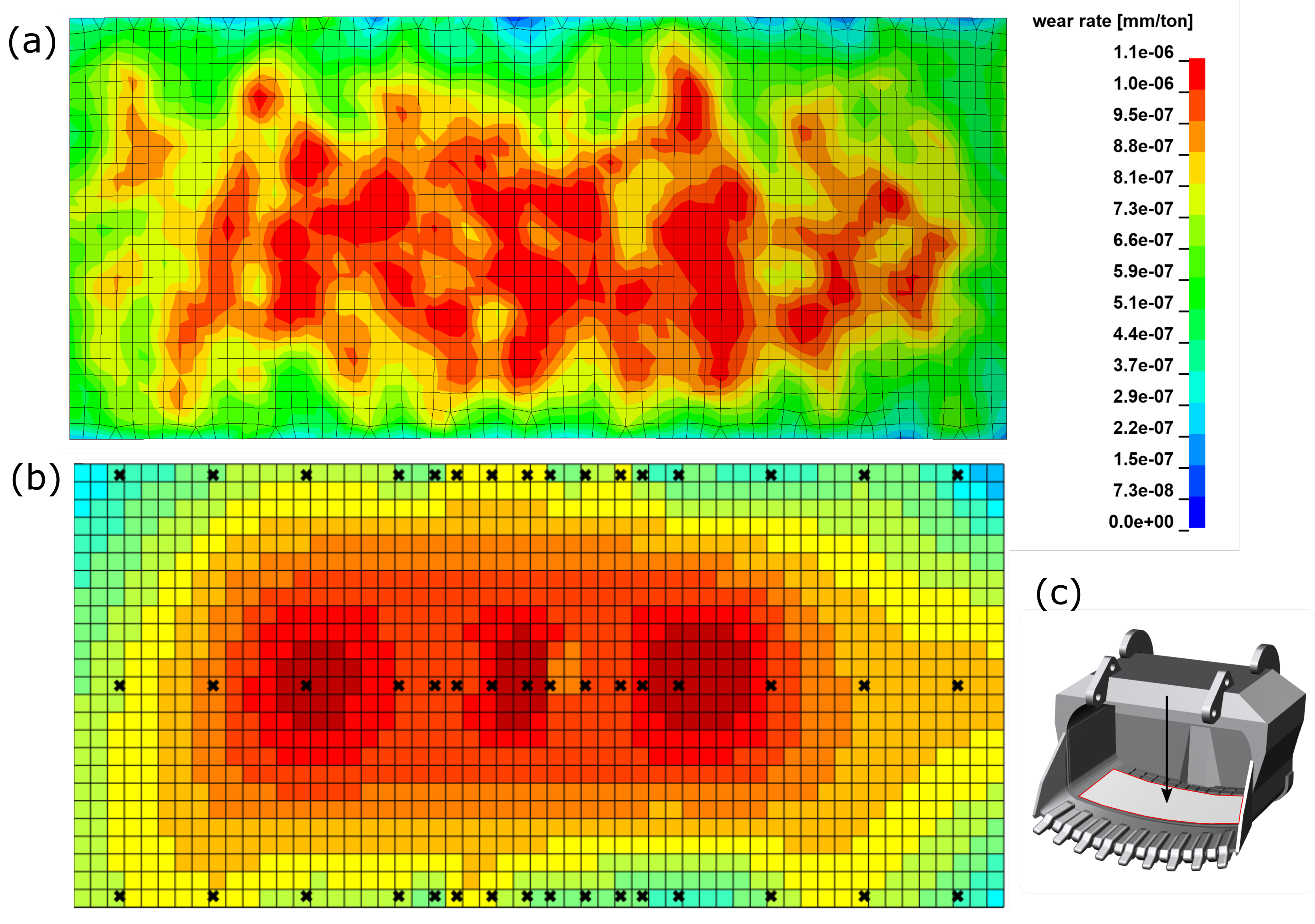
The wear model was calibrated in a one-step calibration process, this assumes that the wear is changing linearly with material tonnage. For this calibration, only two experiments are required. The average wear depth is calculated between the two measuring occasions where a known quantity of material has passed the feeder, i.e., an average wear rate (wear depth/tonnage) is obtained during the period. A simulation model was then run with an arbitrary value on the wear constant . From the simulation results, the average wear depth was extracted from the same positions as the experiments. Further, the average wear depth from the simulation was calculated from the earlier mentioned positions. The wear coefficient was then calibrated in a way to make sure that the wear from simulations matches the wear from experiments. When the wear coefficient was calibrated, the same simulation model was re-run with the calibrated value of . When the average wear from the simulation agreed with the average wear from experiments, the calibration was assumed valid.
3.4. Sensitivity Analysis
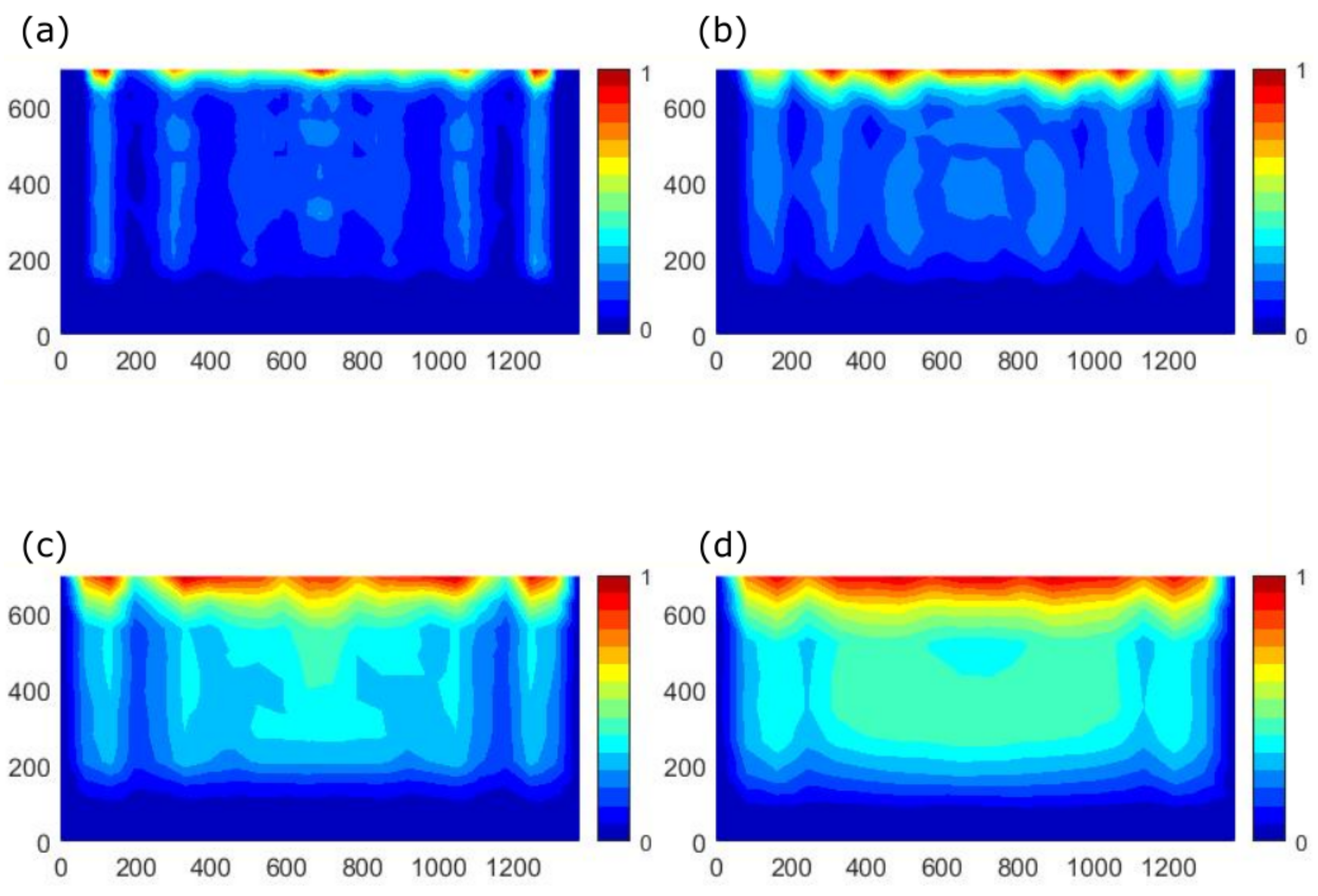
To obtain a better understanding of how the parameters used to set up the wear simulation affect the actual wear, a sensitivity analysis was performed. Modeling parameters such as grid/mesh size, particle size distribution, and smoothing iterations were investigated. The results from the sensitivity analysis were used to choose reasonable parameters for the model setup related to wear. The original formulations of most of the wear laws are given in terms of wear volume. In practical cases, the wear volume is hard to detect when performing measurements in a field environment since this is either done by measuring the weight and knowing the material density, or through detailed 3D surface scanning. A more practical measure that is used by maintenance personnel all around the world is the wear depth, i.e., the difference between current and initial material thickness. Numerically, the wear depth is calculated as wear volume divided by external surface area. Since the surface is discretized with finite elements, the surface area is taken as the element area. Hence, the wear depth will vary depending on the element area, even though the wear volume remains constant.
Particle size is another subject to investigate with respect to wear. Worn volume is calculated for each element, and a DE spherical particle may only be in contact with one element at a certain time since the contact law only allows for an ideal contact point. In this study, two different setups of particle sizes were used. The baseline case, where the cut-off particle radius was 100 mm, was compared to a smaller cut-off radius of 50 mm. If smaller cut-off radii are used, it also leads to more particles. All changes in the particle distribution are done with regard to the smallest particles, i.e., the spherical DEM particles.
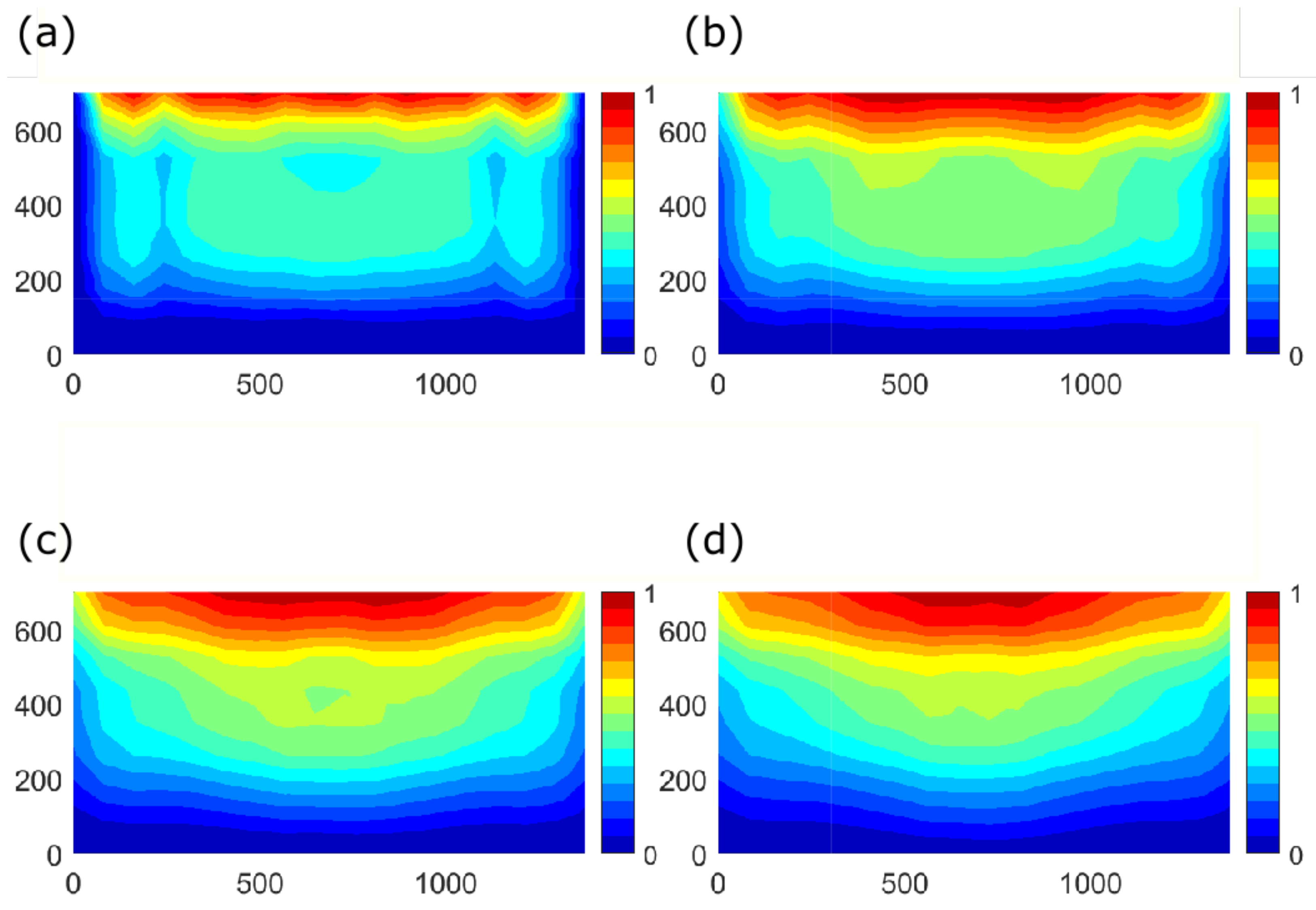
Smoothing of wear is a technique available in the software LS-DYNA. The benefit of using a smoothing function was that it gave a more even wear distribution. Since the particle size distribution was limited to contain particles larger than
R = 50–100 mm, it is obvious that the amounts of particles in contact with the sheet are not as many as in reality and will also influence the wear behavior. Perhaps, if more fines were to be used, the wear on the smaller elements would be more evenly distributed. The smoothing function in LS-DYNA uses an area-weighted average smoothing for the wear depth [
40]. The smoothing kernel is wear-volume conservative, i.e., no wear volume is added or removed and the smoothing cycle can be repeated an unlimited number of times.
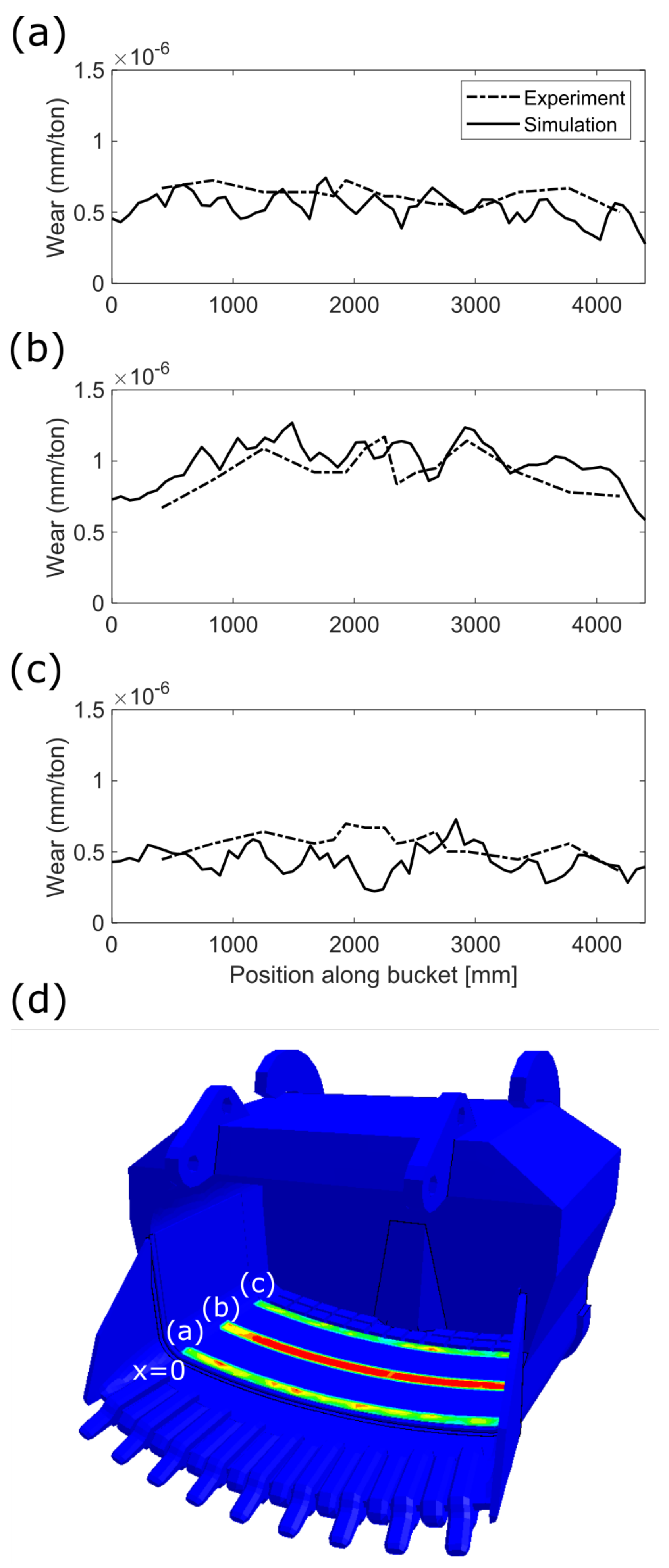
3.5. Model Validation
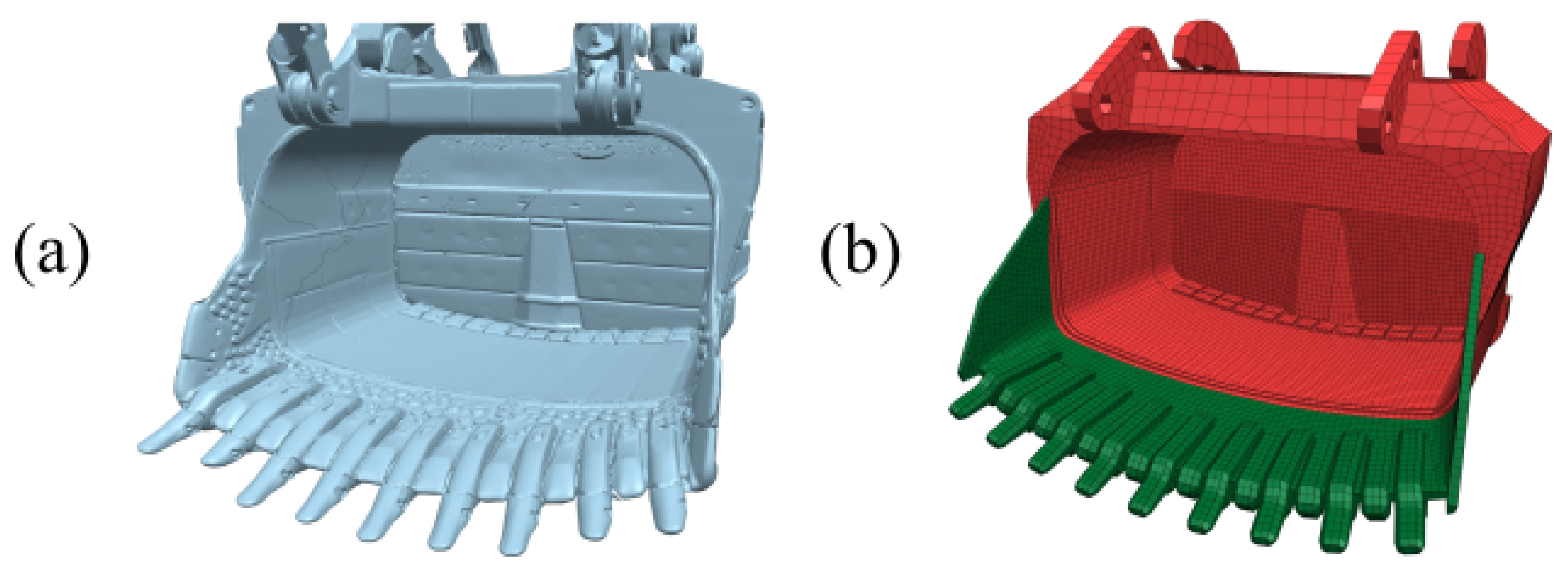
From a 3D scanning of the rope shovel bucket, a CAD model was created as shown in
Figure 6. Some geometrical simplifications were introduced to facilitate the generation of the subsequent FE-mesh from the CAD model. The motion of the bucket during the normal operation was obtained experimentally from video recordings and this motion was used in the simulations. The simulation time for running the full rope shovel motion consumed approximately 27 h on 16 CPU’s [
38]. In this work, only the bucket of the rope shovel was modeled to simplify the model and to minimize simulation time. The method of only modeling the specific item of interest has often been used in numerical modeling simulations, e.g., [
17]. In
Figure 7, the simplified model setup consisting of the granular material and the bucket is presented.
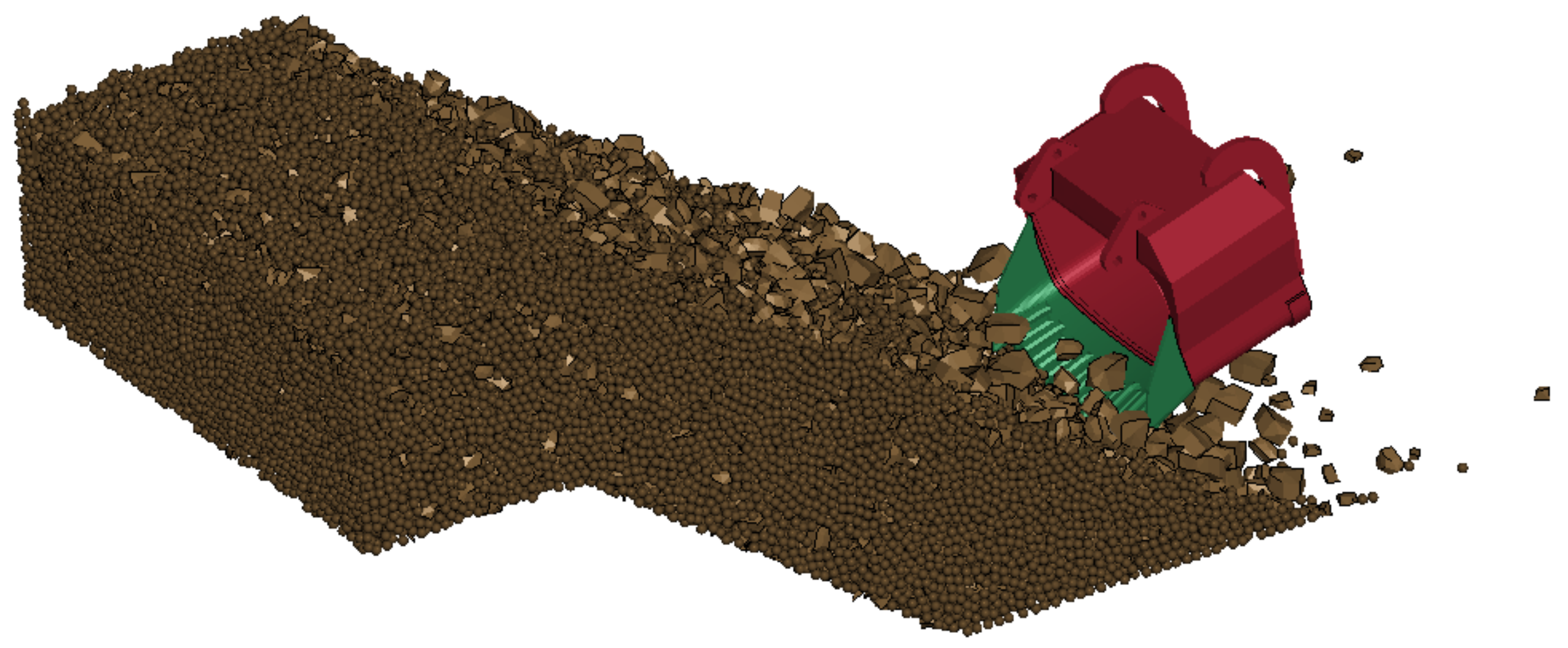
The bucket and granular material models were used to set up a numerical model of a loading operation. In
Table 1, the parameters used for the granular material model are presented. The parameters governing the friction between the bucket and granular material were experimentally obtained. A Young’s modulus of 45 GPa and a Poisson ratio of 0.3 were used for the granular material. To account for the roughness and unevenness of the ground, a friction coefficient of 0.9 was set between the ground and the granular material. For the bucket filling simulations 76,462 DEM particles and 199,812 FE-elements distributed on approximately 13,700 rigid FE particles were used. The computational time to simulate one bucket filling corresponding to approximately 38 s was approximately 8 h. The total computational time for simulating 10 bucket fillings corresponding to 380 s of simulations time was approximately 80 h.
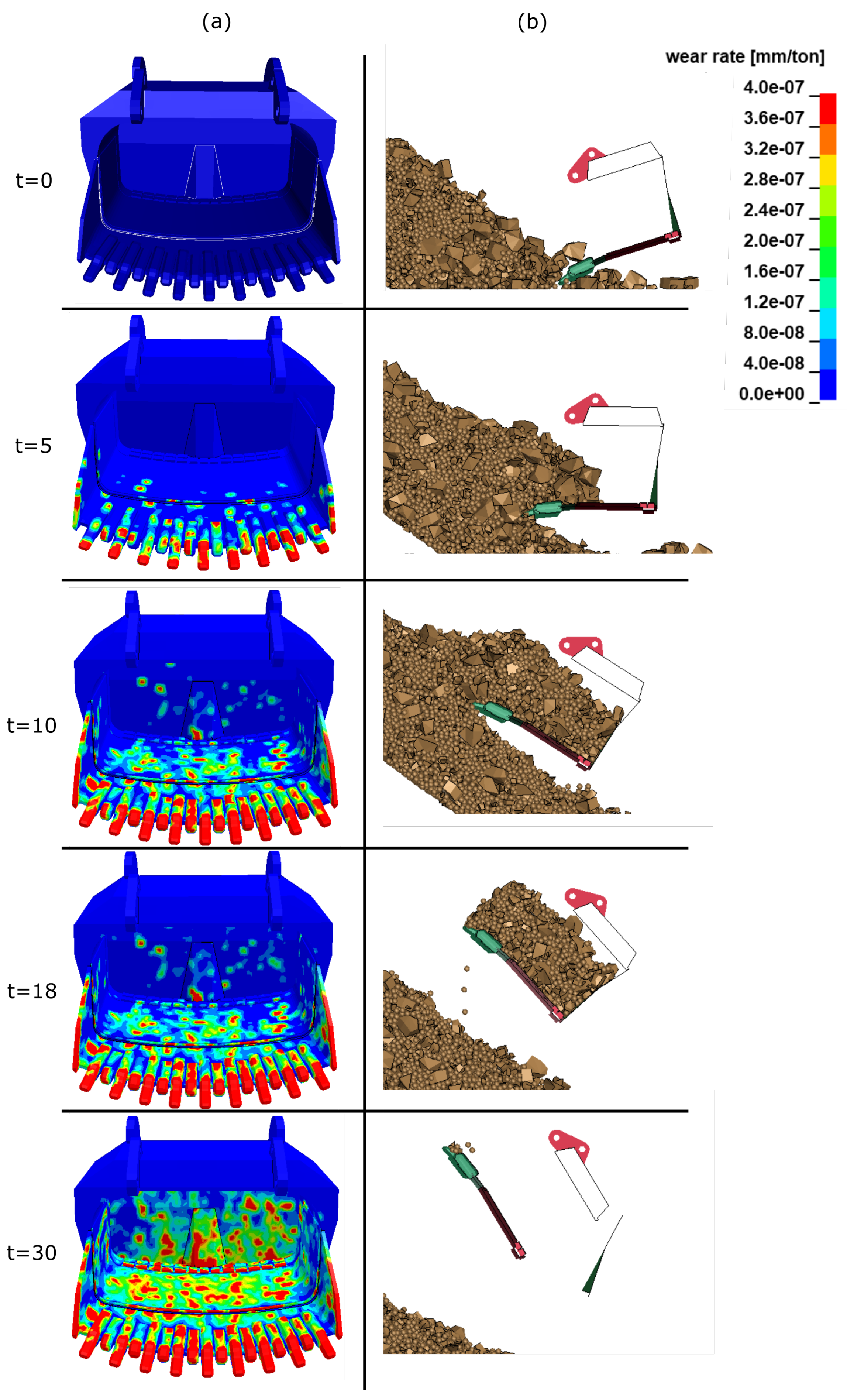
In the experimental setup, or during the real loading process, the amount of bucket fillings for a period of a month is estimated to be approximately 20,000. Since the models have a limit in computational time, it is impossible to simulate 20,000 bucket fillings within a realistic time frame. Nonetheless, it is not realistic to perform one bucket filling simulation and expect that the full wear process can be captured. In this work, a trade-off regarding simulated bucket fillings was performed, so that the total simulation time was reasonable. The pile that was shown in
Figure 7 was one out of a total of three piles used for the bucket fillings. For one simulation sequence, using one of the piles, the bucket was moved through the pile with a movement presented in [
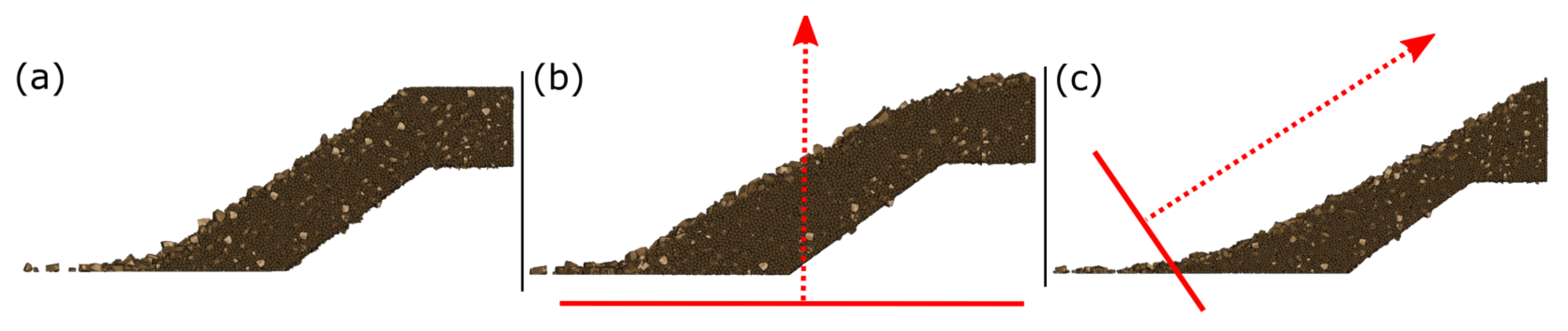
38]. The particles were then emptied into the same pile by opening the door in the rear of the bucket. In this way, the amount of material was kept constant in the pile throughout all bucket fillings for that specific simulation sequence. In order to create a rearrangement in how the particles are located in the muck-pile, a total of three different muck-piles were used, which are shown in
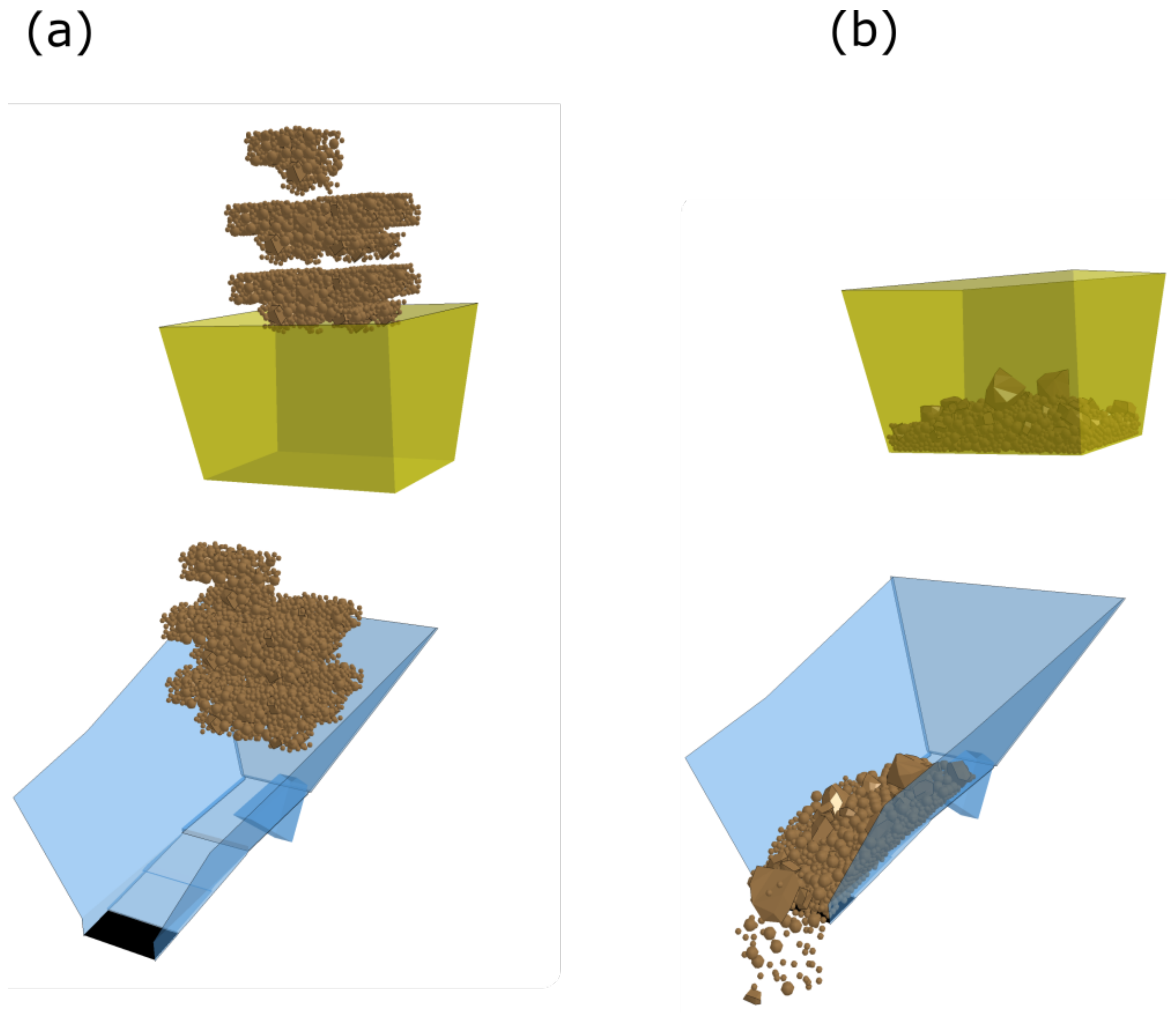
Figure 8. The total number of particles are constant for all muck-piles and the rearrangements were performed by simulating a wide plate moving through the muck-pile in
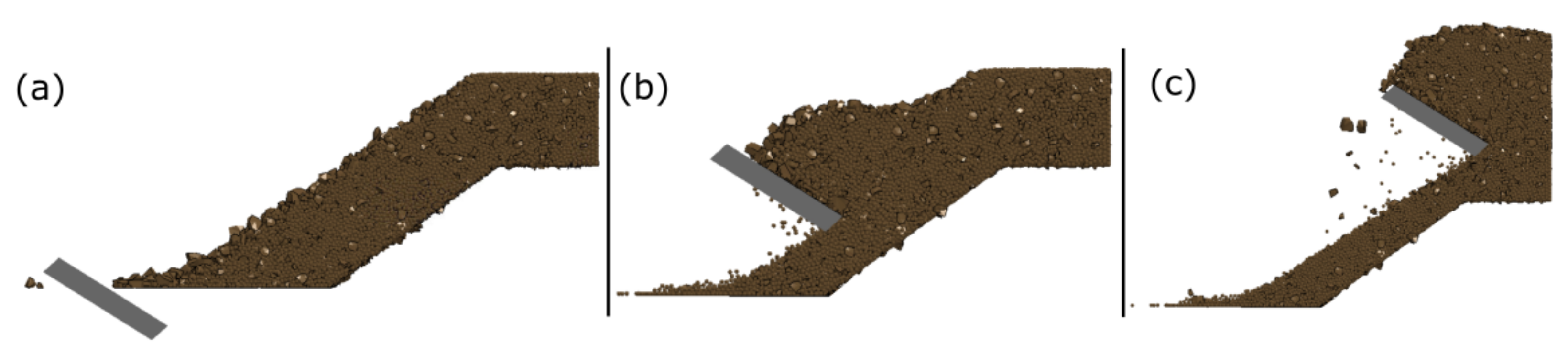
Figure 8a. The plate only has contact with the granular material, and the directions of how the plate moves is shown in
Figure 8b,c. After the plate has moved the specific distance, the contact between plate and granular material is removed. In
Figure 9, three snapshots are illustrating how the plate movements are performed for the muck-pile shown in
Figure 8c. A similar approach was used for generating the muck-pile in
Figure 8b.
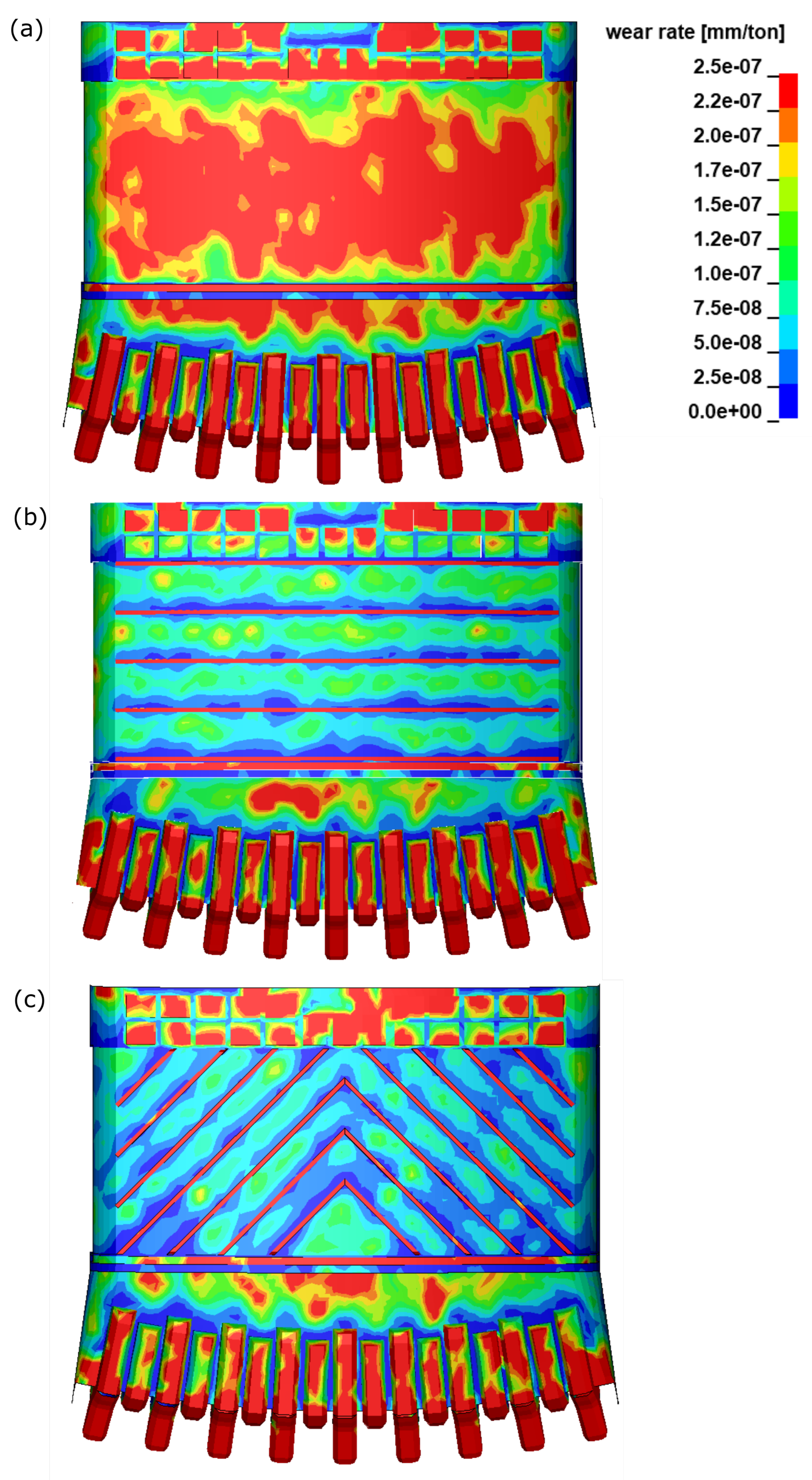
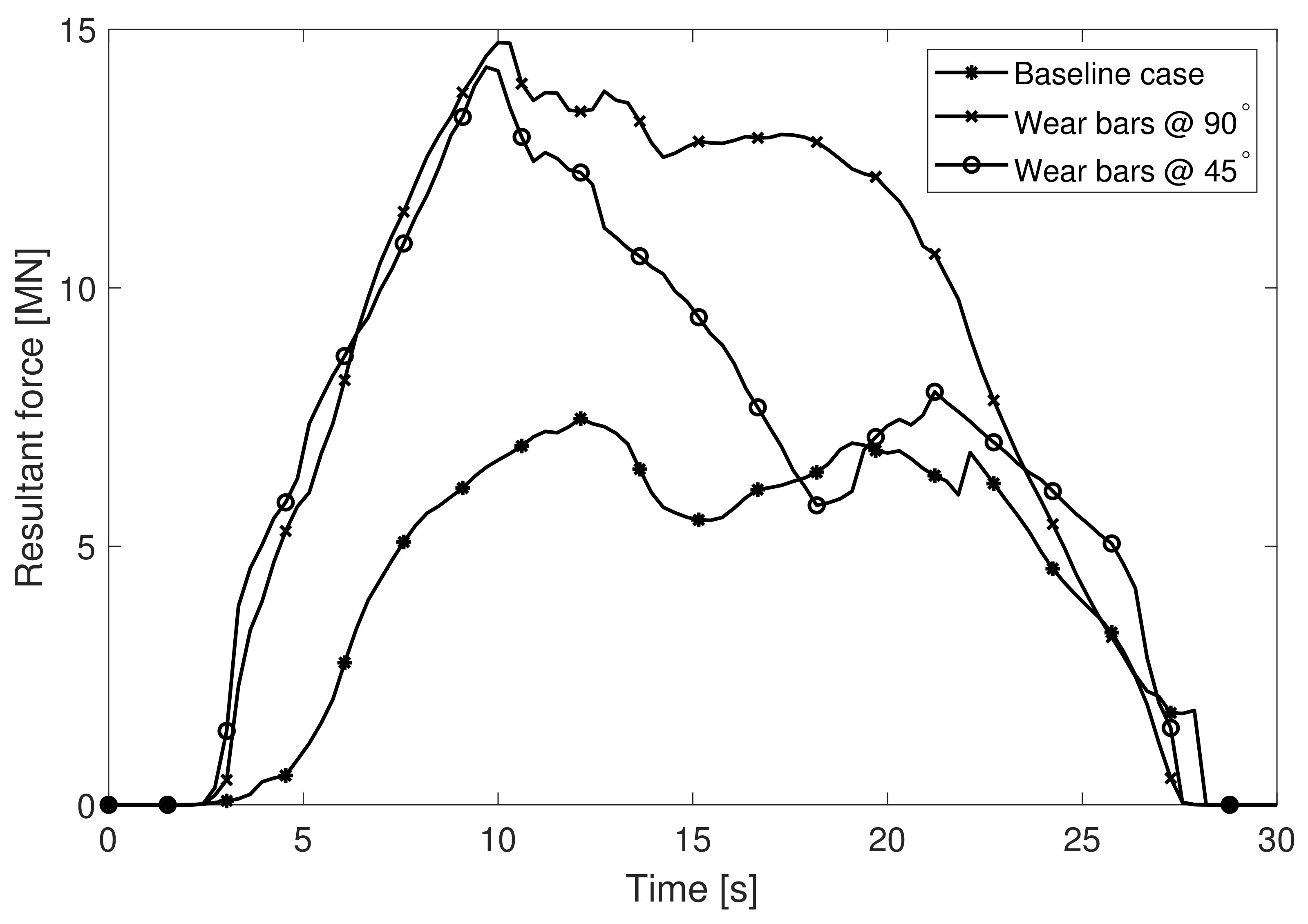
3.6. Application of Model to Minimize Wear
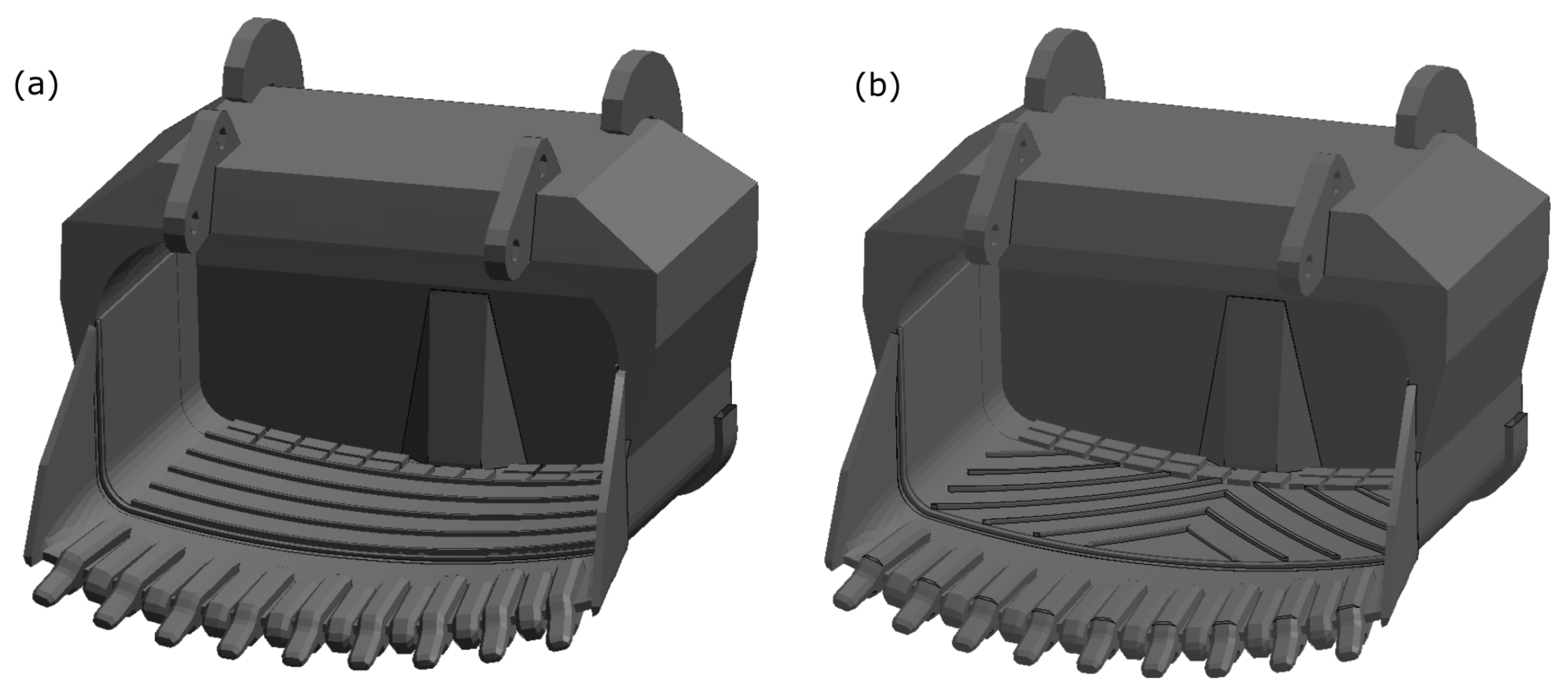
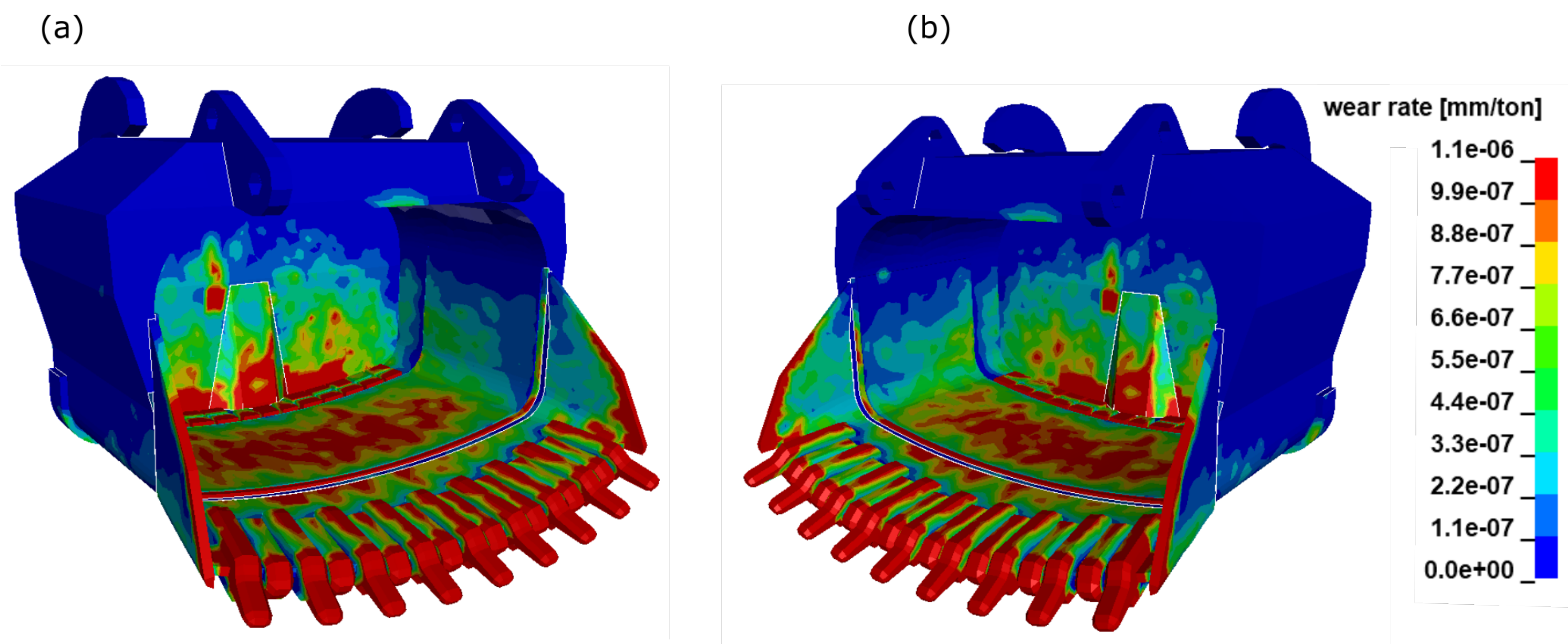
The validated model was used to evaluate how different geometrical changes in, e.g., a rope shovel bucket affects wear, dig force, and filling degree. Two examples of utilizing the model were investigated in order to evaluate if the present model was suitable for such a task. The approach was to perform simulations when changes were made to the bucket and further evaluate the changes in wear, dig force, and bucket filling degree. Comparisons between the original bucket used for the validation case and the two buckets with added features were performed. The buckets with added features in the form of steel bars at 90° and 45° angles to the direction of the material flow are shown in
Figure 10. The material of the steel bars were the same as for the remaining bucket. The only difference between the new and the baseline model setup was the added steel bars. Ten bucket filling cycles were repeated for all the comparisons.


























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}