1. Introduction
Among the priority activities of the mining and industrial complex and research organizations providing support to the entire technological cycle of deposit operation, the primary is the design and industrial development of innovative technologies aimed at resource and energy conservation, rational use of mineral reserves, environmental safety, and protecting the environment from industrial pollution [
1]. One of the ways to improve the efficiency of the mining enterprise, and in particular the ore beneficiation stage, is the staged removal of end products from the processing as the minerals containing useful components are liberated in the crushing and grinding processes [
2]. The first stage, in which a part of empty and low-mineralized rocks with a grain size of less than 300 mm is removed, is a preliminary concentration (pre-concentration) of the mined rock mass by means of lumpy separation, based on magnetic, gravitational, and radiometric properties of the minerals. Reduction of technological flow in its implementation contributes to compliance with the principle of rational ore preparation: “not to crush and not to process anything unnecessary” [
3,
4,
5,
6,
7,
8].
The use of the pre-concentration process in mineral processing technology does not reduce the total amount of processing waste, but changes its size; namely, it forms a lumpy material of separation waste with a size of 300 to 20 mm and directs it to waste dumps. The fine-grained wastes formed during the ore separation product processing are stored in the tailing’s storage. Reducing the negative environmental impact of mineral processing waste in this case is provided by reducing the amount of fine-grained tailings, which are the main source of air pollution from the surface of dry beaches of reclamation bays, slopes of dams [
9], as well as the possibility of secondary use of dry magnetic separation waste-production of crushed stone used in road repairs, backfilling dams, embankments, filling mined-out space, and production of construction materials.
The positive effects of the pre-concentration processes on the crushing and grinding process, in particular on the reduction of energy consumption during crushing and grinding, was noted in [
10]. The paper [
11] presents the results of complex studies of the Khibiny apatite ores, covering the entire ore processing cycle: ore preparation, including X-ray luminescence separation, and apatite flotation, as well as the study of the physical-mechanical and mineral-technological properties of rocks sorted during pre-concentration to determine the scope of their recycling, indicating a 30% reduction in the number of finely ground apatite flotation tails while maintaining the quality of apatite concentrate and apatite extraction in the concentrate at the level of 97%.
In this work, the influence of pre-concentration processes on crushing, grinding, and magnetic separation is considered by the example of the iron ores of the Kostomuksha ore field located on the territory of North Karelia (Russia), 10 km north of Kostomuksha town. A large number of scientific papers have been devoted to the geological structure and the study of the material composition of ores [
12,
13,
14,
15,
16], therefore in this work, only a brief overview is presented.
The geological structure of the Kostomuksha ore field contains the metamorphic complex of the Lower Proterozoic rocks, represented by a variety of crystalline schists (quartz-amphibole-biotite composition), ferruginous quartzites, plagioporphyries, gabbro, amphibolites. Ferruginous quartzites occur mainly in the upper rock horizon of the metamorphic thickness and compose parallel elongated ore beds, intercalated with interlayers of ore-free crystalline schists.
The whole complex of rocks forms a monoclinal fold arched in plan. The ore field extends in the form of a curved strip up to 15 km long, 0.7—1.8 km wide, and is divided into three sections: Northern, Central, and Southern. The Northern and Central sections are 8.5 km long and extend first in the meridional direction, then turn sharply to the southeast. The Southern section is traced in the latitudinal direction at a distance of 6.5 km. The Central and Southern sections are represented by the largest, sustained in thickness and strike ore basins containing the main ore reserves. In addition to the main ore basins, there is a significant number of relatively low, thick, and less well-sustained individual sets of ferruginous quartzites, occurring, as a rule, in the hanging wall of the metamorphic stratum.
Specific features of the ore body occurrence require a particular approach to the organization and technology of its mining. In quarries of the Karelsky Okatysh mining and processing plant, so-called interbedded zones occur: the ore contains rock inclusions or the ore deposit neighbors upon a dead rock [
17]. The implementation of drilling-and-blasting operations led to mixing of the ore and rock, which increases the throughput for obtaining a necessary amount of commercial product. A solution to the identified problem, i.e., separation of dead rocks at an early stage of technological cycle, which ensures, inter alia, the reduction of energy consumption for key energy-intensive operations such as grinding and classification (more than 66%) [
18], is dry magnetic separation. The choice of this pre-concentration method is conditioned by the ore mineral composition: from high- to low-magnetic ferruginous quartzites, magnetite-amphibole, amphibole-magnetite, and biotite-magnetite differences. The main ore mineral of ferruginous quartzites is magnetite (20–65%); hematite is constantly present, but on average no more than 2%; pyrite, pyrrhotite, rarely chalcopyrite, arsenopyrite, sphalerite, marcasite, and galena are found in sulfides. The silicate part is represented by quartz (20–50%), amphibole (5–20%), and biotite (0–40%).
Amphibole—magnetite quartzites are the richest (magnetite content −40–65 to 75%) and the purest in sulfur; biotite-magnetite ores are the poorest (20–35%) and contain pyrrhotite from 0.5 to 10%, pyrite up to 1.5%, and apatite up to 3. At the time of the beginning of the development [
12], the ores of one of the oldest Kostomuksha deposits were considered poor in terms of their iron content, and free-milling in terms of the beneficiation. Also, for certain ore sites, an increased gold content was recorded [
19].
At present, JSC Karelsky Okatysh mines the ores of the Kostomuksha and Korpangskoe deposits, but they are processed separately, since the Kostomuksha ores belong to the refractory ore, and the Korpangskoe deposit ores are free-milling. The differences in the ore beneficiation are related to the magnetite impregnation—namely, the content of pieces with larger magnetite in the sample of free-milling ores.
The aim of this work is to assess the influence of textural features and material composition of the Kostomuksha and Korpangskoe ore deposits on the implementation of primary ore preparation processes, including their pre-concentration by dry magnetic separation and primary crushing on jaw and roll crushers. To achieve this goal, the following areas of research were identified: assessment of the influence of ore texture on the technological parameters of dry magnetic separation; selection of modes of dry magnetic separation of ore samples; estimation of ore crushing capacity and magnetite liberation at particle sizes less than 2 mm by means of mineralogical and granulometric analysis; estimation of energy consumption during crushing of the initial ore and the processed product of dry magnetic separation.
3. Results
The study of the initial material of iron ore samples (size class of −80 + 0 mm) from the Kostomuksha and Korpangskoe deposits has shown that their chemical and material composition are almost identical. Deviations in the contents of the studied chemical compounds are within 0.5% absolute (
Table 1).
The petrographic composition of studied iron ore samples is given in
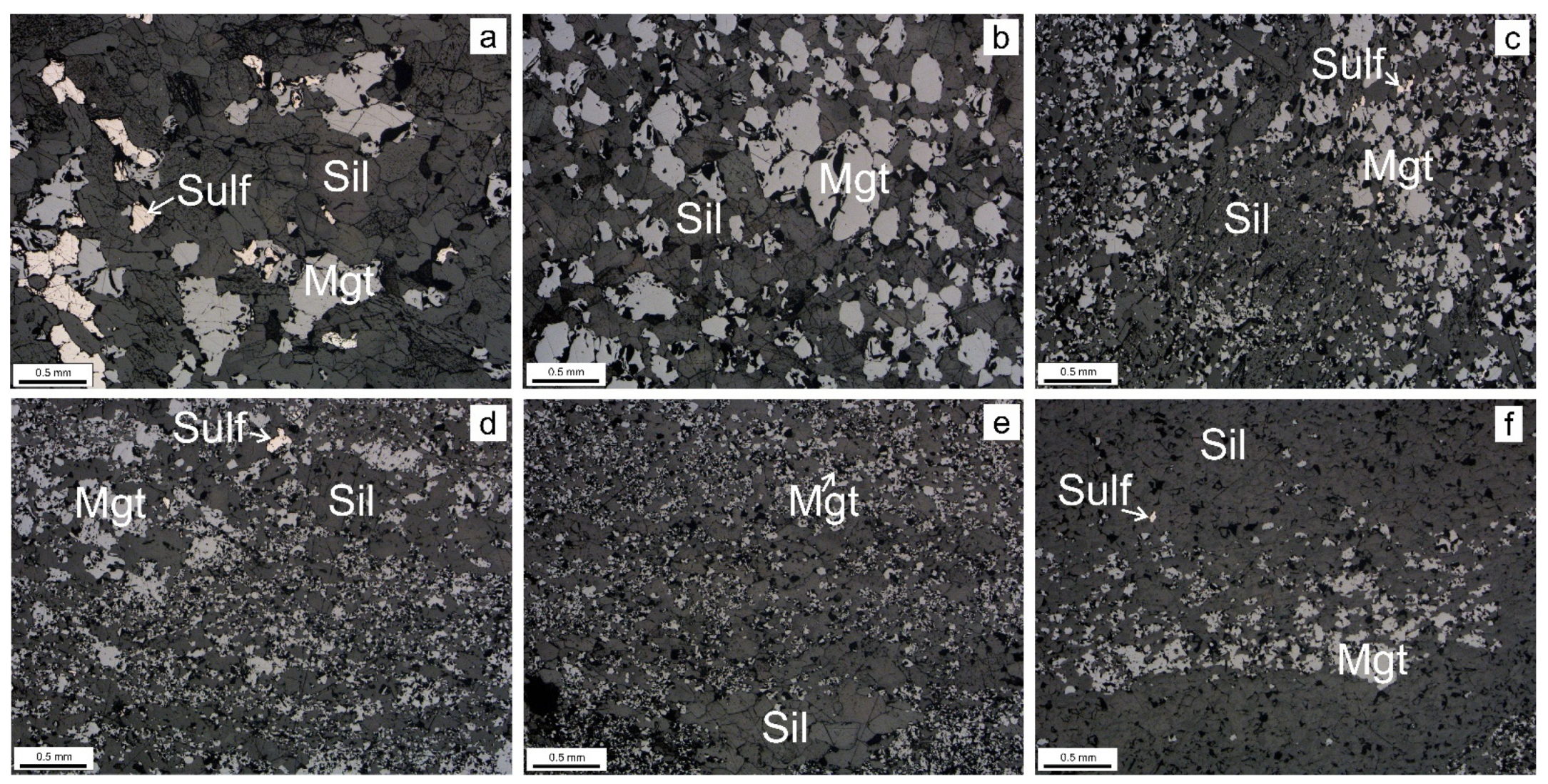
Table 2. The refractory ore sample (Kostomuksha deposit) is presented mainly by weakly banded ferruginous quartzites I with fine-grained (>0.2 mm) magnetite (
Figure 2d–f). Ferruginous quartzites II occur as a weakly banded rock with medium-grained (0.5–1 mm) magnetite (
Figure 2a–c) and are presented in the free-milling ore sample of the Korpangskoe deposit. The amount of ferruginous quartzites II with medium-grained magnetite is greater in five times in the free-milling ore sample.
According to the results of ore mass distribution analysis by size, in the Kostomuksha deposit ore sample, the size class −80 + 50 mm predominates by 55.8%; in the sample of the Korpangskoe deposit, the highest yield is in the size class −50 + 20 mm, −45.04% (
Table 3). The yield of particle size classes with particle sizes less than 20 mm is close and amounts to 18.12% and 17.34%.
Table 4,
Table 5 and
Table 6 present the results of dry magnetic separation (DMS) of an iron ore sample of size class −80 + 0 mm.
It has been established that technological parameters of dry magnetic separation of initial and classified ore mass differ insignificantly. E.g., for an iron ore sample of the Kostomuksha deposit, the yield of the non-magnetic fraction was 12.40 and 10.35%, and the
Fetotal in it was 5.70 and 5.36%, respectively, for the ore mass of the initial and classified size, which indicates the lack of necessity of the process of classification of ore mass before dry magnetic separation (
Table 7).
The mineralogical and petrographic composition of the non-magnetic products of all the studied samples of size class −80 + 0 mm is represented by the host complex rocks, as well as, probably, boulder and pebble material of overburden rocks, mainly diorites, amphibole schists, amphibolite, granites, and pegmatites.
The rocks of the magnetic product are mainly represented by ferruginous quartzites: medium- to fine-grained, uneven-grained, weakly banded, massive textures. The following varieties are distinguished: containing one or two types of amphiboles and micaceous ferruginous quartzites. The content of silicates and quartz varies in the range of 20% to 60% (
Figure 2). The scale shown in the upper-left corner of the first thin section applies to all others. Ore minerals are represented by magnetite, hematite, and sulfides. The size of the magnetite impregnation is from the first microns up to 1 mm (
Figure 3).
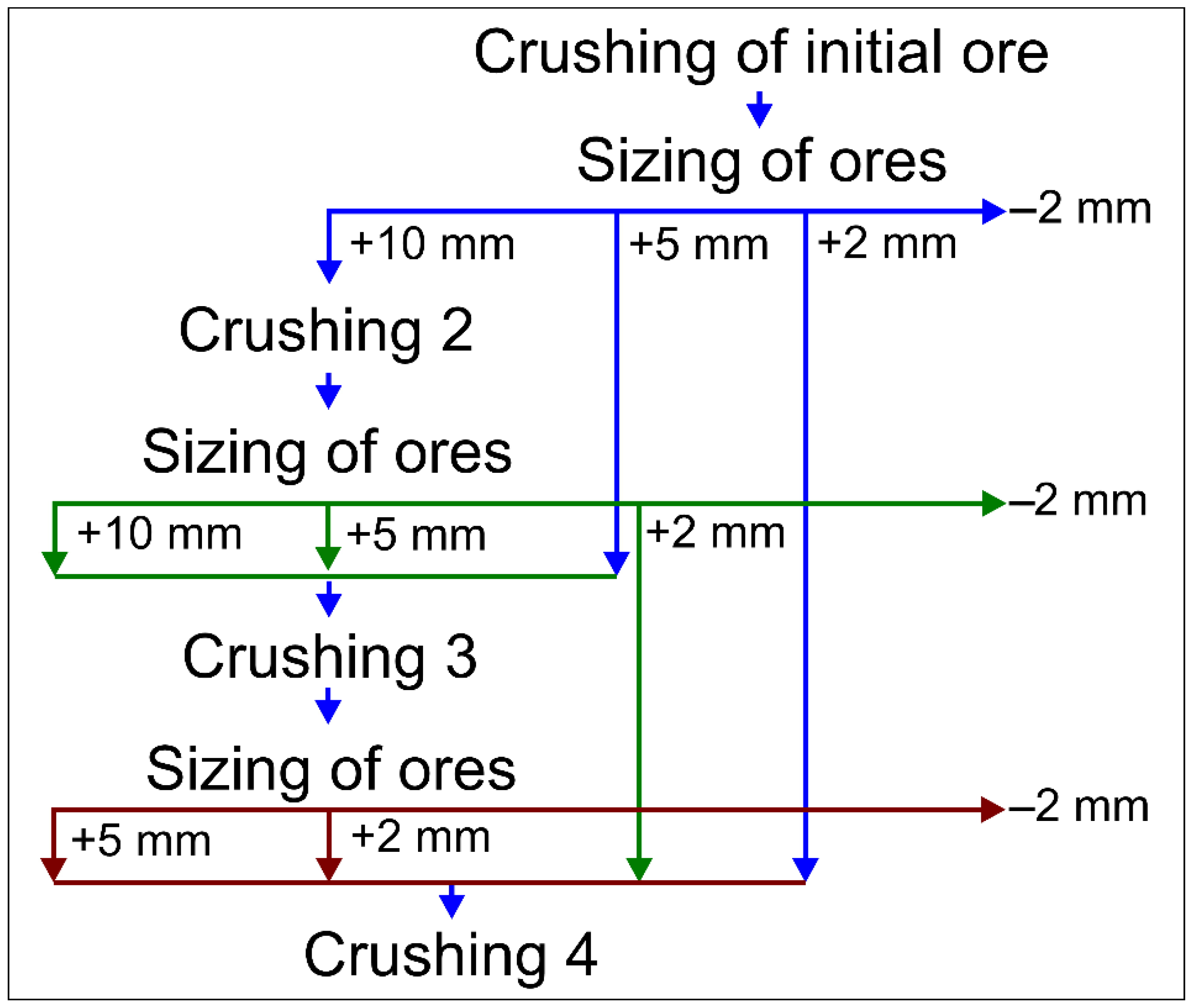
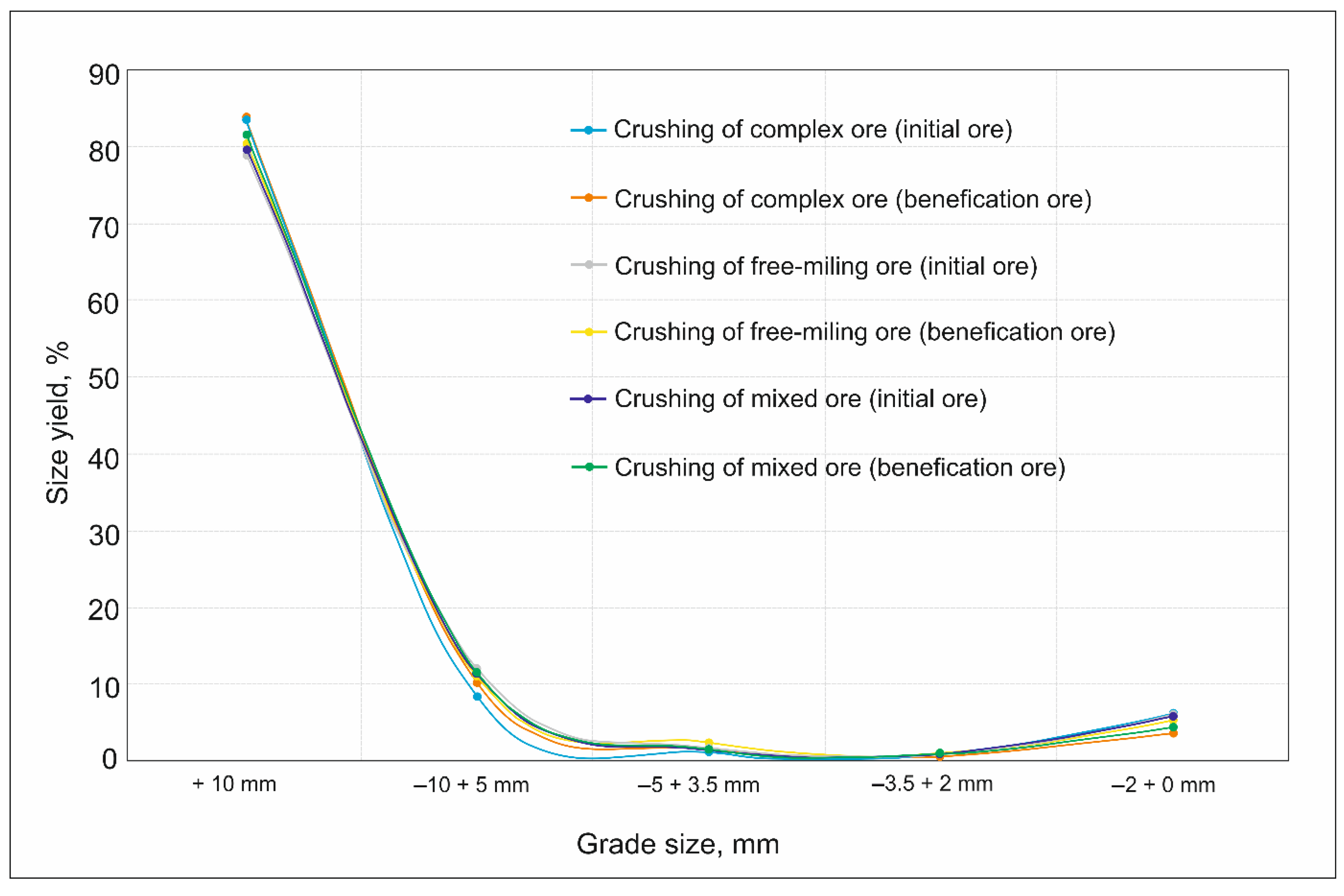
The granulometric composition of crushing products of the initial and processed ore of the intermediate disintegration stages and the final (more than 94% of the size class −2 + 0 mm), namely the yield of size classes, in most cases coincide; the variations are minimal and do not exceed 2% absolute (
Figure 4,
Table 8).
Figure 5 shows a histogram of the energy consumed when bringing the samples’ ore mass to a particle size of less than 2 mm. A decrease in the energy consumption for crushing the magnetic separation product in relation to the crushing of the source ore material has been found:
- -
for an ore sample from the Kostomuksha deposit by 5%;
- -
for an ore sample from the Korpangskoe deposit by 8%;
- -
for a mixture of ore samples from the Kostomuksha and Korpangskoe deposits by 6%.
Table 9 presents the names of the polished sections prepared for the assessment of the liberation of ore minerals in the crushing products of the initial and processed ore. The yield of the size classes indicated in
Table 9 is shown in
Table 8. The polished sections consist of the required amount of the tested substance and epoxy resin.
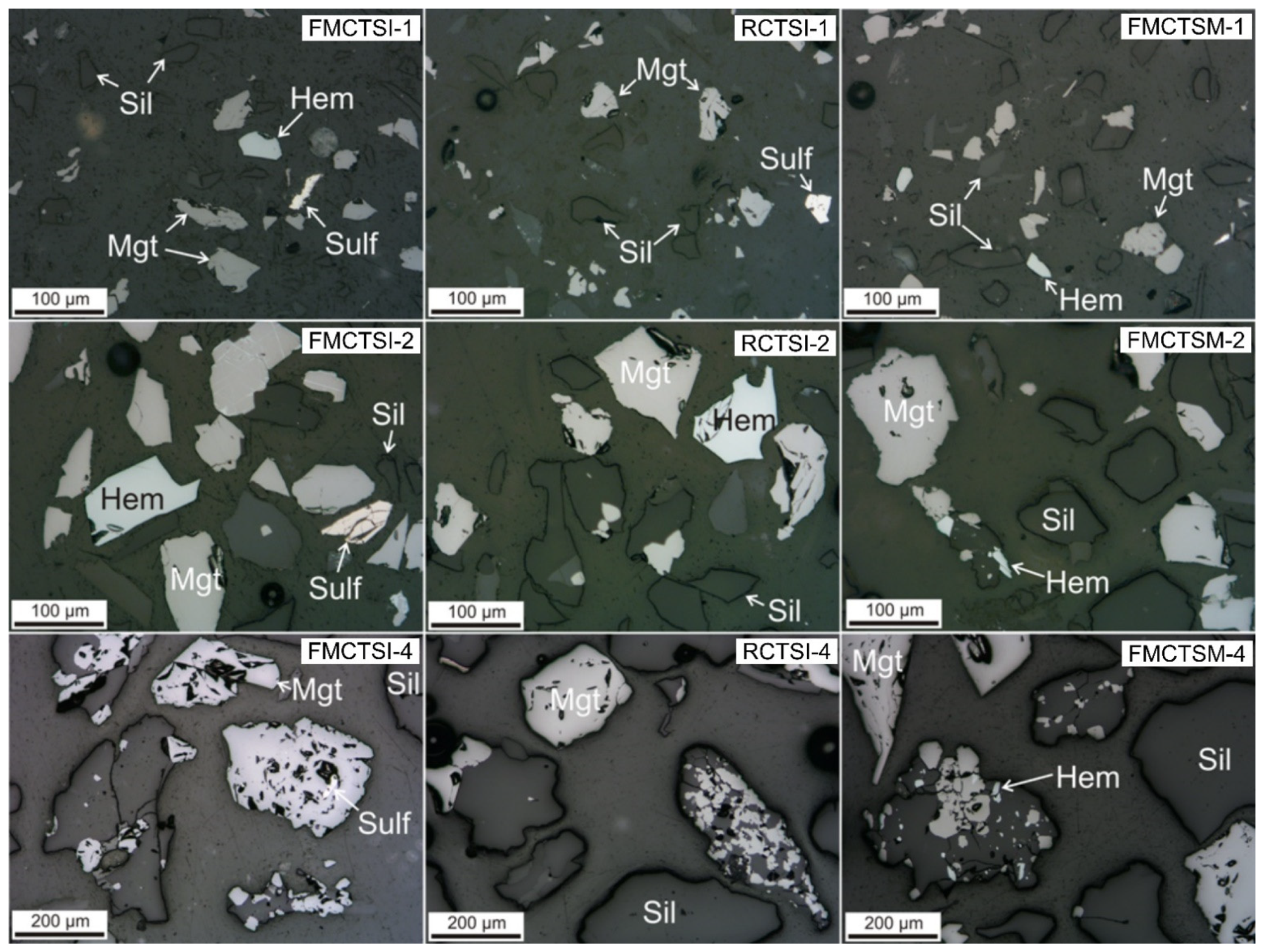
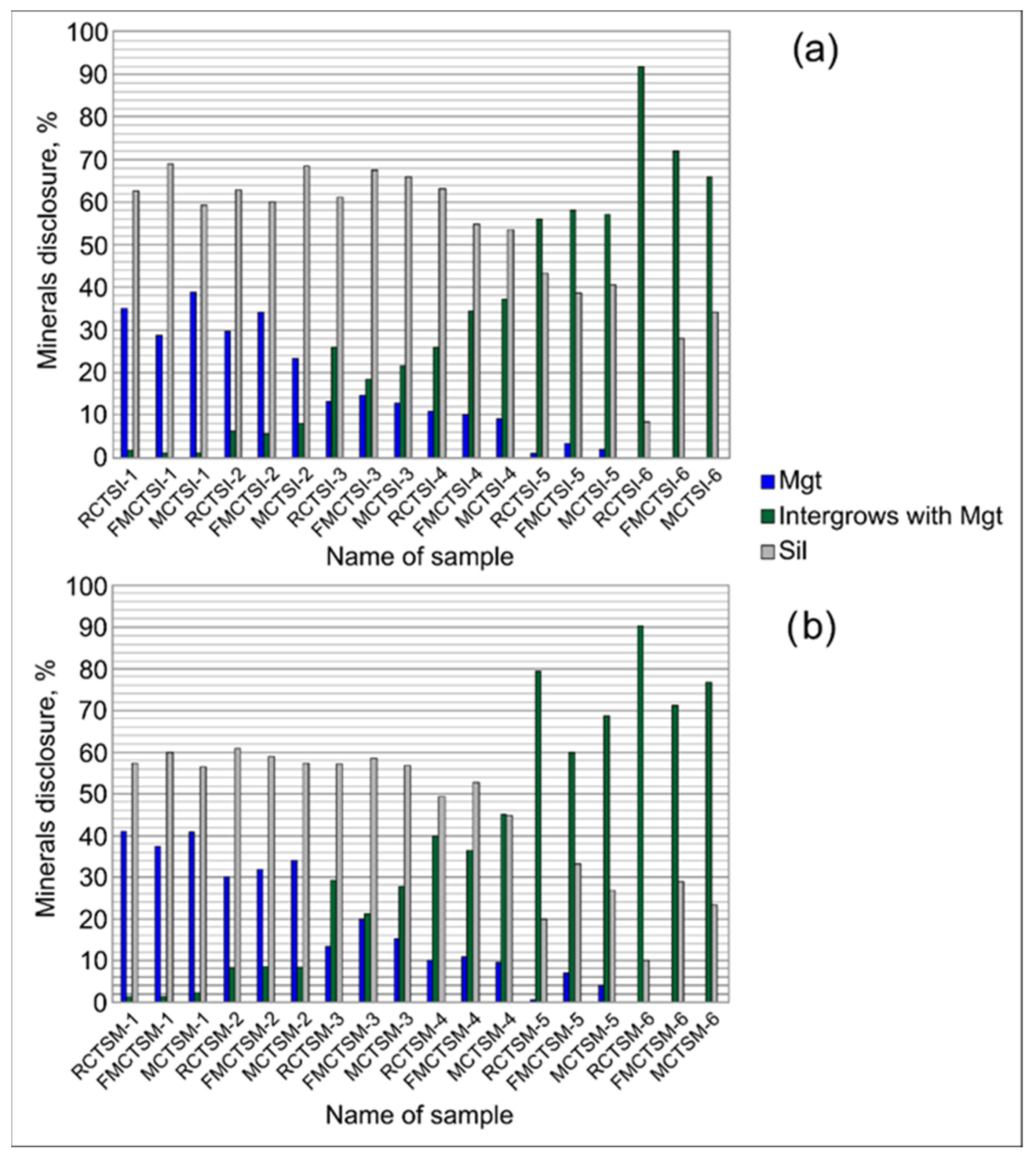
Table 10 shows the results of quantitative evaluation of the disclosed grains of some minerals: magnetite, hematite, sulfides, and the intergrows of these minerals with each other and silicates (
Figure 6) in the combined size class –0.63 + 0.045 mm.
4. Discussion
Analysis of the results of dry magnetic separation of ferruginous quartzites (
Table 4,
Table 5 and
Table 6) indicates its high efficiency on samples of ferruginous quartzites from the Kostomuksha ore field of the size class −80 + 0 mm. More than 98% Fe
magn and at least 96%
Fetotal are extracted into the magnetic product.
The results of dry magnetic separation of refractory and free-milling ore samples performed separately and in the mixture indicate minor changes in the technological parameters of separation, namely:
- -
the yield of a non-magnetic product varies from 12.4% to 13.5%,
- -
the Fetotal content in the magnetic product increases by 1.11–1.14 times,
- -
the amount of Fetotal losses with a non-magnetic product varies in the range of 2.4–3.6%, which means that there is no need for additional preparation of ore from different deposits separation. In addition, the amount of harmful impurities is reduced by at least 15%: S by 16.2–17.3%, SiO2 by 15.5–21.1%, and Al2O3 by 39.1–48.4%, which negatively affect the properties of the metal or the iron smelting (destroying the elements of the blast furnace).
It was found that due to the removal by dry magnetic separation of a non-magnetic product in the amount of 12.3–14.5%, represented by non-magnetite or weakly mineralized rock varieties (
Table 2) which are close to the ferruginous quartzites on their strength properties or exceed this reduced energy consumption for the crushing by at least 5% (reducing the size class from −80 + 0 mm to −2 + 0 mm). The most energy-consuming (44.1–49.3% of the total energy consumption spent on bringing the sample material to the size class −2 + 0 mm), regardless of the sample affiliation, is the third stage of crushing the ore mass of the size class −10 + 5 mm (
Figure 1).
For the processed ore from the Kostomuksha deposit, the crushing time was reduced by 23% compared to the crushing of the initial ore of the same mass. For the sample from the Korpangskoe deposit and the mixture, there are no significant differences (1–2%).
Analysis of the crushing products of the size class −1 + 0 mm revealed the presence of small amounts of hematite (0.63–1.99% Hem), both in free form and in aggregates with magnetite and silicates (
Table 10).
As noted above, the main macroscopic mineralogical and petrographic differences in ore samples from the Kostomuksha and Korpangskoe deposits are the content of lumps with larger magnetite, which explains their classification as refractory and free-milling ores and is reflected in the results of the study of the liberation of ore minerals in the crushing products of the initial and processed ore (
Figure 7).
Mostly liberated magnetite is contained in the size class −0.4 mm. A small amount of magnetite is present in the fineness class −0.63 + 0.4 mm (less than 0.26%) and in the size class +0.63 mm; all magnetite is present in the aggregates.
It was found that in the magnetic separation product of the ore sample from the Kostomuksha deposit, the amount of liberated magnetite in the size class −1 + 0 mm increases by 12.1% compared to the initial ore sample. For the sample of the Korpangskoe deposit, the opposite trend is observed: a decrease in the amount of free magnetite by 30.9% in the magnetic product. Analysis of the magnetite liberation in the mixture indicates a deterioration in the results obtained during the separate crushing of refractory and free-milling ore and a decrease in the amount of open magnetite in the magnetic product by 60% compared to the initial ore.
In the aggregates, magnetite is found with hematite (Hem), sulfides (Sulf), and silicates (Sil). Two types of magnetite aggregates with silicates are distinguished: 1—an aggregate composed of relatively large magnetite and silicates, where hematite and sulfides may be present; 2—a thin impregnation of magnetite in silicate, where hematite may also be present, and less often sulfides. In the initial ore, the magnetite aggregates with silicates are represented by the second type.
The amount of magnetite with sulfides (Mgt + Sulf) and with hematite and silicates (Mgt + Hem + Sil) in the magnetic separation product for all samples decreases. For magnetite aggregates with hematite (Mgt + Hem), the tendency of a decrease in their quantity is noted for samples of the Korpangskoe deposit and the mixture. Since the refractory ore contains more fine phenocrysts of magnetite in silicates, the percentage of aggregates is higher both in the original ore and in the magnetic fraction than in the free-milling ore and mixture.
The diagram (
Figure 7) shows that the initial ore, unlike the magnetic product, contains more liberated silicates.
5. Conclusions
The textural and structural features, material (rock varieties), and granulometric composition of ferruginous quartzite samples from the Kostomuksha and Korpangskoe deposits of the Kostomuksha ore field do not have a significant impact on the technological parameters of the primary ore preparation processes: dry magnetic separation and disintegration (reduction of grain size class from −80 + 0 mm to −2 + 0 mm). Therefore, they do not require separate implementation of dry magnetic separation of refractory and free-milling ore samples. Moreover, it is noted that when crushing a mixture of ore samples, the overall energy consumption is reduced: the energy consumption when crushing a mixture of ore samples is reduced for the original ore by 8.8%, and for the magnetic product by 9.1% compared to separate crushing.
Analysis of mineral liberation indicates a significant decrease in the yield of free magnetite during crushing of a mixture of magnetic products of refractory and free-milling samples (for the initial ore the amount of liberated magnetite is almost the same), as well as an increase in the amount of magnetite aggregates with sulfides, hematite, and silicates by 3.2–4.6% absolute.
The presented results of the mineral liberation during the crushing determine the feasibility and effectiveness of the implementation of separate crushing. In the future, to confirm this thesis, it is necessary to evaluate the distribution of free minerals and aggregates after the crushing processes.


 and
and 







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}