
The Challenges and Prospects of Recovering Fine Copper Sulfides from Tailings Using Different Flotation Techniques: A Review

 ,
,  , ,
, ,
Abstract
:1. Introduction
2. Tailing Loss
2.1. Tailing Amount
2.2. Mechanism

3. Methods for Copper Recovery from Tailings
3.1. Decreasing Bubble Size Approach
3.1.1. Column Flotation
3.1.2. Microbubble Flotation

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name | Minerals Studied | Process/Effects | References |
|---|---|---|---|
| Electroflotation | Chalcopyrite (<20 µm) | Bubble generation by electrolysis. | [69] |
| Improved recovery by electrolytic oxygen. | |||
| Charged microbubble/colloid gas aphrons (CGAs) microbubble | CuO and SiO2 (<10 µm) | CGAs generated using high speed impeller. | [70] |
| The grade of CuO improved from 59% to 82%. Recovery of CuO improved from 58% to 77%. | |||
| Microbubble flotation | Pyrite (FeS2), chalcopyrite (CuFeS2), galena (PbS), and sphalerite (ZnS) | Bubbles generated using Silica Porous Glass (SPG) filter. | [66] |
| Microbubble flotation of ultrafine sulfide minerals. | |||
| Microbubble flotation | Galena (PbS) and sphalerite (ZnS) | Bubbles generated using Silica Porous Glass (SPG) filter. | [71] |
| Collector-less microbubble flotation using sodium hydrosulfide. | |||
| Nano-microbubble | Chalcopyrite fines (14−38 µm) Ultrafine particles (5−14 µm) | Bubble size (D90 = 100 µm) generated by hydrodynamic cavitation. | [72] |
| Improved recovery of fine and ultrafine particles (16−21%). |
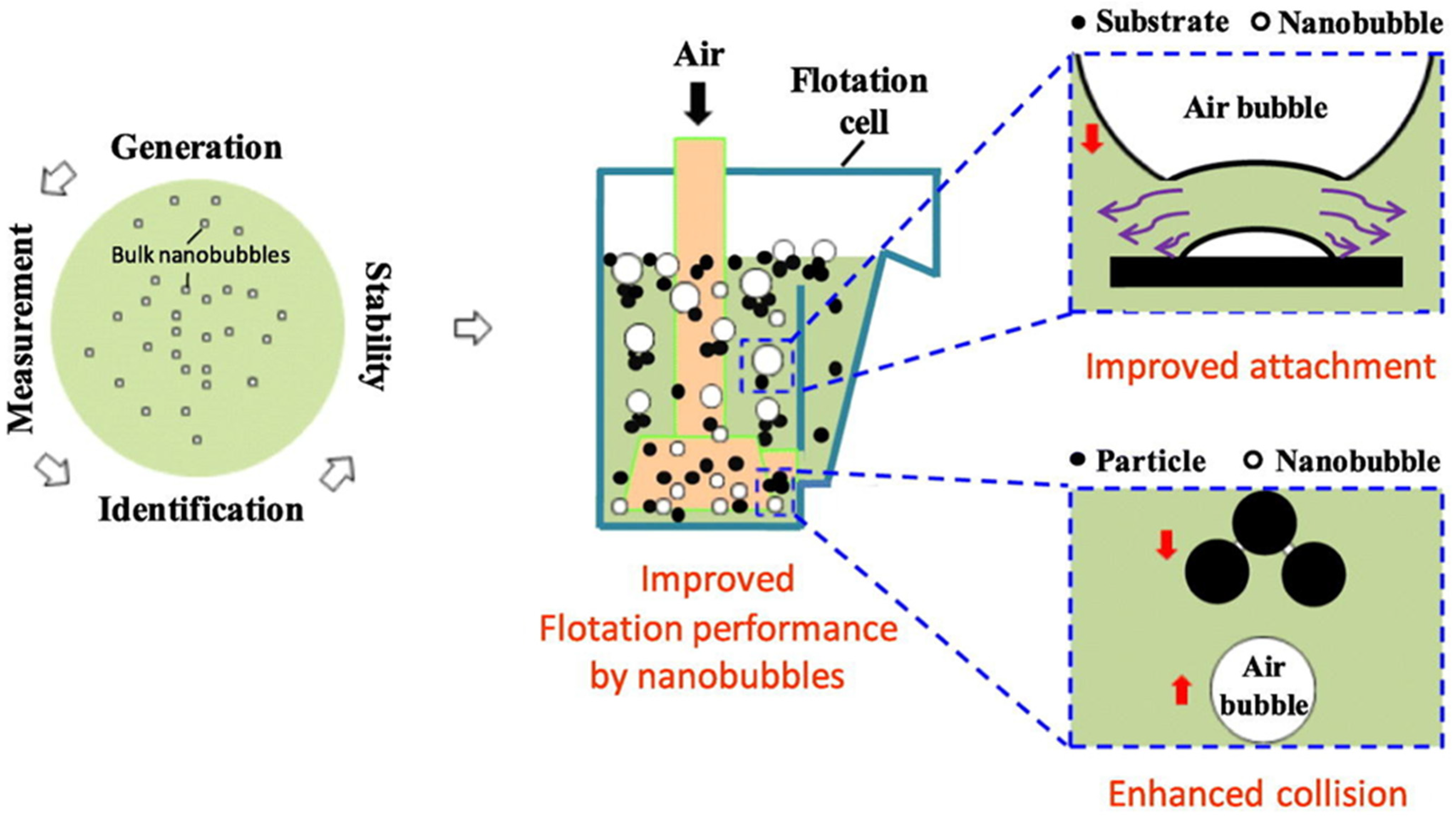
3.1.3. Nanobubble Flotation
3.2. Increasing Particle Size Approaches
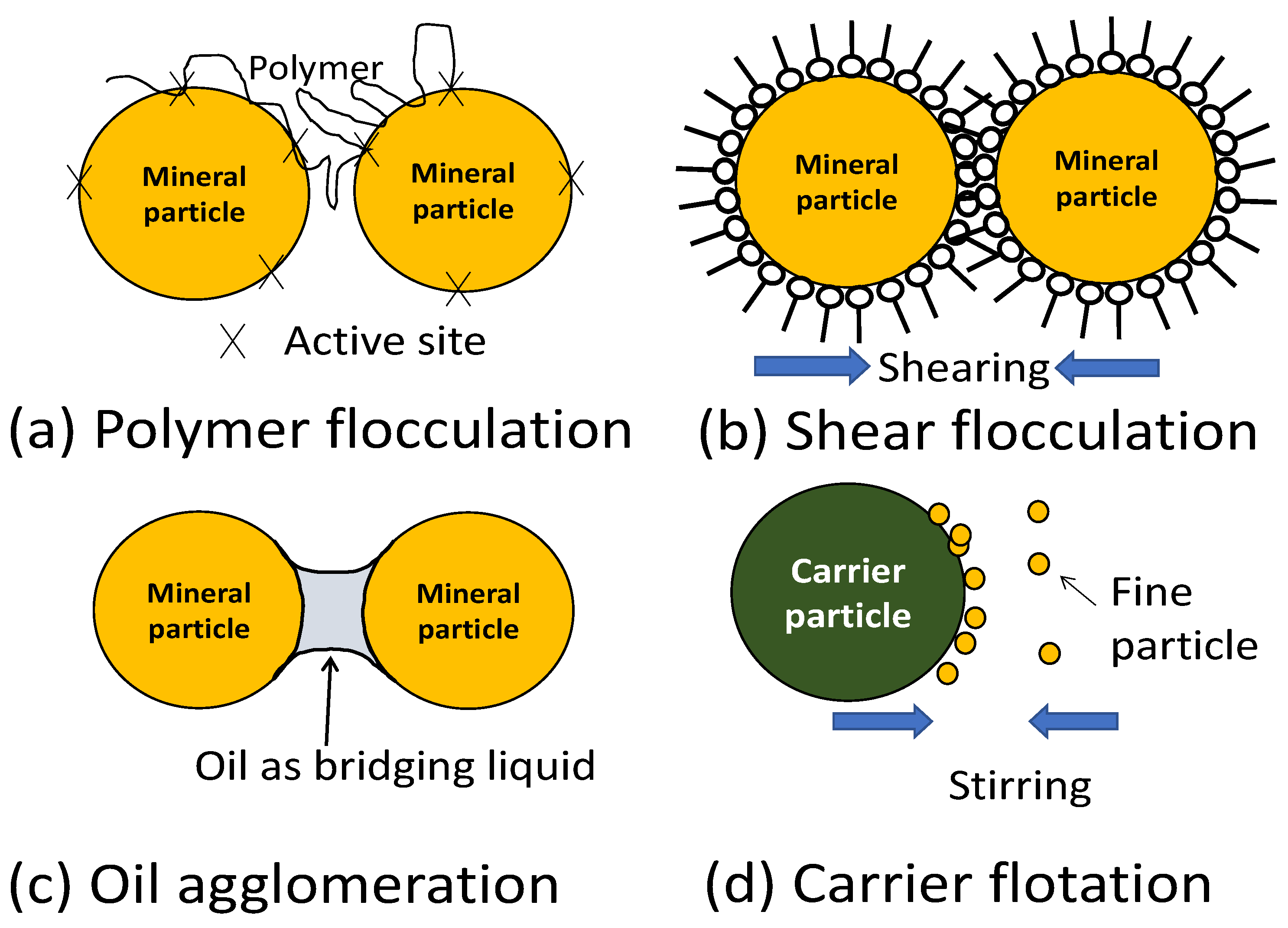
3.2.1. Polymer Flocculation
3.2.2. Shear Flocculation
3.2.3. Oil Agglomeration
3.2.4. Carrier Flotation
4. Summary
- Evaluating literature data shows that to recover fine particles and to maintain the required particle–bubble diameter ratio, bubble size needs to be reduced or particle size needs to be increased.
- The mean diameter of bubbles produced in column cells (1−3 mm) is still relatively large, and fine particles are less likely to collide with rising bubbles.
- In addition to enhancing fine particle recovery by forming aggregates, NBs also act as secondary collectors, thereby reducing collector and frother consumption.
- Microbubbles rising with attached mineral particles lead to longer residence times in the flotation circuit due to their slow speed. Moreover, the microbubbles increase water recovery, thereby increasing gangue mineral entrainment and reducing selectivity.
- Polymer flocculation is a promising method for increasing the apparent particle size, but this method is less selective.
- Shear flocculation requires a comparatively high amount of energy compared to other aggregation methods.
- Oil agglomeration requires a large amount of oil and agitation strength; however, this problem can be overcome when emulsified oil stabilized by a surfactant is used.
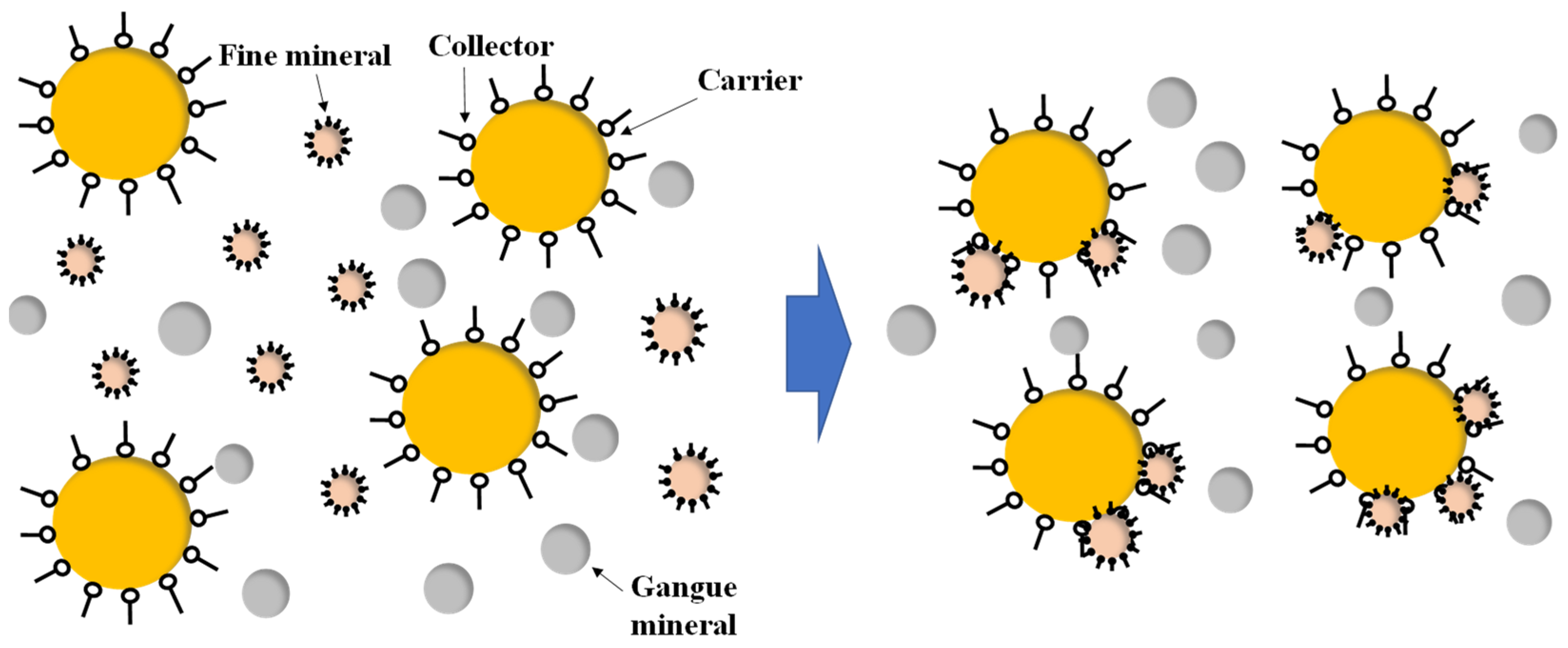
- Carrier flotation utilizes hydrophobic interactions, and fine particles are selectively attached onto the surface of coarse carrier particles.
- Polymer flocculation, shear flocculation, and oil agglomeration can generate larger flocs/aggregates from fine particles, thereby improving fine particle recovery. However, none of these techniques can be applied to recovering copper from tailings because the amount of copper minerals in tailings is small, causing a limitation of floc/aggregate size. Their applicability in mineral flotation has also been limited due to the lack of selectivity in aggregation.
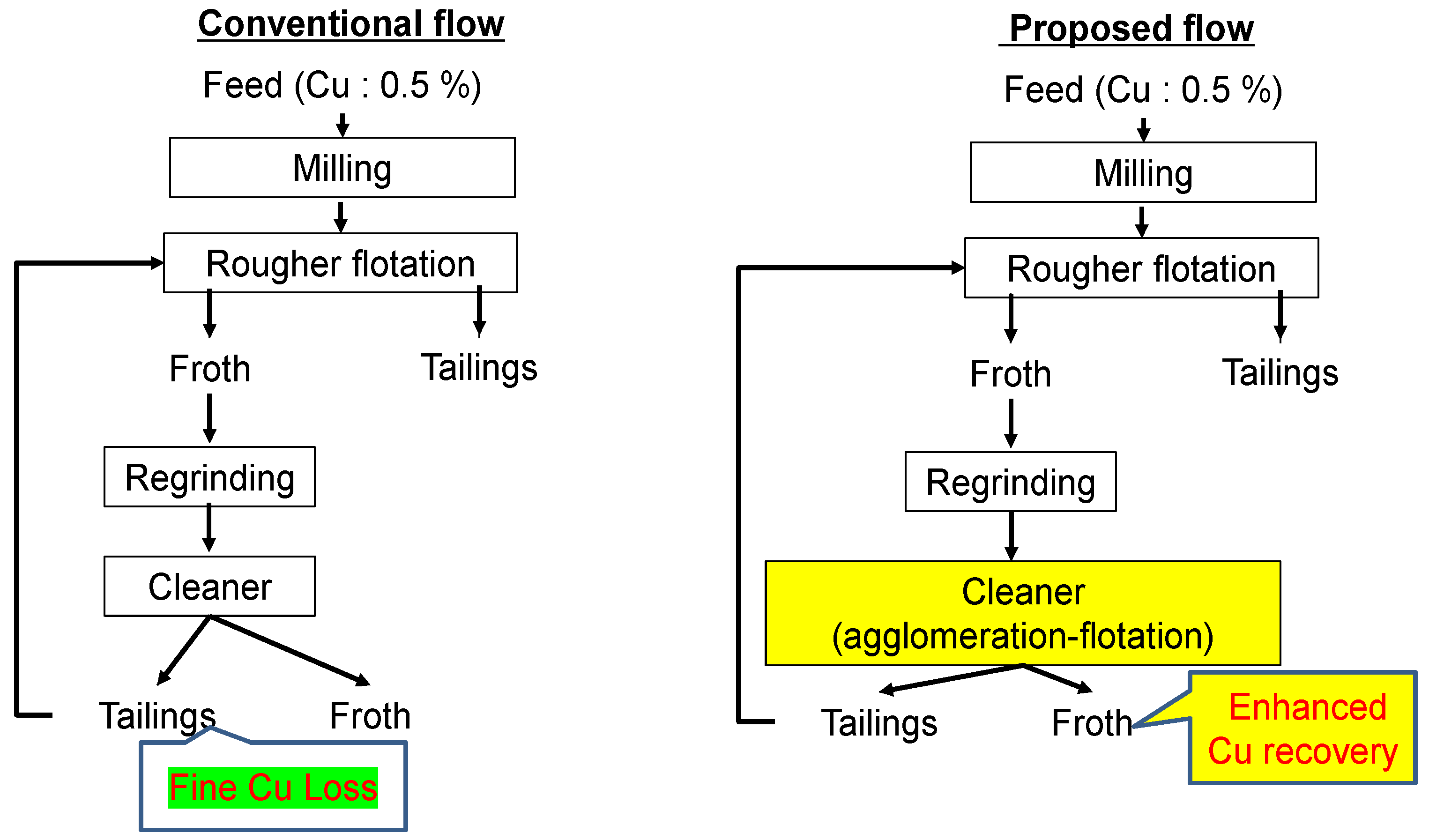
- Carrier flotation is more suitable for copper recovery from tailings because agglomerate size is mainly dependent on carrier size itself, and can be applied even if the amount of fine particles is limited.
- Microbubble flotation and nanobubble flotation can improve the flotation rate and recovery of fine particles; however, they cause a higher water recovery, which causes increased entrainment of gangue minerals. Researchers have rarely addressed NB’s impact on grade, separation efficiency, and selectivity of separation. More research is needed in this regard.
- The size of the agglomerate depends on the number of valuable mineral particles available in the feed. This gives the carrier flotation an advantage over the other agglomeration techniques because, in carrier flotation, agglomerate size is decided by the carrier itself; however, all these techniques have been applied on high-grade ores. The efficiency of these methods needs to be checked on real samples, i.e., tailings and low-grade ores.
- Autogenous carrier flotation can be integrated into the existing flotation circuits to minimize the loss of fine copper mineral particles, but the amount of carrier particles needs to be optimized for industrial scale operations.
- Research has shown that Cu2+-activated pyrite can be used as a carrier; however, there is no study on the post-flotation separation of fine particles attached to Cu2+-activated pyrite particles. Therefore, further studies are recommended in this regard.
Author Contributions
Funding
Conflicts of Interest
References
- Schlesinger, M.E.; King, M.J.; Sole, K.C.; Davenport, W.G. (Eds.) Chapter 2—Production and Use. In Extractive Metallurgy of Copper, 5th ed.; Elsevier: Oxford, UK, 2011; pp. 13–30. [Google Scholar]
- Tran, T.Q.; Chinnappan, A.; Lee, J.K.; Loc, N.H.; Tran, L.T.; Wang, G.; Kumar, V.V.; Jayathilaka, W.A.D.M.; Ji, D.; Doddamani, M.; et al. 3D Printing of Highly Pure Copper. Metals 2019, 9, 756. [Google Scholar] [CrossRef] [Green Version]
- Tabelin, C.B.; Park, I.; Phengsaart, T.; Jeon, S.; Villacorte-Tabelin, M.; Alonzo, D.; Yoo, K.; Ito, M.; Hiroyoshi, N. Copper and critical metals production from porphyry ores and E-wastes: A review of resource availability, processing/recycling challenges, socio-environmental aspects, and sustainability issues. Resour. Conserv. Recycl. 2021, 170, 105610. [Google Scholar] [CrossRef]
- Hund, K.; La Porta, D.; Fabregas, T.P.; Laing, T.; Drexhage, J. Minerals for Climate Action: The Mineral Intensity of the Clean Energy Transition; World Bank Group: Washington, DC, USA, 2020. [Google Scholar]
- Park, I. Advances in Selective Flotation and Leaching Process in Metallurgy. Metals 2022, 12, 144. [Google Scholar] [CrossRef]
- Park, I.; Kanazawa, Y.; Sato, N.; Galtchandmani, P.; Jha, M.K.; Tabelin, C.B.; Jeon, S.; Ito, M.; Hiroyoshi, N. Beneficiation of Low-Grade Rare Earth Ore from Khalzan Buregtei Deposit (Mongolia) by Magnetic Separation. Minerals 2021, 11, 1432. [Google Scholar] [CrossRef]
- Copper Drives Electric Vehicles. Available online: https://www.copper.org/publications/pub_list/pdf/A6191-ElectricVehicles-Factsheet.pdf (accessed on 15 March 2022).
- Schlesinger, M.E.; King, M.J.; Sole, K.C.; Davenport, W.G. (Eds.) Chapter 1—Overview. In Extractive Metallurgy of Copper, 5th ed.; Elsevier: Oxford, UK, 2011; pp. 1–12. [Google Scholar]
- de Lima, G.F.; de Oliveira, C.; de Abreu, H.A.; Duarte, H.A. Water Adsorption on the Reconstructed (001) Chalcopyrite Surfaces. J. Phys. Chem. C 2011, 115, 10709–10717. [Google Scholar] [CrossRef]
- Park, I.; Hong, S.; Jeon, S.; Ito, M.; Hiroyoshi, N. A Review of Recent Advances in Depression Techniques for Flotation Separation of Cu–Mo Sulfides in Porphyry Copper Deposits. Metals 2020, 10, 1269. [Google Scholar] [CrossRef]
- Park, I.; Hong, S.; Jeon, S.; Ito, M.; Hiroyoshi, N. Flotation Separation of Chalcopyrite and Molybdenite Assisted by Microencapsulation Using Ferrous and Phosphate Ions: Part I—Selective Coating Formation. Metals 2020, 10, 1667. [Google Scholar] [CrossRef]
- Park, I.; Hong, S.; Jeon, S.; Ito, M.; Hiroyoshi, N. Flotation Separation of Chalcopyrite and Molybdenite Assisted by Microencapsulation Using Ferrous and Phosphate Ions: Part II—Flotation. Metals 2021, 11, 439. [Google Scholar] [CrossRef]
- Aikawa, K.; Ito, M.; Kusano, A.; Park, I.; Oki, T.; Takahashi, T.; Furuya, H.; Hiroyoshi, N. Flotation of Seafloor Massive Sulfide Ores: Combination of Surface Cleaning and Deactivation of Lead-Activated Sphalerite to Improve the Separation Efficiency of Chalcopyrite and Sphalerite. Metals 2021, 11, 253. [Google Scholar] [CrossRef]
- Bulatovic, S.M. (Ed.) 12—Flotation of Copper Sulfide Ores. In Handbook of Flotation Reagents; Elsevier: Amsterdam, The Netherlands, 2007; pp. 235–293. [Google Scholar]
- Yuan, X.M.; Palsson, B.I.; Forssberg, K.S.E. Statistical interpretation of flotation kinetics for a complex sulphide ore. Miner. Eng. 1996, 9, 429–442. [Google Scholar] [CrossRef]
- Sripriya, R.; Rao, P.V.T.; Choudhury, B.R. Optimisation of operating variables of fine coal flotation using a combination of modified flotation parameters and statistical techniques. Int. J. Miner. Processing 2003, 68, 109–127. [Google Scholar] [CrossRef]
- Peng, Y.; Bhambhani, T. Preface to the MME Special Focus Issue on Managing Gangue Minerals. Min. Metall. Explor. 2021, 38, 669–671. [Google Scholar] [CrossRef]
- Chen, J.; Chimonyo, W.; Peng, Y. Flotation behaviour in reflux flotation cell—A critical review. Miner. Eng. 2022, 181, 107519. [Google Scholar] [CrossRef]
- Fosu, S.; Awatey, B.; Skinner, W.; Zanin, M. Flotation of coarse composite particles in mechanical cell vs. the fluidised-bed separator (The HydroFloat™). Miner. Eng. 2015, 77, 137–149. [Google Scholar] [CrossRef]
- Suppes, R.; Heuss-Aßbichler, S. Resource potential of mine wastes: A conventional and sustainable perspective on a case study tailings mining project. J. Clean. Prod. 2021, 297, 126446. [Google Scholar] [CrossRef]
- Kapur, A.; Graedel, T.E. Copper Mines Above and Below the Ground. Environ. Sci. Technol. 2006, 40, 3135–3141. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ober, J.A. Mineral Commodity Summaries 2018; USGS: Reston, VA, USA, 2018; p. 204.
- Park, I.; Tabelin, C.B.; Jeon, S.; Li, X.; Seno, K.; Ito, M.; Hiroyoshi, N. A review of recent strategies for acid mine drainage prevention and mine tailings recycling. Chemosphere 2019, 219, 588–606. [Google Scholar] [CrossRef]
- Trahar, W.J. A rational interpretation of the role of particle size in flotation. Int. J. Miner. Processing 1981, 8, 289–327. [Google Scholar] [CrossRef]
- Miettinen, T.; Ralston, J.; Fornasiero, D. The limits of fine particle flotation. Miner. Eng. 2010, 23, 420–437. [Google Scholar] [CrossRef]
- De, F.; Gontijo, C.; Fornasiero, D.; Ralston, J. The limits of fine and coarse particle flotation. Can. J. Chem. Eng. 2007, 85, 739–747. [Google Scholar] [CrossRef]
- Hassanzadeh, A.; Safari, M.; Hoang, D.H. Fine, Coarse and Fine-Coarse Particle Flotation in Mineral Processing with A Particular Focus on The Technological Assessments. In Proceedings of the 2nd International Conference on Mineral Science, Online, 1–15 March 2021; pp. 1–15. [Google Scholar]
- Hassanzadeh, A.; Safari, M.; Hoang, D.H.; Khoshdast, H.; Albijanic, B. and Kowalczuk, P.B. Technological assessments on recent developments in fine and coarse particle flotation systems. Miner. Eng. 2022, 180, 107509. [Google Scholar] [CrossRef]
- Farrokhpay, S.; Filippov, L.; Fornasiero, D. Flotation of Fine Particles: A Review. Miner. Processing Extr. Metall. Rev. 2021, 42, 473–483. [Google Scholar] [CrossRef]
- Schlesinger, M.E.; King, M.J.; Sole, K.C.; Davenport, W.G. (Eds.) Chapter 4—Production of Cu Concentrate from Finely Ground Cu Ore. In Extractive Metallurgy of Copper, 5th ed.; Elsevier: Oxford, UK, 2011; pp. 51–71. [Google Scholar]
- Han, B.; Altansukh, B.; Haga, K.; Stevanović, Z.; Jonović, R.; Avramović, L.; Urosević, D.; Takasaki, Y.; Masuda, N.; Ishiyama, D.; et al. Development of copper recovery process from flotation tailings by a combined method of high–pressure leaching–solvent extraction. J. Hazard. Mater. 2018, 352, 192–203. [Google Scholar] [CrossRef] [PubMed]
- Antonijević, M.M.; Dimitrijević, M.D.; Stevanović, Z.O.; Serbula, S.M.; Bogdanovic, G.D. Investigation of the possibility of copper recovery from the flotation tailings by acid leaching. J. Hazard. Mater. 2008, 158, 23–34. [Google Scholar] [CrossRef] [PubMed]
- Hansen, H.K.; Yianatos, J.B.; Ottosen, L.M. Speciation and leachability of copper in mine tailings from porphyry copper mining: Influence of particle size. Chemosphere 2005, 60, 1497–1503. [Google Scholar] [CrossRef]
- Bagster, D.F.; McIlvenny, J.D. Studies in the selective flocculation of hematite from gangue using high molecular weight polymers. Part 1: Chemical factors. Int. J. Miner. Processing 1985, 14, 1–20. [Google Scholar] [CrossRef]
- Mankosa, M.J.; Kohmuench, J.N.; Christodoulou, L.; Luttrell, G.H. Recovery of values from a porphory copper tailings stream. In Proceedings of the XXVIII International Mineral Processing Congress, Quebec City, QC, Canada, 11–15 September 2016; pp. 11–15. [Google Scholar]
- Shergold, H. Flotation in mineral processing. In The Scientific Basis of Flotation; Springer: Berlin/Heidelberg, Germany, 1984; Volume 75, pp. 229–287. [Google Scholar]
- Jameson, G.J. The effect of surface liberation and particle size on flotation rate constants. Miner. Eng. 2012, 36, 132–137. [Google Scholar] [CrossRef]
- Schubert, H. On the optimization of hydrodynamics in fine particle flotation. Miner. Eng. 2008, 21, 930–936. [Google Scholar] [CrossRef]
- Trahar, W.J.; Warren, L.J. The flotability of very fine particles—A review. Int. J. Miner. Processing 1976, 3, 103–131. [Google Scholar] [CrossRef]
- Sivamohan, R. The problem of recovering very fine particles in mineral processing—A review. Int. J. Miner. Processing 1990, 28, 247–288. [Google Scholar] [CrossRef]
- Leistner, T.; Embrechts, M.; Leißner, T.; Chehreh Chelgani, S.; Osbahr, I.; Möckel, R.; Peuker, U.A.; Rudolph, M. A study of the reprocessing of fine and ultrafine cassiterite from gravity tailing residues by using various flotation techniques. Miner. Eng. 2016, 96, 94–98. [Google Scholar] [CrossRef]
- Asghari, M.; Nakhaei, F.; VandGhorbany, O. Copper recovery improvement in an industrial flotation circuit: A case study of Sarcheshmeh copper mine. Energy Sources Part A Recovery Util. Environ. Eff. 2019, 41, 761–778. [Google Scholar] [CrossRef]
- Leistner, T.; Peuker, U.A.; Rudolph, M. How gangue particle size can affect the recovery of ultrafine and fine particles during froth flotation. Miner. Eng. 2017, 109, 1–9. [Google Scholar] [CrossRef]
- Mankosa, M.J.; Kohmuench, J.N.; Christodoulou, L.; Yan, E.S. Improving fine particle flotation using the StackCell™ (raising the tail of the elephant curve). Miner. Eng. 2018, 121, 83–89. [Google Scholar] [CrossRef]
- Yoon, R.H. The role of hydrodynamic and surface forces in bubble–particle interaction. Int. J. Miner. Processing 2000, 58, 129–143. [Google Scholar] [CrossRef]
- Hornn, V.; Ito, M.; Shimada, H.; Tabelin, C.B.; Jeon, S.; Park, I.; Hiroyoshi, N. Agglomeration-Flotation of Finely Ground Chalcopyrite and Quartz: Effects of Agitation Strength during Agglomeration Using Emulsified Oil on Chalcopyrite. Minerals 2020, 10, 380. [Google Scholar] [CrossRef]
- Hornn, V.; Ito, M.; Shimada, H.; Tabelin, C.B.; Jeon, S.; Park, I.; Hiroyoshi, N. Agglomeration–Flotation of Finely Ground Chalcopyrite Using Emulsified Oil Stabilized by Emulsifiers: Implications for Porphyry Copper Ore Flotation. Metals 2020, 10, 912. [Google Scholar] [CrossRef]
- Hornn, V.; Ito, M.; Yamazawa, R.; Shimada, H.; Tabelin, C.B.; Jeon, S.; Park, I.; Hiroyoshi, N. Kinetic Analysis for Agglomeration-Flotation of Finely Ground Chalcopyrite: Comparison of First Order Kinetic Model and Experimental Results. Mater. Trans. 2020, 61, 1940–1948. [Google Scholar] [CrossRef]
- Nguyen-Van, A. The Collision between Fine Particles and Single Air Bubbles in Flotation. J. Colloid Interface Sci. 1994, 162, 123–128. [Google Scholar] [CrossRef]
- Tortorelli, J.P.; Craven, J.W.; Toguri, J.M.; Dobby, G.S.; Agar, G.E. The effect of external gas/slurry contact on the flotation of fine particles. Miner. Eng. 1997, 10, 1127–1138. [Google Scholar] [CrossRef] [Green Version]
- Nguyen, A.; Schulze, H.J. Colloidal Science of Flotation; CRC Press: Boca Raton, FL, USA, 2003; Volume 118. [Google Scholar]
- Tabosa, E.; Rubio, J. Flotation of copper sulphides assisted by high intensity conditioning (HIC) and concentrate recirculation. Miner. Eng. 2010, 23, 1198–1206. [Google Scholar] [CrossRef]
- Yianatos, J.; Bucarey, R.; Larenas, J.; Henríquez, F.; Torres, L. Collection zone kinetic model for industrial flotation columns. Miner. Eng. 2005, 18, 1373–1377. [Google Scholar] [CrossRef]
- Finch, J.A. Column flotation: A selected review—Part IV: Novel flotation devices. Miner. Eng. 1995, 8, 587–602. [Google Scholar] [CrossRef]
- Rodrigues, R.T.; Rubio, J. DAF—Dissolved air flotation: Potential applications in the mining and mineral processing industry. Int. J. Miner. Processing 2007, 82, 1–13. [Google Scholar] [CrossRef]
- Fuerstenau, M.C.; Jameson, G.J.; Yoon, R.-H. Froth Flotation: A Century of Innovation; SME: Littleton, CO, USA, 2007. [Google Scholar]
- Patil, D.P.; Andrews, J.R.G.; Uhlherr, P.H.T. Shear flocculation—Kinetics of floc coalescence and breakage. Int. J. Miner. Processing 2001, 61, 171–188. [Google Scholar] [CrossRef]
- Pyecha, J.; Lacouture, B.; Sims, S.; Hope, G.; Stradling, A. Evaluation of a MicrocelTM sparger in the Red Dog column flotation cells. Miner. Eng. 2006, 19, 748–757. [Google Scholar] [CrossRef]
- Zahab Nazouri, A.; Shojaei, V.; Khoshdast, H.; Hassanzadeh, A. Hybrid CFD-experimental investigation into the effect of sparger orifice size on the metallurgical response of coal in a pilot-scale flotation column. Int. J. Coal Prep. Util. 2022, 42, 349–368. [Google Scholar] [CrossRef]
- Vothy, H. Development of Agglomeration-Flotation for Finely Ground Copper Sulfides. Ph.D. Thesis, Hokkaido University, Sapporo, Japan, 2020. [Google Scholar]
- Terasaka, K. Leading edge in fine bubble technology. J. Jpn. Inst. Energy 2014, 93, 1022–1024. [Google Scholar]
- Ketkar, D.R.; Mallikarjunan, R.; Venkatachalam, S. Electroflotation of quartz fines. Int. J. Miner. Processing 1991, 31, 127–138. [Google Scholar] [CrossRef]
- Rubio, J.; Souza, M.L.; Smith, R.W. Overview of flotation as a wastewater treatment technique. Miner. Eng. 2002, 15, 139–155. [Google Scholar] [CrossRef]
- Kyzas, G.Z.; Matis, K.A. Electroflotation process: A review. J. Mol. Liq. 2016, 220, 657–664. [Google Scholar] [CrossRef]
- Yoon, R.H. Microbubble flotation. Miner. Eng. 1993, 6, 619–630. [Google Scholar] [CrossRef]
- Kusaka, E. Microbubble flotation of ultrafine divided sulfide mineral. Min. Mater. Processing Inst. Jpn. 2014, 1. (In Japanese) [Google Scholar]
- Farrokhpay, S.; Filippova, I.; Filippov, L.; Picarra, A.; Rulyov, N.; Fornasiero, D. Flotation of fine particles in the presence of combined microbubbles and conventional bubbles. Miner. Eng. 2020, 155, 106439. [Google Scholar] [CrossRef]
- Liu, Q.; Wannas, D. The role of polymeric-depressant-induced flocculation in fine particle flotation. In Proceedings of the UBC Mcgill Biennial International Symposium on Fundamentals of Mineral Processing, Toronto, ON, Canada, 22–25 August 2004. [Google Scholar]
- Bhaskar Raju, G.; Khangaonkar, P.R. Electro-flotation of chalcopyrite fines. Int. J. Miner. Processing 1982, 9, 133–143. [Google Scholar] [CrossRef]
- Waters, K.E.; Hadler, K.; Cilliers, J.J. The flotation of fine particles using charged microbubbles. Miner. Eng. 2008, 21, 918–923. [Google Scholar] [CrossRef]
- Murao, K. Fundamental study on the collectorless microbubble flotation using sodium hydrosulfide. Min. Mater. Processing Inst. Jpn. 2014, 1. [Google Scholar]
- Ahmadi, R.; Khodadadi, D.A.; Abdollahy, M.; Fan, M. Nano-microbubble flotation of fine and ultrafine chalcopyrite particles. Int. J. Min. Sci. Technol. 2014, 24, 559–566. [Google Scholar] [CrossRef]
- Parker, J.L.; Claesson, P.M.; Attard, P. Bubbles, cavities, and the long-ranged attraction between hydrophobic surfaces. J. Phys. Chem. 1994, 98, 8468–8480. [Google Scholar] [CrossRef]
- Uchida, T.; Oshita, S.; Ohmori, M.; Tsuno, T.; Soejima, K.; Shinozaki, S.; Take, Y.; Mitsuda, K. Transmission electron microscopic observations of nanobubbles and their capture of impurities in wastewater. Nanoscale Res. Lett. 2011, 6, 295. [Google Scholar] [CrossRef]
- Zimmerman, W.B.; Tesař, V.; Bandulasena, H.C.H. Towards energy efficient nanobubble generation with fluidic oscillation. Curr. Opin. Colloid Interface Sci. 2011, 16, 350–356. [Google Scholar] [CrossRef]
- Wang, Q.; Zhao, H.; Qi, N.; Qin, Y.; Zhang, X.; Li, Y. Generation and Stability of Size-Adjustable Bulk Nanobubbles Based on Periodic Pressure Change. Sci. Rep. 2019, 9, 1118. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Calgaroto, S.; Azevedo, A.; Rubio, J. Flotation of quartz particles assisted by nanobubbles. Int. J. Miner. Processing 2015, 137, 64–70. [Google Scholar] [CrossRef]
- Azevedo, A.; Etchepare, R.; Calgaroto, S.; Rubio, J. Aqueous dispersions of nanobubbles: Generation, properties and features. Miner. Eng. 2016, 94, 29–37. [Google Scholar] [CrossRef]
- Zhou, S.; Wang, X.; Bu, X.; Wang, M.; An, B.; Shao, H.; Ni, C.; Peng, Y.; Xie, G. A novel flotation technique combining carrier flotation and cavitation bubbles to enhance separation efficiency of ultra-fine particles. Ultrason. Sonochemistry 2020, 64, 105005. [Google Scholar] [CrossRef] [PubMed]
- Fan, M.; Tao, D.; Honaker, R.; Luo, Z. Nanobubble generation and its applications in froth flotation (part II): Fundamental study and theoretical analysis. Min. Sci. Technol. China 2010, 20, 159–177. [Google Scholar] [CrossRef]
- Han, H.; Liu, A.; Wang, H. Effect of Hydrodynamic Cavitation Assistance on Different Stages of Coal Flotation. Minerals 2020, 10, 221. [Google Scholar] [CrossRef] [Green Version]
- Atluri, V.; Gao, Y.; Wang, X.; Pan, L.; Miller, J.D. The Influence of Polysaccharides on Film Stability and Bubble Attachment at the Talc Surface. Min. Metall. Explor. 2019, 36, 71–80. [Google Scholar] [CrossRef]
- Li, C.; Zhang, H. A review of bulk nanobubbles and their roles in flotation of fine particles. Powder Technol. 2022, 395, 618–633. [Google Scholar] [CrossRef]
- Nazari, S.; Hassanzadeh, A.; He, Y.; Khoshdast, H.; Kowalczuk, P.B. Recent Developments in Generation, Detection and Application of Nanobubbles in Flotation. Minerals 2022, 12, 462. [Google Scholar] [CrossRef]
- Cho, S.-H.; Kim, J.-Y.; Chun, J.-H.; Kim, J.-D. Ultrasonic formation of nanobubbles and their zeta-potentials in aqueous electrolyte and surfactant solutions. Colloids Surf. A Physicochem. Eng. Asp. 2005, 269, 28–34. [Google Scholar] [CrossRef]
- Najafi, A.S.; Drelich, J.; Yeung, A.; Xu, Z.; Masliyah, J. A novel method of measuring electrophoretic mobility of gas bubbles. J. Colloid Interface Sci. 2007, 308, 344–350. [Google Scholar] [CrossRef] [PubMed]
- Yang, S.; Dammer, S.M.; Bremond, N.; Zandvliet, H.J.W.; Kooij, E.S.; Lohse, D. Characterization of Nanobubbles on Hydrophobic Surfaces in Water. Langmuir 2007, 23, 7072–7077. [Google Scholar] [CrossRef] [PubMed]
- Ushikubo, F.Y.; Furukawa, T.; Nakagawa, R.; Enari, M.; Makino, Y.; Kawagoe, Y.; Shiina, T.; Oshita, S. Evidence of the existence and the stability of nano-bubbles in water. Colloids Surf. A Physicochem. Eng. Asp. 2010, 361, 31–37. [Google Scholar] [CrossRef]
- Fan, M.; Tao, D.; Honaker, R.; Luo, Z. Nanobubble generation and its applications in froth flotation (part III): Specially designed laboratory scale column flotation of phosphate. Min. Sci. Technol. China 2010, 20, 317–338. [Google Scholar] [CrossRef]
- Tuziuti, T.; Yasui, K.; Kanematsu, W. Influence of addition of degassed water on bulk nanobubbles. Ultrason. Sonochemistry 2018, 43, 272–274. [Google Scholar] [CrossRef]
- Sobhy, A.; Tao, D. Nanobubble column flotation of fine coal particles and associated fundamentals. Int. J. Miner. Processing 2013, 124, 109–116. [Google Scholar] [CrossRef]
- Azevedo, A.; Oliveira, H.; Rubio, J. Bulk nanobubbles in the mineral and environmental areas: Updating research and applications. Adv. Colloid Interface Sci. 2019, 271, 101992. [Google Scholar] [CrossRef]
- Chipakwe, V.; Sand, A.; Chelgani, S.C. Nanobubble assisted flotation separation of complex Pb–Cu–Zn sulfide ore—Assessment of process readiness. Sep. Sci. Technol. 2022, 57, 1351–1358. [Google Scholar] [CrossRef]
- Chipakwe, V.; Jolsterå, R.; Chelgani, S.C. Nanobubble-Assisted Flotation of Apatite Tailings: Insights on Beneficiation Options. ACS Omega 2021, 6, 13888–13894. [Google Scholar] [CrossRef]
- Sutherland, K.L. Physical Chemistry of Flotation. XI. Kinetics of the Flotation Process. J. Phys. Colloid Chem. 1948, 52, 394–425. [Google Scholar] [CrossRef] [PubMed]
- Crawford, R.; Ralston, J. The influence of particle size and contact angle in mineral flotation. Int. J. Miner. Processing 1988, 23, 1–24. [Google Scholar] [CrossRef]
- Ralston, J.; Dukhin, S.S. The interaction between particles and bubbles. Colloids Surf. A Physicochem. Eng. Asp. 1999, 151, 3–14. [Google Scholar] [CrossRef]
- Duan, J.; Fornasiero, D.; Ralston, J. Calculation of the flotation rate constant of chalcopyrite particles in an ore. Int. J. Miner. Processing 2003, 72, 227–237. [Google Scholar] [CrossRef]
- Pyke, B.; Fornasiero, D.; Ralston, J. Bubble particle heterocoagulation under turbulent conditions. J. Colloid Interface Sci. 2003, 265, 141–151. [Google Scholar] [CrossRef]
- Hogg, R. Flocculation and dewatering. Int. J. Miner. Processing 2000, 58, 223–236. [Google Scholar] [CrossRef]
- Pearse, M.J. Historical use and future development of chemicals for solid–liquid separation in the mineral processing industry. Miner. Eng. 2003, 16, 103–108. [Google Scholar] [CrossRef]
- Usher, S.P.; Spehar, R.; Scales, P.J. Theoretical analysis of aggregate densification: Impact on thickener performance. Chem. Eng. J. 2009, 151, 202–208. [Google Scholar] [CrossRef]
- Phiri, T.; Tepa, C.; Nyati, R. Effect of Desliming on Flotation Response of Kansanshi Mixed Copper Ore. J. Miner. Mater. Charact. Eng. 2019, 7, 20. [Google Scholar] [CrossRef] [Green Version]
- Wills, B.A.; Finch, J.A. (Eds.) Chapter 12—Froth Flotation. In Wills’ Mineral Processing Technology, 5th ed.; Butterworth-Heinemann: Boston, UK, 2016; pp. 265–380. [Google Scholar]
- Zhou, H.; Geng, L.; Zhang, Y.; Yang, Z.; He, K.; Xie, F. Selective flotation separation of chalcopyrite and sphalerite by thermal pretreatment under air atmosphere. Physicochem. Probl. Miner. Process. 2021, 57, 305–314. [Google Scholar] [CrossRef]
- Mandre, N.R.; Panigrahi, D. Studies on selective flocculation of complex sulphides using cellulose xanthate. Int. J. Miner. Processing 1997, 50, 177–186. [Google Scholar] [CrossRef]
- Subrahmanyam, T.V.; Forssberg, K.S.E. Fine particles processing: Shear-flocculation and carrier flotation—A review. Int. J. Miner. Processing 1990, 30, 265–286. [Google Scholar] [CrossRef]
- Bilgen, S.; Wills, B.A. Shear flocculation—A review. Miner. Eng. 1991, 4, 483–487. [Google Scholar] [CrossRef]
- Warren, L.J. Shear-flocculation of ultrafine scheelite in sodium oleate solutions. J. Colloid Interface Sci. 1975, 50, 307–318. [Google Scholar] [CrossRef]
- Song, S.; Lopez-Valdivieso, A.; Reyes-Bahena, J.L.; Lara-Valenzuela, C. Floc flotation of galena and sphalerite fines. Miner. Eng. 2001, 14, 87–98. [Google Scholar] [CrossRef]
- Mehrotra, V.P.; Sastry, K.V.S.; Morey, B.W. Review of oil agglomeration techniques for processing of fine coals. Int. J. Miner. Processing 1983, 11, 175–201. [Google Scholar] [CrossRef]
- Bensley, C.N.; Swanson, A.R.; Nicol, S.K. The effect of emulsification on the selective agglomeration of fine coal. Int. J. Miner. Processing 1977, 4, 173–184. [Google Scholar] [CrossRef]
- Wu, X.Q.; Monhemius, A.J.; Gochin, R.J. Quantitative assessment of hydrophobic agglomeration performance. Miner. Eng. 2005, 18, 567–573. [Google Scholar] [CrossRef]
- Jiangang, F.; Kaida, C.; Hui, W.; Chao, G.; Wei, L. Recovering molybdenite from ultrafine waste tailings by oil agglomerate flotation. Miner. Eng. 2012, 39, 133–139. [Google Scholar] [CrossRef]
- Laskowski, J.S.; Yu, Z. Oil agglomeration and its effect on beneficiation and filtration of low-rank/oxidized coals. Int. J. Miner. Processing 2000, 58, 237–252. [Google Scholar] [CrossRef]
- Gray, M.L.; Champagne, K.J.; Soong, Y.; Finseth, D.H. Parametric study of the column oil agglomeration of fly ash. Fuel 2001, 80, 867–871. [Google Scholar] [CrossRef]
- Aktaş, Z. Some factors affecting spherical oil agglomeration performance of coal fines. Int. J. Miner. Processing 2002, 65, 177–190. [Google Scholar] [CrossRef]
- Alonso, M.I.; Valdés, A.F.; Martínez-Tarazona, R.M.; Garcia, A.B. Coal recovery from fines cleaning wastes by agglomeration with colza oil: A contribution to the environment and energy preservation. Fuel Processing Technol. 2002, 75, 85–95. [Google Scholar] [CrossRef]
- Cebeci, Y.; Sönmez, İ. The investigation of coal–pyrite/lignite concentration and their separation in the artificial mixture by oil agglomeration. Fuel 2002, 81, 1139–1146. [Google Scholar] [CrossRef]
- Cebeci, Y.; Sönmez, İ. Application of the Box-Wilson experimental design method for the spherical oil agglomeration of coal. Fuel 2006, 85, 289–297. [Google Scholar] [CrossRef]
- Sahinoglu, E.; Uslu, T. Amenability of Muzret bituminous coal to oil agglomeration. Energy Convers. Manag. 2008, 49, 3684–3690. [Google Scholar] [CrossRef]
- Moses, L.B.; Petersen, F.W. Flotation as a separation technique in the coal gold agglomeration process. Miner. Eng. 2000, 13, 255–264. [Google Scholar] [CrossRef]
- Sen, S.; Seyrankaya, A.; Cilingir, Y. Coal–oil assisted flotation for the gold recovery. Miner. Eng. 2005, 18, 1086–1092. [Google Scholar] [CrossRef]
- Alonso, M.I.; Valdés, A.F.; Martínez-Tarazona, R.M.; Garcia, A.B. Coal recovery from coal fines cleaning wastes by agglomeration with vegetable oils: Effects of oil type and concentration. Fuel 1999, 78, 753–759. [Google Scholar] [CrossRef]
- Bos, J.L.; Quast, K.B. Effects of oils and lubricants on the flotation of copper sulphide minerals. Miner. Eng. 2000, 13, 1623–1627. [Google Scholar] [CrossRef]
- Slaghuis, J.H.; Ferreira, L.C. Selective spherical agglomeration of coal: An amended mechanism of agglomerate formation and growth and its effect on product quality. Fuel 1987, 66, 1427–1430. [Google Scholar] [CrossRef]
- Wheelock, T.D.; Milana, G.; Vettor, A. The role of air in oil agglomeration of coal at a moderate shear rate. Fuel 1994, 73, 1103–1107. [Google Scholar] [CrossRef]
- Sahinoglu, E.; Uslu, T. Use of ultrasonic emulsification in oil agglomeration for coal cleaning. Fuel 2013, 113, 719–725. [Google Scholar] [CrossRef]
- van Netten, K.; Moreno-Atanasio, R.; Galvin, K.P. Fine Particle Beneficiation through Selective Agglomeration with an Emulsion Binder. Ind. Eng. Chem. Res. 2014, 53, 15747–15754. [Google Scholar] [CrossRef]
- Zhang, Q.; Niu, C.; Bu, X.; Bilal, M.; Ni, C.; Peng, Y. Enhancement of Flotation Performance of Oxidized Coal by the Mixture of Laurylamine Dipropylene Diamine and Kerosene. Minerals 2021, 11, 1271. [Google Scholar] [CrossRef]
- Gao, J.; Bu, X.; Zhou, S.; Wang, X.; Bilal, M.; Hassan, F.U.; Hassanzadeh, A.; Xie, G.; Chelgani, S.C. Pickering emulsion prepared by nano-silica particles—A comparative study for exploring the effect of various mechanical methods. Ultrason. Sonochemistry 2022, 83, 105928. [Google Scholar] [CrossRef]
- Ateşok, G.; Boylu, F.; Çelĭk, M.S. Carrier flotation for desulfurization and deashing of difficult-to-float coals. Miner. Eng. 2001, 14, 661–670. [Google Scholar] [CrossRef]
- Warren, L.J.T.I.M.M.; Sect, C. Slime coating and shear flocculation in the scheelite-sodium oleate system. Min. Proc. Ext. Metall. 1975, 84, 99–104. [Google Scholar]
- Valderrama, L.; Rubio, J. High intensity conditioning and the carrier flotation of gold fine particles. Int. J. Miner. Processing 1998, 52, 273–285. [Google Scholar] [CrossRef]
- Hu, W.; Wang, D.; Jin, H. Flotation of Wolframite slime-practice and technological innovation. In CIM BULLETIN; CIM: Calgary, AB, Canada, 1982; Volume 75, p. 78. [Google Scholar]
- Hu, W.; Wang, D.; Qu, G. Autogenous carrier flotation. In Proceedings of the International Mineral Processing Congress, Stockholm, Sweden, 5–10 June 1988; pp. 445–452. [Google Scholar]
- Rubio, J.; Hoberg, H. The process of separation of fine mineral particles by flotation with hydrophobic polymeric carrier. Int. J. Miner. Processing 1993, 37, 109–122. [Google Scholar] [CrossRef]
- Dianzuo, W.; Guanzhou, Q.; Weibai, H. The effect of carrier—Promoting aggregation of coarse particles in fine particle flotation. In Production and Processing of Fine Particles; Plumpton, A.J., Ed.; Pergamon: Amsterdam, The Netherlands, 1988; pp. 309–316. [Google Scholar]
- Lange, A.G.; Skinner, W.M.; Smart, R.S.C. Fine: Coarse particle interactions and aggregation in sphalerite flotation. Miner. Eng. 1997, 10, 681–693. [Google Scholar] [CrossRef]
- Hu, Y.; Qiu, G.; Miller, J.D. Hydrodynamic interactions between particles in aggregation and flotation. Int. J. Miner. Processing 2003, 70, 157–170. [Google Scholar] [CrossRef]
- Li, D.; Yin, W.; Liu, Q.; Cao, S.; Sun, Q.; Zhao, C.; Yao, J. Interactions between fine and coarse hematite particles in aqueous suspension and their implications for flotation. Miner. Eng. 2017, 114, 74–81. [Google Scholar] [CrossRef]
- Bilal, M.; Ito, M.; Koike, K.; Hornn, V.; Ul Hassan, F.; Jeon, S.; Park, I.; Hiroyoshi, N. Effects of coarse chalcopyrite on flotation behavior of fine chalcopyrite. Miner. Eng. 2021, 163, 106776. [Google Scholar] [CrossRef]
- Bilal, M.; Ito, M.; Akishino, R.; Bu, X.; Ul Hassan, F.; Park, I.; Jeon, S.; Aikawa, K.; Hiroyoshi, N. Heterogenous carrier flotation technique for recovering finely ground chalcopyrite particles using coarse pyrite particles as a carrier. Miner. Eng. 2022, 180, 107518. [Google Scholar] [CrossRef]








| Concentrator | Ore Treated, Tonnes/Year | Concentrate, Tonnes/Year | Cu Recovery to Concentrate, % | Cu Loss to Tailings, % | Tailings Grade, % Cu |
|---|---|---|---|---|---|
| El Soldado, Chile | 7,700,000 (2010) | 67,000 | - | - | 0.18 |
| Los Bronces, Chile | 20,500,000 (2010) | 676,000 | - | - | 0.133 |
| Africa (open Pit) | 4,000,000 | 35,000 | 80 | 20 | 0.018 |
| Africa (under ground) | 900,000 | 21,000 | 85 | 15 | 0.04 |
| Mantos Blancos Chile (open pit) | 4,500,000 | 125,000 | 89 | 11 | 0.12 |
| Cerro Verde, Peru | 39,000,000 | 750,000 | 88 | 12 | 0.075 |
| Sierrita, USA | 37,000,000 | 325,000 | 84.3 | 15.7 | 0.041 |
| Ray, USA | 10,000,000 | 150,000 | 90 | 10 | 0.035 |
| Dexing, Jiangxi Province, China | 13,500,000 | 150,000 | 85.5 | 14.5 | 0.084 |
| Baiyin, Gansu Province, China | 3,600,000 | 46,000 | 83 | 17 | 0.28 |
| Hujiayu, Shanxi Province, China | 750,000 | 6800 | 96.05 | 3.95 | - |
| Fenghaungshan, Anhui Province, China | 600,000 | 7200 | 93.62 | 6.38 | 0.084 |
| Method | Reagents and Material | Types of Interaction |
|---|---|---|
| Polymer flocculation | Polymer, surfactant | Hydrophobic, chemical, hydroxyl functional group, electrostatic |
| Shear flocculation | Surfactant | Hydrophobic interaction |
| Oil agglomeration | Oil, surfactant | Capillary forces |
| Carrier flocculation | Surfactant, carrier material | Hetero coagulation, hydrophobic interaction |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bilal, M.; Park, I.; Hornn, V.; Ito, M.; Hassan, F.U.; Jeon, S.; Hiroyoshi, N. The Challenges and Prospects of Recovering Fine Copper Sulfides from Tailings Using Different Flotation Techniques: A Review. Minerals 2022, 12, 586. https://doi.org/10.3390/min12050586
Bilal M, Park I, Hornn V, Ito M, Hassan FU, Jeon S, Hiroyoshi N. The Challenges and Prospects of Recovering Fine Copper Sulfides from Tailings Using Different Flotation Techniques: A Review. Minerals. 2022; 12(5):586. https://doi.org/10.3390/min12050586
Chicago/Turabian StyleBilal, Muhammad, Ilhwan Park, Vothy Hornn, Mayumi Ito, Fawad Ul Hassan, Sanghee Jeon, and Naoki Hiroyoshi. 2022. "The Challenges and Prospects of Recovering Fine Copper Sulfides from Tailings Using Different Flotation Techniques: A Review" Minerals 12, no. 5: 586. https://doi.org/10.3390/min12050586
APA StyleBilal, M., Park, I., Hornn, V., Ito, M., Hassan, F. U., Jeon, S., & Hiroyoshi, N. (2022). The Challenges and Prospects of Recovering Fine Copper Sulfides from Tailings Using Different Flotation Techniques: A Review. Minerals, 12(5), 586. https://doi.org/10.3390/min12050586