


Cost-Effective and High Purity Valuable Metals Extraction from Water Leaching Solid Residues Obtained as a By-Product from Processing the Egyptian Boiler Ash



Abstract
:1. Introduction
2. Materials and Method
2.1. Materials
2.2. Methods
2.2.1. Acidic Leaching of Nickel and Zinc
2.2.2. Removal of Iron and Magnesium from Pregnant Solution
2.2.3. Nickle and Zinc Precipitation
2.3. Sample Characterization
3. Results and Discussion
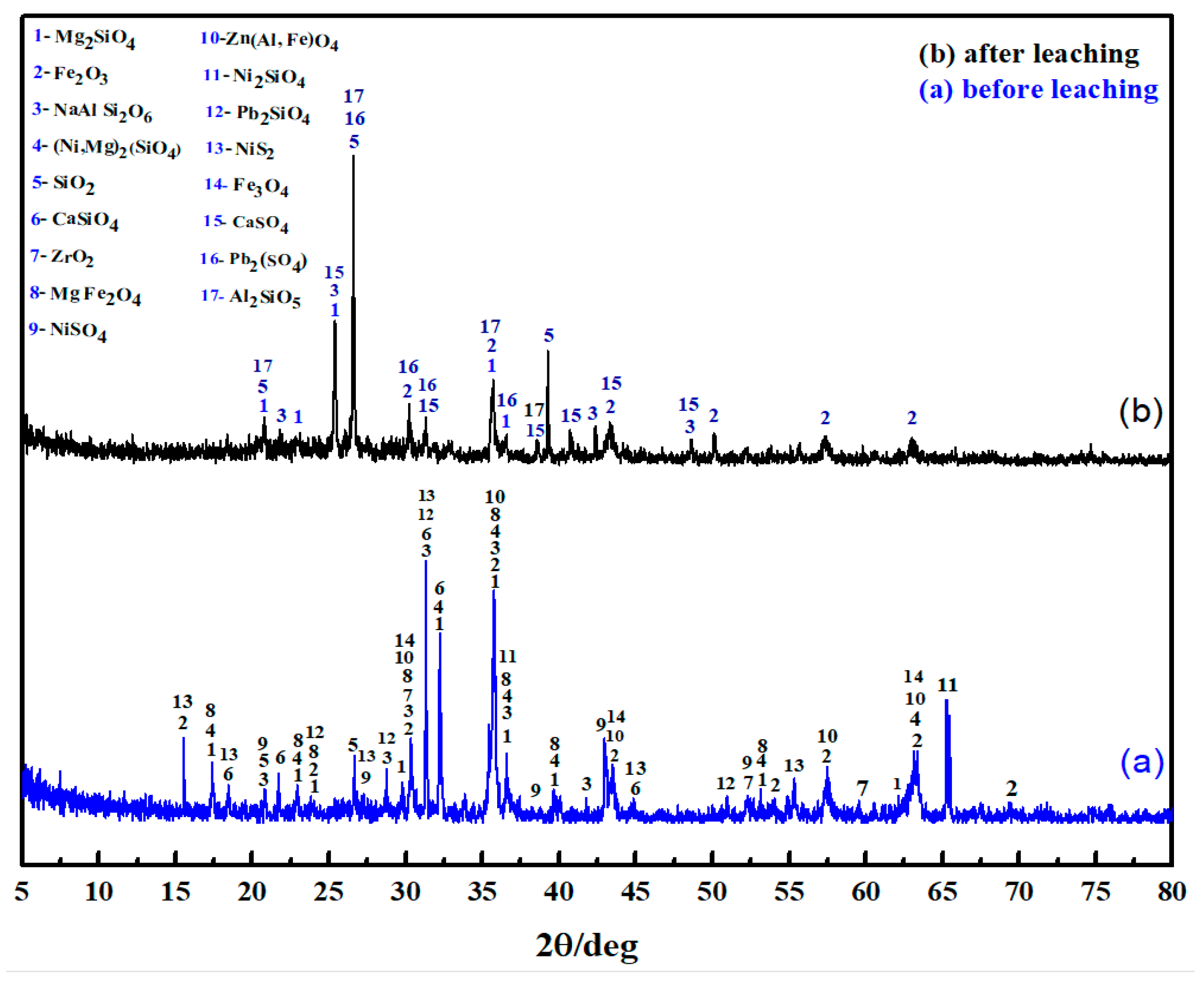
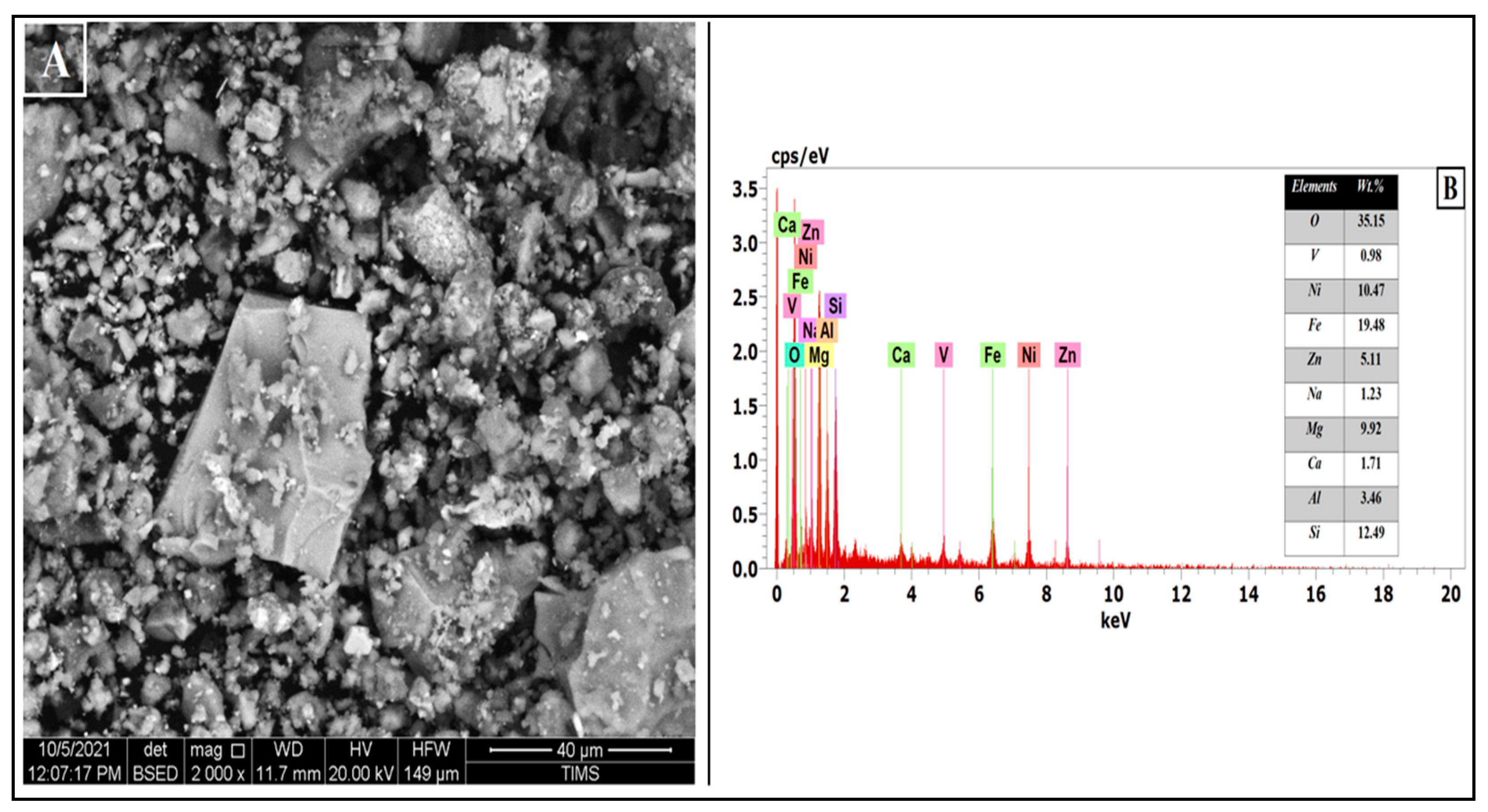
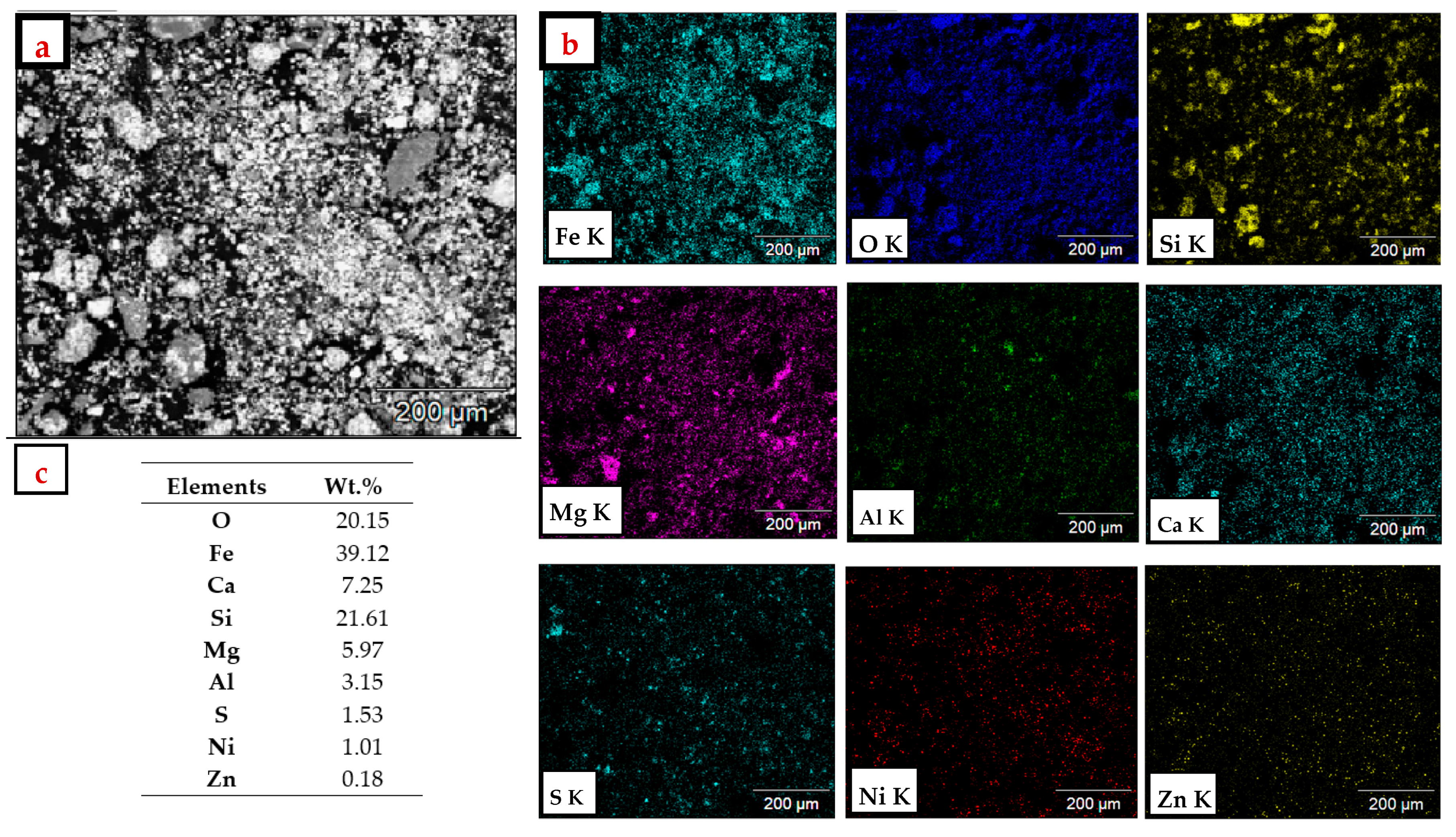
3.1. Chemical and Mineralogical Composition of the Used WLSR
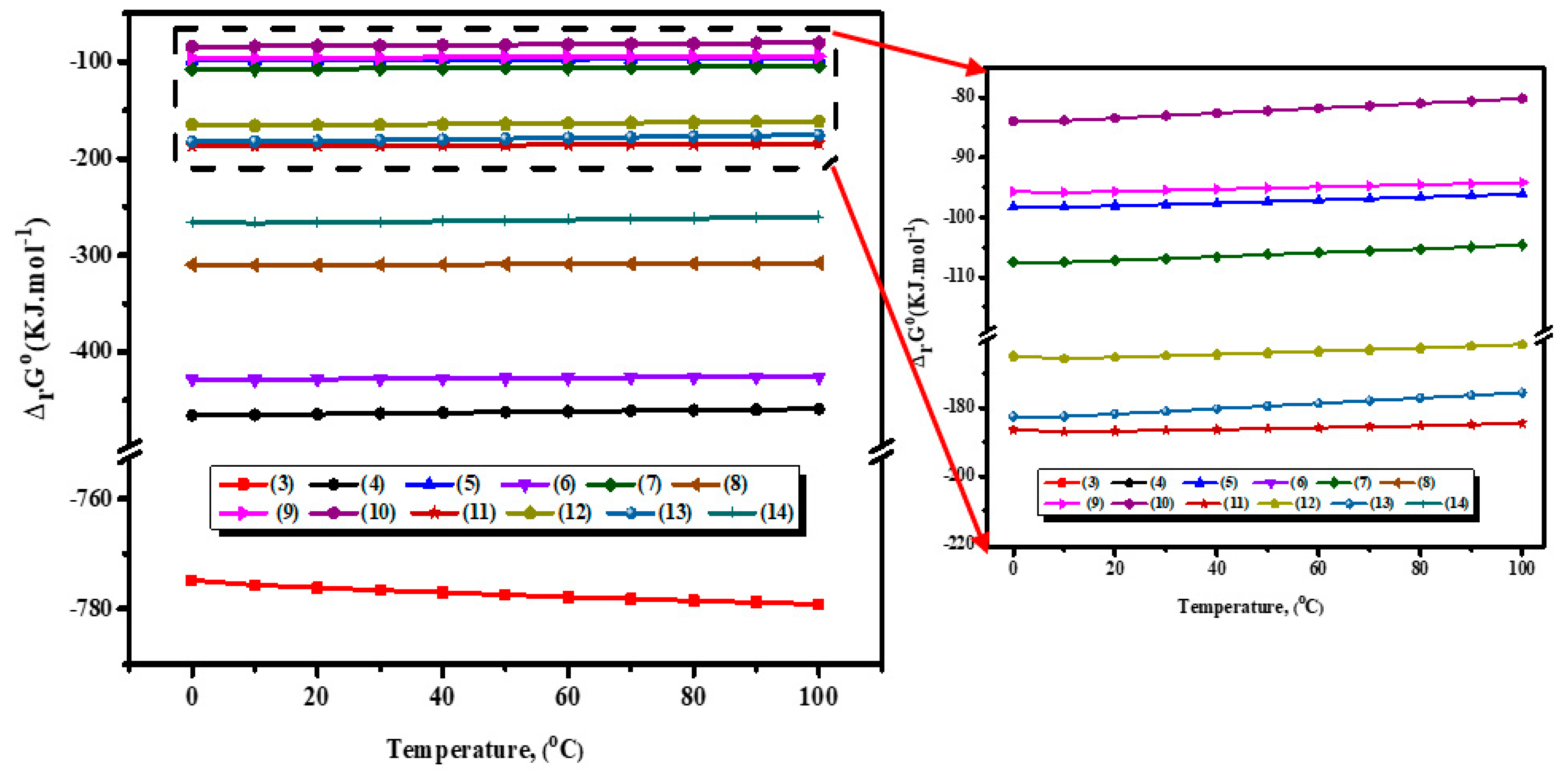
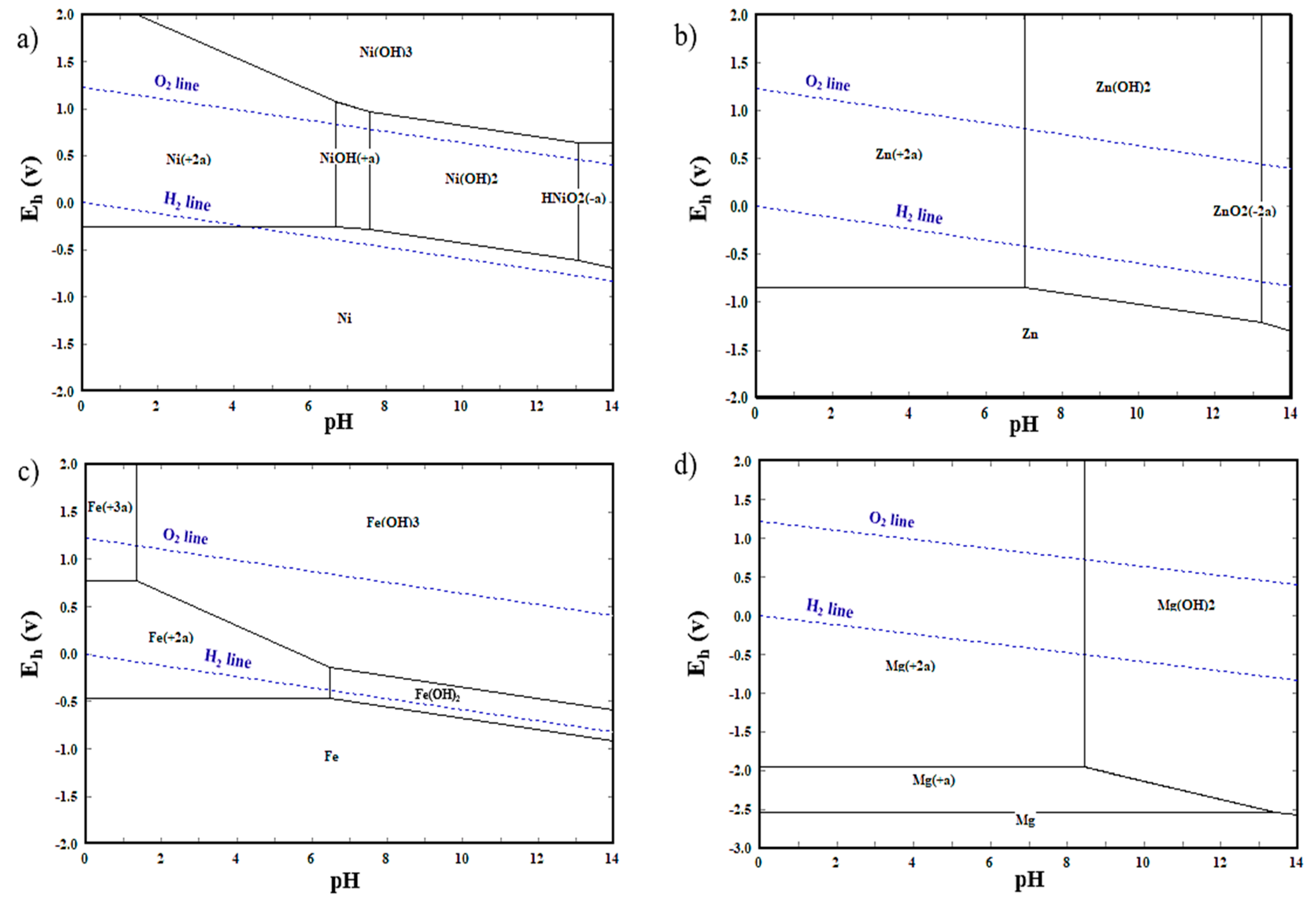
3.2. Thermodynamics Analysis of Leaching Process
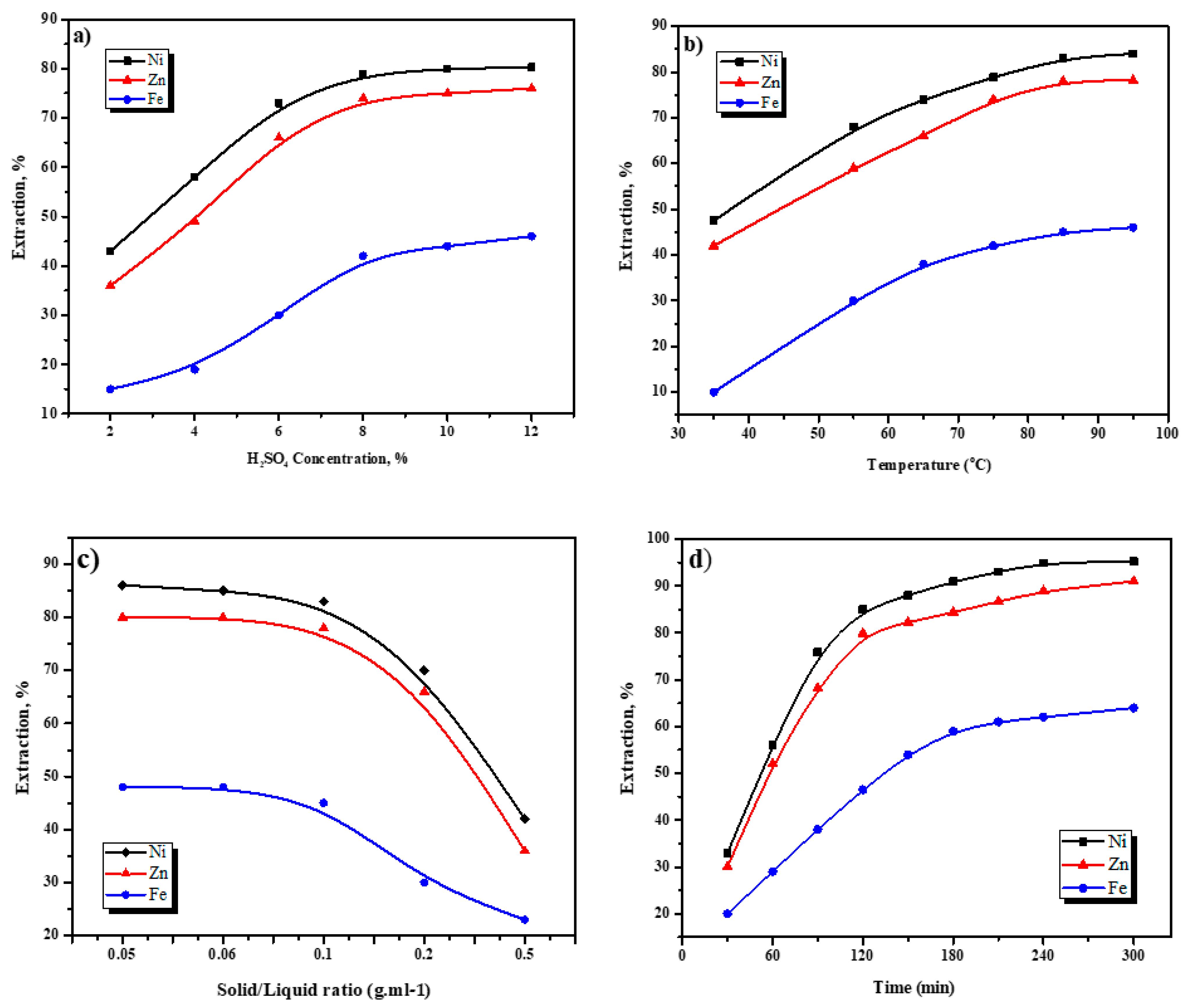
3.3. Optimizing the Factors Affecting the Leaching Process of WLSR
3.4. Purification and Recovery of Ni and Zn from Leachate
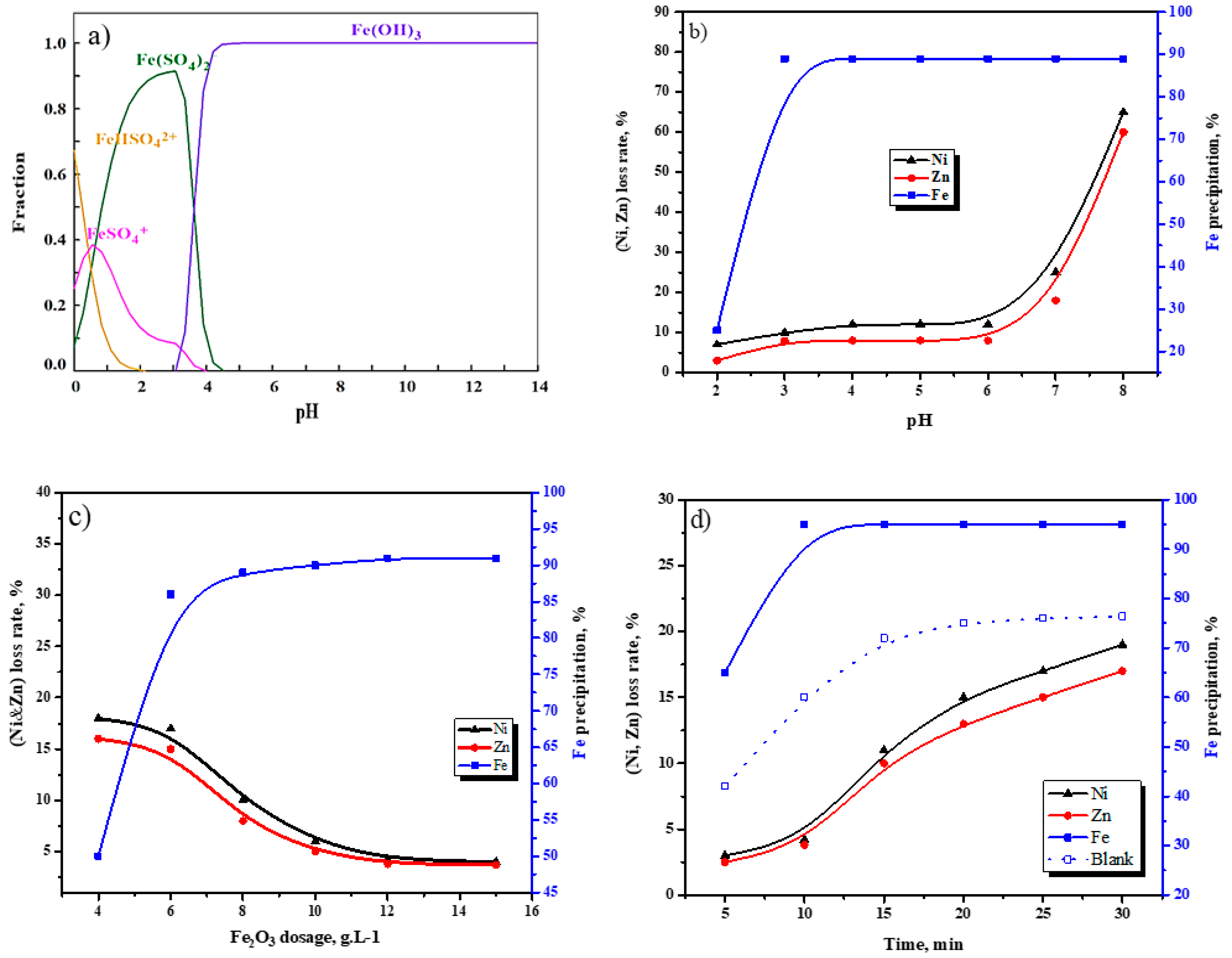
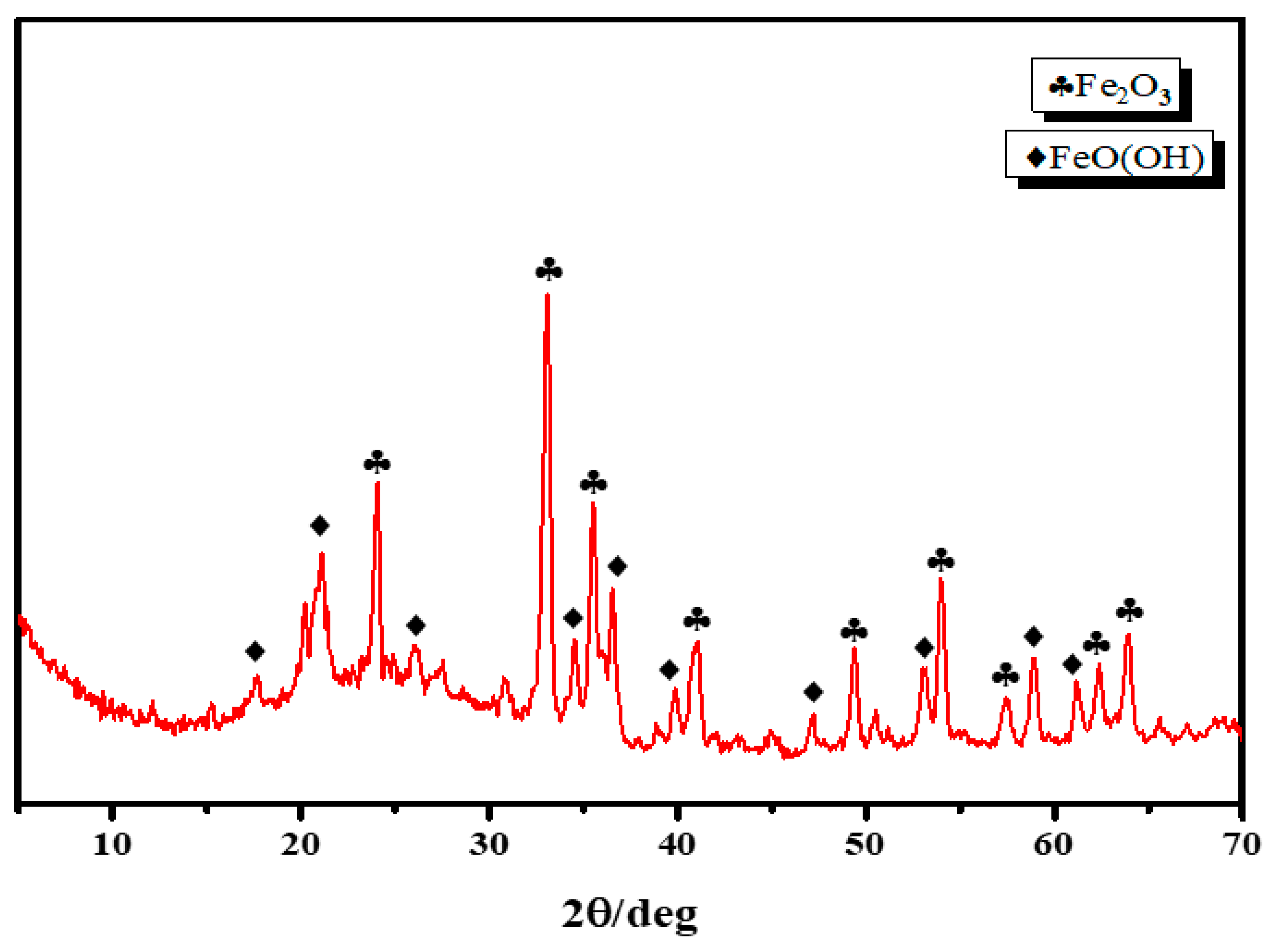
3.4.1. Precipitation Behavior of Fe and Mg from the Leachate
3.4.2. Recovery of Nickel and Zinc from Raffinate
3.5. Kinetics Analysis
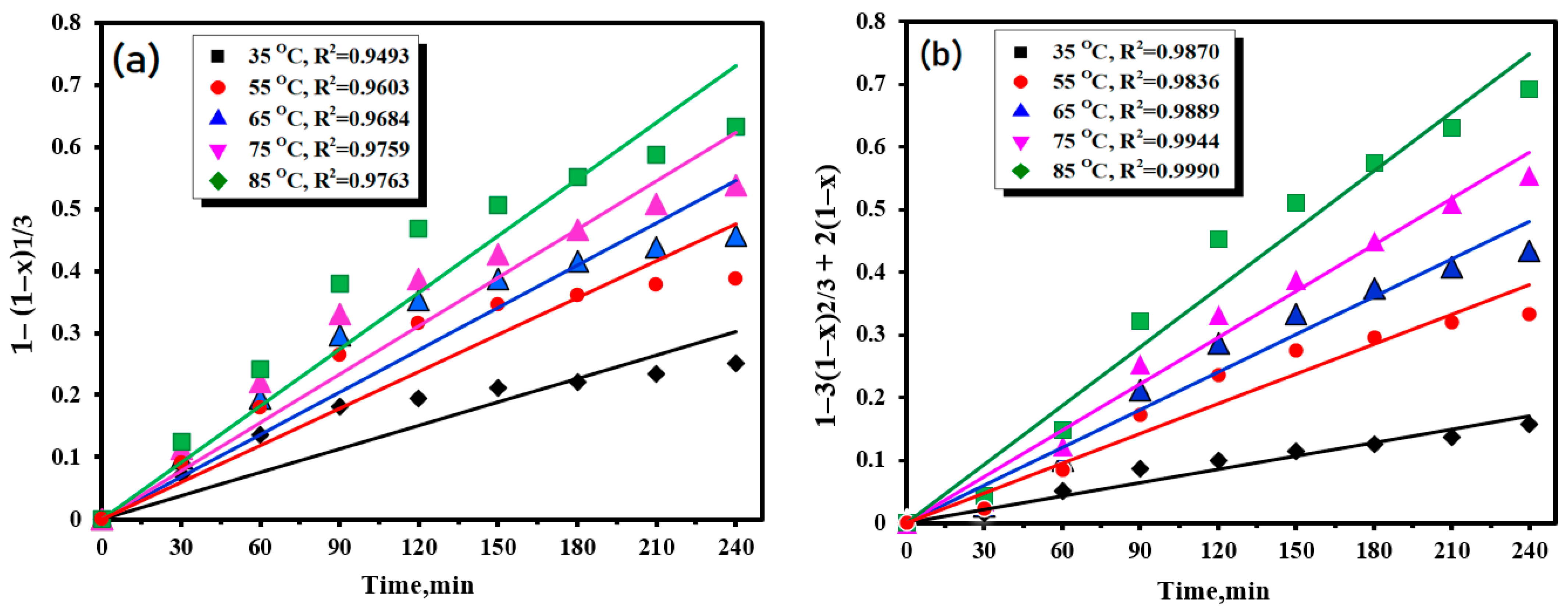
3.5.1. Leaching Kinetics of Nickel
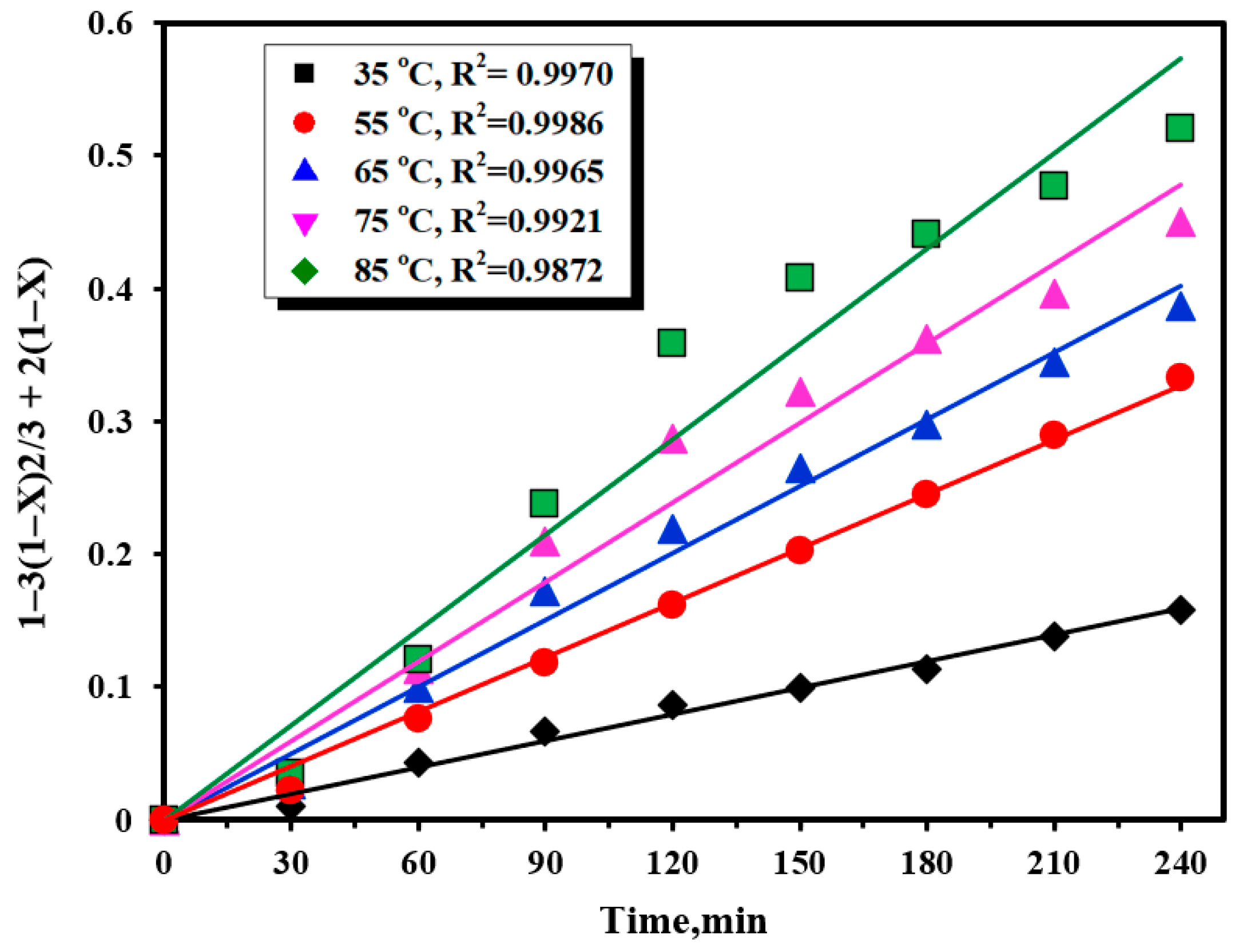
3.5.2. Leaching Kinetics of Zinc
4. Conclusions
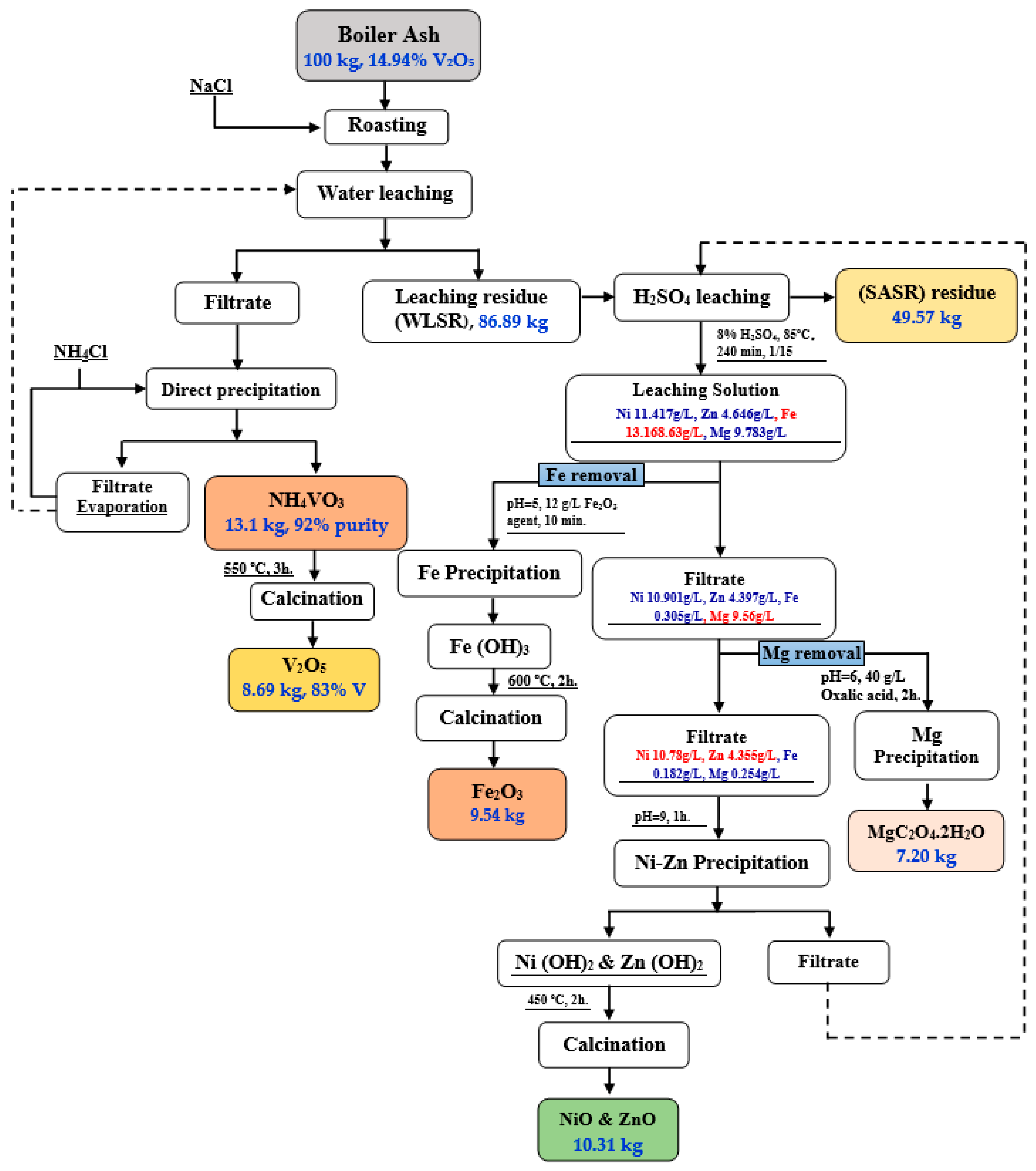
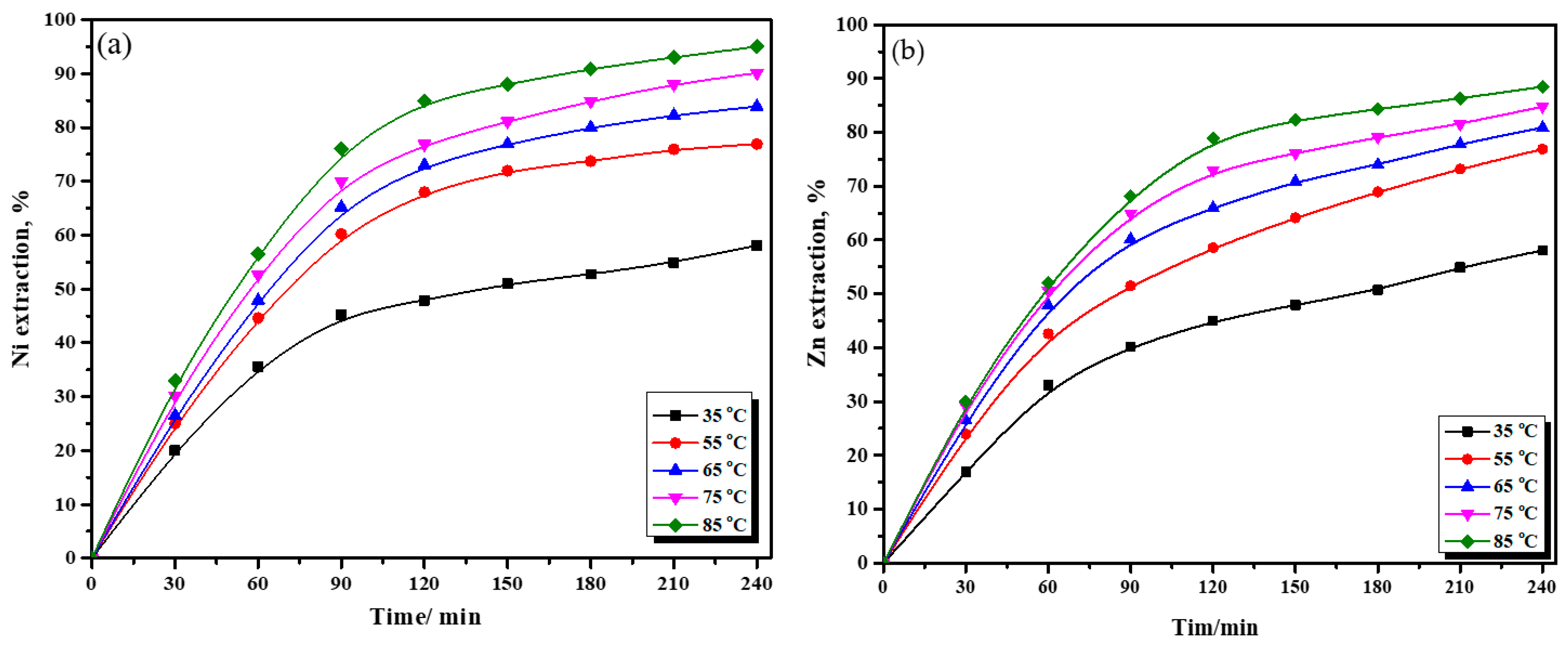
- The maximum extraction of Ni, Zn, Fe and Mg from water leaching solid residue after vanadium extraction from salt-roasting of the Egyptian boiler ash was 95.02%, 90.13%, 66.29%, and 75.73%, respectively, under the optimum leaching conditions of 8% (vol%) H2SO4 concentration, 85 °C leaching temperature and 1/15 S/L ratio for 240 min leaching time.
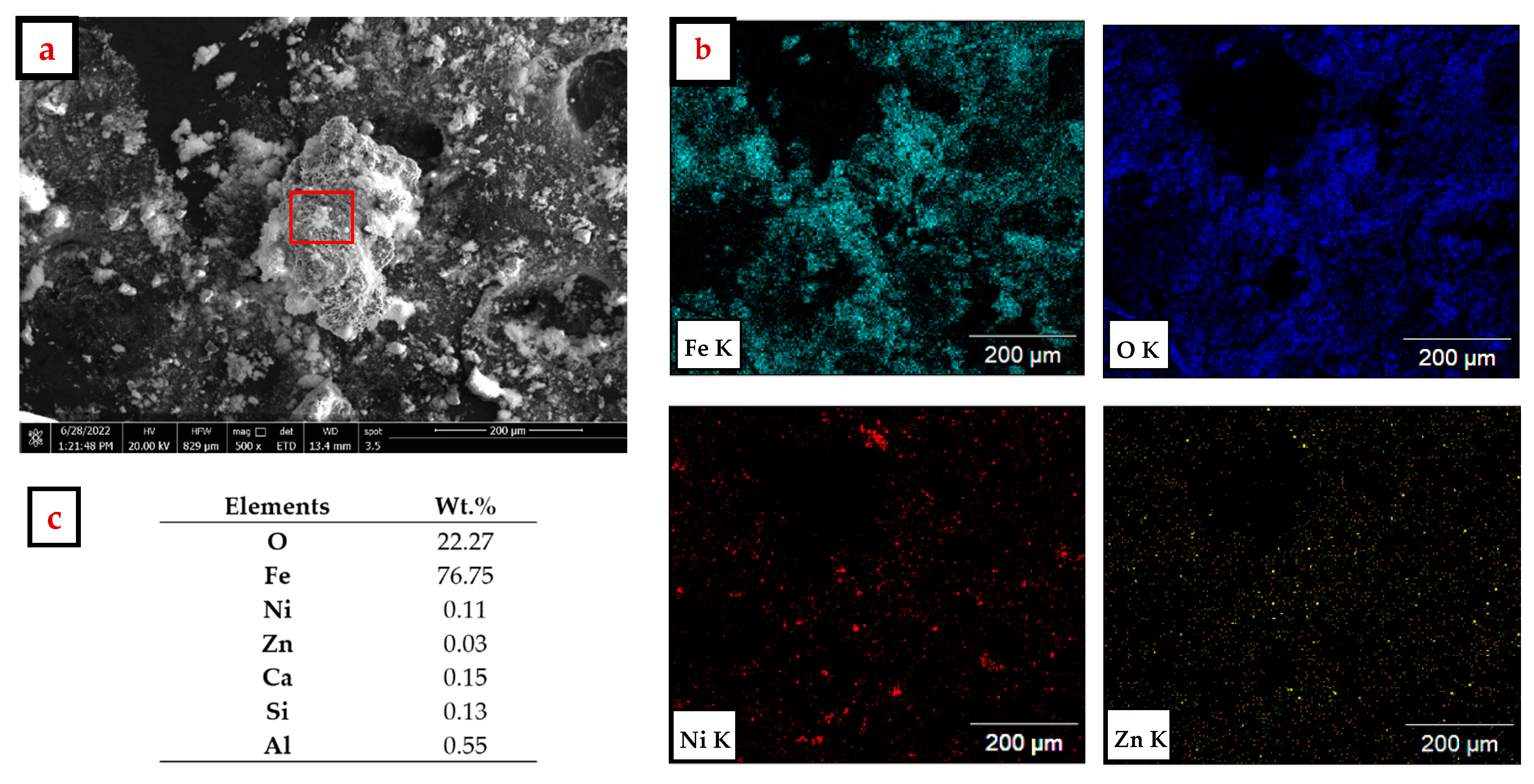
- The precipitation approach using Fe2O3 as a nucleating agent was effective in removing the iron ions from the pregnant solution. The removal rate of iron ions increases to its maximum value of 95% by modifying the pH of the solution and the precipitation duration, with a minimal loss rate of Ni (4.2%) and Zn (3.8%).
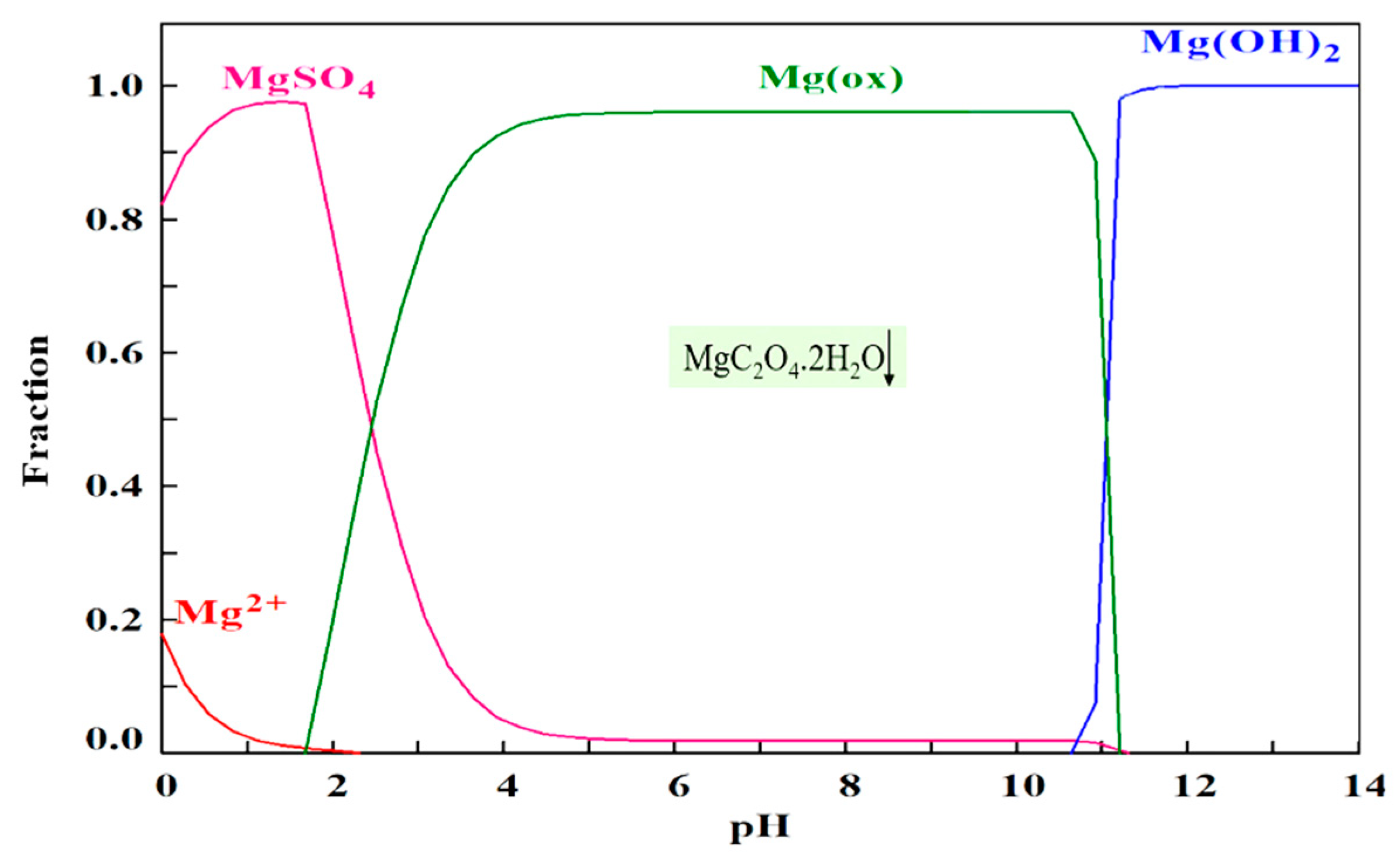
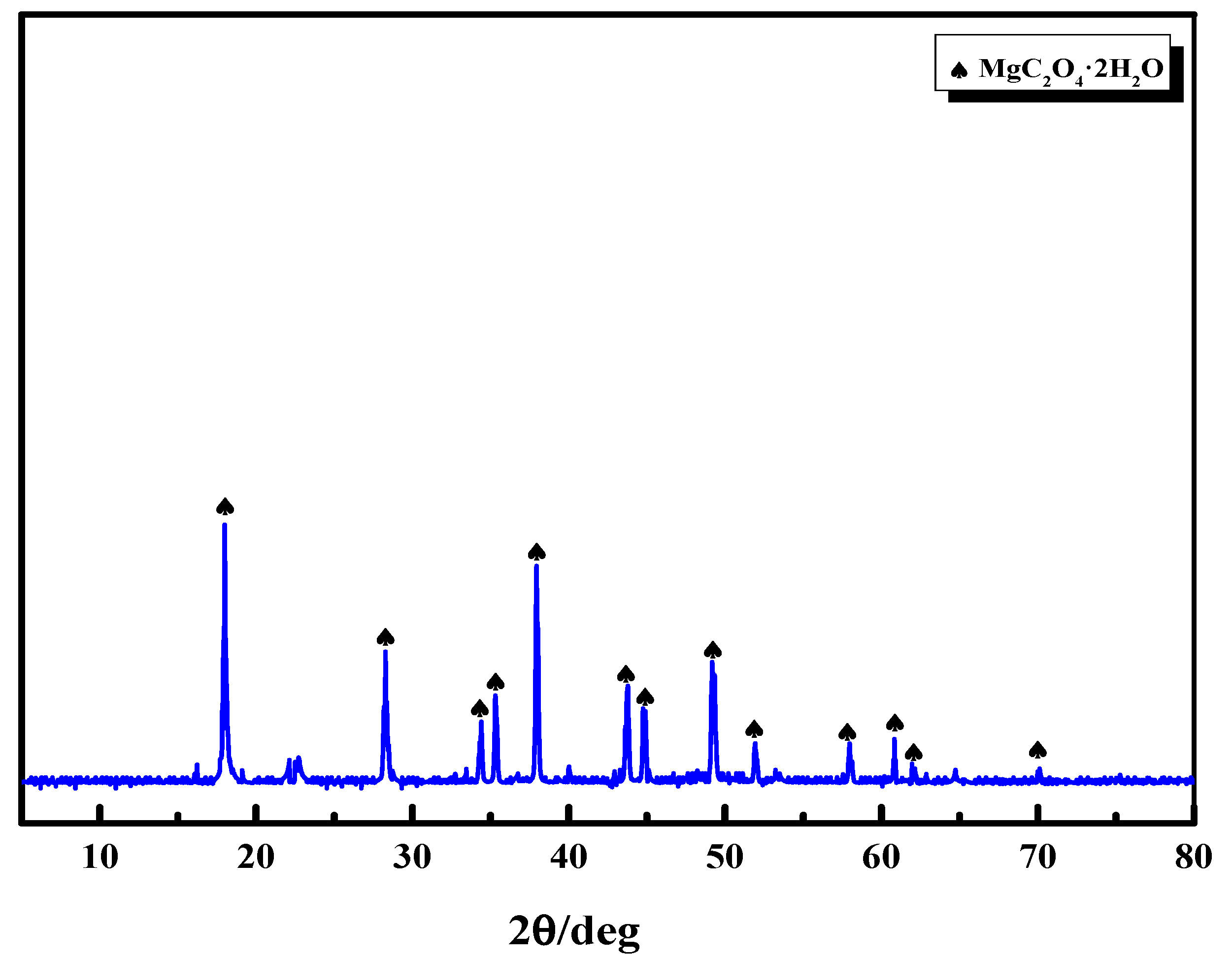
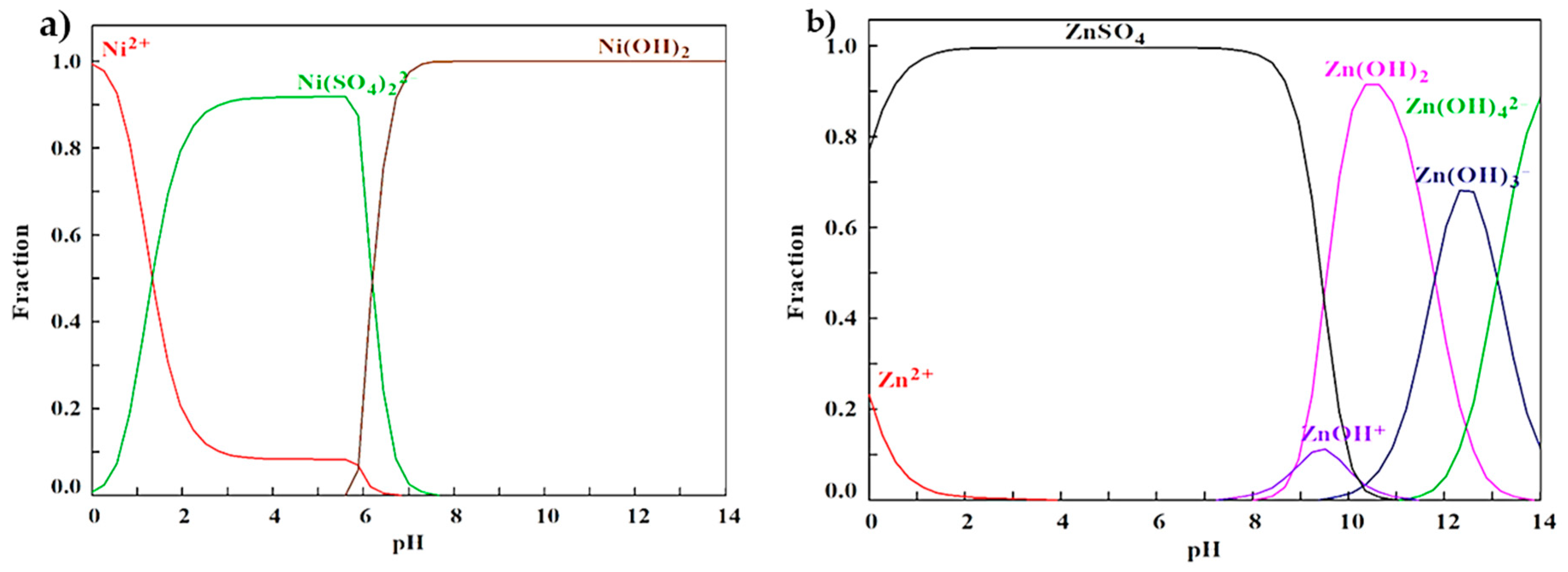
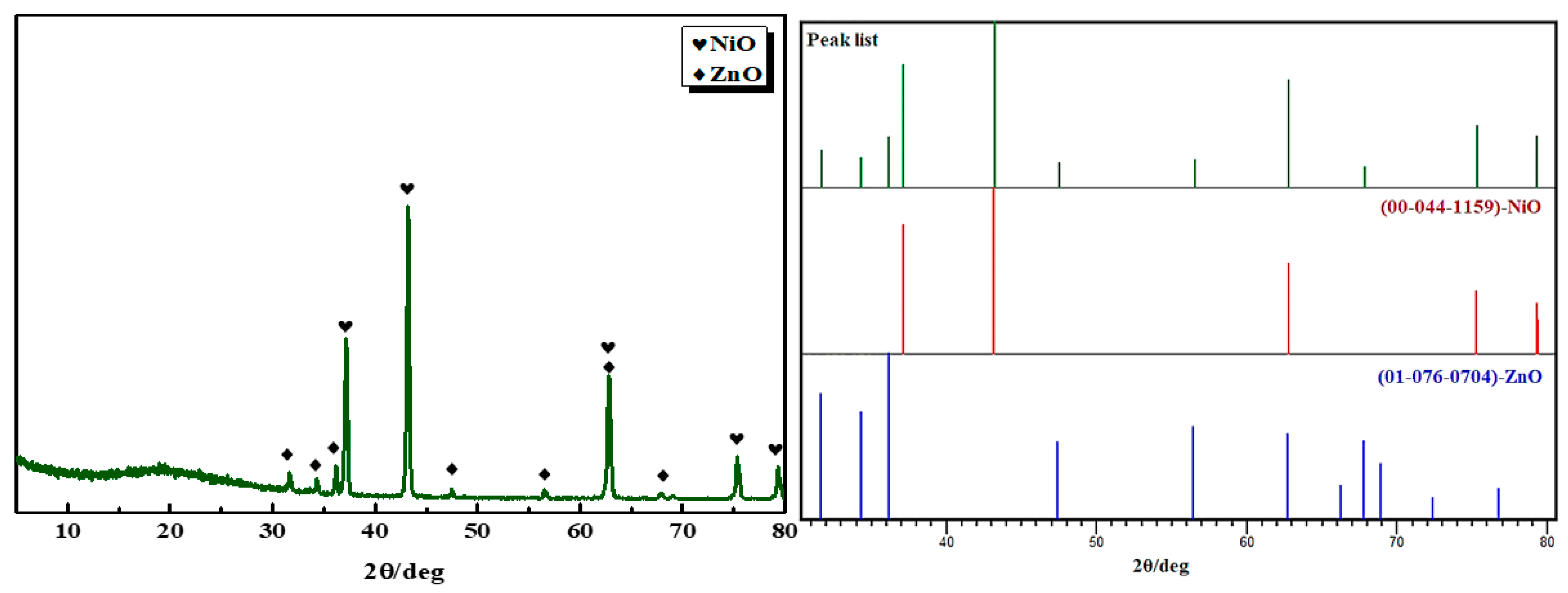
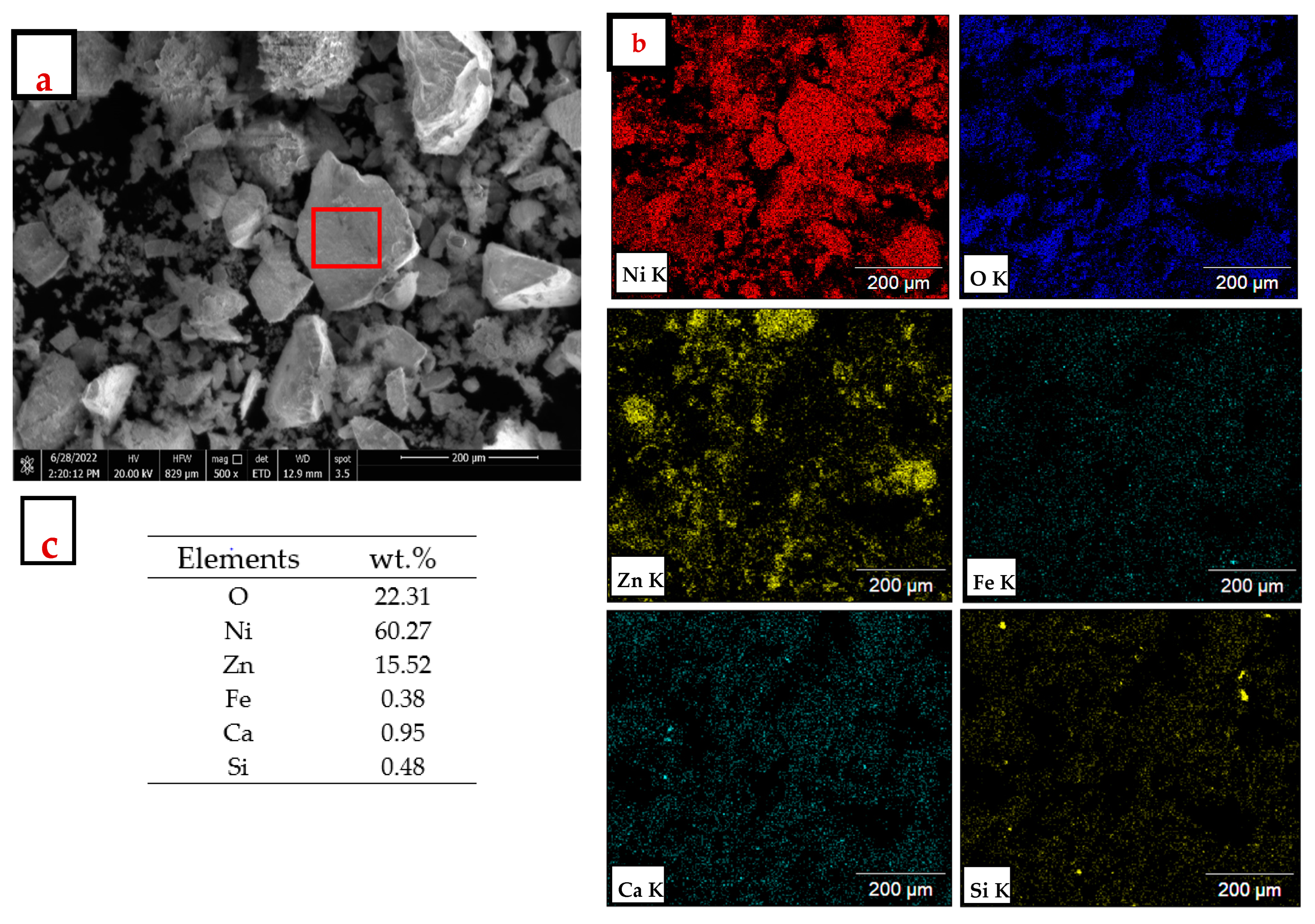
- An effective Mg precipitation efficiency of 96.9% was obtained after Fe removal, using 0.45 mol/L oxalic acid dose, 6 pH and 2 h precipitation time at ambient temperature. Then, nickel and zinc in the purified solution was precipitated at pH of 9 as Ni-Zn hydroxide, which was subsequently transformed into Ni(OH)2, Zn(OH)2, and NiO-ZnO by its calcining at (450 °C). The precipitation efficiency of Ni and Zn was 92.25% and 85.51%, respectively, and the final calcined product was composed mainly of 37% Ni and 23% Zn.
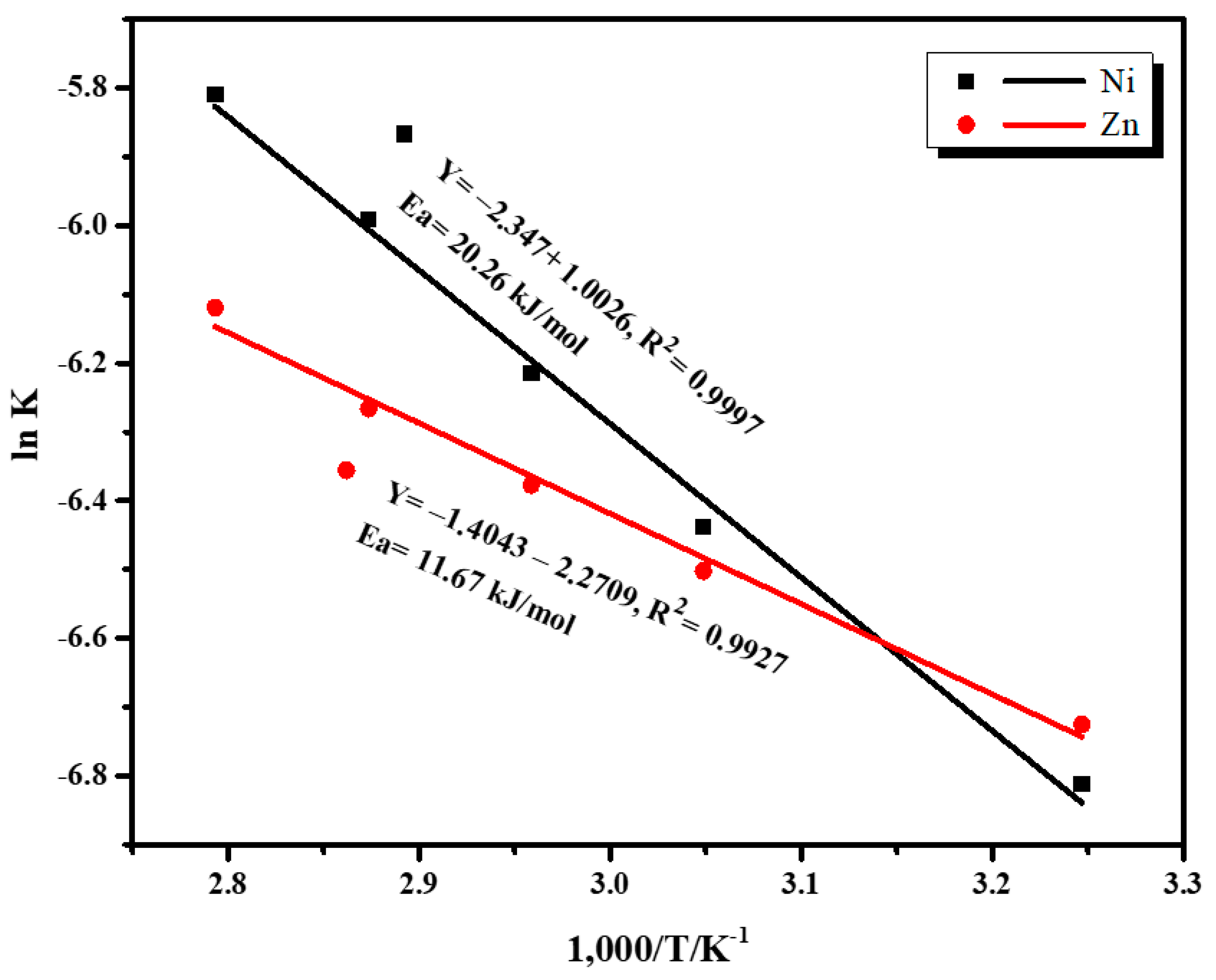
- A kinetics analysis revealed that the nickel leaching process is controlled by both diffusion through solid product layer and chemical reaction, where diffusion through solid product layer contributes more, with an activation energy of 20.26 kJ mol−1. The kinetics of zinc dissolution are controlled by diffusion through solid product layer with an activation energy of 11.67 kJ mol−1.
- The chemical and physical composition and properties of the obtained sulfuric acid solid residue (SASR) enhance and recommend its utilization as adsorbent to eliminate undesirable ions from industrial effluent.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Roskill Information Services Ltd. Nickel Market Beware: Batteries Can No Longer Be Ignored. PR Newswire, 21 April 2017. [Google Scholar]
- Bide, T.; Hetherington, L.; Gunn, G. Mineral Profile: Nickel. Available online: https://www.mendeley.com/catalogue/cd4a0cf6-0bd3-3ebb-b763-b6b6bc4de59c/?utm_source=desktop&utm_medium=1.19.8&utm_campaign=open_catalog&userDocumentId=%7Bd0d00b50-22a8-42cb-900d-f51663c38740%7D (accessed on 18 August 2022).
- British Geological Survey. British Geological Survey Briefing Note–Battery Raw Materials. Available online: http://batteryuniversity.com/learn/article/bu_311_supplementary_battery_raw_materials (accessed on 18 August 2022).
- Aalco Stainless Steel—Introduction to Grades, Properties and Applications. 2011. Available online: https://www.aalco.co.uk/literature/files/aalco-stainless-steel.pdf (accessed on 18 August 2022).
- Pariser, H.H.; Backeberg, N.R.; Masson, O.C.M.; Bedder, J.C.M. Changing Nickel and Chromium Stainless Steel Markets—A Review. J. S. Afr. Inst. Min. Metall. 2018, 118, 6. [Google Scholar] [CrossRef]
- Richardson, C. Energy transition, Nickel helping to combat climate change. Nickel Inst. Nickel Mag. 2018, 33, 1–16. Available online: https://nickelinstitute.org/media/2697/nickelvol33no1spring2018_fb_en_final.pdf (accessed on 18 August 2022).
- Kaya, M.; Hussaini, S.; Kursunoglu, S. Critical review on secondary zinc resources and their recycling technologies. Hydrometallurgy 2020, 195, 105362. [Google Scholar] [CrossRef]
- Rabah, M.A.; El-Sayed, A.S. Recovery of zinc and some of its valuable salts from secondary resources and wastes. Hydrometallurgy 1995, 37, 23–32. [Google Scholar] [CrossRef]
- Espiari, S.; Rashchi, F.; Sadrnezhaad, S.K. Hydrometallurgical treatment of tailings with high zinc content. Hydrometallurgy 2006, 82, 54–62. [Google Scholar] [CrossRef]
- Warner, A.E.M.; Díaz, C.M.; Dalvi, A.D.; Mackey, P.J.; Tarasov, A.V.; Jones, R.T. JOM world nonferrous smelter survey Part IV: Nickel: Sulfide. JOM 2007, 59, 58–72. [Google Scholar] [CrossRef]
- Crundwell, F.K.; Moats, M.S.; Ramachandran, V.; Robinson, T.G.; Davenport, W.G. Overview of the Smelting of Nickel Laterite to Ferronickel. In Extractive Metallurgy of Nickel, Cobalt and Platinum Group Metals; Elsevier: Amsterdam, The Netherlands, 2011; pp. 49–53. ISBN 9780080968094. [Google Scholar]
- Meshram, P.; Abhilash; Pandey, B.D. Advanced Review on Extraction of Nickel from Primary and Secondary Sources. Miner. Process. Extr. Metall. Rev. 2019, 40, 157–193. [Google Scholar] [CrossRef]
- Wang, F.; Liu, F.; Elliott, R.; Rezaei, S.; Khajavi, L.T.; Barati, M. Solid State Extraction of Nickel from Nickel Sulfide Concentrates. J. Alloys Compd. 2020, 822, 153582. [Google Scholar] [CrossRef]
- Abdel-Aal, E.A.; Rashad, M.M. Kinetic study on the leaching of spent nickel oxide catalyst with sulfuric acid. Hydrometallurgy 2004, 74, 189–194. [Google Scholar] [CrossRef]
- Henckens, M.L.C.M.; Worrell, E. Reviewing the availability of copper and nickel for future generations. The balance between production growth, sustainability and recycling rates. J. Clean. Prod. 2020, 264, 121460. [Google Scholar] [CrossRef]
- Coman, V.; Robotin, B.; Ilea, P. Nickel recovery/removal from industrial wastes: A review. Resour. Conserv. Recycl. 2013, 73, 229–238. [Google Scholar] [CrossRef]
- Abd El-Hamid, A.A.M.; Abu Khoziem, H.A. Physical and chemical characterization of El Kriymat boiler ash to optimize the leachability of some valuable elements. J. Environ. Chem. Eng. 2019, 7, 103362. [Google Scholar] [CrossRef]
- Di Pietro, A.; Visalli, G.; Munaò, F.; Baluce, B.; La Maestra, S.; Primerano, P.; Corigliano, F.; De Flora, S. Oxidative damage in human epithelial alveolar cells exposed in vitro to oil fly ash transition metals. Int. J. Hyg. Environ. Health 2009, 212, 196–208. [Google Scholar] [CrossRef]
- Amer, A.M. Processing of Egyptian boiler-ash for extraction of vanadium and nickel. Waste Manag. 2002, 22, 515–520. [Google Scholar] [CrossRef]
- Abd El-Hamid, A.M.; Zahran, M.A.; Khalid, F.M.; Mahmoud, A.H. Leaching of hafnium, zirconium, uranium and other nuclear economic elements from petroleum ash. RSC Adv. 2014, 4, 12506. [Google Scholar] [CrossRef]
- Masud, A. Abdel-Latif Recovery of vanadium and nickel from petroleum flyash. Miner. Eng. 2002, 15, 953–961. [Google Scholar] [CrossRef]
- Al-Mansi, N.M.; Abdel Monem, N.M. Recovery of nickel oxide from spent catalyst. Waste Manag. 2002, 22, 85–90. [Google Scholar] [CrossRef]
- Mohammed, H.; Sadeek, S.; Mahmoud, A.R.; Diab, H.; Zaky, D. Natural radioactivity and radiological hazard assessment of Egyptian oil ashes. Environ. Sci. Pollut. Res. 2016, 23, 15584–15592. [Google Scholar] [CrossRef]
- Al-Ghouti, M.A.; Al-Degs, Y.S.; Ghrair, A.; Khoury, H.; Ziedan, M. Extraction and separation of vanadium and nickel from fly ash produced in heavy fuel power plants. Chem. Eng. J. 2011, 173, 191–197. [Google Scholar] [CrossRef]
- Nazari, E.; Rashchi, F.; Saba, M.; Mirazimi, S.M.J. Simultaneous recovery of vanadium and nickel from power plant fly-ash: Optimization of parameters using response surface methodology. Waste Manag. 2014, 34, 2687–2696. [Google Scholar] [CrossRef]
- Ettler, V.; Kvapil, J.; Šebek, O.; Johan, Z.; Mihaljevič, M.; Ratié, G.; Garnier, J.; Quantin, C. Leaching behaviour of slag and fly ash from laterite nickel ore smelting (Niquelândia, Brazil). Appl. Geochem. 2016, 64, 118–127. [Google Scholar] [CrossRef]
- Hu, P.; Zhang, Y.; Liu, T.; Yuan, Y.; Xue, N. Source separation of vanadium over iron from roasted vanadium-bearing shale during acid leaching via ferric fluoride surface coating. J. Clean. Prod. 2018, 181, 399–407. [Google Scholar] [CrossRef]
- Hu, P.; Zhang, Y.; Liu, T.; Huang, J.; Yuan, Y.; Zheng, Q. Highly selective separation of vanadium over iron from stone coal by oxalic acid leaching. J. Ind. Eng. Chem. 2017, 45, 241–247. [Google Scholar] [CrossRef]
- Liu, Z.; Huang, J.; Zhang, Y.; Liu, T.; Hu, P.; Liu, H.; Zheng, Q. Separation and recovery of iron impurities from a complex oxalic acid solution containing vanadium by K3Fe(C2O4)3·3H2O crystallization. Sep. Purif. Technol. 2020, 232, 115970. [Google Scholar] [CrossRef]
- Holloway, P.C.; Etsell, T.H. Salt Roasting of Suncor Oil Sands Fly Ash. Can. Metall. Q. 2004, 43, 535–544. [Google Scholar] [CrossRef]
- Holloway, P.C.; Etsell, T.H. Alternative reagents for roasting Suncor oil sands fly ash. Miner. Process. Extr. Metall. 2004, 113, 153–160. [Google Scholar] [CrossRef]
- He, D.; Feng, Q.; Zhang, G.; Ou, L.; Lu, Y. An environmentally-friendly technology of vanadium extraction from stone coal. Miner. Eng. 2007, 20, 1184–1186. [Google Scholar] [CrossRef]
- Zhang, Y.-M.; Bao, S.-X.; Liu, T.; Chen, T.-J.; Huang, J. The technology of extracting vanadium from stone coal in China: History, current status and future prospects. Hydrometallurgy 2011, 109, 116–124. [Google Scholar] [CrossRef]
- Tavakoli, M.R.; Dreisinger, D.B. Separation of vanadium from iron by solvent extraction using acidic and neutral organophosporus extractants. Hydrometallurgy 2014, 141, 17–23. [Google Scholar] [CrossRef]
- Wang, C.; Yuan, Y.; Xie, B.; Li, H.-Y. Mechanism of Extraction of Vanadium from Vanadium Slag with MgO. In Rare Metal Technology 2020; Azimi, G., Forsberg, K., Ouchi, T., Kim, H., Alam, S., Baba, A.A., Eds.; Springer International Publishing: Cham, Switzerland, 2020; pp. 317–324. ISBN 978-3-030-36758-9. [Google Scholar]
- Xiao, W.; Liu, X.; Zhao, Z. Kinetics of nickel leaching from low-nickel matte in sulfuric acid solution under atmospheric pressure. Hydrometallurgy 2020, 194, 105353. [Google Scholar] [CrossRef]
- Xiao, J.; Xiong, W.; Zou, K.; Chen, T.; Li, H.; Wang, Z. Extraction of Nickel from Magnesia–Nickel Silicate Ore. J. Sustain. Metall. 2021, 7, 642–652. [Google Scholar] [CrossRef]
- ElDeeb, A.B.; Brichkin, V.N.; Povarov, V.G.; Kurtenkov, R.V. The activating effect of carbon during sintering the limestone–kaolin mixture. Tsvetnye Metally 2020, 7, 18–25. [Google Scholar] [CrossRef]
- Li, J.; Chen, Z.; Shen, B.; Xu, Z.; Zhang, Y. The extraction of valuable metals and phase transformation and formation mechanism in roasting-water leaching process of laterite with ammonium sulfate. J. Clean. Prod. 2017, 140, 1148–1155. [Google Scholar] [CrossRef]
- Mu, W.; Huang, Z.; Xin, H.; Luo, S.; Zhai, Y.; Xu, Q. Extraction of Copper and Nickel from Low-Grade Nickel Sulfide Ore by Low-Temperature Roasting, Selective Decomposition and Water-Leaching Process. JOM 2019, 71, 4647–4658. [Google Scholar] [CrossRef]
- Li, J.; Li, D.; Xu, Z.; Liao, C.; Liu, Y.; Zhong, B. Selective leaching of valuable metals from laterite nickel ore with ammonium chloride-hydrochloric acid solution. J. Clean. Prod. 2018, 179, 24–30. [Google Scholar] [CrossRef]
- Tokuyama, H.; Nii, S.; Kawaizumi, F.; Takahashi, K. Process development for recovery of vanadium and nickel from heavy oil fly ash by leaching and ion exchange. Sep. Sci. Technol. 2003, 38, 1329–1344. [Google Scholar] [CrossRef]
- Huaiwei, Z.; Xin, H. An Overview for the Utilization of Wastes from Stainless Steel Industries. Resour. Conserv. Recycl. 2011, 55, 745–754. [Google Scholar] [CrossRef]
- Alex, P.; Mishra, P.; Suri, A.K. Studies on Processing of an Alnico Scrap. Miner. Process. Extr. Metall. Rev. 2001, 22, 547–565. [Google Scholar] [CrossRef]
- Shen, Y.; Xue, W.; Niu, W. Recovery of Co(II) and Ni(II) from Hydrochloric Acid Solution of Alloy Scrap. Trans. Nonferrous Met. Soc. China 2008, 18, 1262–1268. [Google Scholar] [CrossRef]
- Goel, S.; Pant, K.K.; Nigam, K.D.P. Extraction of Nickel from Spent Catalyst Using Fresh and Recovered EDTA. J. Hazard. Mater. 2009, 171, 253–261. [Google Scholar] [CrossRef]
- Vuyyuru, K.R.; Pant, K.K.; Krishnan, V.V.; Nigam, K.D.P. Recovery of Nickel from Spent Industrial Catalysts Using Chelating Agents. Ind. Eng. Chem. Res. 2010, 49, 2014–2024. [Google Scholar] [CrossRef]
- Tsai, S.-L.; Tsai, M.-S. A Study of the Extraction of Vanadium and Nickel in Oil-Fired Fly Ash. Resour. Conserv. Recycl. 1998, 22, 163–176. [Google Scholar] [CrossRef]
- Sahu, K.K.; Agarwal, A.; Pandey, B.D. Nickel recovery from spent nickel catalyst. Waste Manag. Res. J. A Sustain. Circ. Econ. 2005, 23, 148–154. [Google Scholar] [CrossRef] [PubMed]
- Idris, J.; Musa, M.; Yin, C.-Y.; Hamid, K.H.K. Recovery of nickel from spent catalyst from palm oil hydrogenation process using acidic solutions. J. Ind. Eng. Chem. 2010, 16, 251–255. [Google Scholar] [CrossRef]
- Marafi, M.; Stanislaus, A. Waste Catalyst Utilization: Extraction of Valuable Metals from Spent Hydroprocessing Catalysts by Ultrasonic-Assisted Leaching with Acids. Ind. Eng. Chem. Res. 2011, 50, 9495–9501. [Google Scholar] [CrossRef]
- Oza, R.; Shah, N.; Patel, S. Recovery of nickel from spent catalysts using ultrasonication-assisted leaching. J. Chem. Technol. Biotechnol. 2011, 86, 1276–1281. [Google Scholar] [CrossRef]
- Ognyanova, A.; Ozturk, A.T.; De Michelis, I.; Ferella, F.; Taglieri, G.; Akcil, A.; Vegliò, F. Metal extraction from spent sulfuric acid catalyst through alkaline and acidic leaching. Hydrometallurgy 2009, 100, 20–28. [Google Scholar] [CrossRef]
- Ferella, F.; Ognyanova, A.; De Michelis, I.; Taglieri, G.; Vegliò, F. Extraction of metals from spent hydrotreating catalysts: Physico-mechanical pre-treatments and leaching stage. J. Hazard. Mater. 2011, 192, 176–185. [Google Scholar] [CrossRef]
- Yang, Q.Z.; Ng, R.S.; Qi, G.J.; Low, H.C.; Zhang, Y.P. Economic Viability of Nickel Recovery from Waste Catalyst. Key Eng. Mater. 2010, 447–448, 765–769. [Google Scholar] [CrossRef]
- Yang, Q.Z.; Qi, G.J.; Low, H.C.; Song, B. Sustainable recovery of nickel from spent hydrogenation catalyst: Economics, emissions and wastes assessment. J. Clean. Prod. 2011, 19, 365–375. [Google Scholar] [CrossRef]
- Ju, J.; Feng, Y.; Li, H.; Xu, C.; Yang, Y. Efficient Separation and Recovery of Vanadium, Titanium, Iron, Magnesium, and Synthesizing Anhydrite from Steel Slag. Min. Metall. Explor. 2022, 39, 733–748. [Google Scholar] [CrossRef]
- Stefanova, V.P.; Iliev, P.K.; Stefanov, B.S.; Avramov, A.G. Selective Dissolution of FeCuNiCoMn Alloy Obtained after Pyrometallurgical Processing of Polymetallic Nodules. In Proceedings of the Eighth ISOPE Ocean Mining Symposium, Chennai, India, 20–24 September 2009; pp. 186–190. [Google Scholar]
- Yang, Z.; Li, H.-Y.; Yin, X.-C.; Yan, Z.-M.; Yan, X.-M.; Xie, B. Leaching kinetics of calcification roasted vanadium slag with high CaO content by sulfuric acid. Int. J. Miner. Process. 2014, 133, 105–111. [Google Scholar] [CrossRef]
- Levenspiel, O. Electrochemical Reaction Engineering, 3rd ed.; John Wiley & Sons: New York, NY, USA, 1999; Volume 35, pp. 566–588. [Google Scholar] [CrossRef]
- Rasoulnia, P.; Mousavi, S.M. V and Ni recovery from a vanadium-rich power plant residual ash using acid producing fungi: Aspergillus niger and Penicillium simplicissimum. RSC Adv. 2016, 6, 9139–9151. [Google Scholar] [CrossRef]
- Ashraf, M.; Zafar, Z.I.; Ansari, T.M. Selective leaching kinetics and upgrading of low-grade calcareous phosphate rock in succinic acid. Hydrometallurgy 2005, 80, 286–292. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Compound wt.% | Fe2O3 | NiO | SiO2 | ZnO | V2O5 | CaO | Na2O | Al2O3 | TiO2 | MnO | MgO | K2O | P2O5 | SO3 | PbO | L.O.I | Others |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Water Leaching Solid Residue | 24.83 | 13.23 | 15.04 | 5.67 | 1.25 | 4.54 | 1.04 | 4.67 | 0.552 | 0.628 | 14.21 | 0.106 | 0.302 | 1.38 | 1.61 | 1.09 | 9.85 |
| Compound wt.% | Fe2O3 | NiO | SiO2 | ZnO | V2O5 | CaO | Na2O | Al2O3 | TiO2 | MnO | MgO | K2O | P2O5 | SO3 | Pb | L.O.I | Others |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Final Residue after H2SO4 | 18.93 | 0.89 | 26.57 | 0.64 | 0.072 | 10.2 | <0.01 | 5.81 | 0.377 | 0.101 | 6.83 | 0.052 | <0.01 | 9.75 | 3.61 | 8.13 | 6.34 |
| Components | Ni | Zn | Fe | Mg | V | Al | Ca | Ti | K | Na | Mn | Pb | Si | SO42− |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Content, (g/L) | 11.42 | 4.65 | 13.17 | 9.79 | 1.17 | 0.96 | 0.13 | 0.31 | 0.06 | 1.31 | 0.46 | 0.02 | 0.88 | 150.25 |
| Components | Ni | Zn | Fe | Mg | V | Al | Ca | Ti | K | Na | Mn | Pb | Si | SO42− |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Before purification | 11.417 | 4.6462 | 13.168 | 9.783 | 0.981 | 1.016 | 0.1283 | 0.3142 | 0.060 | 1.3087 | 0.461 | 0.0228 | 0.883 | |
| After purification (Fe precipitation) | 10.901 | 4.397 | 0.305 | 9.564 | 0.875 | 0.862 | 0.1323 | 0.298 | 0.0596 | 1.288 | 0.062 | 0.0513 | 0.747 | |
| After purification (Mg precipitation) | 10.78 | 4.355 | 0.182 | 0.254 | 0.564 | 0.314 | 0.0216 | 0.215 | 0.0544 | 0.991 | 0.035 | 0.0489 | 0.605 | 150.25 |
| Composition of the residual solution (Ni–Zn precipitation) | 0.051 | 0.046 | 0.082 | 0.098 | 0.235 | 0.076 | 0.032 | 0.209 | 0.0383 | 0.087 | 0.062 | 0.0416 | 0.327 |
| Elements | NiO | ZnO | Fe | Al | Mn | Ca | Mg | K | pb | Na | Si | V | Ti |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| (wt.%) | 57.75 | 36.86 | 0.85 | 0.195 | 0.068 | 1.883 | 0.132 | 0.016 | 0.043 | 0.985 | 1.138 | 0.016 | 0.062 |
| Temperature | Liquid Film Diffusion Control | Surface Chemical Reaction Control | Solid Product Diffusion Control | |||
|---|---|---|---|---|---|---|
| 1 − (1 − x)2/3 = k1t | 1 − (1 − x)1/3 = kct | 1 − 3(1 − x)2/3 + 2(1 − x) = kdt | ||||
| k1 | R2 | Kc | R2 | Kd | R2 | |
| 35 °C | 0.0022 | 0.9201 | 0.0013 | 0.9493 | 0.001 | 0.9870 |
| 55 °C | 0.0033 | 0.9282 | 0.0020 | 0.9603 | 0.0016 | 0.9836 |
| 65 °C | 0.0036 | 0.9336 | 0.0023 | 0.9684 | 0.0020 | 0.9889 |
| 75 °C | 0.0040 | 0.9369 | 0.0026 | 0.9759 | 0.0025 | 0.9944 |
| 85 °C | 0.0044 | 0.9363 | 0.0030 | 0.9763 | 0.0030 | 0.9990 |
| Temperature/°C | Liquid Film Diffusion Control | Surface Chemical Reaction Control | Solid Product Diffusion Control | |||
|---|---|---|---|---|---|---|
| 1 − (1 − x)2/3 = k1t | 1 − (1 − x)1/3 = kc t | 1 − 3(1 − x)2/3 + 2(1 − x) = kdt | ||||
| k1 | R2 | Kc | R2 | Kd | R2 | |
| 35 °C | 0.0022 | 0.9010 | 0.0012 | 0.9564 | 0.0011 | 0.9970 |
| 55 °C | 0.0030 | 0.9382 | 0.0018 | 0.9613 | 0.0014 | 09986 |
| 65 °C | 0.0033 | 0.9214 | 0.0020 | 0.9766 | 0.0016 | 0.9965 |
| 75 °C | 0.0036 | 0.9352 | 0.0023 | 0.9677 | 0.0018 | 0.9921 |
| 85 °C | 0.0039 | 0.9344 | 0.0025 | 0.9688 | 0.0021 | 0.9872 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ibrahim, A.H.; Lyu, X.; Atia, B.M.; Gado, M.A.; ElDeeb, A.B. Cost-Effective and High Purity Valuable Metals Extraction from Water Leaching Solid Residues Obtained as a By-Product from Processing the Egyptian Boiler Ash. Minerals 2022, 12, 1084. https://doi.org/10.3390/min12091084
Ibrahim AH, Lyu X, Atia BM, Gado MA, ElDeeb AB. Cost-Effective and High Purity Valuable Metals Extraction from Water Leaching Solid Residues Obtained as a By-Product from Processing the Egyptian Boiler Ash. Minerals. 2022; 12(9):1084. https://doi.org/10.3390/min12091084
Chicago/Turabian StyleIbrahim, Ahmed H., Xianjun Lyu, Bahig M. Atia, Mohamed A. Gado, and Amr B. ElDeeb. 2022. "Cost-Effective and High Purity Valuable Metals Extraction from Water Leaching Solid Residues Obtained as a By-Product from Processing the Egyptian Boiler Ash" Minerals 12, no. 9: 1084. https://doi.org/10.3390/min12091084
APA StyleIbrahim, A. H., Lyu, X., Atia, B. M., Gado, M. A., & ElDeeb, A. B. (2022). Cost-Effective and High Purity Valuable Metals Extraction from Water Leaching Solid Residues Obtained as a By-Product from Processing the Egyptian Boiler Ash. Minerals, 12(9), 1084. https://doi.org/10.3390/min12091084