



Effect of High Temperature Reconstruction and Modification on Phase Composition and Structure of Steel Slag


Abstract
:1. Introduction
2. Materials and Methods
2.1. Experimental Materials
2.2. Parameters of FactSage7.1
2.3. Experimental Protocol
3. Experimental Results and Analysis
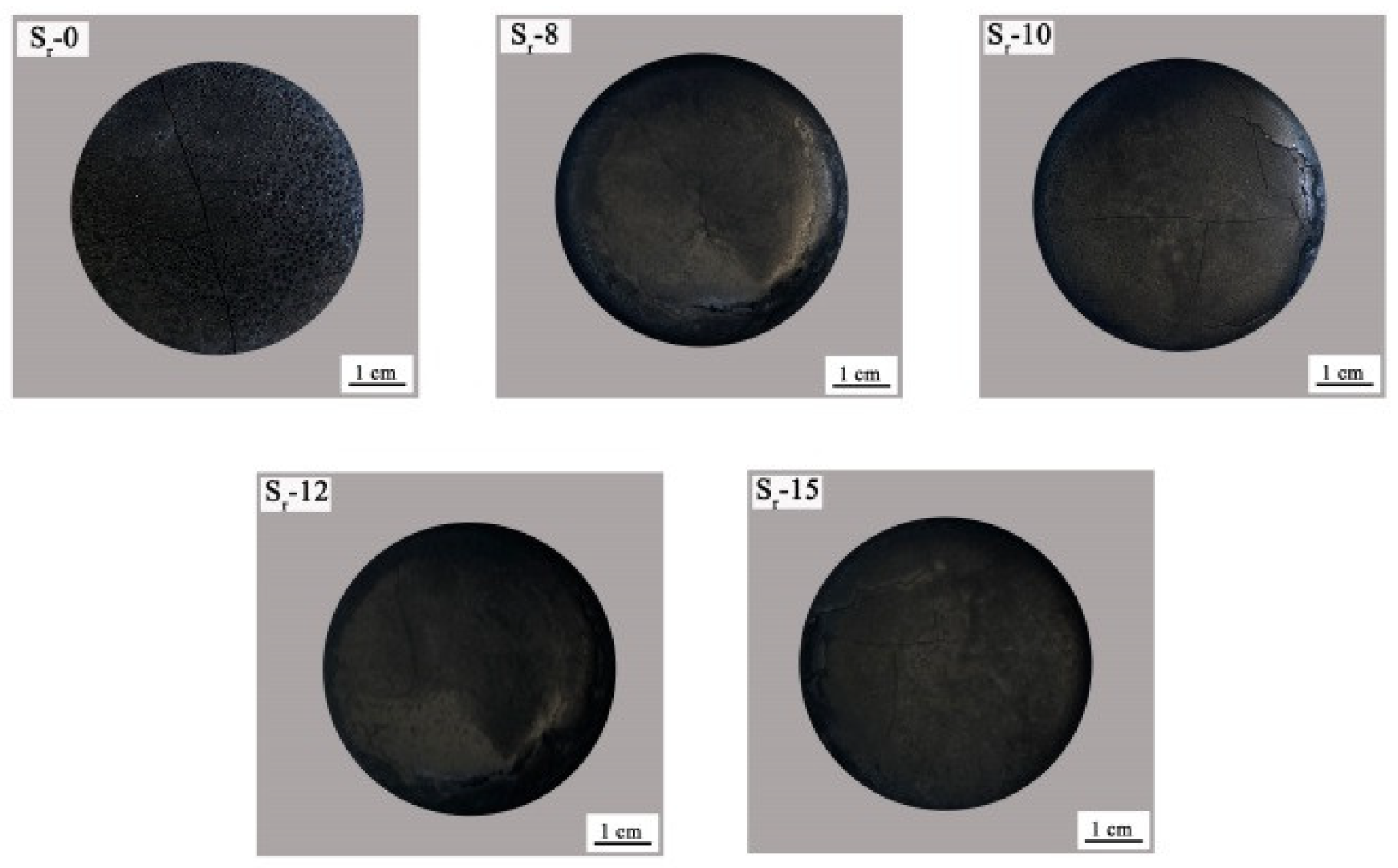
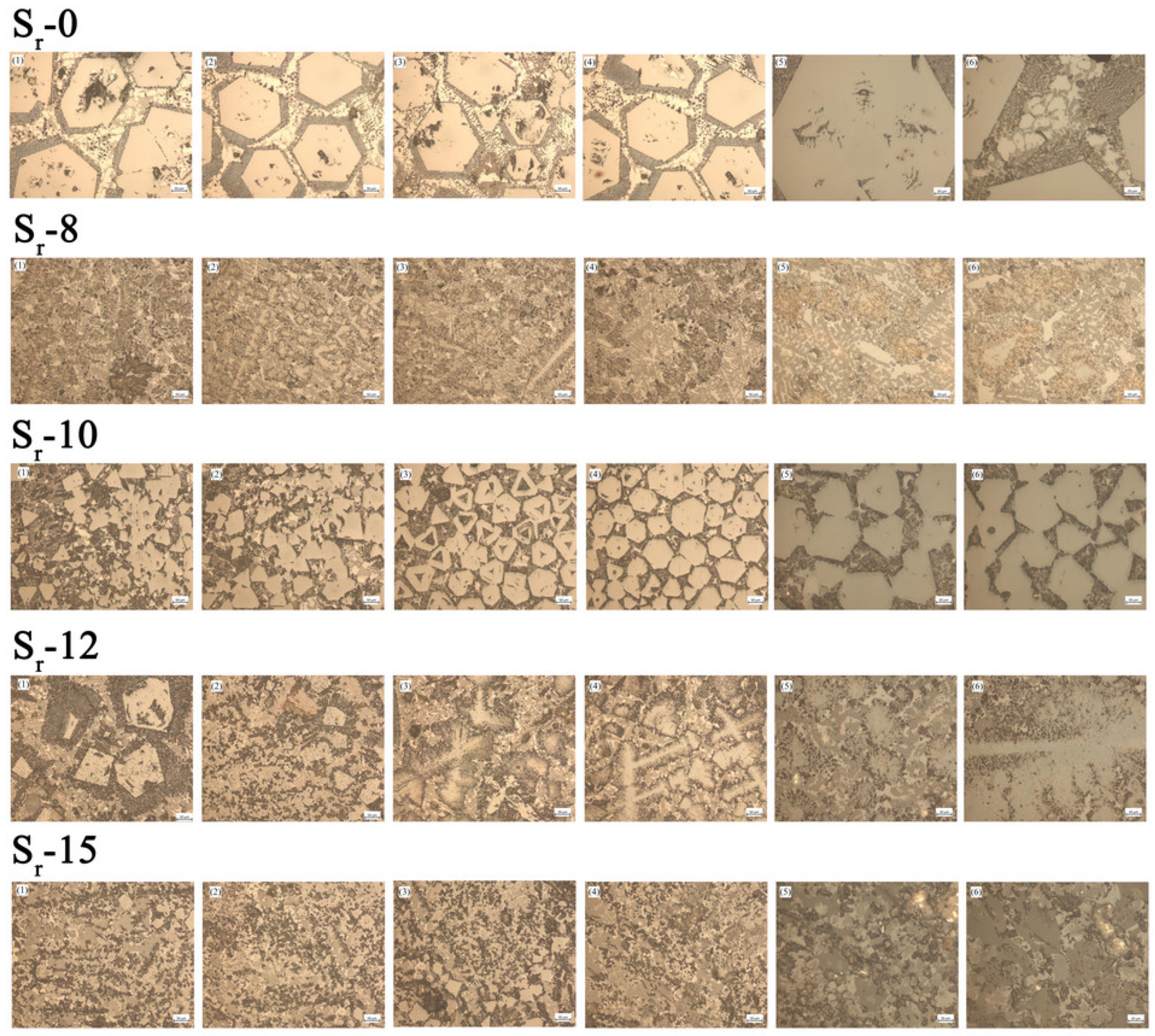
3.1. Macrostructure of Modified Slag
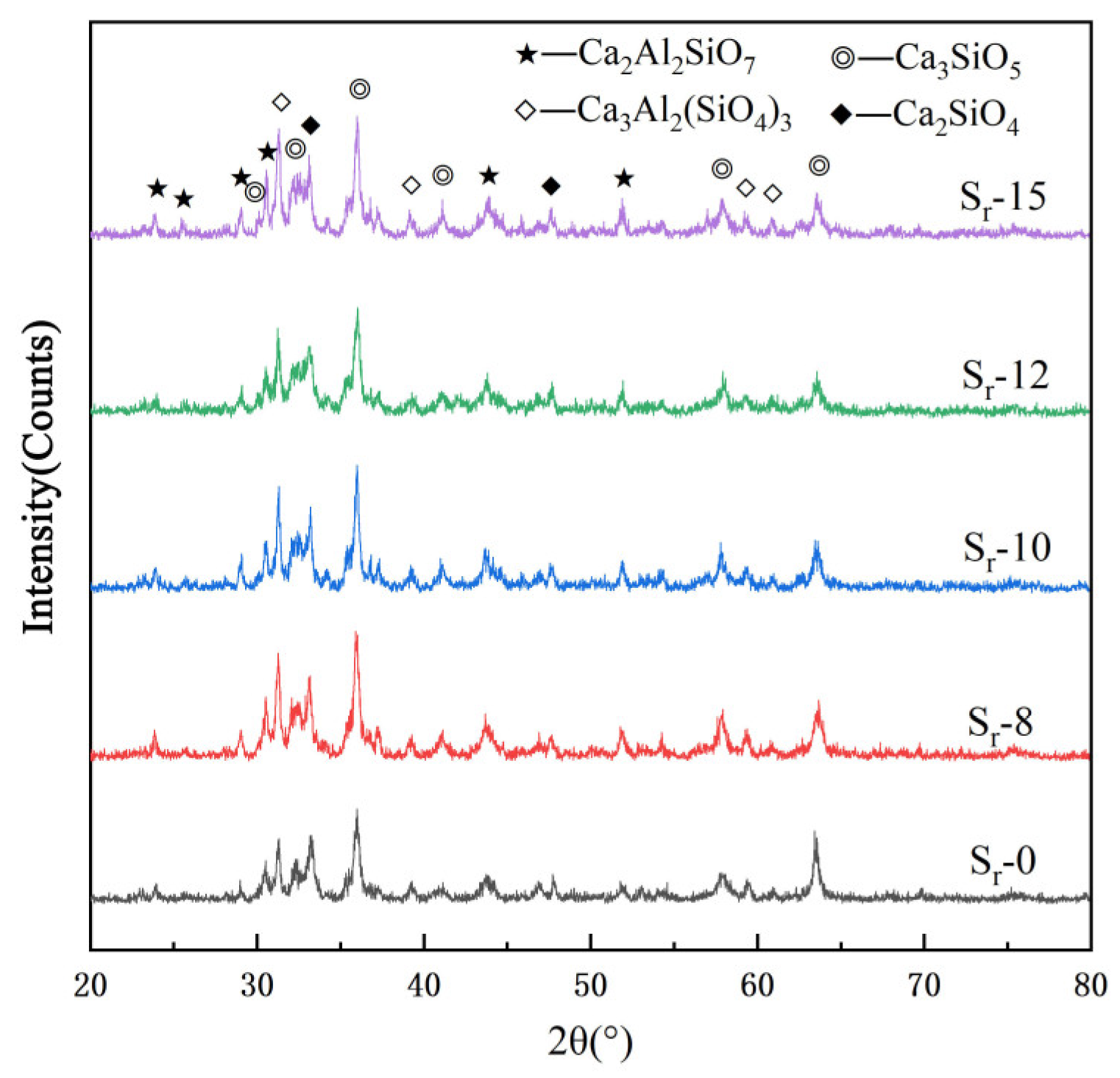
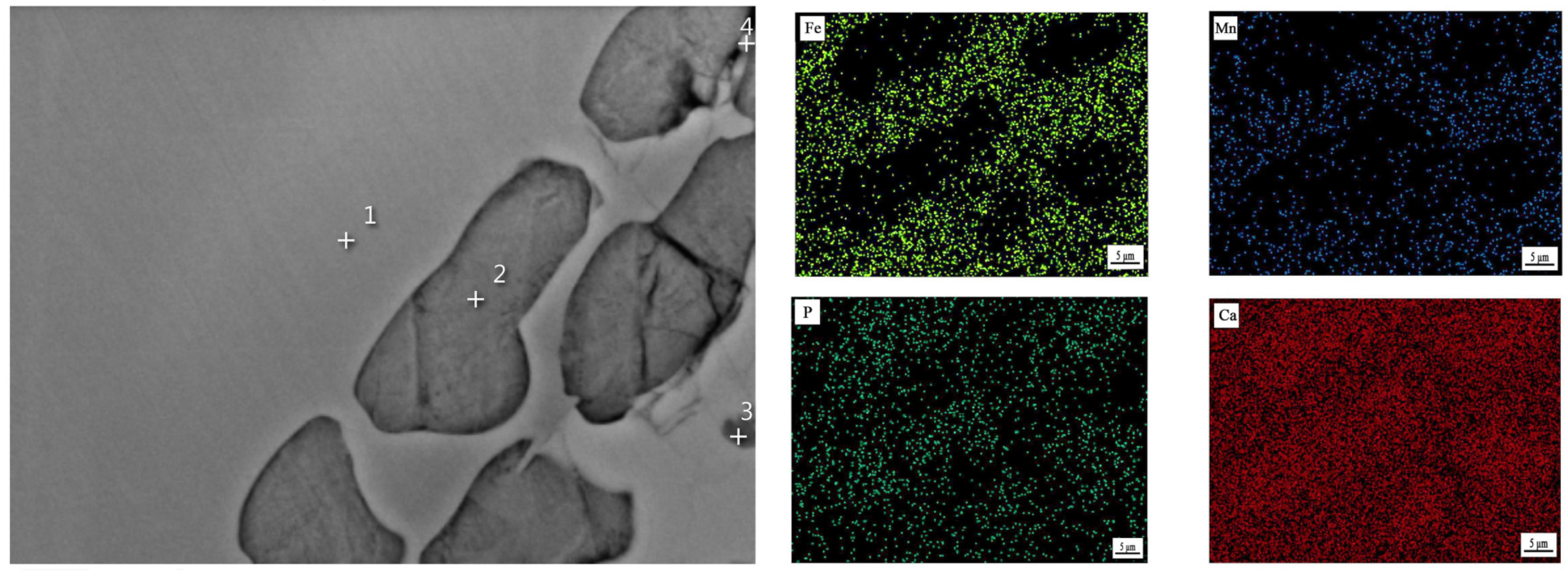
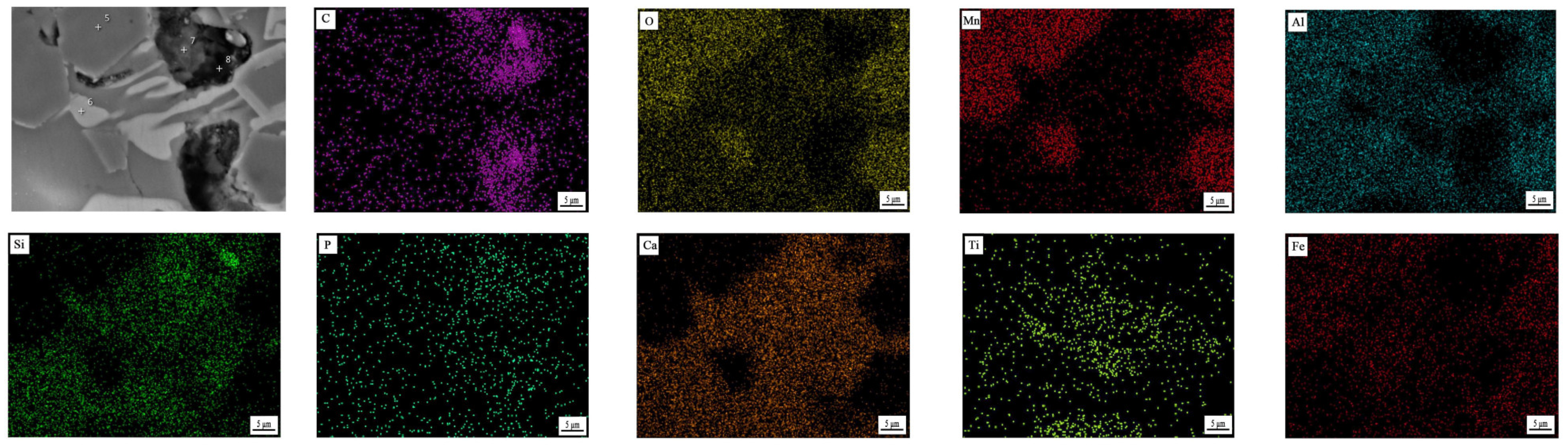
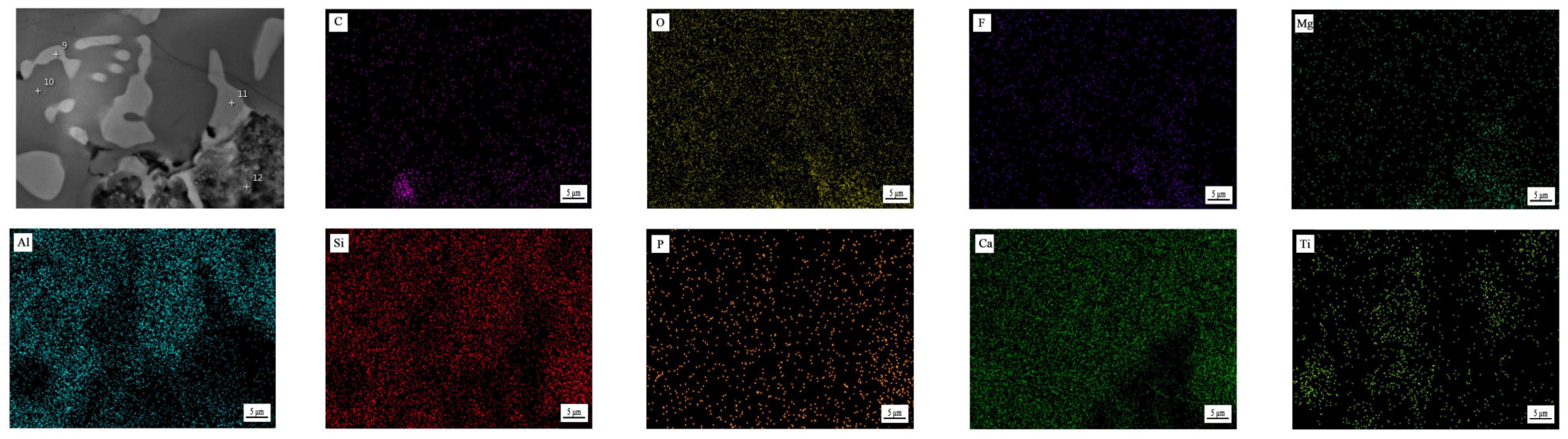
3.2. Microstructure and Mineral Composition of Modified Slag
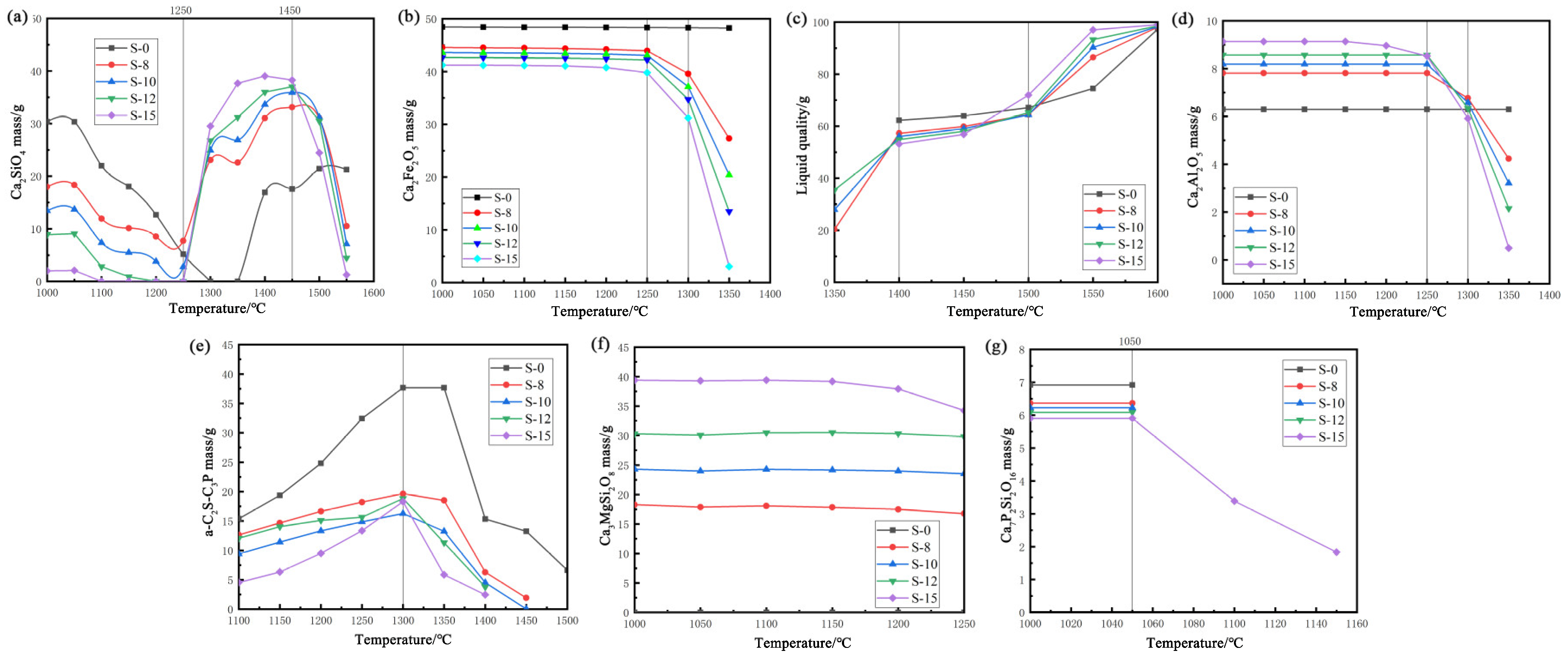
3.3. Modified Slag FactSage7.1 Calculation Results and Analysis
4. Conclusions
- (1)
- In blast furnace slag tempering steel slag, the blast furnace slag doping mass fraction should be about 12% or less in order to promote the generation of minerals with gelling activity such as C3S, to indirectly consume the f-CaO present in the steel slag, to improve the stability, to limit the abundance of non-gelling C2AS, and to achieve higher hardness via C3AS3 mineral generation, thereby reducing the cost of steel slag crushing.
- (2)
- As shown in the SEM-EDS data, the phases contained in the steel slag were MFA, a magnesium-iron phase solid solution with a low melting point, Ca3(PO4)2 and CaSiO3 (with elliptical shape), C2F (with a milky white color), and C2AS (with a light gray color and hexagonal shape). Blast furnace slag doping, on the one hand, can refine the grain of calcium aluminum feldspar and reduce the content of acicular calcium ferrate in the tempered slag. On the other hand, it can reduce the alkalinity of the slag and promote the generation of a silicate phase with high hydration activity.
- (3)
- Thermodynamic calculations showed that doping blast furnace slag promotes the generation of low melting point minerals (notably C3MS2 and C2A), provides a liquid phase for the low temperature section (1000 °C~1250 °C), improves the low temperature kinetic characteristics of the tempered slag, promotes the generation of C2S in the high temperature section (1250 °C~1600 °C), inhibits the generation of a-C2S-C3P and calcium ferrate minerals, and reduces the strength of steel slag.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Ibrahim, S.; Meawad, A. Towards green concrete: Study the role of waste glass powder on cement/superplasticizer compatibility. J. Build. Eng. 2022, 47, 103751. [Google Scholar] [CrossRef]
- Anandaraj, S.; Karthik, S.; Vijaymohan, S.; Rampradheep, G.S.; Indhiradevi, P.; Anusha, G. Effects of using white flour, zinc oxide and zinc ash as an admixture in mortar and concrete. Mater. Today Proc. 2022, 52, 1788–1793. [Google Scholar] [CrossRef]
- Cheng, X.; Tian, W.; Gao, J.F.; Gao, P. Performance evaluation and lifetime prediction of steel slag coarse aggregate concrete under sulfate attack. Constr. Build. Mater. 2022, 344, 128203. [Google Scholar] [CrossRef]
- Du, X.Q.; Huang, Z.; Ding, Y.; Xu, W.; Zhang, M.; Wei, L.B.; Yang, H.R. Feasibility Study of Grinding Circulating Fluidized Bed Ash as Cement Admixture. Materials 2022, 15, 5610. [Google Scholar] [CrossRef]
- Long, H.; Huang, X.Y.; Liu, M.J.; Cui, C.H.; Li, L.; Liao, Y.; Yan, D.H. The fate of heavy metals in the co-processing of solid waste in converter steelmaking. J. Environ. Manag. 2022, 311, 114877. [Google Scholar] [CrossRef] [PubMed]
- Liu, G.; Schollbach, K.; Li, P.P.; Brouwers, H.J.H. Valorization of converter steel slag into eco-friendly ultra-high performance concrete by ambient CO2 pre-treatment. Constr. Build. Mater. 2021, 280, 122580. [Google Scholar] [CrossRef]
- Yong, Y.; Shaopeng, W.; Chao, L.; Dezhi, K.; Benan, S. Morphological Discrepancy of Various Basic Oxygen Furnace Steel Slags and Road Performance of Corresponding Asphalt Mixtures. Materials 2019, 12, 2322. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yee, C.L. Reutilization of dredged harbor sediment and steel slag by sintering as lightweight aggregate. Process Saf. Environ. Prot. 2019, 126, 287–296. [Google Scholar]
- Wang, L.; Wu, L.B.; Tang, Y.; Wang, B.H.; Sun, K.; Ishimwe, A. Liquefaction resistance behaviours of gravel steel slag. Eur. J. Environ. Civ. Eng. 2022, 26, 4643–4663. [Google Scholar] [CrossRef]
- Wang, Q.; Long, J.F.; Xu, L.L.; Zhang, Z.; Lv, Y.; Yang, Z.H.; Wu, K. Experimental and modelling study on the deterioration of stabilized soft soil subjected to sulfate attack. Constr. Build. Mater. 2022, 346, 128436. [Google Scholar] [CrossRef]
- Ju, J.R.; Feng, Y.L.; Li, H.R.; Xu, C.L.; Yang, Y. Efficient Separation and Recovery of Vanadium, Titanium, Iron, Magnesium, and Synthesizing Anhydrite from Steel Slag. Min. Metall. Explor. 2022, 39, 733–748. [Google Scholar] [CrossRef]
- Ju, J.R.; Feng, Y.L.; Li, H.R.; Xu, C.L.; Yang, Y. Research progress and prospect of steel slag modification. Environ. Eng. 2020, 39, 136–140. [Google Scholar]
- Zhang, X. Carbonation Mechanism of Steel Slag Products Modified by Zeolite; Dalian University of Technology: Dalian, China, 2021. [Google Scholar]
- Xiang, R.H. Study on Preparation and Foaming Modification of Reconstituted Steel Slag Powder with Medium and High Activity; Guilin University of Technology: Guilin, China, 2021. [Google Scholar]
- Rao, L. Study on Internal Law of Composition, Structure and Properties of Converter Steel Slag and Its Application; University of Science and Technology Beijing: Beijing, China, 2020. [Google Scholar]
- Wang, C.L.; Zhao, G.F.; Wang, Y.B.; Zhang, S.H.; Zheng, Y.C.; Huo, Z.K.; Wang, Z.X.; Ren, Z.Z.; Zhou, J.Y. High temperature modification of steel slag from reservoir sediment and calcium carbide slag. Mater. Rev. 2022, 36, 127–133. [Google Scholar]
- Zaibo, L.; Sanyin, Z.; Xuguang, Z.; Tusheng, H. Cementitious property modification of basic oxygen furnace steel slag. Constr. Build. Mater. 2013, 48, 575–579. [Google Scholar]
- Zhang, Z.S.; Lian, F.; Liao, H.Q.; Yang, Q.; Cao, W.B. Properties of steel slag modified by iron tailings at high temperature. J. Univ. Sci. Technol. Beijing 2012, 34, 1379–1384. [Google Scholar]
- Lei, Y.B.; Zhang, Y.Z.; Xing, H.W.; Long, Y.; Tian, T.L. High temperature Melting and digestion of free CaO from converter slag mixed with fly ash. Hebei Metall. 2011, 4, 11–14. [Google Scholar]
- Liu, S.Y.; Wang, Z.J.; Peng, B.; Yue, C.S.; Guo, M. Physical and chemical basis of steel slag modified by blast furnace slag. J. Eng. Sci. 2018, 40, 557–564. [Google Scholar]
- Zhang, W.; Hao, X.S.; We, C.; Liu, X.M.; Zhang, Z.Q. Activation of low-activity calcium silicate in converter steelmaking slag based on synergy of multiple solid wastes in cementitious material. Constr. Build. Mater. 2022, 351, 128925. [Google Scholar] [CrossRef]
- Niu, F.; An, Y.; Zhang, J.; Chen, W.; He, S. Synergistic Excitation Mechanism of CaO-SiO2-Al2O3-SO3 Quaternary Active Cementitious System. Front. Mater. 2021, 8, 792682. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Alkalinity (R) | w(CaO) | w(SiO2) | w(Al2O3) | w(MgO) | w(Fe2O3) | w(FeO) | w(P2O5) | w(MnO) |
|---|---|---|---|---|---|---|---|---|---|
| Steel slag | 3.27 | 41.05 | 12.56 | 3.11 | 6.89 | 15.31 | 16.44 | 1.43 | 3.22 |
| Blast furnace slag | 1.30 | 43.87 | 33.69 | 14.88 | 8.83 | 1.75 | — | — | 0.36 |
| Database | FToxid7.1、FactPS7.1 |
|---|---|
| Compound type | Monoxide |
| Solid solution | FToxide–SLAGA、FToxide–SPANA、FToxide–MeO–A、FToxide–cPyrA、FToxide–oPyr、FToxide–pPyrA、FToxide–LcPy、FToxide–WOLLA、FToxide–bC2S、FToxide–aC2S、FToxide–Mel、FToxide–OlivA |
| Element | w(C) | w(O) | w(Mg) | w(Al) | w(Si) | w(P) | w(Ca) | w(V) | w(Ti) | w(Mn) | w(Fe) |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Point 1 | 2.79 | 40.16 | 13.44 | 14.54 | 0.16 | 0 | 0.63 | — | — | 5.14 | 23.13 |
| Point 2 | 4.75 | 38.96 | 0.06 | 0.21 | 12.57 | 2.12 | 38.84 | 1.11 | — | 0.33 | 1.06 |
| Point 3 | 2.87 | 34.44 | 0.41 | 10.75 | 3.61 | 0.11 | 30.26 | — | 2.75 | 2.41 | 12.39 |
| Point 4 | 7.62 | 31.85 | 4.31 | 4.55 | 10.41 | 1.6 | 28.51 | 0.85 | 1.42 | 8.89 | — |
| Element | w(C) | w(O) | w(Mg) | w(Al) | w(Si) | w(P) | w(Ca) | w(S) | w(V) | w(Cr) | w(Ti) | w(Mn) | w(Fe) | w(Br) |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Point 5 | 2.65 | 38.93 | 13.26 | 20.38 | 0.02 | 0 | 0.44 | — | — | 1.1 | — | 3.28 | 19.94 | — |
| Point 6 | 3.05 | 34.68 | 0.37 | 2.41 | 3.04 | 0.04 | 27.8 | — | — | — | 8.89 | 1.98 | 17.73 | — |
| Point 7 | 9.53 | 35.25 | 0.18 | 0.00 | 11.86 | 1.69 | 37.03 | — | 1.25 | — | — | 0.29 | 1.09 | 1.84 |
| Point 8 | 41.47 | 22.24 | 0.1 | 0.73 | 7.15 | 1.07 | 24.19 | 0.36 | 0.65 | — | 0.49 | 0.28 | 1.27 | — |
| Element | w(C) | w(O) | w(Mg) | w(Al) | w(Si) | w(P) | w(Ca) | w(Ti) | w(Mn) | w(Fe) |
|---|---|---|---|---|---|---|---|---|---|---|
| Point 9 | 4.81 | 43.94 | 0.24 | 3.11 | 3.39 | 0.02 | 23.74 | 7.35 | 1.62 | 11.8 |
| Point 10 | 3.67 | 41.64 | 0.25 | 15.26 | 9.28 | 0.06 | 25.04 | — | 0.16 | 4.65 |
| Point 11 | 3.20 | 33.02 | 0.25 | 1.78 | 2.74 | 0.00 | 29.68 | 9.62 | 1.67 | 18.02 |
| Point 12 | 7.67 | 31.89 | 3.42 | 3.07 | 9.06 | 0.69 | 19.72 | — | 4.90 | 19.57 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hao, S.; Luo, G.; Lu, Y.; An, S.; Chai, Y.; Song, W. Effect of High Temperature Reconstruction and Modification on Phase Composition and Structure of Steel Slag. Minerals 2023, 13, 67. https://doi.org/10.3390/min13010067
Hao S, Luo G, Lu Y, An S, Chai Y, Song W. Effect of High Temperature Reconstruction and Modification on Phase Composition and Structure of Steel Slag. Minerals. 2023; 13(1):67. https://doi.org/10.3390/min13010067
Chicago/Turabian StyleHao, Shuai, Guoping Luo, Yuanyuan Lu, Shengli An, Yifan Chai, and Wei Song. 2023. "Effect of High Temperature Reconstruction and Modification on Phase Composition and Structure of Steel Slag" Minerals 13, no. 1: 67. https://doi.org/10.3390/min13010067
APA StyleHao, S., Luo, G., Lu, Y., An, S., Chai, Y., & Song, W. (2023). Effect of High Temperature Reconstruction and Modification on Phase Composition and Structure of Steel Slag. Minerals, 13(1), 67. https://doi.org/10.3390/min13010067