
Physical Separations for Rare-Earth Beneficiation of the Nechalacho Deposit

 ,
,  ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Ore Preparation
2.3. Spiral Concentrator
2.4. Mozley Laboratory Shaking Table
2.5. Wet Magnetic Test Chute
2.6. Wet High Intensity Magnetic Separator
2.7. X-ray Fluorescence
2.8. Quantitative Evaluation of Minerals by Scanning Electron Microscopy
3. Results and Discussion
3.1. Feed Characteristics
3.2. Spiral Concentrator
3.3. Mozley Laboratory Shaking Table
3.4. Wet Magnetic Test Chute
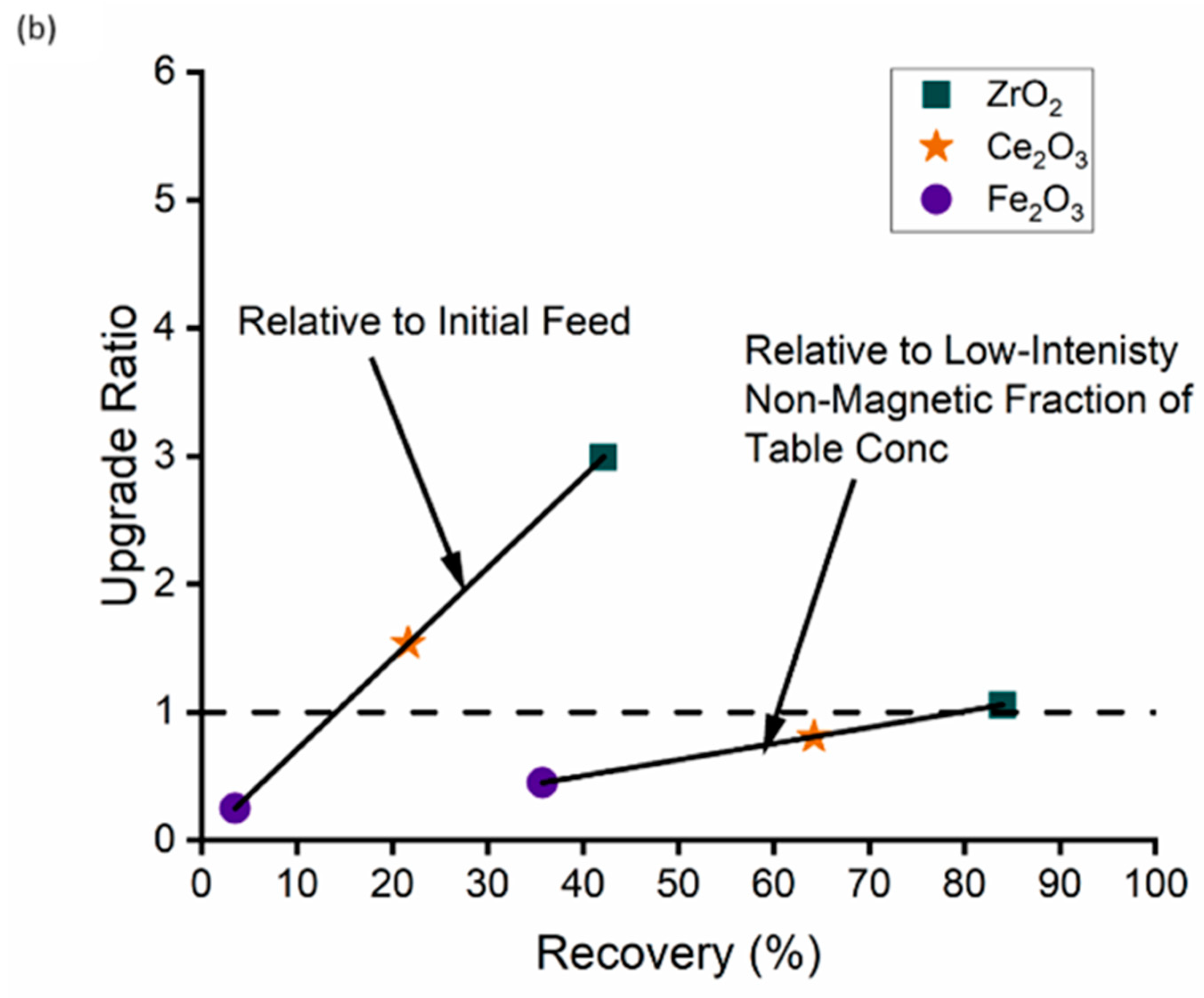
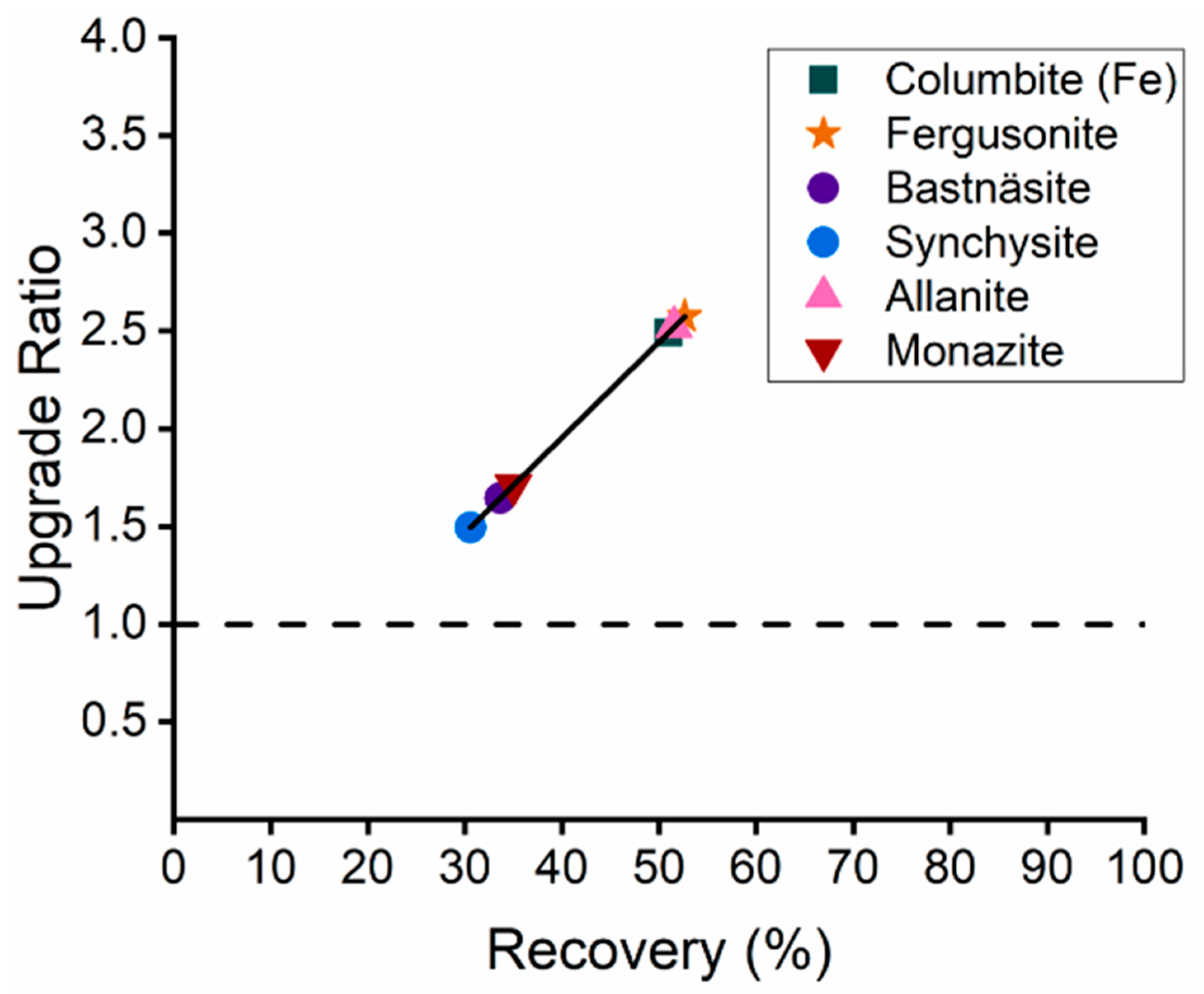
3.5. Wet High-Intensity Magnetic Separator
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Liu, S.-L.; Fan, H.-R.; Liu, X.; Meng, J.; Butcher, A.R.; Yann, L.; Yang, K.-F.; Li, X.-C. Global rare earth elements projects: New developments and supply chains. Ore Geol. Rev. 2023, 157, 105428. [Google Scholar] [CrossRef]
- Government of Canada. The Canadian Critical Minerals Strategy from Exploration to Recycling: Powering the Green and Digital Economy for Canada and the World. 2022; ISBN 978-0-660-46339-1. Available online: https://www.canada.ca/content/dam/nrcan-rncan/site/critical-minerals/Critical-minerals-strategyDec09.pdf (accessed on 23 November 2023).
- European Commission. Communication from the Commission to the European Parliament, the Council, the European Economic and Social Committee and the Committee of the Regions—Critical Raw Materials Resilience: Charting a Path towards greater Security and Sustainability. 2020. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/PDF/?uri=CELEX:52020DC0474 (accessed on 4 December 2023).
- U.S. Geological Survey. Mineral Commodity Summaries 2023; U.S. Geological Survey: Reston, VA, USA, 2023; p. 210.
- Australian Government. Critical Minerals Strategy 2023–2030. 2023. Available online: https://www.industry.gov.au/publications/critical-minerals-strategy-2023-2030 (accessed on 4 December 2023).
- Marion, C.; Li, R.; Waters, K.E. A review of reagents applied to rare-earth mineral flotation. Adv. Colloid Interface Sci. 2020, 279, 102142. [Google Scholar] [CrossRef] [PubMed]
- Ciuculescu, T.; Foo, B.; Gowans, R.; Hawton, K.; Jacobs, C.; Spooner, J. Technical Report Disclosing the Results of the Feasibility Study on the Nechalacho Rare Earth Elements Project; Avalon Rare Metals Inc.: Toronto, ON, Canada, 2013; pp. 1–307. [Google Scholar]
- Jordens, A.; Sheridan, R.S.; Rowson, N.A.; Waters, K.E. Processing a rare earth mineral deposit using gravity and magnetic separation. Miner. Eng. 2014, 62, 9–18. [Google Scholar] [CrossRef]
- Jordens, A.; Marion, C.; Langlois, R.; Grammatikopoulos, T.; Rowson, N.A.; Waters, K.E. Beneficiation of the Nechalacho rare earth deposit. Part 1: Gravity and magnetic separation. Miner. Eng. 2016, 99, 111–122. [Google Scholar] [CrossRef]
- Jordens, A.; Marion, C.; Langlois, R.; Grammatikopoulos, T.; Sheridan, R.S.; Teng, C.; Demers, H.; Gauvin, R.; Rowson, N.A.; Waters, K.E. Beneficiation of the Nechalacho rare earth deposit. Part 2: Characterisation of products from gravity and magnetic separation. Miner. Eng. 2016, 99, 96–110. [Google Scholar] [CrossRef]
- Marion, C.; Grammatikopoulos, T.; Rudinsky, S.; Langlois, R.; Williams, H.; Chu, P.; Awais, M.; Gauvin, R.; Rowson, N.A.; Waters, K.E. A mineralogical investigation into the pre-concentration of the Nechalacho deposit by gravity separation. Miner. Eng. 2018, 121, 1–13. [Google Scholar] [CrossRef]
- Grammatikopoulos, T.; Mercer, W.; Gunning, C.; Prout, S. Quantitative characterization of the REE minerals by QEMSCANTM from the Nechalacho Heavy Rare Earth Deposit, Thor Lake Project, NWT, Canada. In Proceedings of the 43rd Annual Meeting of the Canadian Mineral Processors, Ottawa, ON, Canada, 18–20 January 2011. [Google Scholar]
- Pascoe, R.D.; Power, M.R.; Simpson, B. QEMSCAN analysis as a tool for improved understanding of gravity separator performance. Miner. Eng. 2007, 20, 487–495. [Google Scholar] [CrossRef]
- Traore, A.; Conil, P.; Houot, R.; Save, M. An evaluation of the mozley MGS for fine particle gravity separation. Miner. Eng. 1995, 8, 767–778. [Google Scholar] [CrossRef]
- Atalay, U.; Ozbayoglu, G. Beneficiation of Beylikahir complex rare earth deposit of Turkey. Physicochem. Probl. Miner. Process. 1995, 29, 19–29. [Google Scholar]
- Özbayoğlu, G.; Ümit Atalay, M. Beneficiation of bastnaesite by a multi-gravity separator. J. Alloys Compd. 2000, 303–304, 520–523. [Google Scholar] [CrossRef]
- Chi, R.; Xu, S.; Zhu, G.; Xu, J.; Qiu, X. Benefication of rare earth ore in China. In Proceedings of the Light Metals 2001 as Held at the 130th TMS Annual Meeting, Warrendale, PA, USA, 11–15 February 2001; pp. 1159–1165. [Google Scholar]
- Houot, R.; Cuif, J.P.; Mottot, Y.; Samama, J.C. Recovery of rare earth minerals, with emphasis on flotation process. In Materials Science Forum; Trans Tech Publications Ltd.: Stafa-Zurich, Switzerland, 1991; pp. 301–324. [Google Scholar]
- Krishnamurthy, N.; Gupta, C.K. Extractive Metallurgy of Rare Earths; CRC Press: Boca Raton, FL, USA, 2015; p. 251. [Google Scholar]
- Jordens, A.; Cheng, Y.P.; Waters, K.E. A review of the beneficiation of rare earth element bearing minerals. Miner. Eng. 2013, 41, 97–114. [Google Scholar] [CrossRef]
- Li, L.Z.; Yang, X. China’s Rare Earth Ore Deposits and Beneficiation Techniques. In Proceedings of the 1st European Rare Earth Resources Conference, Milos, Greece, 4–7 September 2014. [Google Scholar]
- Luo, J.; Chen, X. Research into the recovery of high-grade rare-earth concentrate from Baotou Complex iron ores, China. Miner. Process. Extr. Metall. 1984, 663–675. [Google Scholar]
- Al-Ali, S.; Wall, F.; Sheridan, R.; Pickles, J.; Pascoe, R. Magnetic properties of REE fluorcarbonate minerals and their implications for minerals processing. Miner. Eng. 2019, 131, 392–397. [Google Scholar] [CrossRef]
- Haapala, I.; Ervamaa, P.; Löfgren, A.; Ojanperä, P. An Occurrence of Monazite in Puumala, Eastern Finland. Bull. Geol. Soc. Finl. 1969, 41, 117–124. [Google Scholar] [CrossRef]
- Rosenblum, S.; Brownfield, I.K. Magnetic Susceptibilities of Minerals; US Geological Survey: Reston, VA, USA, 2000; pp. 99–529. [Google Scholar]
- Svoboda, J.M. Magnetic Techniques for the Treatment of Materials; Kluwer Academic Publishers: Dordrecht, The Netherlands, 2004. [Google Scholar]
- Yang, H.; Rong, Y.; Tang, R.; Xue, X.-X.; Li, Y. Recovery of iron from Baotou rare earth tailings by magnetizing roast. Rare Met. 2013, 32, 616–621. [Google Scholar] [CrossRef]



























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Class | Mineral | Wt% | ||||
|---|---|---|---|---|---|---|
| Combined | −150 + 106 μm | −106 + 53 μm | −53 + 20 μm | −20 μm | ||
| LREM | Bastnäsite | 1.2 | 1.1 | 1.4 | 1.4 | 1.0 |
| Synchysite | 0.6 | 0.4 | 0.6 | 0.7 | 0.5 | |
| Allanite | 1.2 | 0.9 | 0.9 | 1.0 | 2.7 | |
| Monazite | 0.2 | 0.2 | 0.2 | 0.3 | 0.3 | |
| HREM | Fergusonite | 0.1 | 0.1 | 0.1 | 0.1 | 0.1 |
| Columbite (Fe) | 0.6 | 0.4 | 0.6 | 0.7 | 0.8 | |
| Zircon | 7.1 | 5.1 | 9.3 | 9.6 | 3.4 | |
| Silicate Gangue | Quartz | 15.4 | 17.0 | 15.8 | 14.6 | 13.0 |
| K-Feldspar | 22.1 | 27.2 | 22.0 | 18.8 | 18.9 | |
| Plagioclase | 25.0 | 29.7 | 25.4 | 23.4 | 19.0 | |
| Biotite | 9.2 | 6.4 | 6.9 | 8.1 | 19.2 | |
| Other Gangue | Fe-Oxides | 10.6 | 6.3 | 10.6 | 14.7 | 11.5 |
| Other | 6.6 | 5.1 | 6.2 | 6.5 | 9.7 | |
| Total | 100 | 28.9 | 28.1 | 25.5 | 17.5 | |
| Equivalent Metal Oxide | Wt% | ||||
|---|---|---|---|---|---|
| Combined | −150 + 106 μm | −106 + 53 μm | −53 + 20 μm | −20 μm | |
| ZrO2 | 3.0 | 2.2 | 3.9 | 3.9 | 1.7 |
| Ce2O3 | 0.6 | 0.4 | 0.7 | 0.7 | 0.7 |
| Total | 100 | 28.9 | 28.1 | 25.5 | 17.5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Marion, C.; Paris, J.; Grammatikopoulos, T.; Li, R.; Kökkılıç, O.; Langlois, R.; Rowson, N.A.; Waters, K.E. Physical Separations for Rare-Earth Beneficiation of the Nechalacho Deposit. Minerals 2023, 13, 1521. https://doi.org/10.3390/min13121521
Marion C, Paris J, Grammatikopoulos T, Li R, Kökkılıç O, Langlois R, Rowson NA, Waters KE. Physical Separations for Rare-Earth Beneficiation of the Nechalacho Deposit. Minerals. 2023; 13(12):1521. https://doi.org/10.3390/min13121521
Chicago/Turabian StyleMarion, Christopher, Justin Paris, Tassos Grammatikopoulos, Ronghao Li, Ozan Kökkılıç, Ray Langlois, Neil A. Rowson, and Kristian E. Waters. 2023. "Physical Separations for Rare-Earth Beneficiation of the Nechalacho Deposit" Minerals 13, no. 12: 1521. https://doi.org/10.3390/min13121521
APA StyleMarion, C., Paris, J., Grammatikopoulos, T., Li, R., Kökkılıç, O., Langlois, R., Rowson, N. A., & Waters, K. E. (2023). Physical Separations for Rare-Earth Beneficiation of the Nechalacho Deposit. Minerals, 13(12), 1521. https://doi.org/10.3390/min13121521